 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Qual è il Costo Reale degli Stampi per Fusione sotto Pressione?
Time : 2025-12-20
TL;DR
Il costo degli attrezzi per la fusione sotto pressione rappresenta un investimento significativo una tantum, che varia da 60.000 a oltre 500.000 dollari per attrezzi di grandi dimensioni, complessi e ad alta produzione. Questa spesa iniziale elevata è necessaria perché gli stampi sono realizzati in acciaio speciale premium e resistente, progettato per sopportare le pressioni e temperature estreme del processo di fusione. Sebbene l'investimento iniziale sia sostanziale, esso è compensato da un costo per pezzo molto basso, rendendo la fusione sotto pressione altamente economica per la produzione di massa.
Comprendere il costo elevato degli attrezzi per la fusione sotto pressione
La prima cosa da comprendere riguardo al costo degli attrezzi per la fusione sotto pressione è che si tratta di un investimento iniziale importante ma necessario. A differenza di altri processi produttivi, lo stampo utilizzato nella fusione è sottoposto a condizioni operative eccezionalmente severe. Secondo quanto riportato dal Associazione Nordamericana di Fusione a Stampaggio (NADCA) , questi stampi devono resistere a shock termici estremi causati dal metallo fuso e ad alte pressioni durante l'inalazione, il che impone la necessità di materiali di alta qualità e costosi nonché di un'ingegneria di precisione.
Ciò porta a una vasta gamma di costi. Per parti più grandi e complesse, o per stampi pluricavità progettati per produzioni su grande scala, il prezzo può aumentare notevolmente, variando da 60.000 a oltre 500.000 dollari. Questo costo degli utensili è tipicamente una spesa una tantum sostenuta dal cliente, che ne diventa proprietario anche se lo stampo viene custodito e mantenuto dal centro di fusione sotto pressione.
La giustificazione di questa elevata spesa iniziale risiede nell'economia di scala. La durabilità dello stampo consente la produzione di decine di migliaia, o persino centinaia di migliaia, di parti identiche con elevata precisione e velocità. Ciò ammortizza il costo iniziale dello stampo sull'intera serie produttiva, determinando un costo unitario per singola parte notevolmente basso, rendendo spesso questo metodo il più conveniente per la produzione su larga scala.
Principali fattori che influenzano i costi degli stampi
Il prezzo finale degli stampi per la pressofusione non è arbitrario; deriva direttamente da diverse variabili interconnesse di progettazione e produzione. Comprendere questi fattori è fondamentale per ingegneri e progettisti di prodotti che desiderano ottimizzare i propri componenti per la produzione e gestire efficacemente il budget. Ogni elemento contribuisce alla complessità e alla robustezza richiesta dello stampo, che a sua volta determina il costo.
I principali fattori che influenzano i costi degli stampi possono essere suddivisi nelle seguenti aree chiave:
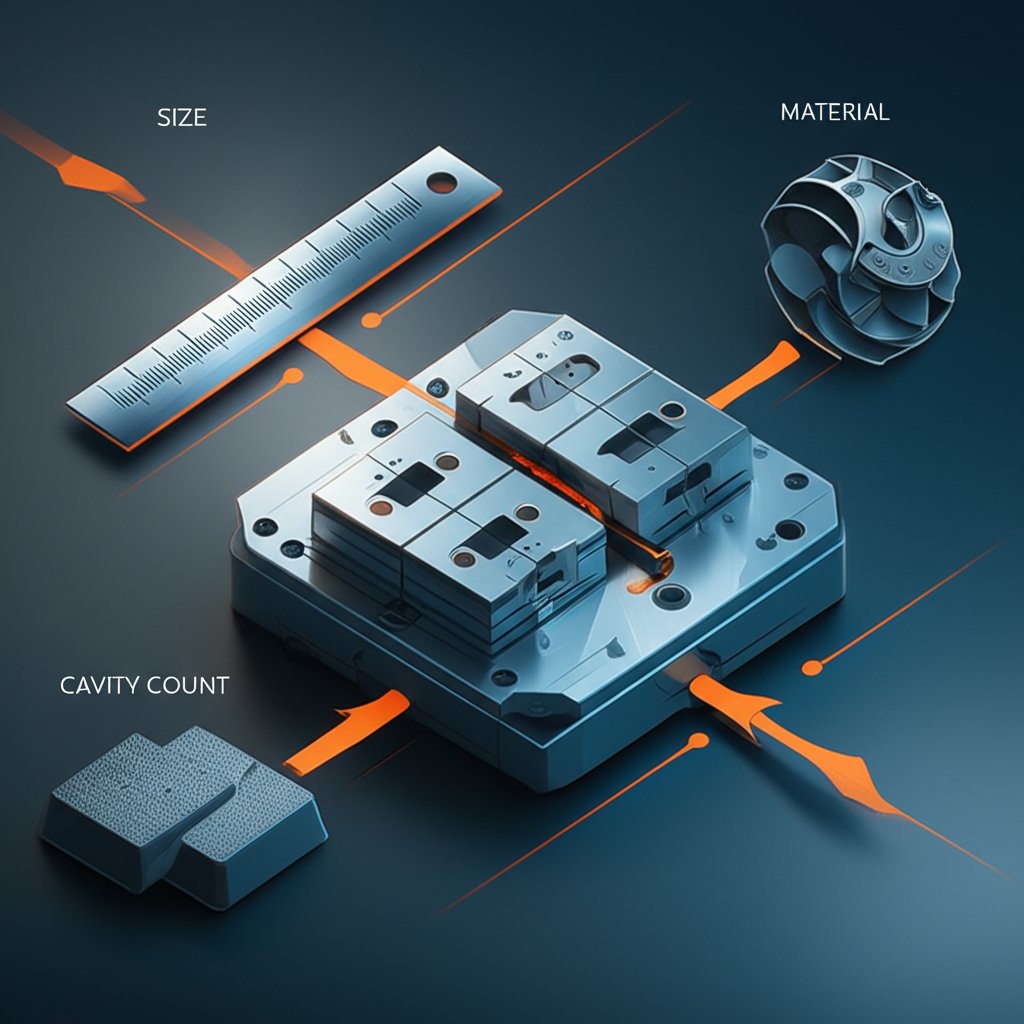
- Dimensione e peso del pezzo: Questo è il fattore più semplice. Pezzi più grandi e pesanti richiedono stampi più grandi e massicci. Ciò aumenta la quantità di acciaio per utensili costoso necessario e richiede macchinari più grandi e potenti sia per la creazione dello stampo che per il processo di fusione, aumentando direttamente i costi.
- Complessità del Componente: La complessità geometrica di un pezzo è un fattore determinante per il costo. Caratteristiche come cavità profonde, angoli vivi, angoli di sformo minimi e soprattutto undercut che richiedono spintori o estrattori mobili aggiungono una notevole complessità alla progettazione e costruzione dello stampo. Ogni elemento mobile all'interno dello stampo aumenta il tempo di lavorazione, la manodopera necessaria per il montaggio e la probabilità di interventi di manutenzione.
- Materiale dello stampo: Gli stampi per la pressofusione sono generalmente realizzati in acciaio utensile di alta qualità, come l'H13, progettato per resistere alla fatica termica e all'erosione causata dal metallo fuso. La specifica qualità dell'acciaio e i trattamenti superficiali o i rivestimenti richiesti dipendono dall'lega da stampare (ad esempio alluminio rispetto a zinco) e dal volume di produzione previsto, tutti fattori che influenzano il costo del materiale.
- Numero di cavità: Uno stampo può essere progettato con una singola cavità per produrre un pezzo per ciclo o con più cavità per produrre diversi pezzi contemporaneamente. Uno stampo multi-cavità ha un costo iniziale molto più elevato, ma aumenta notevolmente l'efficienza produttiva e riduce il prezzo per pezzo, risultando ideale per produzioni in volume molto elevato.
- Tolleranze e finitura superficiale: I pezzi che richiedono tolleranze dimensionali estremamente strette o una finitura superficiale eccellente direttamente dalla fusione necessitano di uno stampo lavorato e lucidato con maggiore precisione. Questo livello di accuratezza richiede tecniche di lavorazione più avanzate e manodopera specializzata, incrementando il costo complessivo dello stampo.
Come stimare i costi della fusione sotto pressione
Il calcolo del costo totale di un progetto di fusione sotto pressione comprende due componenti distinti: il costo one-time dello stampo e il costo ripetitivo per pezzo. Un preventivo completo fornito da un produttore suddividerà questi elementi. Sebbene gli strumenti di stima online possano dare un'idea approssimativa, è necessario un preventivo formale basato su un progetto dettagliato per una pianificazione economica accurata.
Secondo un'analisi effettuata da Neway Precision , il costo dello stampo è composto da diverse voci: spese di progettazione, costi delle materie prime per l'acciaio per utensili, costi di lavorazione e produzione (come fresatura CNC e trattamento termico) e costi per le prove preliminari. Il prezzo per pezzo viene quindi calcolato in base al costo della lega metallica, al tempo di ciclo sulla macchina di pressofusione e a eventuali operazioni secondarie necessarie come sbavatura, lavorazioni meccaniche o finiture superficiali.
Per ricevere un preventivo accurato e affidabile per il tuo progetto, segui questi passaggi essenziali:
- Prepara un file CAD 3D dettagliato: Questo è il documento più importante. Il tuo modello 3D deve essere definitivo e rispecchiare esattamente la geometria del pezzo che intendi produrre.
- Indica la lega del materiale: Specifica chiaramente la lega richiesta (ad esempio, alluminio A380, zinco Zamak 3). La scelta del materiale incide direttamente sia sul costo del pezzo sia sui requisiti per lo stampo.
- Definisci il volume di produzione: Fornisci il tuo utilizzo annuo stimato (EAU) o il volume totale previsto per tutta la durata del componente. Questo aiuta il produttore a determinare la strategia di attrezzatura più appropriata (ad esempio, singola cavità vs. multi-cavità).
- Indicare i requisiti di finitura e tolleranze: Specificare eventuali dimensioni critiche, tolleranze e finiture superficiali richieste o passaggi di post-elaborazione, come la verniciatura a polvere o l'anodizzazione.
- Richiedere un preventivo formale: Invia il tuo pacchetto tecnico completo a diversi fornitori qualificati di pressofusione per ricevere una suddivisione dettagliata dei costi.
Confronto dei costi degli stampi: Pressofusione rispetto ad altri processi
La scelta del processo produttivo corretto dipende fortemente dall'equilibrio tra costi degli stampi, prezzo per pezzo e volume di produzione. La pressofusione è rinomata per la sua efficienza in alti volumi, ma il suo elevato costo iniziale di attrezzatura la rende inadatta per la prototipazione o piccole serie. Comprendere come si confronta con altri comuni processi di lavorazione dei metalli è fondamentale per prendere una decisione economicamente vantaggiosa.
Sebbene la lavorazione CNC non preveda costi specifici per gli utensili, il prezzo per pezzo rimane elevato e relativamente costante indipendentemente dal volume, rendendola ideale per prototipi e produzioni in piccola quantità. All'estremo opposto dello spettro, la fusione in sabbia ha un costo ridotto per gli utensili, ma un prezzo per pezzo più alto rispetto alla pressofusione e produce componenti con una finitura superficiale meno precisa. Come illustrato dagli esperti di produzione di Batesville Products , la chiave è trovare il punto di pareggio in cui l'elevato investimento iniziale per gli utensili della pressofusione è giustificato dai risparmi su ciascun componente prodotto.
Di seguito è riportato un confronto generale dei costi degli utensili e delle applicazioni ideali per ciascun processo:
| Processo | Costo Tipico Utensili | Migliore per Volume di Produzione | Costo per pezzo (in grande scala) |
|---|---|---|---|
| Gettito sotto Pressione | $60.000 - $500.000+ | Elevato (10.000+ unità) | Molto Basso |
| Fusione in stampo permanente | $10.000 - $90.000 | Moderato (1.000 - 20.000 unità) | Bassi |
| Fusione in sabbia | $6.000 - $20.000 | Basso (1 - 5.000 unità) | Moderato |
| Fresatura cnc | $0 | Molto Basso (1 - oltre 100 unità) | Alto |
Domande frequenti
1. Quanto costa lo stampo per la fusione in sabbia?
Lo stampo per la fusione in sabbia, spesso chiamato modello, è notevolmente meno costoso rispetto allo stampo per la pressofusione. I costi tipici variano da circa $6.000 a $20.000, a seconda delle dimensioni e della complessità del pezzo. Questo costo iniziale più basso rende la fusione in sabbia un'opzione praticabile per prototipi e produzioni di piccoli volumi.
2. Perché la pressofusione è così costosa?
L'elevato costo della pressofusione è principalmente dovuto agli stampi. Gli stampi sono soggetti a temperature e pressioni estreme e devono essere realizzati in acciaio speciale temprato di alta qualità per resistere a decine di migliaia di cicli produttivi. Il processo di lavorazione meccanica precisa, trattamento termico e assemblaggio di questi stampi durevoli è un'operazione complessa e costosa, che rappresenta un investimento significativo iniziale.
3. La pressofusione è più economica del CNC?
Dipende interamente dal volume di produzione. Per un singolo prototipo o una piccola serie di componenti, la lavorazione CNC è molto più economica perché non richiede investimenti in attrezzature. Tuttavia, all'aumentare del volume di produzione, che raggiunge le migliaia di unità, la fusione in stampo diventa molto più conveniente. L'elevato costo iniziale delle attrezzature viene distribuito su molti pezzi, rendendo il costo per pezzo significativamente inferiore rispetto al costo costantemente elevato per pezzo della lavorazione CNC.