 Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —
Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —

CNC станоктарының бөлшектерін шығаратын зауыттар: Сатып алушылардың тезірек білгісі келетін 9 ішкі сыры

CNC станок бөлшектерін шығаратын зауыттар мен олардың өнеркәсіптік рөлі туралы түсінік
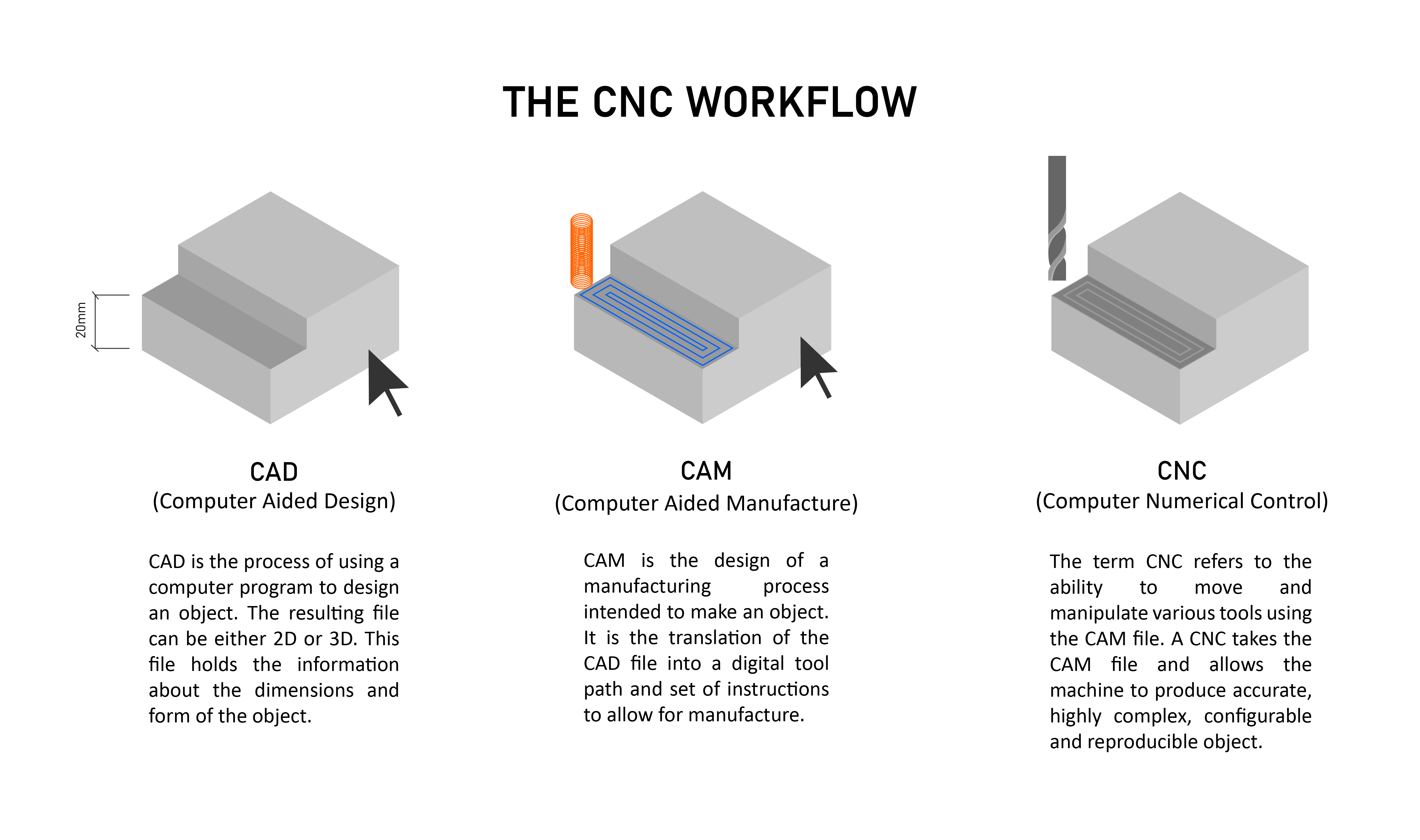
Егер-ақ сіз ойланған болсаңыз қандай жолмен таза металл сіздің автомобиль двигателіңізді немесе медициналық құрылғыларды қозғалысқа келтіретін күрделі бөлшектерге айналады? дәл осы жерде CNC станок бөлшектерін шығаратын зауыттар қызмет етеді. Бұл мамандандырылған өндіріс орындары заманауи өндірістің негізін құрайды және инженерлік сызбаларды физикалық нақтылыққа дәлме-дәл айналдырады.
Негізінен кесу мен дәнекерлеуге бағытталған жалпы өңдеу цехтарынан айырмашылығы мынада: бұл зауыттар жоғары дәлдікті өндіріске маманданған. Олар компьютермен басқарылатын жабдықтарды қолданып, дәл өлшемдер мен тар допустималықтарды (жиі микрондармен өлшенетін) қамтамасыз етеді. Оларды өнеркәсіптің дәлдік саласындағы мамандары деп елестетіңіз — мұнда миллиметрдің әрбір бөлшегі маңызды.
CNC станок бөлшектерін шығаратын зауыттардың нақты істейтін істері
Негізінде бұл өндірушілер компьютермен басқарылатын өңдеу процестері арқылы шикізатты — әдетте алюминий, болат және титан сияқты металдарды — дайын машина компоненттеріне айналдырады. Бірақ оларды әдеттегі станок цехтарынан ерекшелейтін нәрсе — жалпы цехтардың қол жеткізе алмайтын дәлдік, қайталанғыштық және масштабтау мүмкіндігін ұсынуы.
Сіз арнайы CNC өңдеу қызметтерімен серіктестік жасаған кезде, төмендегі мүмкіндіктерге қол жеткізесіз:
- CNC токарлау: Бұрандалы бөлшектерді — мысалы, валдар, втулкалар және клапандардың стерженьдерін — өңделетін бөлшекті кесу құралдарына қатысты айналдыру арқылы жасау
- CNC фрезерлеу: Айналатын кесу құралдарын пайдаланып, жазық беттерді, контурларды, ойыстарды және күрделі 3D геометриялық пішіндерді жасау
- Көп осьті өңдеу: Бірнеше ось бойынша бір уақытта қозғалыс арқылы күрделі геометриялық пішіндері бар бөлшектерді өндіру
- Екінші кезектегі операциялар: Беттің жабылуы, жылумен өңдеу және жинау қызметтері — бұлар өндіріс циклын толықтырады
Бұл айырма маңызды. Жалпы машина цехы әртүрлі металл өңдеу жұмыстарын орындай алады, ал CNC машиналарының бөлшектерін шығаратын зауыттар кеңістіктік-уақыттық дәлдікпен жұмыс істеуге арналған жоғары деңгейлі жабдықтарға, сапаны басқару жүйелеріне және мамандандырылған білімге қарқынды инвестициялайды. Согласно өндірістік экспертов , қазіргі заманғы өндірістік құрылыстар көп осьті CNC машиналарын интеграциялайды, бұл өндірісті жылдамдатады, қателерді азайтады және өндіріс партиялары бойынша тұрақты сапаны қамтамасыз етеді.
Дәлдікпен өндірілетін өндірістік экожүйе
Әрбір қатысушы маңызды рөл атқаратын экожүйені елестетіңіз. CNC машиналарының бөлшектерін шығаратын зауыттар бұл өндірістік желінің орталығында орналасқан, яғни шикізат тұтынушыларын соңғы өнімдерді жинақтаушылармен байланыстырады. Олар инженерлік талаптарды нақты өлшемдік талаптарға сай дәлдікпен өңделген бөлшектерге айналдырады.
Бұл мамандандырылған зауыттарға сұраныс әртүрлі салаларда үнемі өсуде:
Автокөлік: Қозғалтқыш бөлшектері, беріліс бөлшектері және шасси элементтері — бұлардың барлығы жоғары көлемді тұрақтылық пен IATF 16949 сертификатын талап етеді.
Аэроғарыш: Ұшуға қатысты маңызды бөлшектер, олар үшін материалдың ізденуі талап етіледі, AS9100D сертификаты қажет және дәлдік он мыңдық инчпен өлшенеді.
Медицина: ISO 13485 стандарттарына сәйкес бақыланатын ортада жасалған хирургиялық құралдар мен импланттар.
Бұл экожүйенің жұмыс істеуінің себебі неде? Бұл – алдыңғы қатарлы CNC технологиясы, білікті операторлар мен қатаң сапа бақылау процестерінің үйлесімі. Өндіріс технологиясы дамыған сайын, бұл өндірушілер біршама жоғары дәлдік пен тиімділік қамтамасыз ету үшін өзінде AI-қуатталған жүйелерді, IoT-байланысты және автоматтандыруды біртіндеп интеграциялайды.
Бұл нұсқаулық бойынша сіз сәтті сатып алушыларды қымбатқа түсетін қателерден үйренгендерден ажырататын ішкі білімді табасыз. Өңдеу процестерін және материалды таңдауды түсінумен бастап, тағайындаушыларды бағалауға дейін және қатты RFQ дайындауға дейін – сіз квалифицирленген өндірушілерден CNC станок бөлшектерін сатып алу кезінде дұрыс шешім қабылдау үшін қажетті толық нұсқауларды аласыз.
CNC өңдеу процестері: Әрбір сатып алушының білуі тиіс
Мұның бірнеше сатып алушыларға тән жағдайы: сіз бөлшектің сызбасын құрастырдыңыз, өндірушіні таптыңыз және өз сызбаларыңызды тапсырдыңыз. Содан кейін сұрақ туындайды — «Сізге 3 осьті, 4 осьті немесе 5 осьті фрезерлеу керек пе?» Күрделі сияқты көрінеді ме? Міндетті түрде олай емес. Тапсырыс берушілермен байланысқа түсуіңізден бұрын осы процестерді түсіну сізге сөйлесулерде, құндылықтарды келісуге және уақытты жоспарлауға үлкен артықшылық береді.
«Ось» термині фрезерлеу кезінде кесу құралының өңделетін бұйымға қатысты қозғалыс бағыттарын білдіреді. Осьтердің саны көп болса, икемділік де көп болады — бірақ күрделілігі мен құны да артады. Әрбір нұсқаны қарастырайық, сонда сіз CNC фрезерлеу бөлшектеріңіздің талаптарын дұрыс процеске сәйкестендіре аласыз.
3 осьтіден 5 осьті фрезерлеуге дейін түсіндірілген
3 осьті CNC өңдеу бұл заманауи дәлдікпен өндірістің негізі . Кесу құралы үш түзу ось бойымен қозғалады: X (солға-оңға), Y (алға-артқа) және Z (жоғары-төмен). Өңделетін бұйым станоктың үстелінде қозғалмай қалады, ал құрал жоғарыдан келеді.
Бұл конфигурация жазық беттерді, қарапайым контурларды және негізгі геометриялық пішіндерді өте жақсы өңдейді. Мысалы, кронштейндер, пластинкалар және қарапайым сипаттамалы қораптар. Артықшылықтары тартымды — құрылғыларға кететін шығындар төмен, бағдарламалау оңай, жұмыс істеу қолжетімді болғандықтан, 3 осьті өңдеу прототиптау мен жалпы өндіріске идеалды.
Дегенмен, күрделі геометриялық пішіндер үшін шектеулер пайда болады. Бірнеше жағынан өңдеу үшін дайындаманы қайта орналастыру қажет, бұл потенциалды туралау қателерін туғызуы мүмкін және өндіріс уақытын ұзартады.
4 осьті CNC өңдеу 3 осьті негізге сүйенеді, бірақ оған айналу осі — әдетте X осінің айналасында айналатын А-осі қосылады. Бұл бөлшектің сыртқы бетінің бойымен үздіксіз өңдеуді қолдануға, дайындаманы қолмен қайта орналастырмай-ақ мүмкіндік береді.
Цилиндрлі және симметриялы CNC фрезерлеу бөлшектері осы конфигурациядан ең көп пайда көреді. Осьтер, тісті берілістер, камералы осьтер мен клапан компоненттерін өндіру әлдеқайда оңайласады. Айналу қабілеті орнату уақытын қысқартады және дөңгелек элементтер үшін көптеген 3 осьті орнатуларға қарағанда жоғары дәлдік береді.
5-ос CNC шабуылдау екінші айналу осін қосады, ол құралдың немесе өңделетін бұйымның кез келген бетке бір реттік орнату кезінде енуі үшін иілуі мен айналуына мүмкіндік береді. Согласно сала бойынша зерттеу , бұл көптеген орнатулармен байланысты жинақталған допускаларды жояды — барлық элементтер бір ғана базалық нүктеге қатысты өңделеді, ол бұйымдардың өлшемдік дәлдігін жоғары деңгейде қамтамасыз етеді.
Мүмкіндіктер таң қалдырарлықтай: бір уақытта 5 осьті контурлау, көпжақты өңдеу және қарапайым конфигурациялармен іске аспайтын ішкі ойықтарды жасау. Күрделі органикалық пішіндері, күрделі бұрыштары немесе терең қуыстары бар фрезерленген бөлшектерді шығару мүмкін болады. Алайда, бұл жоғары машиналық инвестицияларды, күрделірек CAM бағдарламалауын және оператордың жоғары мамандық деңгейін қажет етеді.
| Ось түрі | Ең жақсы қолданулар | Күрделілік деңгейі | Типтік бөлшек мысалдары |
|---|---|---|---|
| 3-ось | Жазық беттер, қарапайым контурлар, призматикалық геометриялар, бір жақты сипаттамалар | Төменнен ортаға дейін | Кронштейндер, пластиналар, қорғаныс қабықтары, электрондық плата үшін корпуслар, негізгі автомобиль компоненттері |
| 4 осьті | Цилиндрлі бөлшектер, симметриялық компоненттер, осьтен айнала орналасқан сипаттамалар | Орташа | Камфуттар, тісті берілістер, валдар, клапандар, импеллерлер, труба қосылыстары |
| 5 осьтік | Күрделі геометриялар, құрама бұрыштар, ішкі ойықтар, органикалық пішіндер, көпжақты өңдеу | Жогары | Турбина сырықтары, әуе-ғарыштық конструкциялық бөлшектер, медициналық имплантаттар, жоғары деңгейлі калыптар, жоғары өнімділікті автомобиль компоненттері |
Сіздің бөлшек геометрияңызды дұрыс өңдеу әдісіне сәйкестендіру
Сіз сызбаларды CNC өңдеу бөлшектерін шығаратын зауыттарға тапсырған кезде, олар қандай әдіс таңдау керектігін анықтау үшін бірнеше факторды бағалайды. Олардың шешім қабылдау логикасын түсіну сізге күтілетін ұсыныстар мен бюджетті алдын ала есептеуге көмектеседі.
Бетке қол жеткізу мүмкіндігі көптеген шешімдерді анықтайды. Барлық маңызды сипаттамалар бір бағыттан қолжетімді ме? Егер сіздің CNC өңдеу бөлшегіңіз әртүрлі бұрыштардан құралдарға қол жеткізуін талап етсе — мысалы, бес жағында сипаттамалары бар компонент болса, — 5 осьті өңдеу қосымша шығындар мен қауіптерді туғызатын орнату өзгерістерін болдырмақыз.
Геометриялық күрделілік маңызды рөл атқарады. Түзу жиектері мен жазық жазықтықтары бар CNC машина компоненттерінің бөлшектері әдетте 3 осьті операцияларға сай келеді. Орталық осьтен айнала қисық беттерді қосқанда, 4 осьті өңдеу тиімді болады. Күрделі контурлар, скульптуралық беттер немесе қисық бұрыштарда орналасқан сипаттамалар пайда болғанда, 5 осьті өңдеу ең жақсы нәтиже береді.
Дәлдік талаптары процесс таңдауына да әсер етеді. Әрбір рет өңделетін бөлшек қайта орналастырылғанда, кішігірім туралау ауытқулары жиналады. Бірнеше сипаттамалар бойынша тар допусктерді талап ететін CNC фрезерленген бөлшектер үшін жалғыз орнатумен жүзеге асатын 5 осьті фрезерлеу қайтадан өңдеуге байланысты қайталанатын өңдеуден түзілетін өлшемдік қатынастарды сақтайды.
Өндіріс көлемі теңдеуге әсер етеді. Жоғары көлемді бұйымдар үшін жылдамдыққа негізделген арнайы 3 осьті немесе 4 осьті орнатулардың қолданылуы тиімді болуы мүмкін. Күрделі бұйымдардың аз мөлшері үшін сағатына жоғары құндылыққа қарамастан, 5 осьті өңдеудің тиімділігі көбінесе тиімді болады.
Мұны ішкі ақпарат ретінде қабылдаңыз: қолжетімді ең алғашқы технологиялық процесті автоматты түрде талап етпеңіз. Сауатты өндіруші сіздің нақты геометрияңыз үшін ең қажетті құндылықты ұсынады. Егер ол 5 осьті өңдеу орнына 3 осьті өңдеуді ұсынса, бұл көбінесе сіздің бюджетіңіз үшін жақсы жаңалық — олардың мүмкіндіктерінің шектеуі емес.
Өңдеу процестері анықталғаннан кейін келесі маңызды шешім — материалды таңдау, бұл таңдау толеранцияларға, беттің жағдайына және өндіріс шығындарына тікелей әсер етеді.
Дайындалған бөлшектер үшін материал таңдау бағытнамасы
Сіз өз жобаңыз үшін дұрыс механикалық өңдеу процесін таңдадыңыз. Енді сіздің соңғы бөлшек сапасы мен таза пайдаңызға әсер ететін шешім қабылдау кезегі келді — материалды таңдау. Дұрыс емес материал таңдау қысым астында бөлшектердің бұзылуына, алғашқы кезеңде коррозияға ұшырауына немесе өндіріс құнының қажетті деңгейден айтарлықтай артуына әкелуі мүмкін.
Көптеген сатып алушылардың білмейтіні: сіз көрсеткен материал тек физикалық қасиеттерді ғана анықтамайды. Ол тікелей механикалық өңдеу уақытына, құралдың тозуына, қол жетімді дәлдікке және беттің сапасына әсер етеді. Тәжірибелі CNC станоктарында бөлшектерді өндірушілер біріктіру бағасын есептеу кезінде геометриямен қатар материалдың таңдалуын да ұқыпты талдайды.
Қолданылуына сәйкес материалдарды қалай таңдау керегін және өндірістік жобалардың орындалуын бұзып, қымбатқа түсетін қателерден қалай сақтану керегін қарастырайық.
CNC-мен өңделген бөлшектер үшін алюминий мен болат
Дәлме бөлшектерді сатып алу кезінде алюминий мен болатты таңдау мәселесі тұрақты түрде туындайды. Екі материал да металл дәлме бөлшектер саласында басымдыққа ие, бірақ олар айтарлықтай әртүрлі мақсаттарға қызмет етеді.
Алюминиевық сплавтар алюминий өте жақсы өңделу қасиеттеріне ие — оны оңай өңдейді, аз жылу шығарылады және өте жақсы беттік жағын қамтамасыз етеді. Саладағы өңдеу нұсқаулықтарына сәйкес, алюминийдің жеңіл салмағы, коррозияға төзімділігі және анодтауға қабілеттілігі оны әртүрлі салаларда танымал таңдауға айналдырады. 6061 және 7075 сияқты кеңінен таралған маркалар көптеген қолданыстарға жарамды, ал 7075-T6 маркасының беріктігі кейбір болаттардың деңгейіне жақын, бірақ әлдеқайда жеңіл салмақты сақтайды.
Төмендегі жағдайларда алюминийді қарастырыңыз:
- Әуе-ғарыш немесе көлік саласында қолданылатын жеңіл салмақты дәлме металл бөлшектер
- Жоғары жылу және электр өткізгіштігі
- Қосымша өңдеусіз табиғи коррозияға төзімділік
- Бір бөлшекке кететін шығындарды азайтатын жылдам өңдеу циклдері
Жақсылық және сырған жақсылық жоғары беріктік, қаттылық және тозуға төзімділік қамтамасыз етеді. 1018 және 4140 сияқты көміртекті болаттар конструкциялық қолданыстар үшін тұрақтылық қамтамасыз етеді. Шойынсыз болат маркалары — әсіресе 303, 304 және 316 — қаттылықты қатты орталарда жақсы коррозияға төзімділікпен ұштастырады.
Болат дұрыс таңдау болады, егер:
- Жоғары механикалық беріктік пен жүкті ұстау қабілеті ең маңызды болса
- Қозғалыстағы бөлшектер үшін тозуға төзімділік аса маңызды болса
- Жұмыс істеу температурасы алюминийдің шектерінен асып кетсе
- Құнының тиімділігі салмақ факторынан артық болса
Алайда, болатты өңдеудегі кемшілік: оны өңдеу жылдамдығы төмен болады, құралдардың тозуы күшейеді және әдетте механикалық өңдеуге көбірек уақыт кетеді. Бұл факторлар болаттан жасалған қосымша метал бөлшектердің өндіріс құнын сәйкес алюминий бөлшектерге қарағанда арттырады.
Өндірістік шешімдерді анықтайтын материалдың қасиеттері
Алюминий мен темірді салыстырудан басқа, металды бөлшектерді өңдеуде басқа да бірнеше материал маңызды рөл атқарады. Олардың сипаттамаларын түсіну сізге өндірушілермен тиімді қарым-қатынас жасауға және негізделген техникалық талаптарды құруға көмектеседі.
Титан қорытпалары (әсіресе Ti-6Al-4V) өте жоғары беріктік-салмақ қатынасын, коррозияға төзімділігін және биологиялық үйлесімділігін қамтамасыз етеді. Аэроғарыш саласындағы материалдар бойынша талаптар жиі қозғалтқыш бөлшектері, шасси және конструкциялық бөлшектер үшін титан қолдануды көздейді. Дегенмен, титанның өңделуі қиындықтар туғызады — құралдың жылдам тозуы, төмен жылу өткізгіштігі және арнайы кесу параметрлерінің қажеттілігі өндіріс шығындарын қатты көтереді.
Жез мырышты мыс өте жақсы өңделеді, ол таза кесінділер мен өте жақсы беттік жағын қамтамасыз етеді және құралдың тозуы аз болады. Мырышты мыс бөлшектері кеңінен су құбыры фитингтерінде, электрлік қосқыштарда және декоративті фурнитурада қолданылады. Материалдың табиғи майлану қасиеті мен ұсақталған стружка түзуі оны жоғары көлемді сериялық өндіріске өте экономикалық тиімді етеді.
Инженерлік пластиктер pEEK, Delrin (ацеталь) және PTFE сияқты материалдар салмағын азайту, химиялық төзімділік немесе электрлік изоляция маңызды болатын қолданыстарға арналған. Бұл материалдар металдардан өзгеше өңделеді — сүйір құралдар, дұрыс жылдамдықтар және өлшемдік тұрақтылыққа әсер ететін жылу жиналуына назар аудару қажет.
| Материалдың түрі | Негізгі қасиеттер | Ең жақсы қолданулар | Өңдеу ескертулері | Салыстырмалы құны |
|---|---|---|---|---|
| Алюминий (6061, 7075) | Жеңіл, коррозияға төзімді, өте жақсы өңделу қасиеті, жақсы жылу өткізгіштігі | Әуе-ғарыш конструкциялары, автомобиль компоненттері, электрондық корпуслар, тұтыну тауарлары | Жоғары кесу жылдамдығы, төмен құралдың тозуы, өте жақсы беттік жағын алуға болады | Төменнен ортаға дейін |
| Көміртекті болат (1018, 4140) | Жоғары беріктік, жақсы тозуға төзімділік, дәнекерленуге жарамды, термомен өңделуге жарамды | Құрылымдық бөлшектер, валдар, тісті дөңгелектер, қысқыштар, жалпы машина жабдықтары | Орташа жылдамдықтар, қалыпты құралдың тозуы, суыту сұйығы қажет болуы мүмкін | Төмен |
| Коррозияға төзімді болат (303, 304, 316) | Коррозияға төзімді, жоғары беріктік, жылуға төзімді, гигиеналық | Медициналық құрал-жабдықтар, тамақ өңдеу, теңіз қолданысы, химиялық жабдықтар | Төмен жылдамдықтар, жоғары құралдың тозуы, қатаяюға ұшырау тенденциясы | Орташа жоғары |
| Титан (Ti-6Al-4V) | Ерекше беріктік-салмақ қатынасы, биологиялық үйлесімділігі, коррозияға төзімділігі, жоғары температурада тұрақтылығы | Әуе-ғарыш қозғалтқыштары, медициналық имплантаттар, жоғары өнімділікті автокөліктер, теңіз көлігі | Арнайы құрал-саймандар қажет, жылдамдықтар төмен, құрал-саймандардың әлсізденуі айтарлықтай, жылу реттеуі өте маңызды | Жогары |
| Қола (C360, C260) | Жақсы өңделу қасиеті, коррозияға төзімділігі, декоративті пішіні, антибактериалды қасиеті | Су құбыры фитингтері, электрлік қосқыштар, клапандар, декоративті фурнитура | Өте жылдам өңдеу, құрал-саймандардың әлсізденуі аз, ұсақталған стружка түзуі өте жақсы | Орташа |
| Инженерлік пластмассалар (PEEK, Delrin) | Жеңіл салмақты, химиялық тұрақты, электрлік изоляция қасиеті бар, үйкеліске төзімді | Медициналық бөлшектер, электрлік изоляторлар, подшипниктер, тығыздағыштар, тамақ өңдеу саласы | Сүйір құрал-саймандар міндетті, жылуға сезімталдығы, өлшемдік тұрақтылығы бойынша мәселелер | Орташа жоғары |
Қандай материалды таңдау сіздің жоба нәтижелеріңізге әсер етеді:
Толеранс: Қаттырақ материалдар, мысалы, қаттырған болат немесе титан кернеу әсерінде тұрақтырақ дәлдікпен сақталады, бірақ оларды қол жеткізу үшін ұсақтау процесін ұқыпты жүргізу қажет. Жұмсақ материалдар қию кезінде оңай ғана деформациялануы мүмкін, сондықтан оларға компенсациялық шаралар қажет. Ұсақтау мамандарының айтуынша, металдың қаттылығы құралдың тозуына, қию жылдамдығына және беттің жағдайына әсер етеді — жұмсақ металдардың өлшемдік дәлдігін сақтау үшін қосымша ескертулер қажет.
Беткі өңдеу: Материалдың дән құрылымы қол жеткізілетін беттің сапасына әсер етеді. Иілгіш дәнді металдар әдетте жоғары сапалы бет береді, ал ірі дәнді материалдар оптималды параметрлермен өңделсе де көрінетін ұсақтау іздерін қалдыруы мүмкін. Алюминий мен мыс табиғи түрде өте жақсы бет береді; ал титан мен кейбір штайнс болат маркалары қосымша бетті өңдеу операцияларын қажет етеді.
Жеткізу уақыты: 6061 алюминий немесе 304 коррозияға төзімді болат сияқты кеңінен қолданылатын материалдарды оңай табуға болады. Арнаулы маркалар — авиация-ғарыш саласына арналған титан, белгілі никель қорытпалары немесе сертификатталған медициналық дәрежедегі материалдар — сіздің жобаңыздың мерзімін ұзақтыруы мүмкін ұзақ сатып алу уақытын талап етеді.
Автомобиль және авиация-ғарыш салаларына қызмет көрсететін өндірушілер сертификаттау талаптарына сай нақты материал маркаларымен жұмыс істейді. Автомобиль жабдықтаушыларының тізбегіне қызмет көрсететін IATF 16949 сертификаты бар өндірістік орын OEM талаптарына сай материалдарды қоймада сақтайды. Авиация-ғарыш өндірушілері AMS және ASTM стандарттарына сай материалдар бойынша ізденіс құжаттамасын сақтайды. Сіздің қолданысыңыз сертификатталған материалдарды талап еткен кезде қосымша тағы қандай да бір материалды сатып алу мен оның құжаттамасын растау қабілетін қамтамасыз ететін тәрбиелі тәрбиешіні тексеріңіз.
Материалды таңдау принциптерін түсінгеннен кейін келесі маңызды фактор — дәлдік шектері мен сапа сертификаттары: олар дәлдікпен жасалған өндірістің стандарттарын анықтайды.

Дәлдік шектері мен сапа сертификаттары туралы түсіндірме
Сіз өзіңізге керек материалды таңдап алдыңыз және дұрыс өңдеу процесін анықтадыңыз. Енді сіз білікті сатып алушылар мен қажеті жоған дәлдік үшін төлейтін немесе, одан да жаманы — дұрыс жұмыс істемейтін бөлшектерді алатындарды ажырататын сұхбат кезегі келді. Дәлдік шектерінің сипаттамасын және сапаның сертификаттауын түсіну — бұл тек техникалық білім емес, сонымен қатар тиімді шығындармен сатып алу негізі.
Сіз сызбада «1,500 ± 0,005 дюйм» сияқты өлшемді көрген кезде, осы дәлдік шегі қабылданатын мәндерді анықтайды. Бірақ көптеген сатып алушылардың көрмейтіні: осы дәлдік шегін ±0,005-тен ±0,001 дюймға дейін тарту — бұл тек дәлдікті жақсартпайды, сонымен қатар өндіріс шығындарыңызды үштен бес есе арттыруы мүмкін . Ақылды дәлдік шектерін таңдау үшін осы сандардың сіздің қолданысыңыз үшін нақты қандай мағынаға ие екенін түсіну қажет.
Сатып алушылар үшін дәлдік шектерінің сипаттамасын түсіндіру
Допусқа тетік бөлігінің өлшемдері әлі де қабылданатын шектеулер аралығында болатын «заңды диапазон» ретінде қараңыз. 10,00 мм ± 0,05 мм көрсетілген вал 9,95 мм мен 10,05 мм арасындағы кез келген мәнде бақылаудан өтеді. Бұл қарапайым — бірақ оның салдары тереңірек.
Стандартты допусқалар дәлдік пен тәжірибелік қолданыс үйлесетін «идеалды нүкте» болып табылады. Көптеген CNC өңдеу операциялары үшін, ±0,010 дюйм (±0,25 мм) механикалық компоненттердің көпшілігі үшін өте жоғары дәлдікті қамтамасыз етеді. Бұл деңгей машина жұмысының табиғи ауытқуларын, материал қасиеттерін және жағдай факторларын ескере отырып, сенімді отыру және қызмет ету қабілетін қамтамасыз етеді.
Жоғары Толеранс стандартты мүмкіндіктерден тыс шектеулерге — әдетте ±0,001 дюйм (±0,025 мм) немесе одан да тарырақ — жету қажет. Мұндай шектеулерге жету үшін арнайы жабдықтар, баяу өңдеу жылдамдығы, бақыланатын орта және қосымша бақылау қажет. Өңдеу мамандарының айтуынша, ±0,01 мм және одан төменгі шектеулер өте жоғары дәлдіктің белгісі болып табылады және бұл құндылықты қатты арттырады.
Дәлдік машина бөлшектері үшін сіз көрсеткен толеранция тікелей өндіріс әдісіне, бақылау талаптарына және соңында сіздің жоба бюджетіңізге әсер етеді.
| Ауытқу шегі | Сыныптау | Типілік қолданулар | Шығын әсері |
|---|---|---|---|
| ±0.010" (±0.25 мм) | Стандартты/Саудалық | Құрылымдық бөлшектер, корпуслар, кронштейндер, қорғағыш қабықтар, жалпы техникалық жабдықтар | Негізгі деңгей (1x) |
| ±0.005" (±0.127 мм) | Дәлдік индустриялық | Бір-бірімен қосылатын құрылымдар, подшипниктердің корпуслары, дәлдік қондырғылары, өнеркәсіптік автоматтандыру | 1,5-2 есе базалық |
| ±0.002" (±0.051 мм) | Жоғары дәлдік | Медициналық құрылғылар, аэроғарыш компоненттері, оптикалық жүйелер, дәлдік өлшеу аспаптары | негізгі деңгейден 2-3 есе |
| ±0.001" (±0.025 мм) | Үлкен дәлдік | Ұшуға қатысты аэроғарыш құрылғылары, имплантацияланатын медициналық құрылғылар, дәлдік құралдары | 3-5 есе негізгі көрсеткіш |
| ±0,0005" (±0,013 мм) | Экстремалды дәлдік | Ғарыштық қолданыстар, аса дәлдік аспаптары, эталонды өлшеуіштер | негізгі деңгейден 5 есе көп |
Нақты мөлшерлер шынымен маңызды болатын жағдай
Сізге құнды ақша үнемдеуге көмектесетін ішкі ақпарат: дәлдік шектерін тек қызметтің нағыз қажет ететін элементтер үшін ғана қолдану керек. Ақылды тәсіл — дәлдік шектерін тек маңызды бір-бірімен әрекеттесетін беттерге қолданады, ал функционалды емес аймақтарда стандартты дәлдік шектерін пайдаланады.
Дәлдік шектері келесі жағдайларда қажет болады:
- Бөлшектің қызметі нақты өлшемдік қатынастарға тәуелді — мысалы, дәлдік жастықтарындағы осьтер немесе гидравликалық цилиндрлердегі поршеньдер
- Бірнеше өзара әрекеттесетін бөлшектер жинақталған дәлдік шектерін туғызады, олар жалпы жинақтау сапасына әсер етуі мүмкін
- Реттеуші органдар қауіпсіздікке қатысты қолданбалар үшін белгілі бір дәлдік стандарттарын міндетті түрде қолдануды талап етеді
- Сығылған ортамен толтырылатын бөлшектерде соруларды болдырмау үшін тығыздау беттері қажет
Стандартты дәлдік шектері келесі жағдайларда өте жақсы жұмыс істейді:
- Құрылымдық бөлшектерде нақты отыру маңызды, ал абсолютті өлшемдік дәлдік емес
- Корпустық жинақтар, орнату кронштейндері және қолдау құрылымдары
- Сіздің дизайндағы сәйкес саңылаулар қолданылатын қолданбалар
- Қаптамалар, қорғаныс қабықтары және декоративті элементтер сияқты критикалық емес сипаттамалар
Негізгі мәселе — функционалдық талаптарыңызды түсіну. Егер дәлдікпен өңделген CNC бөлшектеріңіз стандарттық дәлдік шектерінде қажетті қызметін сенімді атқарса, онда қосымша талаптар өнімнің сапасын жақсартпай-ақ қосымша шығындар мен күрделілікке әкеледі.
Дәлдік бойынша мамандардың тәжірибелік салыстыруын қарастырыңыз: ±0,05 мм дәлдікті қолданыстағы әдістермен 10 метр қашықтықтан алма тұрғызуға тең, ал ±0,01 мм — 50 метр қашықтықтан шие тұрғызуға тең. Соңғысы үшін тұрақтырақ станоктар, ұсақтау құралдары, қатаңырақ экологиялық бақылау және жоғары дәлдіктегі өлшеу құралдары қажет — барлығы шығындарды экспоненциалды түрде арттырады.
Өндіріс стандарттарын анықтайтын сапа сертификаттары
Толеранциядан тыс, сапа сертификаттары өндірушінің қандай жүйелі бақылау шараларын ұстанатынын көрсетеді. Бұлар тек қана қабырғаға ілінген декорация емес — бұлар процестерді, құжаттаманы және үздіксіз жақсарту жүйелерін қатаң аудиттеу нәтижесін білдіреді.
ISO 9001:2015 халықаралық деңгейде танылған негізгі сапа стандарты ретінде қызмет етеді. Согласно сертификаттау сарапшылары , ол күшті тұтынушыға бағытталу, жоғарғы басқарушылық қолдауы, процестік тәсіл және үздіксіз жақсарту сияқты сапа басқару принциптеріне негізделген. ISO 9001 сәйкестігі тұтынушыларға тұрақты және жоғары сапалы өнімдер берілуін қамтамасыз етеді. Бұл сертификат әртүрлі салалардағы жалпы коммерциялық өндіріске сай келеді.
AS9100D iSO 9001 негізінде құрылған, сонымен қатар аэроғарыш саласына тән қатаң сапа талаптарын қосады. Халықаралық аэроғарыш сапасы тобы (IAQG) — бұл әлемдегі ірі аэроғарыш компанияларын біріктіретін ұйым — AS9100 стандартын қолдайды; ол қауіптерді басқару, конфигурациялық басқару, жалған бөлшектердің пайда болуын болдырмау және қосымша қауіпсіздік талаптарын қамтиды. Егер сіз ұшуға өте маңызды дәлдікпен өңделген бөлшектер шығаратын болсаңыз, тәрбиелік ұйымдар осы сертификатқа ие болуы тиіс.
ISO 13485 медициналық құралдарды шығару бойынша сапа басқару талаптарын орнатады. Ол науқастардың қауіпсіздігіне тікелей әсер ететін құралдар үшін реттеуші саладағы сәйкестікті қамтамасыз ететін процестерді қамтиды. Медициналық компоненттерге әдетте ±0,005"-ден ±0,002"-ге дейінгі дәлдік шектері қойылады, сонымен қатар таза бөлме мүмкіндіктері мен толық ізденіс құжаттамасы қажет.
IATF 16949 бұл сертификат нақты автомобильдің жабдықтау тізбегіне қатысты, оның негізгі мақсаты — ақауларды болдырмау, ауытқуларды азайту және қалдықтарды жою. Автомобиль өндірушілері көлемді өндірісте қолданылатын CNC дәл бөлшектерді шығаратын жеткізушілерден осы сертификатты талап етеді, бұл жоғары көлемді өндіріс циклдары бойынша сапаның тұрақтылығын қамтамасыз етеді.
CNC станок бөлшектерін өндірушілерді бағалаған кезде олардың сертификаттарын өз саланызға қойылатын талаптармен салыстырыңыз. ISO 9001 сертификатына ие болған өндіруші өзінің өңдеу мүмкіндіктері қандай болса да, AS9100D сәйкестігін талап ететін әуе-ғарыш компоненттерін жеткізе алмайды.
Допустимдерді (толеранцияларды) және сертификаттарды түсіну сізді потенциалды жеткізушілермен ақылды сұхбаттасуға дайындайды. Келесі қадам — өндірушілерді бағалау мен салыстыру үшін жүйелік тәсіл әзірлеу, яғни сіздің нақты талаптарыңызға сай болатын өндірістік құрылымдармен серіктестік орнатуға кепілдік беру.
CNC бөлшектерін өндірушілерді қалай бағалау және салыстыру керек
Сіз толеранцияларыңызды анықтадыңыз, материалдарды таңдадыңыз және жобаңызға қажетті өңдеу процестерін түсіндіңіз. Енді сатып алу жолыңыздағы ең маңызды шешім — дұрыс өндірістік серіктес таңдау келеді. Бұл жерде көптеген сатып алушылар қателеседі: олар әдетте толық қабілет бағалауына қарағанда негізінен баға ұсыныстары бойынша тараптарды таңдайды.
Шындық мынадай: ең төмен баға ұсынысы сирек ғана ең төмен жалпы шығынды қамтамасыз етеді. Сапа мәселелерінен, қарым-қатынас бұзылуынан және мерзімінен бұрын орындалмаған жұмыстардан туындайтын жасырын шығындар жиі алғашқы үнемдеулердің барлығын басып тастайды. Жүйелі бағалау әдістемесін қалыптастыру сіздің жобаларыңызды қорғайды және ұзақ мерзімді сәттілігіңізді қолдай алатын механикалық өңделген бөлшектер өндірушілерімен қарым-қатынас орнатуға көмектеседі.
Бес қадамдық Өндірушілерді Бағалау Негізі
Детальдарды өңдеу зауыттарын салыстырған кезде құрылымдық тәсіл қымбатқа түсетін кемшіліктерді болдырмаққа көмектеседі. Бұл тәсіл көптеген сәтті — және сәтсіз — тәжірибелер негізінде жетілдірілген. Бұл қадамдарды әдістемелік түрде орындасаңыз, сапасы тұрақты болатын серіктестерді табасыз, ал айтылатын бағыттауыштар мен айыптауыштар емес.
-
Аттестаттар мен сәйкестік стандарттарын тексеру
Тиесілілерден бастаңыз. саладағы сатып алу сарапшылары iSO 9001, IATF 16949 немесе AS9100D сияқты аттестаттар құрылымды процестер мен қайталанатын сапаны көрсетеді. Әрекетте болған (яғни мерзімі өтпеген) аттестаттарды талап етіңіз және олардың қолданылу аясы сіздің қажеттіліктеріңізге сәйкес келетінін растаңыз. Айналдыру операциялары үшін аттестатталған өндіруші күрделі көпосьті фрезерлеу үшін аттестатталмаған болуы мүмкін. Келешекте ілгерілеуге өтуге дейін аттестаттарды сіздің саланызға қойылатын талаптарға сәйкестендіріңіз. -
Жабдықтардың мүмкіндіктері мен техникалық біліктілігін бағалау
Тағайындаушының алдыңғы қатарлы CNC токарь станоктарын, фрезерлеу станоктарын, әйнекшілік станоктарын және координаталық өлшеу машиналарын (CMM) қолданатынын бағалаңыз. Олардың техникалық тобы CAD/CAM құралдарымен және көп осьті фрезерлеумен жұмыс істеуге қабілетті болуы керек. Нақты сұрақтар қойыңыз: Олар қандай станок брендтерін пайдаланады? Олардың ең үлкен өңделетін бұйымдардың габариттік өлшемдері қандай? Олар сіздің материалдық талаптарыңызға сай жұмыс істей ала ма? Дәлме-дәл өңделген бөлшектерді шығаратын тағайындаушылар сапасына сай жабдықтарға инвестициялайды — ескірген жабдықтар дәлме-дәл өңдеу талаптарын қанағаттандыруға мүмкіндік бермейді. -
Сапа бақылау процестерін қарау
Бұл қадам жауапты тетіктерді өңдейтін зауыттарды CNC-жабдықтары бар ғана дүкендерден ажыратады. Олардың бақылау құралдары туралы сұраңыз — штырьдік калибрлер, микрометрлер, координаталық өлшеу машиналары (КӨМ) — және үлгі бақылау есептерін сұраңыз. Олардың Статистикалық Өндіріс Бақылауы (СӨБ) жүйесі қалай іске қосылғанын түсініңіз. Олар өндіріс циклы бойынша маңызды өлшемдерді бақылайды ма немесе тек дайын бұйымдарды ғана тексереді ме? Өндіріс сапасы бойынша мамандардың айтуынша, аэроғарыштық немесе автомобильдік сияқты реттелетін салалар үшін сапа бақылауының дұрыс құжаттамасы өте маңызды. -
Байланыс жауапкершілігін бағалау
Техникалық сұрақтар жіберіңіз және жауап сапасы мен уақытын бақылаңыз. Тәжірибелі тағайындаушылар техникалық сызбаларды түсіну қабілетін, Өндіріске Қолайлы Дизайн (ӨҚД) бойынша пікірлер беруді және өңдеу нұсқаларын ұсынуды көрсетеді. Жауап беруге қабілетті, анық коммуникация сізге туындаған мәселелер кезінде «қараңғылықта» қалмайтынын қамтамасыз етеді. Бірінші сатыда — баға сұранысы кезінде — баяу жауап беретін тағайындаушы өндіріс кезінде де сіздің қанағаттанбауыңызға әкеледі. -
Үлгі бұйымдарды сұраңыз
Өндіріс көлеміне толық ауысуға дейін прототип немесе үлгі санын тапсырыңыз. Бұл нақты қабілетті, яғни жарияланған қабілетті емес, көрсетеді. Өлшемдік дәлдікті, беттің жағдайын және құжаттаманың сапасын бағалаңыз. CNC-сатып алу бойынша нұсқаулықтарға сәйкес, прототиптік жобадан бастау — толық өндіріске көшу алдында жеткізушінің шынайы қабілетін, процестік тәртібін және сапаға деген көзқарасын тексерудің ең тез әдісі.
СПК және КММ бақылауын түсіну
Екі сапа бақылау ұғымы тереңірек түсіндірілуі керек, себебі олар қабілетті CNC өңдеу бөлшектерін шығаратын зауыттарды қарапайым станок цехтарынан негізінен ажыратады.
Статистикалық процестік басқару (SPC) өнімді нақты уақытта бақылайды, бөлшектер сипаттамалардан ауытқымай тұрып, өлшемдік тенденцияларды бақылайды. Топтық өндірісті аяқтағаннан кейін ғана проблемаларды анықтау орнына, СТК (статистикалық процесстерді бақылау) процестердің ығысу басталған кезін анықтайды — бұл қалдықтар шығарылмас бұрын түзету жасауға мүмкіндік береді. Жоғары көлемді дәлдікпен өңделген бөлшектерді жасайтын тәжірибелі тұтынушылар үшін СТК мыңдаған бірдей компоненттер бойынша тұрақтылықты сақтау үшін маңызды құрал болып табылады.
Координаталық өлшеу машинасы (КӨМ) бақылауы күрделі геометрияларды үш өлшемді растайды. Бұл күрделі құрылғылар бөлшектің беті бойынша нүктелерді өлшейді және нақты өлшемдерді микрон деңгейіндегі дәлдікпен CAD-модельдерімен салыстырады. Сіздің өңделген бөлшектерді жасайтын тұтынушыңыз тар допустимді ауытқуларды көрсеткен кезде, олар осы талаптарға сәйкестікті қалай растайды деп сұраңыз. КММ (координаталық өлшеу машинасы) тексеру есептері бөлшектердің сипаттамаларға сай келетінін растайтын құжатталған дәлелдерді ұсынады — бұл толық ізденілетінлік талап ететін аэроғарыш, медициналық және автомобильдік қолданыстар үшін өте маңызды.
CNC тәртібін бағалаған кезде қауіпті белгілер
Неге назар аудару керек дегеннен басқа, ескерту белгілерін уақытылы тану сізге кейіннен қатты қателескен серіктестік орнатудан сақтайды. Бұл қатерлі көрсеткіштерге мұқият назар аударыңыз:
- Сертификаттарды немесе бақылау мүмкіндіктерін бөлісуге дайынсыздық: Заңды жолмен жасалған бөлшектерді шығаратын өндірушілер өз беделдерін көрсетуге мақтанышпен қараған және өндірістік орындар туралы талқылауларға қуана қабылдайды.
- Нақты бағалардан біршама төмен болатын бағалар: Реалдықтан тыс бағалар жиі материалдарда, сапа бақылауында немесе өндіріс процестерінде қысқартуларды көрсетеді, бұл кейінірек ақаулар түрінде пайда болады.
- Жабдықтар немесе процестер туралы белгісіз жауаптар: Сенімді тұтынушылар өз мүмкіндіктерін нақты көрсетеді — станок модельдері, дәлдік шектері, бақылау жабдықтары.
- Күрделі конструкциялар бойынша DFM (дизайнды өндіруге ыңғайлы ету) пікірін сұрамау: Тәжірибелі өндірушілер потенциалды мәселелерді анықтайды және жақсарту ұсыныстарын береді. Шығарылуға ыңғайлылық туралы қамқорлықтарға қатысты үнсіздік тәжірибесіз немесе қызығушылық жоқтықты көрсетеді.
- Құжаттамалау практикасының нашар болуы: Үлгі бақылау есептері мен материал сертификаттарын сұраңыз. Ұйымдастырылған құжаттаманы ұсына алмайтын тұтынушылар, мүмкін, жүйелі сапа процестерінен айырылған.
- Сілтемелер беруге дайынсыздық: Бекітілген дәлдікпен өңделген бөлшектерді шығаратын тұтынушылар өз тәжірибелерін бөлісуге дайын қанағаттанған тұтынушыларды ұстайды.
Жергілікті және шетелдік өндіріс арасындағы компромисстар
Сіздің өңделген бөлшектеріңізді жасайтын тәрбиешінің географиялық орналасуы жобаның нәтижелеріне маңызды әсер етеді. Бұл айырмашылықтарды түсіну сізге өзіңіздің басты мақсаттарыңызға сәйкес стратегиялық тәрбиелеу шешімдерін қабылдауға көмектеседі.
Жергілікті CNC өңдеу көптеген қолданбалар үшін тартымды артықшылықтар ұсынады. Өндірістік тәрбиелеу зерттеулеріне сәйкес, жергілікті өндіріс дизайн топтары мен өндірістік құрылымдар арасында жақын географиялық сәйкестікті қамтамасыз етеді. Осының артықшылықтарына тез жеткізу мерзімдері, жақсырақ байланыс, дизайн өзгерістері кезіндегі жеңіл ынтымақтастық және өндіріс сапасын бақылауға көбірек мүмкіндік жатады. Жақын орналасу инженерлік өзгерістерді нақты уақытта іске асыруға және техникалық ақауларды тез жоюға мүмкіндік береді.
Жетекшілік уақыты ішкі нарықтағы серіктестерді маңызды дәрежеде қолдайды. Шетелдік өңдеу іс-әрекетінде халықаралық жүк тасымалдау, құнын бағалау және потенциалды порттық кешігулер ескерілуі тиіс. Deloitte зерттеуінің мәліметтері бойынша, әлемдегі 40%-дан астам өндіруші кәсіпорындар шетелдік жабдықтаушылардан сатып алу кезіндегі тұрақсыздықты негізгі операциялық қауп-қатер ретінде атап өтті. Ішкі нарықтағы жабдықтаушылар қауіпсіз логистикалық желілерде жұмыс істейді, бұл жеткізу мерзімінің ауытқуын азайтады және бизнес үздіксіздігін қамтамасыз етеді.
Байланыс шетелдік жабдықтаушылармен жұмыс істеу кезінде қиындықтар көбейеді. Уақыт белдеулерінің айырмашылығы, тілдік кедергілер және бизнес әдістеріндегі мәдени ерекшеліктер техникалық мәселелерді шешуді кешіктіруі мүмкін. Ал дизайн өзгерістері пайда болған кезде — ал олар әрқашан пайда болады — ішкі нарықтағы серіктестер өзгерістерді апталармен емес, күндермен енгізеді.
Тауарлық құқықты қорғау заңдық аумаққа қарай әртүрлі болады. Сыртқы елдерде өңдеу үшін дизайн файлдарын халықаралық желілер арқылы беру қажет, бұл қауіп-қатерлі нүктелерді туғызады. Интеллектуалдық меншікті қорғау саласындағы мамандардың айтуынша, деректерді құпиясын сақтамай ұстап алуға, көшіруге немесе рұқсатсыз пайдалануға болады, әсіресе интеллектуалдық меншікті қорғау тәртібі жеткіліксіз қатаң болатын аймақтарда. Ішкі өндіріс рұқсатсыз көшірме жасауға қарсы жоғары деңгейде кепілдік береді және бәсекелестік артықшылықты сақтайды.
Баға мәселелері жан-жақты талдауды талап етеді. Сыртқы елдерде өндіру нұсқалары бірлікке келтірілген бағалары төмен болуы мүмкін, бірақ жеткізілген өнімнің жалпы құны толық картина береді. Жеткізу құнын, қарым-қатынас салығын, сапаны тексеру шығындарын, ұзақ жеткізу мерзіміне байланысты қосымша қорларды және мүмкін болатын қайта өңдеу шығындарын ескеріңіз. Өндіріс шығындарын талдаушылардың айтуынша, осы жасырын шығындар сыртқы елдерден сатып алу кезіндегі көрінетін үнемдеудің көп бөлігін, егер не болмаса барлығын жойып жіберуі мүмкін.
Сыртқы және шетелдік өндіріс арасындағы таңдау негізінен сіздің өніміңіздің нақты қажеттіліктеріне, қолданыс аймағының сезімталдығына және қажетті бақылау деңгейіне байланысты. Дәлдік талаптары, жеткізу мерзімінің шектеулері, интеллектуалдық меншікті қорғау және сәйкестік стандарттары — бұлардың барлығы дұрыс тәсілді таңдауда маңызды рөл атқарады.
Өндірушілерді бағалауға арналған айқын тәсілді құрғаннан кейін, келесі қадам — дәл бағалар алуға және жобаны тиімді іске асыруға мүмкіндік беретін құжаттаманы дайындау, яғни көбінесе ескерілмейтін, бірақ кәсіби RFQ (баға сұранысы) пакеттерін дайындау өнері.
Баға сұранысыңызды кәсіби деңгейде дайындау
Сіз перспективалы өндірушілерді анықтадыңыз және қабілетті тұтынушыларды қалпындағылардан ажырататын факторларды түсіндіңіз. Енді көптеген сатып алушылар қателіктерге ұшырайтын және кейінірек кешігулер, қайта бағалау және қиындық туғызатын кері-алғы хабарласулар арқылы оған төлейтін қадам келді. Сіздің баға сұранысыңыз (RFQ) пакеті — бұл негізінде сіздің бірінші танысуыңыз, сонымен қатар ол өндірушілердің қаншалықты тез және дәл жауап беруін тікелей анықтайды.
Мұны ішкі ақпарат ретінде қабылдаңыз: толық RFQ тапсырмасы бір күн ішінде DFM пікірін және сенімді бағаны қамтамасыз етеді. Ақпараттың жетіспеушілігі? Кестедегі кешігулер, белгісіздіктерді қамту үшін кеңейтілген баға ұсыныстары және өндіріс процесін жоспарлаудағы қауіптер күтіледі. Согласно дәлме-дәл шығарылым мамандары , толық емес RFQ тапсырмалары жобалардың басталуынан бұрын оларды кешіктіретін қымбатқа түсетін кері-алыс хабарларға әкеледі.
Тез және дәл баға ұсыныстары үшін RFQ тапсырманы дайындау
RFQ пакетіңізді толық брифинг құжаты ретінде қарастырыңыз. Тапсырмаңыз қаншалықты толық болса, жауап соншалықты дәл болады. Қосымша бөлшек өндірісі дәл техникалық сипаттамаларды талап еткен кезде, болжамдар өндіріс барысында көбейіп отыратын қателерге әкеледі.
Кез келген өндірушімен байланысқаннан бұрын, осы негізгі элементтерді жинаңыз:
- CAD файлдары мен техникалық сызбалар: 3D модельдерді (STEP немесе IGES форматында) және 2D PDF файлдарын ұсырыңыз. Согласно CNC механикалық өңдеу сарапшылары көптеген сатып алушылар тек STEP файлын ғана қосуға қате жасайды. PDF-тегі толеранциялар, материалдар, жылумен өңдеу, беттің жағынан өңдеу және аяқтау талаптары бойынша маңызды көрсеткіштер дәл бағалау жасауға мүмкіндік береді.
- Материалдық сипаттамалар: Дәл маркаларды көрсетіңіз — мысалы, «6061-T6» деп, тек «алюминий» деп ғана емес. Өндіріс мамандарының айтуынша, «коррозияға төзімді болат» деген белгісіз маркасы көрсетілмеген жағдайда өңдеу параметрлері мен құны мәліметтері әртүрлі болады, сондықтан тұтынушылар бағаны белгісіздіктің қаупіне қарсы көтереді.
- Дәлдік талаптары: Маңызды өлшемдерді оларға рұқсат етілетін ауытқулармен бірге көрсетіңіз. Қажет болған жағдайда ГД&Т (геометриялық өлшемдік және техникалық талаптар) көрсеткіштерін қосыңыз. Жұқа қабырғалар, терең қуыстар, ұзын тісті шегелер немесе кіші радиустар сияқты қосымша назар аударуды қажет ететін қауіпті элементтерді белгілеңіз.
- Санына қойылатын талаптар: Тәжірибелік үлгі, кіші партия немесе сериялық өндіріс көлемін көрсетіңіз. Тапсырыс бойынша саны мен жылдық пайдалану көлемінің болжамын қосыңыз. Бұл ақпарат құрал-саймандарды таңдау, партиялық бағалау және жоспарлау шешімдерін анықтайды.
- Бетінің өңделу сапасы талаптары: Кедір-бұдырлықтың мақсатты көрсеткіштерін (Ra 1.6, Ra 3.2 және т.б.) және екіншілік жабыны — анодтау түрі мен түсі, химиялық қабықша, пассивациялау, шариктік дәнекерлеу немесе электрополировкалау көрсетіңіз. Функционалды және декоративті беттік аймақтарды анықтаңыз.
- Екінші кезектегі операциялар: Қажетті жылумен өңдеу, гальваникалық қаптау, бояу, жинау немесе басқа да соңғы механикалық өңдеу процестерін тізіңіз. Тісті беттердің сипаттамаларын (жүйесі, дәлдік класы және тереңдігі: M6x1.0-6H, 12 мм тереңдікте) көрсетіңіз.
- Жеткізу уақыты: Мақсатты жеткізу күндерін немесе қабылданатын уақыт терезелерін көрсетіңіз. «Әлгінше жақсы» сияқты белгісіз ұғымдардан аулақ болыңыз — нақты күндерді немесе диапазондарды көрсетіңіз, олар нақты жоспарлауға мүмкіндік береді.
- Бюджеттік шектеулер: Бастапқыда әрқашан бөліспейтін болса да, бюджеттік диапазондарды көрсету өндірушілерге сіздің техникалық талаптарыңызға икемділік берген жағдайда құны төмен альтернативалар ұсынуға көмектеседі.
Өндірушілердің сізден қажет ететін ақпараты
Тексеру тізімінен басқа, өндірушілердің сіздің ақпаратыңызбен нақты не істейтінін түсіну сізге оны тиімдірек түрде ұсынуға көмектеседі. Сіздің жобаңыз үшін қажетті механикалық өңделген бөлшектер бағасын анықтау бөліміне келген кезде инженерлер бірнеше факторды бір уақытта бағалайды.
Ревизиялық бақылау өте маңызды. Сұраныс-беру құжаттарын дайындау саласындағы мамандардың айтуынша, ең қиналатын жағдайлардың бірі — өнімдер ескі сызба ревизиясы бойынша шығарылып келгенде пайда болады; бұл оларды толығымен пайдалануға келмейтін етеді. Кез келген өзгеріс жаңа ревизия нөмірін талап етеді, сондықтан әрбір тапсырыста өндірушілермен осы ревизияны сілтеме ретінде көрсетіп, оны растауыңыз қажет.
Контекст түсінуді жеделдетеді. Жинақтау сызбаларын бөлісіңіз, бөлшектің қызметін түсіндіріңіз, оған қосылатын бөлшектерді анықтаңыз және құны мен жеткізу мерзімі арасындағы приоритетті компромисстарыңызды хабарлаңыз. Ондаған жылдар бойы тәжірибе жинаған инженерлер сіздің қолданысыңызға түсініп, сіз қара алмаған конструкциялық кемшіліктерді немесе өндірістік қауп-қатерлерді анықтай алады.
Тексеру талаптары уақыт пен құнға әсер етеді. Бірінші үлгіні тексеру (FAI), 100% тексеру немесе AQL таңдамалы тексеру қажет екенін көрсетіңіз. Қажетті құжаттаманы көрсетіңіз: өлшемдік есептер, КММ деректері, материалдың сертификаттары, RoHS/REACH сәйкестігі немесе PPAP жинақтары. Сапа мамандарының айтуынша, FAI және КММ тексеруі әдетте бөлшектердің саны мен күрделілігіне байланысты 0,5–2 күнге созылады.
Тапсырыс бойынша CNC бөлшектерді дайындауды кешіктіретін кеңінен тараған қателер:
- STEP файлдарынсыз тек 2D сызбаларды ұсыну — қол жеткізу тексерісі мен құралдың қозғалыс траекториясын жоспарлау өте баяу өтеді
- Өлшем бірліктерін немесе допустималық шектерді көрсетпеу — сіздің мақсатыңызға сәйкес келмейтін әдеттегі ұсыныстарды қолдануға мәжбүр етеді
- Анодтау типін немесе түсін көрсетпей «анодтау» деп көрсету — сыртқы орындаушылардың өңдеу циклдері мен өлшемдік қалпына келтіру талаптары белгісіз болады
- Тісті бекітудің жүйесін, дәлдік класын немесе тереңдігін көрсетпеу — қайта өңдеу қаупін туғызады
- Саны көрсетілмеген — құрал-жабдықтарды жоспарлау немесе партиялық жеңілдіктерді есептеу мүмкін болмайды
- Функционалдық маңызы жоғары емес элементтер үшін реалистік емес допустималық шектер көрсету — функционалдық пайдасыз қосымша шығындарды көтереді
Өндіріс бойынша байланыс саласының сарапшыларына сүйене отырып, сіздің RFQ пакетіңізде кез келген өндірушінің талаптарға сәйкес өнімді дәл осылай жасай алатындай жеткілікті мәлімет болуы керек. Сіз қалай анық түрде дизайн мақсатыңызды жеткіzesіз? Толық және ешқандай түсіндіруге қажеттілік туғызбайтын құжаттама арқылы.
RFQ пакетіңіз дұрыс жиналғаннан кейін, баға қалай қалыптасатынын түсіну сізге ұсыныстарды ақылды түрде талдауға және құндылықты оптимизациялау мүмкіндіктерін анықтауға көмектеседі — бұл тақырып келесіде қарастырылады.
Баға факторлары мен жеткізу мерзімінің күтілулері
Сіз бірнеше өндірушіге толық RFQ пакетін жібердіңіз. Енді ұсыныстар келді — және бағалардың айырымы қызығушылық тудырады. Бір тағам беруші бөлшекке $45, ал басқасы сәйкес талаптарға қарамастан $120 ұсынады. Мұның себебі неде? CNC өңдеу құнына әсер ететін факторларды түсіну сізді түсініксіз сатып алушыдан ақылды келісімшіге айналдырады.
Бұл — көпшілік сатып алушылар ешқашан үйренбейтін нәрсе: баға кездейсоқ таңдалмайды. CNC бағасындағы әрбір доллар белгілі бір шығындардың құрамдас бөлігі болып табылады, ал олардың көпшілігін сіз ақылды дизайн шешімдері мен стратегиялық техникалық талаптар арқылы әсер етуге болады. Демек, сіздің жобаңыздың құнын анықтайтын негізгі факторларды талдайық.
CNC өңдеу құнын шын мәнінде нелер анықтайды
Өндірушілер сіздің өңделетін бөлшектеріңізді бағалайтын кезде бірнеше өзара байланысқан факторларды бағалайды. Согласно саланың құн талдауы , материал түрі, дизайн күрделілігі, өңдеу уақыты және жабдықтау талаптары соңғы бағаның қалыптасуында маңызды рөл атқарады. Әрбір элементті түсіну сізге икемділік мүмкіндіктерін анықтауға және шығындардың қай жерде шартты емес екенін анықтауға көмектеседі.
| Құн факторы | Әсер деңгейі | Оның құрамына не әсер етеді | Сатып алушының бақылауы |
|---|---|---|---|
| Материалдық төлеу | Орташа жоғары | Материал түрі, маркасының техникалық сипаттамасы, қоймадағы бар болуы, өңдеу кезіндегі шығын пайызы | Жоғары — материалды таңдау тікелей базалық шығындарға әсер етеді |
| Детальдің мүмкіндігі | Жогары | Детальдар саны, күрделі геометриялық пішіндер, көп бетті өңдеу, арнайы құрал-жабдықтардың қажеттілігі | Орташа — дизайнды ықшамдау бағдарламалау мен өңдеу уақытын қысқартады |
| Дәлдік талаптары | Жогары | Дәлдік сипаттамалары, бақылау интенсивтілігі, тар шектерде дәлдікті қамтамасыз ету үшін баяу өңдеу жылдамдығы | Жоғары — функционалды тұрғыдан қажет болған жағдайда ғана тар шектерді қолдану |
| Тауып отыру | Орташа | Қажетті кедір-бұдырлық мәндері, екіншілік жабдықтау операциялары, арнайы өңдеу тәсілдері | Орташа — көркемдік беттерді функционалды беттерден ажырату |
| Тапсырыс көлемі | Өте жоғары | Қондырғыны орнату шығындарының амортизациясы, құрал-саймандарға салынған инвестициялардың негізделуі, материалдардың көлемдік жеңілдіктері | Жоғары — өндіріс көлемі шешімі бірлікке келетін бағаны айтарлықтай әсер етеді |
| Екінші операциялар | Орташа жоғары | Жылумен өңдеу, цинктелу, бояу, жинау, қосымша өңдеу және сыртқы орындарға тапсыру бойынша координация | Орташа — операцияларды біріктіру немесе сипаттамаларды реттеу |
| Жеткізу мерзімінің қажеттілігі | Орташа | Тез өңдеуге қосымша ақы, материалдарды тез жеткізу, артық уақытта жұмыс істеу, жоспардың бұзылуы | Жоғары — алдын ала жоспарлау қосымша төлемдерді болдырмауға мүмкіндік береді |
Материалдардың құны баға негізіңізді орнатыңыз. Технологиялық өңдеу шығындары бойынша мамандардың айтуынша, алюминий мен жұмсақ болат сияқты материалдар әдетте арзандау, ал коррозияға төзімді болат, титан және экзотикалық қорытпалар шығындарды қатты көтереді. Сонымен қатар, өңделгіштік — құралдардың материалды қаншалықты тез кесетінін анықтайды: қатты металдар баяу беріліс жылдамдығын талап етеді және құралдың тозуын күшейтеді, бұл жанама шығындарға әкеледі.
Детальдің мүмкіндігі технологиялық өңдеу уақытын анықтайды, бұл ең ірі шығын компоненттерінің бірі болып табылады. Күрделі геометриялық пішіндер, тар допусстар және көп бетті өңдеу бағдарламалау мен технологиялық өңдеу уақытын ұзартады. CNC прототиптеу шығындары бойынша зерттеулерге сәйкес, конструкциялық күрделілік технологиялық өңдеу уақытын 30–50% арттыруы мүмкін, бұл соңғы есапқа тікелей әсер етеді. Бастапқы заготовканың 80% немесе одан да көп бөлігін кесіп алу қажет болатын бөлшектер де технологиялық өңдеу уақытының ұзақтығы мен құралдың тез тозуы салдарынан жоғары шығындарға әкеледі.
Дәлдік талаптары экспоненциалды шығындарды тудырады. Дәлме-дәл өндіріс саласының талдаушыларына сүйенсек, ±0,001" дәлдік шектері стандарттық ±0,005" шектерімен салыстырғанда шығындарды төрт есе арттырады. Әрбір ультрадәл өлшемдері қажет болатын өңделетін бөлшек үшін жылдамдықтарды төмендету, арнайы құрал-жабдықтар мен қосымша бақылау қажет болады — барлығы сіздің есебіңізге қосылады.
Көлем бойынша баға белгілеу және прототиптердің экономикасы
Бірлік бағасына ең күшті әсер ететін факторлардың бірі — тапсырыс мөлшері болуы мүмкін. Бұл қатынасты түсіну сізге прототиптер сериясын өндірістік көлемге қарағанда қандай стратегиялық шешім қабылдау керектігін анықтауға көмектеседі.
Өндіріс экономикасы бойынша зерттеулерден алынған мысалды қарастырайық: бір прототиптің құны $500 болуы мүмкін, ал 10 дана тапсырған кезде бірлік баға шамамен $300-ға түседі. 50 немесе одан да көп дана үшін үлкен серияларда шығындар 60%-ға дейін төмендейді, бірлік баға шамамен $120-ға дейін түседі — бірақ сапасы мен техникалық сипаттамалары өзгеріссіз қалады.
Неге осындай күшті айырымдар пайда болады? Экономикалық талдау тұрақты және айнымалы шығындарға негізделеді:
- Тұрақты шығындар санына қарамастан тұрақты қалады — бағдарламалау, CAD/CAM дайындығы, құрал-жабдықтарды жасау және орнату. Бұл бір реттік шығындар, әдетте $200–$500 аралығында болады, және сіздің тапсырыс саныңызға бөлінеді. Бір бөлшек барлық соманы қабылдайды; елу бөлшек әрқайсысы тек оның бір бөлігін ғана қабылдайды.
- Айнымалы шығындар санына қарай өседі — материал, бөлшекке кететін өңдеу уақыты және бақылау. Бұлар ұзақ сериялар кезінде операторлар процестерді оптималдаған сайын пайдалылықтан тиімділік алады.
- Материалдық жеңілдіктер жоғары көлемдерде іске қосылады. Материалдарды сатып алу бойынша мамандардың айтуынша, топтап сатып алу әдетте 10–25% жеңілдікке ие болуға мүмкіндік береді, бұл бір бөлшекке келетін шығындарды қосымша азайтады.
Жүйелік Қолдану: Егер сіз жаңа CNC өңделетін компоненттерді әзірлеп жатсаңыз және сынақтар үшін прототиптерге қажет болса, жеке үлгінің орнына 3–5 дана тапсырыс беруді қарастырыңыз. Сіз қиратушы сынақтар үшін резервтік нұсқалар аласыз және бір бөлшекке кететін инвестицияны қатты азайтасыз. Қосымша прототиптердің шекті құны кейінірек жеке тапсырыс бергенге қарағанда әлдеқайда төмен.
Өндіріске ыңғайлы дизайн арқылы шығындарды азайту
Мұнда сауатты сатып алушылар маңызды артықшылықтарға ие болады. Әдетте CNC процестері үшін оптималды етілген дизайндарды қолдану арқылы өндірістік машина бөлшектерін тиімді дайындау қажет — және функционалдылықты сақтай отырып, незігіс өзгерістер қолайлы үнемге әкеледі.
DFM мамандарының пікірінше, бірнеше дизайн принциптері тікелей өндіріс шығындарын азайтады:
Терең тесіктер мен қуыстарды болдырмаңыз. Бұл элементтер беттің сапасы мен дәлдігіне әсер ететін мәселелерге әкеледі, сонымен қатар құралдың сынғыштығына себепші болуы мүмкін. Оларды дұрыс өңдеу үшін жиі бірнеше қиықтар қажет болады, бұл өңдеу уақытын және сәйкесінше бөлшек бағасын көтереді.
Сүйір ішкі бұрыштарды азайтыңыз. CNC фрезалары дөңгелек пішінді болғандықтан, ішкі бұрыштарда радиустар қалдырады. Сүйір ішкі бұрыштар арнайы құралдарды немесе ЭҚӨ (электр-искралы өңдеу) сияқты екіншілік операцияларды қажет етеді — бұл шығындарды қатты көтереді. Орнына стандартты құрал диаметрлеріне сәйкес келетін ішкі фаскаларды қолданыңыз.
Қабырға қалыңдығын тиісті деңгейде сақтаңыз. Жұқа қабырғалар өңдеу кезінде тербеліске ұшырайды, бұл жетуге болатын дәлдікті төмендетеді және қалдықтардың пайда болуына әкелуі мүмкін. Ең аз қабырға қалыңдығы бойынша нұсқауларға бағыну конструкциялық беріктікті және өңделуге ыңғайлылықты қамтамасыз етеді.
Сыртқы қырларда фаскаларды радиустарға қарағанда таңдаңыз. Сыртқы радиустар әдетте көбірек станок уақытын және арнайы құралдарды талап етеді. Фаскалар — кесінділердің орындалуын, қауіпсіздікті, эстетиканы — төмен құнға қол жеткізеді.
Тек қажетті допускаларды көрсетіңіз. Сәйкес өңдеу оптимизациясының сарапшылары , егер бөлшектің дәлдігі сіздің бөлшегіңіз үшін міндетті емес болса, мүмкіндігінше жалпы допускаларға, мысалы ISO 2768 стандартына сүйену шығындардың артық көтерілуін болдырмақ.
Жеткізу мерзімінің факторлары мен нақты күт expectations
Бағадан басқа, жеткізу мерзіміне қойылатын талаптар жиі өндіріс реалияларымен таныспаған сатып алушыларды таң қалдырады. Сіздің өңделген компоненттеріңіз тапсырыстан жеткізуге дейін қанша уақытта қозғалатынын бірнеше фактор анықтайды.
Станоктың қолжетімділігі тікелей жоспарлауға әсер етеді. Танымал жабдықтар — 5 осьті машиналар, үлкен көлемді фрезерлеу станоктары — кезектің уақыты апталарға созылуы мүмкін. 3 осьті жабдықтарда орындалатын қарапайым бөлшектерді жоспарлау әдетте тезірек жүзеге асады.
Материалдарды қынысу мерзімдерді қатты ұзартуы мүмкін. 6061 алюминийі немесе 304 маркалы коррозияға төзімді болат сияқты кең таралған материалдарды жергілікті түрде табуға болады. Ал сирек кездесетін қорытпалар, нақты термиялық өңдеу шарттары немесе сертификатталған аэроғарыштық сорттар өндіріс орындарынан тапсырыс беруді талап етеді, олардың әдетте 4–8 аптаға созылатын әзірлену мерзімі бар.
Құрылымдық талаптар өңдеу күндерін қосады. Беттік өңдеу мамандарының айтуынша, өңделген күйіндегі беттерге қосымша уақыт қажет етілмейді, ал шаршылармен ұнтақтау сияқты негізгі өңдеу тәсілдері 1–2 күн қосады. Анодтау сияқты жоғары сапалы өңдеулер әзірлену мерзімін 3–5 күнге ұзартады, ал арнайы қаптамалар сыртқы орындарға тапсыру арқылы координациялануы мүмкін және бір апта немесе одан да көп уақыт қажет етеді.
Тезгіртіп орындалатын тапсырыстар мүмкін, бірақ қымбат тұрады. Тездету өндірушілердің жоспарларын қайта ұйымдастыруын, материалдарды тезірек сатып алуын және мүмкін болған жағдайда қосымша уақытта жұмыс істеуін талап етеді — барлығы да қосымша ақымен. Саладағы құн мамандарының айтуынша, жеткізу мерзімінің қысымы қосымша уақытта өңдеу, материалдарды тездетілген тәртіппен сатып алу және басымдықпен орындау арқылы құндарды көтереді — бұл көбінесе стандартты мерзімдерге қарағанда 25–50% қосымша ақы.
Ең тиімді құндық тәсіл? Алдын ала жоспарлау. Сіз дәл жоспарларды хабарласқан кезде, соңғы лездегі өзгерістерден аулақ болған кезде және күтпеген жағдайлар үшін буфер уақытын қалдырған кезде бөлшектерді өндіру мерзімдері болжанатын болады. Өндірушілер болжанатын тұтынушыларға жақсырақ баға мен шыныға түскен авариялық жағдайларда басымдықпен қызмет көрсету арқылы марапаттайды.
Бағалау факторлары түсінілгеннен кейін келесі қарастырылатын мәселе — автомобиль, әуе-ғарыш және медициналық қолданыстар үшін өндірісті анықтайтын мамандандырылған стандарттар мен сертификаттаулар.

Автомобиль, әуе-ғарыш және медициналық салаларға арналған мамандандырылған талаптар
Сіз бағалау факторлары мен жеткізу мерзімінің күтілетін мәндерін меңгердіңіз. Бірақ сатып алушылардың ішінде сәттілікке жететіндер мен қымбатқа түсетін қателерге ұшырайтындарды бөлетін нәрсе — әртүрлі салалардың негізінен әртүрлі өндірістік тәсілдерді талап етуін түсіну. Автомобильдік жабдықтау тізбегіне машиналық бөлшектер шығаратын өндіруші аэроғарыштық компоненттер немесе медициналық құрылғылар өндіретін өндірушімен салыстырғанда толығымен басқа шектеулерге бағынады.
Бұлар субтильді айырымдар емес — бұл әртүрлі сертификаттаулар, құжаттама талаптары және сапа бақылау протоколдары бар нақты айрықша экожүйелер. Реттелетін салалар үшін қосымша металдық бөлшектер шығаратын компаниялар жалпы машина цехтарының иеленбейтін мамандандырылған қабілеттерге қатты инвестициялайды. Әрбір негізгі сектордың өзінің өндірістік серіктестерінен қандай талаптар қойғанын қарастырайық.
Автокөлік саласындағы өндірістік талаптар
Автомобильдың өнеркәсібі — CNC өңделген бөлшектерді өндіруге қойылатын талаптар ең жоғары деңгейде болатын орталардың бірі. Көлемдік күтімдер мыңдаған немесе миллиондаған бірдей компоненттерді қамтиды, олардың барлығы идеалды тұрақтылықты талап етеді. Жалғыз ақаулы бөлшек жүздеген мыңдаған автокөліктерге әсер ететін қайтару шараларын тудыруы мүмкін — бұл өте үлкен қаржылық және репутациялық салдарларға әкеледі.
Саладағы сертификаттау мамандарының пікірінше, IATF 16949 — автомобиль саласындағы сапа басқару бойынша глобалды стандарт болып табылады; ол үздіксіз жақсарту, ақаулардың алдын алу және қатаң тәртіптегі тәртіпке бағынатын тәртіпке сәйкес қолданылатын тәртіпке сәйкес қолданылатын ISO 9001 принциптерін салалық нақты талаптармен үйлестіреді. Бұл сертификат ауқымды OEM-дермен жұмыс істеуге қажетті кіріс билеті болып табылады; ол әдетте автомобиль саласындағы жауапты тұтынушылар үшін міндетті.
Автомобильдік CNC-тік бөлшектер үшін негізгі талаптар:
- IATF 16949 Сертификаттандыру: Өндірістік бөлшек растау процестерін (PPAP) қоса алғанда, автомобиль өнеркәсібінің күтімдеріне сәйкес жүйелі сапа басқаруын көрсетеді
- Статистикалық процессті басқару (SPC): Ақаулықтар пайда болғанға дейін ауытқуларды ұстап алу үшін өндіріс циклы бойынша маңызды өлшемдерді нақты уақытта бақылау
- Жоғары көлемдегі тұрақтылық: Бірінші және соңғы бөлшек арасындағы ауытқуды ең аз деңгейге дейін төмендетіп, мыңдаған ұқсас дәлдікпен өңделген өнімдерді шығару мүмкіндігі
- Ақаулардың алдын алуға бағытталуы: Реактивті тексеруге қарағанда іс-әрекеттерді алдын ала қамтамасыз ететін сапа жүйелері — мәселелер пайда болғанға дейін оларды анықтау
- Толық іздестірімділік: Әрбір компоненттің өндіріс тарихына сілтеме беретін материалдың сертификаттары, өндіріс жазбалары және тексеру құжаттары
- Жылдам масштабтау: Сапаның төмендеуінсіз прототип көлемінен толық өндіріс көлеміне ауысу қабілеті
Автомобиль компоненттерін сатып алушылар үшін сертификатталған өндірушілермен серіктестік жасау өндірістің ұйымды болуы мен қымбатқа түсетін үзілістер арасындағы айырмашылықты қалыптасытады. Shaoyi Metal Technology мысалы, олар IATF 16949 сертификатына ие болған және күрделі шасси жинақтары мен қосымша металды бұйымдар үшін жоғары дәлдіктегі бөлшектерді жеткізу мүмкіндігін қамтамасыз ететін қатал SPC процестерін енгізген. Олардың сарапшылық тапсырыстар үшін бір жұмыс күні ішінде жеткізу мерзімдері автомобильдік жабдықтау тізбегінің қажет ететін оперативтілігін көрсетеді.
Әуе-ғарыш саласындағы өндіріс талаптары
Жүздеген әуе саяхатшыларын 35 000 фут биіктікте ұшқызып жүрген компоненттер үшін ақаулық — мүмкін емес. Әуе-ғарыш саласындағы өндіріс кез келген саладағы ең қатаң сапа стандарттарын талап етеді. Әуе-ғарыш саласындағы сертификаттау сарапшыларының айтуынша, AS9100 ISO 9001 негізінде құрылған және әуе-ғарыш саласына тән қосымша талаптарды енгізеді; бұл күрделі жабдықтау тізбегі бойынша тәуекелдерді басқару, қатал құжаттама және өнімнің бүтіндігін бақылауға ерекше назар аударады.
Әуе-ғарыш саласындағы дәлдікпен өңделген бөлшектердің өндірісін басқа салалардан не ерекшелендіреді?
- AS9100D сертификаттауы: Әуе-ғарыш саласына арналған, конфигурациялық басқару, жалған бөлшектердің пайда болуын болдырмау және қауіпсіздік талаптары бойынша қосымша бақылау элементтерімен ISO 9001 стандартын кеңейтетін сапа басқару стандарты
- Nadcap аккредитациясы: Арнайы процестер бойынша мамандардың пікірінше, NADCAP әуе-ғарыш пен қорғаныс өндірісі үшін маңызды арнайы процестерді аккредитациялауға бағытталған, оларға жылумен өңдеу, химиялық өңдеу және қиратпайтын сынақтар жатады
- Материалдардың толық іздестірілетін құрамы: Сәйкес AS9100 стандартын енгізу бойынша мамандар , ізденістік талаптары өнімнің тіршілік циклы бойынша оның анықталуын, бір материал партиясынан жасалған барлық өнімдерді білу және өнімнің өндіріс, жинақтау, сынақ және тексеру кезеңдері бойынша реттік жазбасын іздеу мүмкіндігін қамтиды
- Конфигурацияны басқару: Дизайн конфигурациясымен салыстыру үшін әрбір өнімге қандай бөлшектер, процестер, материалдар мен түзетулер қолданылғанын нақты білу
- Қабылдау ортасын бақылау: Тапсырмаларды орындаған немесе өлшеу нәтижелерін қабылдаған адамды көрсететін белгілер, құпия сөздер немесе электрондық қолтаңбалар қажетті уәкілеттілікті қамтамасыз ету үшін бақылануы тиіс
- Қауіпке негізделген сапа жоспарлау: Өндіріс басталғаннан бұрын потенциалдық ақаулардың тәртіпті анықтауы мен олардың әсерін азайтуы
Аэроғарыш саласындағы ізденістің жеткіліксіздігінің салдары өте ауыр. Ізденіс саласының мамандарына сүйенсек, егер белгілі бір бөлшек ақаулы болып табылып, әуе кемесінде инцидентке әкелсе, өндірушілер осы бөлшектің басқа әуе кемелеріндегі қай бөлшектерге әсер етуі мүмкін екенін анықтауға тиіс — бұл әрбір жеке бөлшек үшін қолданылған шикізаттар деңгейіне дейін қатысты. Дұрыс ізденіс жоқ кезде компаниялар күмәнді өнімдердің барлығын ауыстыруға мәжбүр болуы мүмкін, себебі олар қай бірліктердің нақты күмәнді екенін білмейді.
Аэроғарыш саласына қызмет көрсететін кез келген CNC-пен өңделген бөлшектер өндірушісі осы қабілеттерді құжатталған процестер мен үшінші тараптардың аудиттері арқылы көрсетуі тиіс. Егер сіздің қолданысыңыз ұшуға қатысты маңызды компоненттерді қамтиды, онда қандай да бір тәminatкермен қарым-қатынас орнатуға дейін AS9100D сертификатын растаңыз.
Тибіbetтік аппараттарды өндіру шарттары
Медициналық құрылғылар науқастардың қауіпсіздігіне тікелей әсер етеді — осы саланың талаптарын ерекше қатал етеді. Медициналық сертификаттау саласының сарапшыларына сүйене отырып, ISO 13485 бұл саладағы анықтайтын сапа басқару стандарты болып табылады және дизайн, өндіріс, ізденіс қабілеті мен қауіптерді азайту бойынша қатаң бақылау шарттарын белгілейді.
Медициналық дәлдікпен өңделген өнімдер үшін маңызды талаптар:
- ISO 13485 сертификаты: Медициналық құрылғыларды өндіруге арналған мамандандырылған сапа басқару жүйесі, реттеуші талаптарға сәйкестікті және науқастардың қауіпсіздігін қамтамасыз етеді
- FDA 21 CFR 820-бөліміне сәйкестік: АҚШ-та сатылатын құрылғылар үшін өнімнің дизайнын, өндірісін және іздеуін реттейтін Сапа Жүйесінің Реттеушісі
- Толық қауіптерді басқару: Құрылғының қауіпсіздігі немесе тиімділігіне әсер етуі мүмкін қауіптерді жүйелі түрде анықтау және оларды азайту
- Толық өнімнің ізденіс қабілеті: Қайта шақыру басқаруы үшін әрбір компоненттің толық өндіріс тарихы бойынша ізденуге мүмкіндік беру
- Тиімді шағымдарды өңдеу: Сапаға қатысты мәселелерді тексеру мен шешу бойынша құжатталған процестер
- Таза бөлме мүмкіндіктері: Сезімтал компоненттер үшін ластанбаған өндірістік ортalar
Таза бөлме талаптарына ерекше назар аудару қажет. Таза бөлмеде өндіріс саласының мамандарына сәйкес, қатаң реттелетін салалардағы компоненттердің дәлме-дәл жиналуы үшін ластанбаған орта қажет, осылайша олар қажетті стандарттарға сай келеді. Білікті техниктердің орындайтын медициналық құралдарды жинау және жабдықтау қызметтері дәл токарьлаумен жасалған бөлшектердің қатал сапа стандарттарына сай келуін қамтамасыз етеді.
Критикалық салалар үшін мамандандырылған ортalar
Сертификаттаулардан басқа, кейбір қолданбалар өндірістік ортаны талап етеді, ал бұл ортаны көптеген станоктық цехтар қамтамасыз ете алмайды. Таза бөлмелер — жартылай өткізгіштер мен медициналық қолданбалар үшін ең маңызды мамандандырылған мүмкіндік болып табылады.
Дәл компоненттер мамандарының айтуынша, ISO 7-класс таза бөлмелер FDA сапа жүйесінің нормалары мен ISO 13485:2016 сертификаттау талаптарына сай келеді. Бұл бақыланатын орталар мыналарды қоса алғанда, әртүрлі жинау және аяқтау әдістерін қолдайды:
- Ластануды алып тастау үшін депирогенді ультрадыбысты тазарту
- Бөлшек болмаған жағдайларда еріткіш пен желімді бекіту
- Дәлме-дәл басқарылатын ультрадыбысты және лазерлік дәнекерлеу
- Медициналық ізденісті қамтамасыз ету үшін лазерлік тесу, кесу және белгілеу
- Жарылуға, қысымның төмендеуіне және созылуға сынақтарын қоса алғанда, сынақтар мен растау
Медициналық құрылғылар мен жабдықтар дизайннан өндіріске дейін және сапасы бақыланатын жинақтауға дейін дәлдікті талап етеді. Медициналық өндіріс саласының сарапшыларына сәйкес, процестер қатаң сапа бақылауын басымдыққа алуы керек, өйткені өңдеу, жинақтау немесе жеткізу кезіндегі қателер соңғы пайдаланушылар үшін аса маңызды салдарларға әкелуі мүмкін.
Аэрокосмалық компоненттер де бақыланатын орталардан ұқсас пайда іледі. Жоғары жылдамдық пен кернеу әсерінде болатын қолданбаларда жиі қолданылатын аэрокосмалық компоненттер дәлме-дәл өндіріс пен жинақтауға сүйенеді, мұнда ең незік ақау да катастрофалық салдарға әкелуі мүмкін. Термопаралар, серіктестер компоненттері және оттегі өндіру жабдықтарын өндіру үшін стандартты станок цехы ортасынан тыс арнайы өңдеу талап етіледі.
Қорғаныс саласына байланысты ескертулер
Қорғаныс саласына байланысты CNC өңдеу қосымша реттеуші қабаттарды енгізеді. Қорғаныс саласы бойынша сауаттылық мамандарының айтуынша, қорғаныс өндірісі Халықаралық қару саудасын реттеу ережелері (ITAR) қолданысына кіреді, ол сезімтал техникалық деректер мен компоненттерді өңдеуді қатал түрде реттейді. Сәйкестік қамтамасыз ету үшін АҚШ Мемлекеттік департаментімен тіркелу және ақпараттық қауіпсіздік протоколдары қажет.
Қорғаныс саласындағы жеткізушілер әдетте сапа қабілеті мен ұлттық қауіпсіздікке сәйкестікті көрсету үшін ISO 9001 немесе AS9100 сертификаттарын және ITAR тіркеуін талап етеді. Бұл біріктірілген талаптар мемлекеттік тапсырыс берушілерге өндірістің техникалық қабілеттері мен сезімтал ақпаратты қорғау қабілеті туралы кепілдік береді.
Реттелетін салалар үшін CNC өңделген бөлшектерді тауып алу кезінде сертификаттарды тексеру міндетті — ол мүмкіндік болып табылмайды. Ағымдағы сертификаттарды сұраңыз, олардың қолданылу аясы сіздің нақты талаптарыңызға сәйкес келетінін растаңыз және жеткізушінің сіздің саланызға тән құжаттама мен ізденісті қамтамасыз ету талаптарымен жұмыс істеу тәжірибесін тексеріңіз.
Бұл салалық ерекшеліктерге байланысты талаптарды түсіну сізге дұрыс сұрақтар қоюға және нақты сіздің талаптарыңызға сай өндірушілерді анықтауға мүмкіндік береді. Соңғы бөлігі — уақыт өте келе тұрақты нәтижелер беретін тұрақты жеткізушілермен қарым-қатынас орнату және өндірістік серіктестіктердің жарамсыздануына әкелетін кеңінен таралған қателерден аулақ болу.
Қателіктерден сақтану және берік өндірушілермен қарым-қатынас орнату
Сіз материалды таңдауды меңгердіңіз, бағалау факторларын түсіндіңіз және салалық талаптарды анықтадыңыз. Енді сатып алушылардың ішінен сәттілікке жететіндер мен тұрақты түрде жаңа тәміншілерді іздейтіндерді бөлетін кілттік идея келеді: CNC станок бөлшектерін өндірушілермен ұзақ мерзімді серіктестік орнату тек қабілетті өндірістік базаны табудан көп нәрсе талап етеді. Бұл — қарым-қатынастар қалыптаспас бұрын оларды бұзатын кеңінен таралған қателіктерден сақтануды талап етеді; сонымен қатар, операциялық сатып алуды стратегиялық серіктестікке айналдыратын ынтымақтастық тәжірибелерін енгізуді талап етеді.
Тәжірибелі сатып алу мамандарының түсінетіні: тағайындалған тұтынушыларды ауыстырудың нақты құны төмен бағаларды іздеуден пайда болатын көріністегі үнемнен әлдеқайда жоғары. Өндірістік серіктестік мамандарының айтуынша, ұзақ мерзімді қатынастар екі жақты да ортақ мақсаттарға бағыттауға, терең өзара түсіністік қалыптастыруға, қымбатқа түсетін қате хабарласуларды азайтуға және күрделі инженерлік қиындықтарды шешу үшін белсенді түрде ынтымақтастыққа тартуға мүмкіндік береді. Осы құнды қатынастарды қалай құруға болатынын қарастырайық — бастапқыда сізден болмауы керек қателерден.
Өндірістік жобалардың жоспарын бұзатын кеңінен таралған қателер
Тәжірибелі сатып алушылар да тағайындалған тұтынушылармен қатынастарды зақымдайтын және жоба құнын көтеретін қауіпті жағдайларға түседі. Осы қауіпті жағдайларды алдын ала танып, олардың пайда болуын болдырмау сізге қымбатқа түсетін сабақтарды қателіктер арқылы үйренуден сақтайды.
- Анық емес техникалық талаптар: Толық емес сызбаларды, дәлдік шектерін көрсетпейтін немесе материалдарға қойылатын талаптардың белгісіз болуы өндірушілерді болжам жасауға мәжбүр етеді. Согласно CNC өңдеу бойынша мамандар дизайнды қарапайым ұстау және талаптарды анық көрсету — бұл қосымша жұмыс уақытын және құндылық қоспайтын, бірақ шығындарды көтеретін қосымша өңдеуді болдырмауға көмектеседі. Екі мағыналылық қателерге әкеледі — сондай-ақ, жауапкершілік туралы дау-дамайларға.
- Реалды емес мерзімдер: Өндірістің нақты шындықтарын түсінбей, қысқа мерзімді жеткізу талабы қарым-қатынастарды кернейтіп, шығындарды көтереді. Таңдалған машиналық бөлшектерді дайындау үшін бағдарламалау, дайындық, өңдеу және бақылау процестері қажет — бұл процестер сапаға әсер етпейтіндей етіп кез келгендей қысқартылмайды.
- Нашар байланыс: Тапсырыс бергеннен кейін жоғалып, кейіннен өте қажетті өзгерістермен қайта пайда болу — бұл хаосты туғызады. Бекем серіктестіктер тұрақты қарым-қатынасты, сұрақтарға оперативті жауап беруді және талаптар өзгерген кезде алдын ала хабарлауды қажет етеді.
- DFM пікірлерін елемеу: Тәжірибелі өндірушілер өндірістік ыңғайлылық үшін дизайнды өзгерту ұсынған кезде, олардың пікірін ескермеу құнды мамандықтың жоғалуына әкеледі. Дизайнды оптимизациялау саласындағы мамандардың айтуынша, ішкі бұрыштардың кішігірімділігі, биік және жіңішке қабырғалар немесе көтерілген мәтін сияқты элементтер өндіріс шығындары мен фрезерлеу уақытын қатты арттырады. DFM (өндірістік ыңғайлылық) бойынша кеңестер беретін өндірушілер сіздің ақшаңызды үнемдеуге тырысады — олардың айтарын тыңдаңыз.
- Жиі тағайындаушыларды ауыстыру: Тұрақты түрде ең төмен баға ұсынатын тағайындаушыны іздеу сіздің ұсыныстарыңызға, сапа стандарттарыңызға және қарым-қатынас үлгілеріңізге үйренуге ешбір тағайындаушыға мүмкіндік бермейді. Әр жаңа қарым-қатынас сізбен ұзақ мерзімді ынтымақтастық негізінде қалыптасқан институционалды білімді қайтадан құруға әкеледі.
Бұл қателердің ортақ белгісі — олар өндірісті ынтымақтастық қарым-қатынас ретінде емес, қарапайым тауарлық операция ретінде қарастырады. CNC станок компоненттері дәлдікті, мамандықты және егжей-тегжейлік назар аударуды талап етеді — бұл сапалар тұрақты серіктестікте өркендейді және қарама-қарсы сатып алу практикасында әлсірейді.
Сенімді тағайындаушымен серіктестік құру
Тәртіптік қатынастарды стратегиялық қатынастарға айналдыру үшін екі жақтың да мақсатты түрде әрекет етуі қажет. Төменде сәтті сатып алушылар әр жыл сайын тұрақты нәтижелер беретін серіктестіктерді қалай құратыны көрсетілген.
Регулярлық байланыс ритмдерін орнатыңыз. Серіктестік дамуы бойынша сарапшылардың айтуынша, екі жақта да арнайы қатысушыларды белгілеу координацияны жеңілдетеді. Жоба жаңартулары, дизайн қаралуы және өндірістегі жұмыстарды көрсету үшін белгілі уақыттарды белгілеңіз. Файлдар мен деректерді лезде бөлісу үшін бұлттық ынтымақтастық платформаларын пайдаланыңыз.
Мағыналы кері байланыс циклдарын құрыңыз. Проблемалар пайда болғанша күтпеңіз — өзіңіз іс-әрекеттердің нәтижелері туралы бақылауларды белсенді түрде бөлісіңіз. Сипаты бойынша жасалған бөлшектер күткеніңізден асып кеткен кезде, оны айтыңыз. Ал проблемалар туындаған кезде, оларды қылмыстық тонда емес, құрылымдық түрде шешіңіз. Тәртіптік қатынастар бойынша сарапшылардың айтуынша, қиындықтарды уақытында хабарлауға және құрылымдық түрде шешуге мүмкіндік беретін орта құру арқылы уақыт өте келе сенім нығая түседі.
Дәл көлемдік болжамдар беріңіз. Өндірушілер клиенттің болжамдарына негізделе отырып, қуатты жоспарлайды, жабдықтарды уақыт бойынша белгілейді және материалдарды қоймада сақтайды. Тіпті шамамен алынған жылдық пайдалану бағаларын да бірлесіп бөлісу — сіздің CNC компоненттерінің тәрбиешіңізге сіздің қажеттіліктеріңізге дайындалуға көмектеседі. Сараптастыру серіктестері бірлесіп бұл қажеттіліктерді алдын ала болжаса, қажеттіліктің қатыгез өсуін басқару оңай болады.
Дамыту процесінің ерте сатысында тәрбиешілерді қатыстырыңыз. Бірлесіп өндіру саласындағы сарапшылардың айтуынша, дизайн мен прототиптау сатысында CNC өңдеу серіктесіңізді қатыстыру олардың өндірістік білімін пайдалануға мүмкіндік береді. Тәрбиешілерді ерте қатыстыру өндіріске жарамдылыққа әсер ететін мәселелерді анықтайды және қымбатқа түсетін қайта жобалауды азайтады — бұл сіздің тәрбиешіңізді тек өндіріс орны емес, сонымен қатар дизайнерлік ресурсқа айналдырады.
Бірлесіп үздіксіз жақсартуға ұмтылыңыз. Сапа көрсеткіштерін, жеткізу өнімділігін және құндық мақсаттарды бағалау үшін кезекті бизнес-талқылауларды жоспарлаңыз. Серіктестік тұрақтылығының мамандарына сәйкес, бұл отырыстар жақсарту мүмкіндіктерін анықтайды, жаңа нарық жағдайларына бейімделеді және болашақ өндіріс жоспарларын тиімдірек үйлестіреді. Бірлескен семинарлар мен оқу форумдары техникалық түсінікті тереңдетеді және ынтымақтастықты нығайтады.
Ұзақ мерзімді өсудің серіктестерін таңдау
Өсетін кәсіпорындар үшін тараптарды таңдау критерийлері ағымдағы қажеттіліктерден тыс, болашақ қабілеттерге де назар аударуы керек. Идеалды өндірістік серіктес сіздің кәсіпорыныңызбен бірге өседі — бүгінгі таңда прототип көлемдерін, ал ертеңгі күні өндірістік көлемдерді сапаны төмендетпей және қарым-қатынастың керілуінсіз қамтамасыз етеді.
Мыналарды көрсететін өндірушілерді іздеңіз:
- Авариялық жағдайлар үшін жылдам жеткізу уақыты: Авариялық жағдайларда бір жұмыс күні ішінде өңделген өнімдерді жеткізе алатын серіктестер кенеттен пайда болған мүмкіндіктер немесе қиындықтар кезінде өте құнды икемділік береді.
- Өндірістің масштабталатын қуаты: Прототиптау меншікті сериялық өндіріске ұтымды ауысуға мүмкіндік беретін өндірістік базалар сіздің өндіріс көлеміңіз өскен сайын жаңа тәжірибелі тәртіптерді іздеудің кедергілерін жояды
- Толық көлемді дайындалған механикалық өңдеу шешімдері: Күрделі жинақтардан бастап мамандандырылған компоненттерге дейін толық қызмет көрсететін серіктестер сіздің жабдықтау тізбегіңізді жеңілдетеді және координациялық жұмыстардың көлемін азайтады
- Сертификатталған сапа жүйелері: IATF 16949 сертификаты мен Статистикалық процесстерді бақылау (SPC) жүйесі өндіріс көлемі өскен кезде сапаның тұрақтылығын қамтамасыз етеді
Бұл мүмкіндіктер әсіресе жабдықтау тізбегінің сенімділігі өндіріс жоспарына тікелей әсер ететін автокөлік саласы үшін маңызды Shaoyi Metal Technology бұл серіктестікке дайын тәсілдің мысалы болып табылады — олардың IATF 16949 сертификатымен расталған өндірістік базасы күрделі шасси жинақтарынан бастап қосымша металдық бұйымдарға дейінгі барлық жұмыстарды орындайды; өте қажетті жағдайларда жеткізу мерзімі бір жұмыс күнінен аспайды. Бұл толық қабілеттілік пен оперативті қызметтің үйлесімі сіздің бизнесіңіз өскен сайын нығаятын тәжірибелі тәртіптермен қарым-қатынас құруға негіз болады.
Ең жақсы тәміншілермен қарым-қатынас сіздің өз командаңыздың кеңейтілуі сияқты болады — бұл сіздің басты мақсаттарыңызды түсінетін, сіздің қажеттіліктеріңізді алдын ала болжайтын және сіздің сәттілігіңізге үлес қосатын серіктестер, өйткені олардың сәттілігі сіздің сәттілігіңізге тәуелді.
Бұндай қарым-қатынастарды құру үшін төзімділік, тұрақтылық және өзара сыйластық қажет. Тәміншілерді тұрақты ауыстырудан туындайтын қысқа мерзімді үнемдер, сіздің техникалық талаптарыңызды терең түсінетін, мәселелер пайда болғаннан бұрын оларды анықтайтын және серіктестіктеріңізді бағалайтындықтан сіздің тапсырыстарыңызды басымдықпен қарастыратын серіктестерден алынатын ұзақ мерзімді пайдаға қарағанда елеусіз қалады. Қабілетті CNC станок бөлшектерін шығаратын өндірушілермен қарым-қатынасқа көп көңіл бөліңіз, сонда шынайы ішкі сыр сізге айтылған «тапқыр сауда тактикасы» емес — уақыт өте келе қалыптасатын сенімнің көбейтілген құны екенін байқайсыз.
CNC станок бөлшектерін шығаратын өндірушілер туралы жиі қойылатын сұрақтар
1. CNC станогының 7 негізгі бөлігі қандай?
Жеті негізгі компонентке машина басқару құрылғысы (MCU) — ол машинаға басқару орталығы ретінде қызмет етеді, бағдарламаларды жүктеу үшін кіріс құрылғылары, қозғалыс басқаруы үшін жетек жүйесі, кесу операциялары үшін станок құралдары, дәлдікті бақылау үшін кері байланыс жүйелері, өңделетін бұйымды ұстау үшін төсеніш пен үстел, сондай-ақ өңдеу кезінде жылумен басқару үшін суыту жүйелері жатады. Бұл компоненттерді түсіну сатып алушыларға мүмкіндіктерге қойылатын талаптар туралы өндірушілермен тиімді қарым-қатынас жасауға және өндіріс кезінде пайда болуы мүмкін мәселелерді анықтауға көмектеседі.
2. Тапсырыс бойынша CNC бөлшегінің құны қанша?
Таңдаулы CNC бөлшектердің құны күрделілігіне, материалдарға, дәлдік шектеріне және тапсырыс көлеміне байланысты әртүрлі болады. Кіші серияда шығарылатын қарапайым бөлшектердің бағасы әдетте бір данасына $10–$50 аралығында болады, ал жоғары дәлдікті өңдеуге арналған компоненттердің бағасы төмен көлемдегі тапсырыстар үшін бір данасына $160-тан асуы мүмкін. Негізгі құндық факторларға материалдың таңдалуы, бөлшектің күрделілігі, дәлдік шектері, беттің жабылу талаптары және тапсырыс саны жатады. Тапсырыс көлемінің артуы өндіріс бастамасына кететін шығындарды көптеген бөлшекке бөлуге мүмкіндік береді, сондықтан бір дананың құны қатты төмендейді.
3. CNC станоктары үшін ең жақсы компания қайсысы?
Ең жақсы CNC станок бөлшектерін шығаратын өндіруші сіздің нақты салалық талаптарыңыз бен қолданыс қажеттіліктеріңізге байланысты. IATF 16949 сертификатын талап ететін және жоғары көлемді тұрақтылықты қамтамасыз етуші автокөлік қолданыстары үшін Shaoyi Metal Technology сияқты өндірушілер SPC процестері мен бір жұмыс күні ішінде жеткізу мерзімін қамтамасыз ететін сертификатталған сапа жүйелерін ұсынады. Аэроғарыш қолданыстары үшін AS9100D сертификатына ие тұтынушылар қажет, ал медициналық құрылғыларды өндіру ISO 13485 сертификатын және таза бөлме мүмкіндіктерін талап етеді.
4. CNC станок бөлшектерін шығаратын өндірушілер қандай сертификаттарға ие болуы керек?
Негізгі сертификаттар сіздің саланызға байланысты. ISO 9001:2015 — жалпы өндіріс үшін негізгі сапа стандарты болып табылады. Автомобильдік жабдықтау тізбегінде ақаулардың пайда болуын алдын алу мен ауытқуларды азайтуға баса назар аударатын IATF 16949 сертификаты қажет. Аэроғарыш компоненттері үшін конфигурациялық басқару мен материалдардың ізденімпаздығы бойынша қосымша бақылау талап ететін AS9100D сертификаты қажет. Медициналық құралдарды өндіру үшін реттеуші талаптарға сәйкестікті және науқастардың қауіпсіздігін қамтамасыз ететін ISO 13485 сертификаты қажет.
5. CNC өңдеуге әсерлі сұраныс беру (RFQ) қалай дайындалады?
Толық RFQ пакетіне STEP немесе IGES форматындағы CAD файлдары, толеранциялар көрсетілген 2D PDF-дері, дәл материал сорттарының сипаттамалары, GD&T қолданылатын жағдайлардағы маңызды өлшемдердің толеранциялары, жылдық қолдану болжамдарын қоса алғандағы саны бойынша талаптар, функционалды аймақтарды көркемдік аймақтардан ажырататын беттің жағылу талаптары, екіншілік операциялардың сипаттамалары, нақты жеткізу мерзімдері және қажет болған жағдайда бюджеттік параметрлер кіреді. Толық тапсырылған ұсынымдар тезірек және дәлірек баға беруге мүмкіндік береді және қымбатқа түсетін кешігулерді болдырмауға көмектеседі.