 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Opzioni di Trattamento Superficiale Per Profili Estrusi in Alluminio Automobilistici: Scelta Ottimale
Time : 2025-08-28
Introduzione alle scelte per le finiture delle estrusioni automobilistiche
Quando si acquistano o si progettano estrusioni automobilistiche in alluminio, la scelta della finitura non è solo una decisione estetica. Si tratta di un fattore critico per determinare come si comporterà il componente, quanto durerà e quanto sarà compatibile con le moderne linee di assemblaggio dei veicoli. Sembra complicato? Lo è, soprattutto quando si devono conciliare durata, aspetto estetico ed efficienza produttiva per il 2025 e oltre.
- Resistenza alla corrosione per ambienti difficili e lunga durata
- Protezione contro l'usura e l'abrasione per parti mobili o esposte
- Classi estetiche per soddisfare le esigenze di design visibile e di branding
- Compatibilità con i metodi di unione – saldatura, incollaggio o fissaggio meccanico
- Conformità ambientale alle normative in continua evoluzione
- Impatto del costo per veicolo e capacità produttiva per la manifattura su larga scala
Perché la qualità della finitura è importante nelle estrusioni in alluminio per l'automotive
Immagina una traversa del tetto, un contenitore per batteria o un elemento di decorazione interna: ognuno di essi affronta una serie specifica di sfide ambientali e meccaniche. La giusta finitura superficiale dell'alluminio può fare la differenza tra un componente che mantiene un aspetto elegante e resiste alla corrosione per anni e uno che si rompe precocemente a causa di pitting, scrostamenti o discolorazioni. Per gli ingegneri automobilistici, questo significa che le finiture non riguardano solo l'estetica: si tratta di garantire una prestazione affidabile e ridurre i rischi legati alle garanzie.
Cosa si intende per trattamento superficiale e dove si eccelle con ciascuno
Nel settore delle estrusioni in alluminio, il termine trattamento superficiale indica qualsiasi processo che modifica la superficie al fine di raggiungere specifici obiettivi funzionali o estetici. Questi includono:
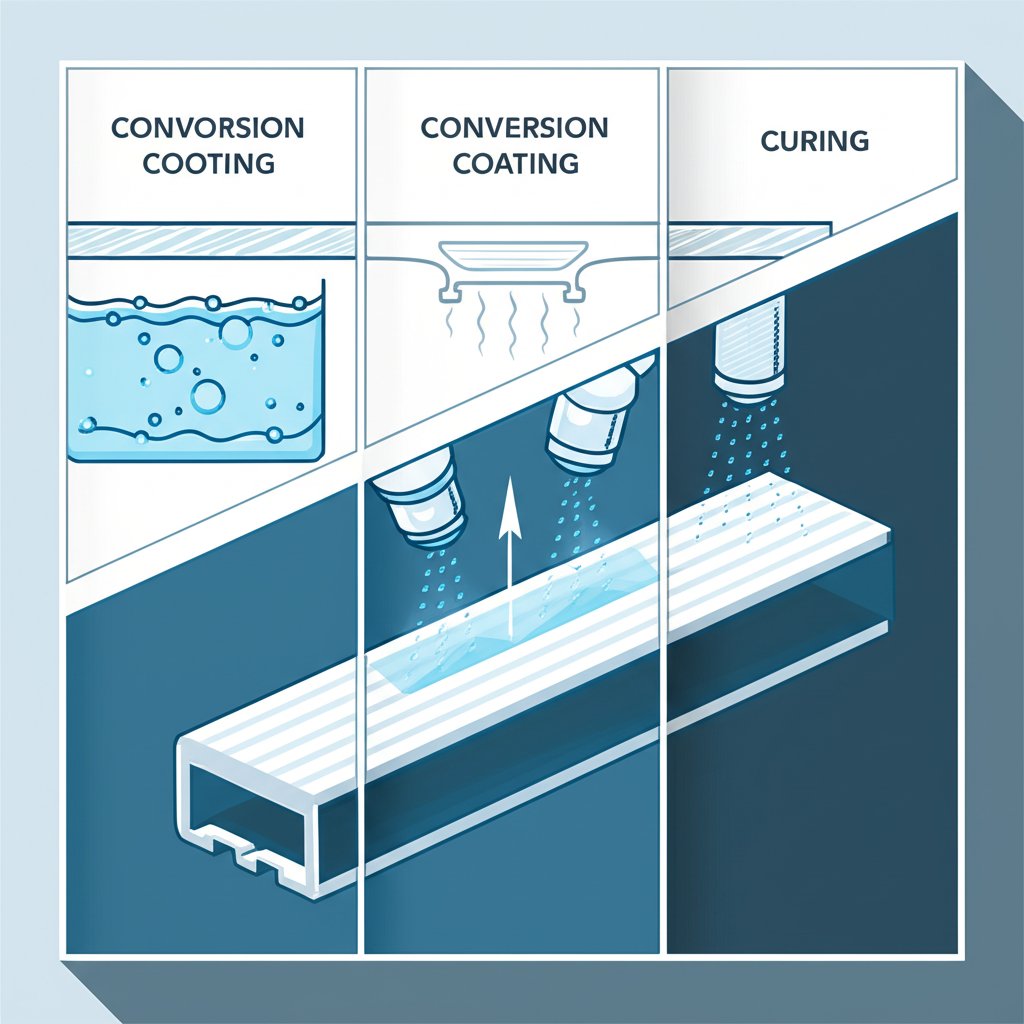
- Pretreatment: Pulizia, deossidazione e applicazione di rivestimenti di conversione per preparare il pezzo a ulteriori finiture
- Anodizzazione: Strati di ossido spessi ottenuti elettrochimicamente per resistenza alla corrosione e all'usura, disponibili in varianti decorative o dure (Tipo III)
- Sistemi di verniciatura a polvere e e-coat: Rivestimenti organici applicati per colore, resistenza chimica e copertura uniforme
- Finitura grezza più processi di verniciatura: Utilizzo della superficie come estrusa come base per primer e vernice, bilanciando costo e flessibilità
Ogni finitura superficiale dell'alluminio presenta punti di forza e compromessi unici. Ad esempio, l'anodizzazione offre un'eccellente protezione contro la corrosione e una gamma di colori, mentre la verniciatura a polvere fornisce uno strato resistente e vivace con ampie opzioni di colore e texture. Finiture meccaniche e chimiche come la sabbiatura o il bagno lucidante possono ulteriormente migliorare l'aspetto o preparare la superficie per successivi rivestimenti. La scelta dipende dalle esigenze specifiche dell'applicazione, che si tratti di resistenza ai raggi UV per profili esterni o di una finitura economica per componenti strutturali nascosti.
Come utilizzare questa lista ordinata per specificare e reperire i materiali
Questa guida è stata progettata per aiutarti a confrontare e selezionare con sicurezza le opzioni di trattamento superficiale per estrusi in alluminio automobilistici. Nelle sezioni successive, noterai che ogni finitura viene valutata con:
- Intestazioni H3 chiare per una lettura rapida
- Punti di forza e di debolezza in formato puntato
- Casi d'uso reali e suggerimenti sulle specifiche
Richiameremo anche gli standard principali (come ASTM, SAE, ISO e MIL-A-8625) quando rilevanti, così potrai allineare i tuoi requisiti alle migliori pratiche del settore.
Abbinare la corretta lega, il trattamento termico e la geometria del pezzo alla giusta finitura superficiale dell'alluminio è essenziale. La combinazione errata può causare problemi come corrosione filamentosa, assottigliamento ai bordi o scarsa adesione, provocando costosi guasti nel lungo termine.
Pronto a iniziare? Le sezioni seguenti analizzano ogni tipo di finitura, aiutandoti a far corrispondere i tuoi obiettivi di prestazioni, aspetto e costo alla soluzione giusta per il tuo prossimo progetto automobilistico.
Metodologia e criteri di valutazione per il confronto dei trattamenti superficiali
Quando ti trovi di fronte a dozzine di modi per finire estrusioni di alluminio per uso automobilistico, come fai a sapere quale processo fornirà i migliori risultati? La risposta risiede in un chiaro e tracciabile framework di valutazione. Questa sezione analizza criteri, passaggi e punti di controllo che aiutano ingegneri, buyer e responsabili della qualità a prendere decisioni informate riguardo al trattamento superficiale dell'alluminio, garantendo sia le prestazioni che la conformità all'interno di programmi automobilistici impegnativi.
Criteri di Valutazione Allineati agli Standard Automobilistici
Immagina di specificare un trattamento superficiale per scoprire, solo dopo l'assemblaggio, che non soddisfa i requisiti dell'OEM riguardo alla corrosione o all'adesione. Per evitare questo scenario, ogni finitura viene valutata in base agli standard del settore e alle reali condizioni produttive. I criteri chiave includono:
- Resistenza alla corrosione: Prestazioni nei test di nebbia salina e di corrosione ciclica (protocolli ASTM, ISO, SAE)
- Adesione e durata: Verificati tramite test a croce, con nastro e di impatto
- Aspetto: Uniformità di lucentezza, colore e texture, misurata tramite colorimetria e standard visivi
- Compatibilità con la cottura della vernice: Capacità di resistere ai cicli di cura successivi senza perdita di integrità
- Conformità ambientale: Utilizzo di rivestimenti di conversione senza cromati e finiture senza VOC, laddove possibile
- Produttività del processo di produzione: Tempo di ciclo, tasso di ritocco e prontezza per l'automazione
- Costi e continuità di fornitura: Impatto sui costi per veicolo e capacità di supportare programmi automobilistici ad alto volume
Questi criteri garantiscono che ogni metodo di finitura delle superfici in alluminio sia non solo tecnicamente valido, ma anche pratico per le linee di produzione automobilistiche.
Flusso del Processo: Pretrattamento fino al Topcoat
Il percorso verso un componente in alluminio di alta qualità segue un processo disciplinato. Di seguito è riportata una sequenza tipica, con punti di controllo per i potenziali modi di guasto:
-
Pulizia e Deossidazione
- Modi di guasto: Oli o ossidi residui causano perdita di adesione; pulizia non uniforme porta a finiture macchiate
-
Trattamento di Conversione (Preferibilmente Senza Cromati)
- Modi di guasto: Applicazione errata provoca resistenza insufficiente alla corrosione; risciacquo inadeguato causa bolle
-
Finitura Scelta (Anodizzazione, Polveri, E-Coat, Pittura Liquida)
- Modi di guasto: Effetto Faraday su profili complessi; spessore irregolare del film; discordanza di colore su aree visibili
-
Cottura/Sigillatura
- Modi di guasto: Sigillatura insufficiente nell'anodizzazione; cottura eccessiva o polimerizzazione insufficiente nelle vernici organiche; perdita di lucentezza o adesione
-
Ispezione
- Modalità di guasto: Sottile bordo mancato, difetti superficiali non rilevati o copertura insufficiente nelle zone rientranti
Ogni passaggio viene validato utilizzando metodi di prova indicati negli standard ASTM e ISO per adesione, spessore del rivestimento e corrosione ciclica. Per l'anodizzazione, MIL-A-8625 è un parametro comune, mentre la compatibilità del ciclo di verniciatura e di assemblaggio viene verificata rispetto ai protocolli OEM ( sorgente ).
Punti di controllo e accettazione
La garanzia di qualità non termina sulla linea di produzione. Ispezione visiva, misurazione della rugosità superficiale e test non distruttivi (NDT) aiutano a confermare che il componente in alluminio finito rispetti le specifiche. I punti di controllo tipici includono:
- Ispezione visiva per rilevare crepe, crateri o discolorazioni
- Misurazione dello spessore del rivestimento (con profilometro o metodi ultrasonici)
- Test di adesione (griglia incrociata, prova con nastro)
- Controllo della rugosità superficiale per superfici di accoppiamento critiche
- Valutazione del colore e del lucido, in particolare per componenti estetici
Questi passaggi sono essenziali per garantire che i rivestimenti sugli estrusi di alluminio offrano sia prestazioni che estetica.
Modelli di formulazione tecnica per semplificare l'approvvigionamento
La finitura deve rispettare lo [standard applicabile] e superare le prove di adesione e di corrosione ciclica secondo il protocollo del costruttore. Il trattamento di conversione deve essere privo di cromati, a meno di diversa specifica. Mascherare le quote critiche e le caratteristiche filettate. Includere il piano di mappatura dello spessore del rivestimento.
Un linguaggio chiaro basato su standard nei documenti di approvvigionamento aiuta i fornitori a fornire ogni volta il corretto trattamento superficiale in alluminio.
Considerazioni sulla progettazione per la producibilità e l'assemblaggio (DFM/DFA)
Prima di completare i disegni, prendere in considerazione questi suggerimenti pratici per evitare problemi successivi:
- Identificare le aree che necessitano di mascheratura o tappatura (filetti, fori, contatti elettrici)
- Progettare i raggi degli spigoli per evitare spigoli sottili o appuntiti che potrebbero non essere rivestiti in modo uniforme
- Assicurare un corretto drenaggio e ventilazione per gli estrusi cavi al fine di evitare fluidi intrappolati o una copertura incompleta
- Tenere conto delle variazioni dimensionali dovute allo spessore del film - fondamentale per assemblaggi con tolleranze strette
Seguendo queste linee guida, è possibile specificare e finire estrusi in alluminio che soddisfano sia i requisiti tecnici che quelli produttivi. Successivamente, analizzeremo come questi criteri si applicano nelle soluzioni di finitura reali, partendo da una panoramica sulle offerte integrate di trattamento superficiale.
Soluzioni Shaoyi per il Trattamento Superficiale degli Estrusi Automobilistici
Quando stai cercando parti per estrussione in alluminio per i programmi automobilistici, diventa evidente la necessità di un partner affidabile e integrato per la finitura. Immaginate di avere tutti i principali processi di finitura - anodizzazione (decorativa e dura), verniciatura a polvere, e-coat e sistemi avanzati di pittura - disponibili in un unico luogo, supportati da un solido sistema di controllo qualità e tracciabilità completa. È precisamente ciò che offre Shaoyi, una delle principali aziende di finitura per alluminio, per gli estrusi in alluminio automobilistici.
Cosa Offre Shaoyi per gli Estrusi Automobilistici
Shaoyi si distingue per l'offerta di un'ampia gamma di opzioni di trattamento superficiale per estrusi in alluminio automobilistico. Le loro capacità includono:
- Anodizzazione: Finiture decorative per listelli visibili o anodizzazione dura per aree soggette a usura intensa
- Imprimitura in polvere: Ampia gamma di colori e texture, ideali per componenti esterni o sotto il cofano
- E-Coat (verniciatura elettroforetica): Copertura primer ultra-uniforme, in particolare per profili complessi o chiusi
- Sistemi di verniciatura: Cicli di verniciatura e primer a umido, inclusi finitura naturale e verniciatura per applicazioni sensibili al costo
- Prettrattamento e Mascheratura: Pulizia precisa, rivestimenti di conversione (inclusi senza cromati) e mascheratura/tappatura personalizzata per filetti, fori e altre caratteristiche critiche
Tutti i processi sono supportati da documentazione e mappatura degli standard ASTM, SAE, ISO e MIL-A-8625, garantendo un perfetto allineamento con le specifiche dell'acquirente e i requisiti globali dei costruttori (OEM) sorgente ).
Dove si distingue e quando sceglierlo
Perché affidarsi a un'unica azienda per il trattamento dell'alluminio per tutte le tue esigenze di estrusione? Ecco in che modo l'approccio di Shaoyi si distingue:
- Flusso di processo integrato: Ogni fase, dal pretrattamento all'ispezione finale, è gestita all'interno di un unico stabilimento, riducendo i tempi di consegna e minimizzando gli errori di passaggio
- Gestione della qualità automotive: Supporto APQP/PPAP, controllo avanzato del processo e certificazione IATF 16949
- Mappatura dello spessore del rivestimento: Documentazione dettagliata per geometrie complesse e superfici critiche
- Consulenza su leghe e tempra: Consigli esperti per garantire la compatibilità con i cicli di cottura della vernice o con l'assemblaggio a valle
- Continuità di fornitura: Esperienza consolidata nel supporto di programmi di produzione OEM ad alto volume
Se stai gestendo un programma in cui sono importanti estetica, resistenza alla corrosione e produttività, il modello full-service di Shaoyi semplifica il tuo workflow e riduce i rischi.
Pro e contro
Punti a favore
- Soluzione unica per tutti i principali rivestimenti e trattamenti superficiali in alluminio
- Controllo qualità integrato e conformità agli standard (ASTM, SAE, ISO, MIL-A-8625)
- Competenza sia nei finiti decorativi che funzionali per componenti in alluminio rivestiti
- Riduzione dei passaggi tra fornitori, minimizzando il rischio di incomprensioni comunicative
- Supporto per complessi requisiti di mascheratura/tappatura e processi multipli
Punti deboli
- Potrebbero essere richieste quantità minime d'ordine (MOQs) per alcuni finiti
- I piani di produzione potrebbero essere allineati alle finestre di lotto automobilistico, influenzando la flessibilità per lotti molto piccoli
Casi d'uso e leghe compatibili
- Finitura esterna che richiede classi di aspetto: Utilizzare l'anodizzazione decorativa o la verniciatura a polvere per garantire un colore e una lucentezza uniformi sulle superfici visibili
- Elementi strutturali che necessitano di compatibilità con il forno di verniciatura: Selezionare la lega/temperatura e il sistema di rivestimento appropriati per resistere ai processi di assemblaggio a valle
- Componenti dell'involucro della batteria che necessitano di elettrodeposizione sotto il rivestimento finale: Ottenere un'elevata resistenza alla corrosione anche in geometrie complesse e chiuse
Controllo qualità e supporto agli standard
Le soluzioni per il trattamento superficiale di Shaoyi si basano su un rigoroso controllo della qualità. Ogni lotto di alluminio rivestito o profilo finito viene ispezionato per verificare:
- Spessore e uniformità del rivestimento (utilizzando metodi non distruttivi)
- Resistenza adesiva e alla corrosione (secondo le pertinenti norme ASTM/ISO/MIL)
- Aspetto e lucentezza per finiture decorative
- Corretta mascheratura e protezione di elementi critici
L'assistenza tecnica include piani di mappatura dettagliati, documentazione tracciabile e indicazioni per scegliere la finitura appropriata per la lega e la geometria del pezzo selezionati.
Le vostre estrusioni beneficiano di una finitura e una tracciabilità del controllo qualità da un'unica fonte attraverso diverse tecnologie di rivestimento, aiutandovi a evitare i problemi legati alla coordinazione di più fornitori e garantendo che ogni componente rispetti gli standard automobilistici.
Scegliendo un'azienda affidabile per la finitura dell'alluminio come Shaoyi, otterrete un partner in grado di fornire sia alluminio rivestito che gruppi completamente finiti, tutti all'interno di un unico sistema di qualità integrato. In seguito, analizzeremo come i singoli tipi di finitura – a partire dall'anodizzazione di tipo II – si inseriscono nel settore automobilistico.
Anodizzazione di Tipo II
Panoramica sull'Anodizzazione di Tipo II e Opzioni di Aspetto
Quando immagini l'aspetto uniforme e sofisticato delle rifiniture automobilistiche di alta qualità, molto probabilmente stai osservando il risultato dell'anodizzazione di Tipo II. Ma cosa rende così efficace questo processo sia per le prestazioni che per l'estetica? L'anodizzazione di Tipo II, spesso chiamata anodizzazione con acido solforico, crea uno strato controllato di ossido sull'alluminio, migliorando sia la protezione contro la corrosione che l'appeal visivo.
Questa finitura è apprezzata soprattutto per la sua capacità di offrire diverse varianti estetiche. Potrai notare opzioni come:
- Alluminio anodizzato satinato: Una lucentezza delicata e poco brillante che resiste alle impronte digitali e si abbina bene ad altri materiali
- Finitura opaca per alluminio: Ottenuta tramite sabbiatura o incisione prima dell'anodizzazione, offre un aspetto morbido e non riflettente
- Finitura spazzolata per alluminio: Creata con una spazzolatura meccanica prima dell'anodizzazione, per un effetto lineare e leggermente ruvido
- Tintura colorata: Lo strato di ossido assorbe facilmente i coloranti, permettendo una vasta gamma di colori, dal naturale argento fino al nero intenso, bronzo o tonalità personalizzate
Un vantaggio fondamentale dell'anodizzazione di tipo II è la capacità di produrre una finitura satinata su alluminio uniforme che non si scheggia, non si stacca a pezzi e non sbiadisce nel tempo. La finitura è parte integrante della superficie, non uno strato separato, quindi mantiene la sua integrità anche con un utilizzo regolare.
Automotive Performance Fit
Perché l'anodizzazione di tipo II è una scelta così popolare per le estrusioni in alluminio automotive? Si tratta semplicemente di trovare un equilibrio tra durabilità, aspetto estetico e affidabilità del processo. Lo strato di ossido formato durante l'anodizzazione agisce come una barriera robusta contro la corrosione, rendendola ideale per profili esterni ed interni, traverse del tetto e dettagli decorativi esposti a condizioni ambientali variabili.
Inoltre, la finitura satinata in alluminio è altamente compatibile con l'assemblaggio a valle e i processi secondari. La superficie anodizzata può essere lasciata così com'è per un look metallico premium, oppure rivestita con vernici, inchiostri o marcature laser quando necessario per il branding o l'identificazione dei componenti. Sigillare lo strato anodizzato è una pratica standard, per bloccare il colore e migliorare la resistenza a macchie o attacchi ambientali. Questo rende l'anodizzazione di Tipo II ideale per componenti che devono apparire eccellenti e durare nel tempo, senza il rischio di impolveramento, scolorimento o ossidazione.
Pro e contro
Punti a favore
- Eccellente resistenza alla corrosione per la maggior parte degli ambienti automobilistici
- Aspetto uniforme e ripetibile — particolarmente importante per le modanature visibili
- Ampia gamma di finiture: satinata, opaca e spazzolata, con o senza colori
- Superficie integrata, non sfogliante — nessun rischio di scaglie come per la vernice
- Ecologica; nessun VOC e manutenzione minima richiesta
- Possibilità di ritocco su graffi minori con kit di riparazione
Punti deboli
- Minore resistenza all'usura rispetto all'anodizzazione dura (Tipo III) per componenti ad alto attrito
- Richiede un controllo preciso del processo per mantenere costante il colore e la lucentezza tra i diversi lotti
- Gli effetti termici durante il montaggio (ad esempio, saldatura) possono alterare il colore della finitura
- Non adatto per superfici soggette a usura intensa o a carico
Casi d'uso e punti di controllo qualità
- Finiture esterne: Maniglie delle porte, cornici dei finestrini e particolari della griglia anteriore dove si desidera una finitura satinata in alluminio
- Parti decorative interne: Inserti del cruscotto, cornici dei comandi e finiture dei sedili, che beneficiano della sensazione tattile e della coerenza visiva offerte da una finitura satinata in alluminio
- Tergicristallo del tetto: Dove la corrispondenza del colore e la stabilità ai raggi UV sono fondamentali per preservare l'aspetto nel lungo termine
L'assicurazione della qualità per l'anodizzazione di tipo II prevede generalmente:
- Controllo della qualità della sigillatura per garantire la massima resistenza alla corrosione
- Campione della classe estetica per uniformità di colore e lucentezza
- Test di adesione qualora vengano applicati vernici o inchiostri secondari
- Riferimento allo standard MIL-A-8625 Tipo II e agli standard specifici dei costruttori per la validazione
Consiglio: specificare sempre la preparazione superficiale desiderata – come spazzolatura, lucidatura o sabbiatura – prima dell'anodizzazione. Questo garantisce una finitura satinata uniforme su tutte le parti del vostro programma.
Grazie al mix di durata, flessibilità ed estetica raffinata, l'anodizzazione di tipo II continua a rappresentare lo standard per estrusi in alluminio automobilistici visibili e decorativi. Nella prossima sezione esploreremo come l'anodizzazione dura di tipo III aumenti ulteriormente la resistenza all'usura e all'abrasione in applicazioni più impegnative.
Anodizzazione Dura Tipo III
Fondamenti di Anodizzazione Dura per la Durabilità
Quando hai bisogno di un rivestimento che resista all'usura e al calore più estremi, l'anodizzazione dura — nota anche come anodizzazione di Tipo III — stabilisce lo standard. A differenza dell'anodizzazione decorativa, quella dura forma uno strato molto più spesso e compatto di ossido di alluminio, ottenuto facendo avvenire il processo di anodizzazione a temperature più basse e con densità di corrente più elevate. Il risultato è un rivestimento protettivo per l'alluminio molto resistente, ideale per interfacce scorrevoli, dispositivi soggetti a usura intensa e componenti esposti a attrito o abrasione ( riferimento ).
I rivestimenti in anodizzazione dura hanno uno spessore compreso tipicamente tra 0,0005 e 0,0030 pollici, con circa la metà dello spessore che penetra nel substrato e l'altra metà che si forma sulla superficie. L'ossido più denso offre un'eccellente resistenza all'abrasione e al calore moderato, rendendolo la scelta migliore per parti in movimento e meccanismi. Tuttavia, è importante notare che gli strati di anodizzazione dura appaiono più scuri — spesso grigio scuro, bronzo o nero — a seconda della lega e dello spessore, e sono meno decorativi rispetto ai finiti di Tipo II. Se richiesto un colore, il nero è l'opzione più affidabile a causa della natura del film di ossido.
Vincoli di design e adattamento automobilistico
Come si inserisce l'anodizzazione dura nell'ingegneria delle superfici in alluminio automobilistico? La noterai ogni volta che siano essenziali la durata e l'attrito ridotto: pensa ai binari dei sedili, alle guide del tetto apribile, alle braccia delle cerniere o alle guide di scorrimento. La microstruttura colonnare fine dello strato anodizzato può essere lucidata per ottenere una superficie opaca più liscia, riducendo l'attrito e prolungando la vita utile in applicazioni di scorrimento ( riferimento ).
Tuttavia, questo tipo di rivestimento in ossido di alluminio comporta alcune considerazioni di progettazione. L'aumento dello spessore del film può influenzare le tolleranze strette e deve essere considerato nei modelli e nei disegni CAD. Per accoppiamenti critici, è essenziale specificare la mascheratura per fori, filetti o superfici di messa a terra. Inoltre, sebbene l'anodizzazione dura offra un'elevata resistenza all'usura, può sviluppare microfessure attraverso lo spessore sotto carichi elevati o stress elevato, il che potrebbe ridurre la resistenza alla fatica in applicazioni dinamiche. Per questo motivo, la selezione accurata della lega, della geometria e del processo finito è un aspetto fondamentale delle migliori pratiche nell'ingegneria delle superfici dell'alluminio.
Pro e contro
Punti a favore
- Elevata resistenza all'usura e all'abrasione per componenti ad alto attrito
- Buona prestazione sotto condizioni moderate di calore e scorrimento
- Proprietà di isolamento elettrico—utile per isolare componenti
- Può essere lucidato per ridurre l'attrito (finitura opaca per alluminio)
- Rispetta gli standard MIL-A-8625 Tipo III e gli standard qualitativi automobilistici
Punti deboli
- Aspetto più scuro e meno decorativo—opzioni limitate di colori
- La formazione del film può alterare tolleranze strette; necessaria compensazione progettuale
- Possibilità di microfessurazioni nel rivestimento sotto carichi di fatica elevati
- Non adatto per componenti portanti dove la resistenza alla fatica è critica
- Richiede un controllo preciso del processo e mascheratura per geometrie complesse
Casi d'uso e punti di controllo qualità
- Componenti del sedile: Dove l'usura per scorrimento e il movimento ripetitivo richiedono una superficie resistente e a basso attrito
- Meccanismi del tetto apribile: Esposizione a contaminanti ambientali e abrasione meccanica
- Strutture delle cerniere e guide: Supportano il movimento e l'allineamento sotto carichi moderati
- Componenti hardware per alloggiamento batteria: Necessità di isolamento elettrico e resistenza all'usura
Controllo qualità per l'anodizzazione dura include:
- Mappatura dello spessore mediante metodi non distruttivi (correnti parassite, ultrasuoni)
- Verifica della resistenza all'usura tramite test di abrasione e attrito
- Ispezione dei bordi, fori e aree mascherate per copertura e precisione dimensionale
- Riferimento a MIL-A-8625 Tipo III e protocolli specifici del produttore per la validazione
Consiglio: Bilanciare sempre lo spessore del film con le dimensioni critiche quando si specifica l'anodizzazione dura. Indicare i requisiti di mascheratura per fori, filettature o contatti elettrici: questo è un passo fondamentale nell'ingegnerizzazione delle superfici in alluminio per estrusi automobilistici.
Comprendendo i punti di forza e le limitazioni dell'anodizzazione dura come rivestimento protettivo per l'alluminio, è possibile prendere decisioni informate per applicazioni automobilistiche ad alto usura. Successivamente, vedremo come la verniciatura a polvere aumenta la durata e la flessibilità cromatica per estrusi in alluminio esterni e sotto il cofano.
Rivestimento a polvere
Scelta delle resine in polvere e pretrattamento
Quando hai bisogno di un rivestimento che resista alle sollecitazioni della strada mantenendo nel contempo un colore intenso, la verniciatura a polvere è la scelta ideale per estrusi in alluminio automobilistico. Ma cosa la rende così efficace? Tutto inizia dalla resina in polvere stessa, generalmente a base di poliestere, epossidica o formulazioni ibride. Tra queste, le polveri a base di poliestere sono la prima scelta per applicazioni esterne o esposte ai raggi UV, grazie alle loro eccezionali proprietà di resistenza atmosferica e di mantenimento del colore. Le polveri epossidiche offrono un'elevata resistenza chimica, ma vengono generalmente utilizzate per componenti interni o sotto il cofano motore a causa della loro minore stabilità ai raggi UV. Le polveri ibride combinano le caratteristiche delle altre due tipologie per rispondere a specifiche esigenze di prestazione.
La strada verso un rivestimento robusto per l'alluminio inizia con un'accurata fase di pretrattamento. Immagina di preparare un componente per essere verniciato: qualsiasi residuo di olio, sporco o ossido non rimosso può compromettere il risultato finale. Il processo inizia con una pulizia approfondita, utilizzando metodi come lavaggi alcalini, bagni solventi o persino la pulizia ultrasonica per geometrie complesse ( sorgente ). Successivamente, viene applicato un rivestimento di conversione (spesso privo di cromati per conformità ambientale) per migliorare l'adesione e la resistenza alla corrosione, creando una superficie uniforme e inerte che aiuta la polvere ad aderire e a comportarsi come previsto. I passaggi di risciacquo sono critici: eventuali residui lasciati possono causare bolle o guasti precoci.
Prestazioni e Compatibilità di Assemblaggio Automobilistico
La verniciatura a polvere è apprezzata per la sua durabilità, resistenza alle scheggiature e la capacità di fornire uno strato protettivo spesso che protegge l'alluminio sia dalla corrosione che dall'impatto. Nell'automotive, ciò significa che profili esterni, traverse del tetto e telai dei pacchi batteria possono mantenere il loro aspetto e integrità anche dopo anni di esposizione al sole, sale e sostanze chimiche.
Tuttavia, noterai alcune sfide uniche durante il rivestimento di estrusi in alluminio con sezioni complesse. L'effetto gabbia di Faraday può causare una copertura sottile o irregolare nelle cavità profonde o negli angoli stretti. Per questo motivo, è essenziale utilizzare un corretto posizionamento, messa a terra e tecnica di spruzzatura, in modo da garantire che la polvere raggiunga ogni superficie. Per i componenti che saranno sottoposti a cicli di verniciatura successivi, è fondamentale specificare una tolleranza all'eccesso di cottura nelle tue specifiche, poiché un calore eccessivo può alterare la lucentezza, il colore o addirittura causare la perdita di adesione.
Pro e contro
Punti a favore
- Gamma cromatica e finiture eccezionali (opaco, lucido, strutturato)
- Superficie resistente a scheggiature e graffi
- Rivestimento spesso e uniforme protegge da corrosione e impatti
- Nessun VOC – applicazione ecologicamente sostenibile
- La polvere in eccesso di spruzzatura può essere recuperata, riducendo gli sprechi
- Tempi di indurimento rapidi supportano una produzione ad alto rendimento
Punti deboli
- Problemi di copertura su geometrie complesse o rientranti (effetto Faraday)
- Lo spessore del film può influenzare tolleranze strette – potrebbero essere necessari aggiustamenti al progetto
- La riparazione è possibile ma richiede la rimozione e la riverniciatura
- Opzioni di ritocco limitate rispetto alla vernice liquida
- Richiede un pretrattamento robusto per massimizzare l'adesione e la durata
Applicazioni e punti di controllo qualità
- Finiture esterne: La verniciatura a polvere garantisce una protezione duratura contro la corrosione e mantiene il colore su maniglie delle porte, cornici delle finestre e particolari della griglia.
- Barre e traversini del tetto: L'esposizione ai raggi UV e alle intemperie richiede un rivestimento per alluminio resistente con lucentezza e tonalità stabili.
- Telai del pacco batteria: La resistenza chimica è fondamentale per componenti sotto il cofano o per involucri di batterie esposti a fluidi e sbalzi di temperatura.
- Coperchi di ispezione e staffe: Dove resistenza a impatto e abrasione sono importanti tanto quanto l'aspetto.
Il controllo qualità per i rivestimenti delle parti in alluminio include:
- Verifiche di adesione (test a croce o con nastro)
- Verifica della reticolazione (sfregamento con solvente, durezza con matita)
- Verifiche di lucentezza e uniformità del colore
- Misurazione dello spessore del rivestimento (metodi magnetici o a correnti parassite)
Consiglio: Specificare la tolleranza alla cottura eccessiva per le parti rivestite a polvere che subiranno ulteriori cicli di cottura della vernice durante l'assemblaggio finale. Questo passaggio aiuta a mantenere l'integrità di colore, lucentezza e adesione durante il processo produttivo.
La verniciatura a polvere si distingue come un metodo versatile, resistente e sostenibile per rivestire estrusi di alluminio nell'industria automobilistica. Quando si necessita di un finitura che bilanci estetica, protezione ed efficienza produttiva, un rivestimento in alluminio ben specificato è spesso la scelta migliore. Successivamente, approfondiremo i sistemi di elettrodeposizione (e-coat), ideali per ottenere una copertura estremamente uniforme su profili complessi e come fondo antiruggine sotto i rivestimenti finali.
E-coat
Panoramica sui sistemi E-Coat e varianti
Quando stai cercando un rivestimento protettivo per estrusi di alluminio con forme complesse o nicchie profonde, l'e-coat (pitturazione elettroforetica) si distingue come una delle soluzioni più indicate. Ma come funziona? Immagina di immergere il tuo pezzo di alluminio in un bagno in cui particelle di vernice cariche elettricamente vengono attratte su ogni superficie esposta, persino all'interno di angoli e cavità strette. Questo processo, noto anche come elettrodeposizione, utilizza resine epossidiche catodiche o acriliche per creare uno strato sottile e uniforme, al contempo resistente e costante.
Gli e-coat epossidici catodici sono apprezzati per la loro elevata resistenza alla corrosione e vengono ampiamente utilizzati come primer nelle applicazioni automobilistiche. I rivestimenti elettroforetici a base acrilica, invece, offrono una maggiore stabilità ai raggi UV e vengono talvolta scelti per componenti che rimarranno visibili. Indipendentemente dal tipo di resina, il tratto distintivo dell'e-coat è la sua capacità di fornire un deposito uniforme del film, tipicamente tra i 15 e i 25 micron, su tutta la superficie del pezzo, superando molte vernici tradizionali in termini di adattabilità su geometrie complesse.
Prestazioni automobilistiche e compatibilità del topcoat
Perché gli ingegneri automobilistici indicano l'e-coat come base per il trattamento delle superfici in alluminio? La risposta risiede nella sua ineguagliabile combinazione di protezione contro la corrosione e processi ad alto rendimento. L'e-coat forma una barriera continua che protegge l'alluminio dall'umidità, dal sale e da altri agenti corrosivi, rendendola una base ideale per ulteriori rivestimenti o come finitura autonoma per componenti nascosti o semi-visibili. È frequente osservare l'utilizzo dell'e-coat come primer sotto topcoat a polvere o liquidi, garantendo un'adesione forte e una durata nel tempo per componenti esterni e del sottoscocca.
Un altro vantaggio: l'uniformità dell'e-coat implica meno punti deboli o bordi sottili dove la corrosione potrebbe iniziare. Questo lo rende particolarmente prezioso per estrusi automobilistici in alluminio che presentano sezioni cave, supporti con sagomature complesse o assemblaggi con giunti sovrapposti. Inoltre, il processo è altamente scalabile, perfetto per il finitura di prodotti in grandi volumi negli impianti automobilistici moderni.
Pro e contro
Punti a favore
- Eccellente resistenza alla corrosione – forma una base protettiva robusta
- Filmato ultra-uniforme, anche su profili complessi o rientranti
- Supporta la produzione automatizzata ad alto rendimento
- Riduce lo spreco di materiale rispetto ai rivestimenti a spruzzo
- Compatibile con top coat in polvere o liquidi per ulteriore protezione o colorazione
Punti deboli
- Richiede un pretrattamento preciso e accurato per un'adesione ottimale
- Alto investimento iniziale per attrezzature e impianto
- Opzioni limitate di colori e aspetto come finitura autonoma
- Non adatto per substrati non conduttivi (l'alluminio deve essere pulito e conduttivo)
Applicazioni e punti di controllo qualità
- Assemblaggi in alluminio adiacenti al telaio carrozzeria: L'e-coat fornisce un fondo protettivo contro la corrosione per componenti integrati con strutture in acciaio.
- Interni dell'involucro della batteria: Una copertura uniforme all'interno di alloggiamenti complessi garantisce lunga durata e sicurezza.
- Staffe e componenti di montaggio: L'e-coat agisce come base protettiva sotto i rivestimenti colorati, soprattutto nelle aree esposte.
Il controllo qualità per i trattamenti superficiali in alluminio con e-coat include tipicamente:
- Controllo della vasca per monitorare la chimica e la conduttività della vernice
- Test di adesione (griglia o prova con nastro)
- Verifica della cottura per assicurare un corretto indurimento del film
- Misurazione dello spessore per confermare un rivestimento uniforme
Indicare sempre la compatibilità tra la chimica dell'e-coat e qualsiasi sigillante o adesivo successivo. Materiali incompatibili possono causare contaminazioni o problemi di adesione, compromettendo l'efficacia dei trattamenti superficiali dell'alluminio.
La capacità unica dell'e-coat di fornire rivestimenti di alta qualità e ultra-uniformi per estrusioni in alluminio ne fa un pilastro fondamentale nella finitura moderna dei prodotti automobilistici. Successivamente, esploreremo come la finitura mill combinata a primer e vernice offra un'alternativa flessibile ed economica per alcune applicazioni.
Finitura Mill con Primer e Vernice
Definizione di Finitura Mill e quando è indicata
Ti sei mai chiesto cosa sia la finitura grezza (mill finish) sugli estrusi di alluminio? In parole semplici, la finitura grezza si riferisce alla superficie dell'alluminio così come esce dall'estrusione, non trattata – direttamente dalla pressa, senza ulteriore lucidatura, trattamento chimico o rivestimento applicato. Questo stato grezzo è caratterizzato da un aspetto opaco, linee visibili del dado estrusore e occasionali segni o lievi graffi derivanti dal processo di produzione. L'alluminio con finitura grezza è apprezzato per il suo costo contenuto ed è spesso il punto di partenza per ulteriori trattamenti superficiali o rivestimenti.
Nel settore automobilistico, l'alluminio con finitura grezza può rappresentare una scelta pratica quando il componente verrà successivamente ricoperto con vernice oppure utilizzato in posizioni nascoste e protette. È particolarmente indicato per profili di interni, elementi strutturali nascosti o ricambi dove l'efficienza di costo e la flessibilità di colore sono più importanti rispetto a un aspetto metallico decorativo.
Ciclo di Applicazione di Primer e Vernice per Estrusi
Stai pensando di dipingere alluminio con finitura grezza? Il segreto per risultati duraturi risiede in una corretta preparazione della superficie. Poiché la superficie estrusa può presentare oli, ossidi o piccole imperfezioni, è fondamentale preparare correttamente l'alluminio prima della verniciatura per garantire adesione e resistenza alla corrosione. Ecco una procedura tipica:
- Pulizia della Superficie: Rimuovere oli, polvere e detriti utilizzando solventi o detergenti alcalini.
- Lisciatura Meccanica: Leggera spazzolatura o carteggiatura per uniformare le zone ruvide e ridurre al minimo le linee visibili del dado – questo passaggio aiuta a prevenire che i difetti della finitura grezza si notino attraverso la vernice.
- Pretreatment Chimico: Applicare una soluzione decapante o un agente di legante chimico per favorire l'adesione del fondo e migliorare ulteriormente la protezione contro la corrosione.
- Applicazione del Fondo per Alluminio: Utilizzare un fondo di alta qualità specifico per l'alluminio, per creare una base solida per la finitura.
- Applicazione della Vernice Finale: Applicare il colore e la finitura desiderati, che possono essere personalizzati per abbinarsi alle specifiche interne o esterne.
Ogni uno di questi passaggi è progettato per massimizzare la durata e l'aspetto dei sistemi di primer e vernice per alluminio, garantendo che il rivestimento rimanga resistente anche in condizioni di utilizzo automobilistico.
Pro e contro
Punti a favore
- Costo iniziale del rivestimento più basso: l'alluminio con finitura da laminatoio è economico e facilmente disponibile
- Massima flessibilità di colore e lucentezza grazie alla scelta della vernice
- Facile da ritoccare o riparare le superfici verniciate in loco
- Funziona bene per componenti dove l'aspetto non è critico o è nascosto alla vista
- Nessuna limitazione sulla geometria del pezzo: la vernice può essere applicata su estrusioni complesse
Punti deboli
- Richiede un'attenta pretrattamento: una preparazione inadeguata può causare scrostamento, sbucciatura o corrosione
- Maggiore rischio che eventuali difetti traspaiano attraverso la vernice se la superficie del laminatoio è ruvida o irregolare
- Meno resistente rispetto a finiture anodizzate o a polvere per ambienti esterni, ad alto usura o corrosivi
- Le finiture verniciate potrebbero richiedere manutenzione periodica o ritocchi
Applicazioni e punti di controllo qualità
- Rivestimenti interni verniciati: Alluminio con finitura grezza, primerizzato e verniciato per abbinarsi agli schemi cromatici interni, dove si richiede durabilità e possibilità di ritocco.
- Elementi strutturali nascosti: Componenti non visibili dopo l'assemblaggio ma che richiedono protezione contro la corrosione e finiture economiche.
- Parti di servizio con necessità di riparabilità sul campo: Le parti in alluminio con finitura grezza e verniciate possono essere facilmente carteggiate e riverniciate se danneggiate durante la manutenzione.
Il controllo qualità per questo sistema è fondamentale per garantire prestazioni e aspetto. I comuni punti di controllo includono:
- Test di adesione (griglia o strappo con nastro) dopo l'applicazione del primer e della vernice
- Misurazione dello spessore del film per verificare la copertura e la durabilità
- Controllo del colore e del brillantezza rispetto ai campioni di specifica
- Test di corrosione ciclica per parti esposte a ambienti aggressivi
Consiglio: Specificare sempre i passaggi di levigatura superficiale, come spazzolatura leggera o carteggiatura, prima di applicare il fondo su alluminio finito al mill. Questa pratica riduce al minimo il rischio che un difetto del finito al mill traspaia dalla vernice finale, ottenendo un aspetto più liscio e professionale.
Sebbene il finito al mill con primer e vernice non offra la durata premium o l'estetica di soluzioni anodizzate o a polvere, rimane una soluzione economica e versatile per molte esigenze di estrusione in alluminio automobilistico. Successivamente, metteremo a confronto tutti i tipi di finitura in un confronto diretto per aiutarti a scegliere la soluzione migliore per le esigenze del tuo progetto.
Confronto Diretto e Matrice Decisionale per le Finiture di Estrusione in Alluminio Automobilistico
Quando si sceglie tra le diverse opzioni di trattamento superficiale per estrusi in alluminio automobilistici, il numero considerevole di variabili può risultare schiacciante. Quale finitura garantisce il giusto equilibrio tra protezione, aspetto estetico, produttività e costo per la tua applicazione specifica? Per semplificare il processo, abbiamo preparato un confronto chiaro e diretto tra le finiture più apprezzate. Questa tabella e la guida rapida alla decisione ti aiuteranno a selezionare la finitura superficiale in alluminio più adatta al tuo progetto, evitando dubbi sulla specifica scelta.
Confronto diretto in base ai criteri automobilistici
| Opzione di finitura | Idoneità per l'utilizzo automobilistico | Resistenza alla corrosione | Resistenza all'usura | Gamma di aspetto estetico | Compatibilità con la verniciatura e cottura | Costo relativo | Tempo di consegna | Riciclabilità | Normative di riferimento |
|---|---|---|---|---|---|---|---|---|---|
| Soluzioni Shaoyi per il trattamento superficiale | Soluzione integrata per componenti esterni, strutturali e speciali | Alto | Alto | Ampia (decorativa, funzionale, colori/texture personalizzati) | Alto | Medio | Medio | Alto | ASTM, SAE, ISO, MIL-A-8625 |
| Anodizzazione di tipo II | Finitura visibile, decorativa interna/esterna | Medio-Alto | Medio | Opaco, satinato, colori tinti | Medio | Medio | Medio | Alto | MIL-A-8625 Tipo II, OEM |
| Anodizzazione Dura (Tipo III) | Alta usura, scorrimento, strutturale | Alto | Molto elevato | Scuro, colori limitati | Medio | Medio-Alto | Medio | Alto | MIL-A-8625 Tipo III, OEM |
| Rivestimento a polvere | Finitura esterna, vano motore, telai batteria | Alto | Alto | Estesa (matt, lucida, strutturata, personalizzata) | Alto | Medio | Basso-Medio | Alto | ASTM, ISO, OEM |
| E-coat | Profili complessi, primer per assemblaggi | Molto elevato | Medio | Limitata (soprattutto nero/grigio, semi-lucida) | Alto | Medio | Medio-Alto | Alto | ASTM, ISO, OEM |
| Finitura Mill con Primer e Vernice | Parti interne nascoste, di servizio o verniciate | Medio | Basso-Medio | Illimitata (in base al sistema di verniciatura) | Medio | Basso | Basso | Alto | ASTM, ISO, OEM |
Questa visualizzazione affiancata rende semplice confrontare le finiture superficiali per componenti metallici, evidenziando dove ciascuna eccelle e i compromessi da considerare per il tuo programma automobilistico.
Considerazioni su costi e tempi di consegna
- Soluzioni integrate (come Shaoyi) possono semplificare la tua catena di approvvigionamento e ridurre i tempi totali di consegna, specialmente quando sono richieste più finiture o controlli qualità complessi.
- Anodizzazione di tipo II e rivestimento a polvere offrono un equilibrio moderato tra costo, produttività e aspetto per la maggior parte dei componenti di finitura e visibili.
- Anodizzazione dura e e-coat comportano generalmente costi maggiori di controllo del processo e di controllo qualità, ma garantiscono prestazioni eccezionali per componenti critici soggetti a usura o corrosione.
- Finitura grezza con primer/vernice è la soluzione più economica, spesso con il tempo di consegna più breve, ma richiede una preparazione accurata ed è ideale per componenti non visibili o facilmente manutenibili.
Per progetti che richiedono finiture multiple o finestre produttive strette, lavorare con un'unica fonte come Shaoyi Metal Parts Supplier —un importante fornitore integrato di soluzioni per componenti metallici di precisione per auto in Cina—significa che le vostre parti in profilo estruso di alluminio possono essere finite e qualificate sotto un unico processo PPAP e un unico piano di approvvigionamento, riducendo i rischi e semplificando la comunicazione.
Matrice di decisione e selezioni rapide
- Aspetto esterno di classe A: Scegliere la verniciatura a polvere o l'anodizzazione di tipo II per un'ampia gamma di colori e uniformità visiva.
- Trattamento base contro la corrosione del sottoscocca: E-coat o soluzioni integrate Shaoyi per una protezione robusta e uniforme, specialmente su profili complessi.
- Applicazioni con elevata usura o di scorrimento: Anodizzazione dura (Tipo III) o trattamenti Shaoyi dedicati all'usura.
- Parti poco visibili e sensibili al costo: Superficie grezza con primer e vernice per flessibilità e facile riparazione in campo.
- Processi multipli o esigenze personalizzate: Finiture superficiali integrate Shaoyi per metalli, con controllo qualità e documentazione da un'unica fonte.
Osservazione chiave: Specificare sempre nel disegno i requisiti di pretrattamento e mascheratura. Questo passaggio è fondamentale per evitare guasti a valle, ritorni in lavorazione o richieste di garanzia, indipendentemente dalla finitura superficiale dell'alluminio selezionata.
Mentre completi la tua specifica, ricorda che la scelta migliore non riguarda solo la finitura in sé, ma quanto bene si allinea con i tuoi obiettivi di produzione, costo e qualità. Successivamente, concluderemo con suggerimenti pratici per la stesura delle specifiche e il passaggio al fornitore, assicurandoti che la superficie trattata dell'alluminio da te scelta offra un valore duraturo sul campo.
Raccomandazione Finale e Consigli per la Stesura delle Specifiche per le Estrusioni in Alluminio Automobilistico
Quale finitura scegliere per il tuo programma
Quando arrivi al momento della decisione finale, è facile sentirsi sopraffatti dalla gamma di trattamenti superficiali per l'alluminio disponibili. Quindi, come individuare la soluzione migliore per il tuo progetto? Immagina di stare progettando un nuovo contenitore per batteria di un veicolo elettrico, oppure di rinnovare le modanature esterne di un SUV di prossima generazione: la tua scelta del trattamento superficiale per l'alluminio influenzerà direttamente ogni aspetto, dalla durata al costo, fino alla percezione del marchio. Ecco una guida rapida per aiutarti ad associare le tue esigenze alla finitura corretta:
- Ossidazione anodica: Selezionare per resistenza alla corrosione decorativa e un aspetto metallico premium e duraturo.
- Anodizzazione Dura: Scegliere per aree soggette ad alto usura o componenti scorrevoli, come binari dei sedili o guide del tetto apribile.
- Imprimitura in polvere: Ideale per colori duraturi, resistenza chimica e una vasta gamma di opzioni estetiche su parti esterne o sotto il cofano.
- E-Coat: Da scegliere come primer resistente alla corrosione, specialmente per profili complessi o parti che necessitano di una base solida sotto altri rivestimenti.
- Finitura Naturale alluminio più Primer/Vernice: Preferire questa opzione per componenti verniciati poco costosi o per parti strutturali nascoste dove flessibilità e facilità di ritocco sono prioritarie.
Ciascuna di queste opzioni di trattamento superficiale per l'alluminio svolge un ruolo unico, quindi valutare attentamente le esigenze di esposizione, usura, aspetto estetico e budget della Vostra applicazione prima di definire la specifica.
Lingua Tecnica e Note sui Disegni
Specifiche chiare e basate su standard sono la tua migliore difesa contro confusioni o lavori di rifinitura. Ecco un modello che puoi adattare per la maggior parte dei progetti relativi a estrusioni in alluminio:
Finitura: [processo]. Prelavorazione: [conversione, senza cromati preferibile]. Standard: [ASTM/ISO/MIL come applicabile]. Test: adesione, spessore, classe estetica, corrosione ciclica in base al protocollo OEM. Mascheratura: [caratteristiche]. Compatibilità con il forno di verniciatura: [sì/no].
Quando stai valutando come preparare l'alluminio per la verniciatura o qualsiasi altro rivestimento, indica sempre esplicitamente i passaggi di levigatura, pulizia e mascheratura direttamente sui disegni. Questo garantisce che tutti, dal design alla produzione, comprendano le aspettative per ogni trattamento superficiale dell'alluminio.
Checklist per il passaggio al fornitore
Immagina che il tuo progetto sia pronto per essere consegnato. Ecco una checklist per rendere agevole l’interazione con il fornitore e mantenere il piano qualità sulla giusta traiettoria:
- Specifica lega e tempera per ogni estrusione
- Includi geometrie dettagliate e mappe di mascheratura (filetti, fori, contatti elettrici)
- Identificare i punti di applicazione per una copertura ottimale del rivestimento
- Evidenziare le dimensioni critiche e le tolleranze consentite (considerando lo spessore del film)
- Definire i criteri di accettazione e gli standard di riferimento per il controllo qualità
- Condividere un piano di campionamento e ispezione (primo articolo, lotto o controlli continui)
- Chiarire in anticipo la politica per interventi di riparazione e manutenzione in campo
Seguendo questi passaggi, ridurreete al minimo le sorprese e garantirete risultati consistenti e di alta qualità per il trattamento superficiale dell'alluminio scelto.
Pronto a unificare sotto un unico tetto il processo di finitura e il controllo qualità? Shaoyi Metal Parts Supplier —un importante fornitore cinese di soluzioni integrate per componenti metallici precisi per auto—può aiutarvi a semplificare ogni fase, dal progetto alla produzione su larga scala, per tutti i vostri componenti in alluminio estruso. La loro esperienza nei trattamenti superficiali per estrusi automobilistici in alluminio garantisce sempre la finitura corretta.
Domande frequenti
1. Quali sono i trattamenti superficiali più comuni per gli estrusi automobilistici in alluminio?
I trattamenti superficiali più utilizzati per le estrusioni automobilistiche in alluminio includono l'anodizzazione (Tipo II per estetica e resistenza alla corrosione, Tipo III per resistenza all'usura), la verniciatura a polvere per una colorazione duratura e protezione chimica, l'elettrodeposizione (e-coat) per una protezione uniforme contro la corrosione su forme complesse e la finitura mill con primer e vernice per una soluzione economica e flessibile. Ogni trattamento offre benefici specifici in termini di durabilità, aspetto estetico e compatibilità con gli standard di produzione automobilistica.
2. Come scelgo la finitura più adatta per il mio progetto di estrusione automobilistica in alluminio?
La scelta della finitura migliore dipende dai requisiti del tuo progetto in termini di resistenza alla corrosione, aspetto estetico, resistenza all'usura e budget. L'anodizzazione decorativa è ideale per le modanature visibili, l'anodizzazione dura è adatta per componenti ad alto usura, la verniciatura a polvere offre colori vivaci e duraturi, l'elettrodeposizione (e-coat) è la soluzione migliore per profili complessi che richiedono una protezione uniforme, mentre la finitura grezza del laminatoio con vernice è una scelta economica per componenti nascosti o facilmente manutenibili. Valuta l'esposizione del componente, le esigenze di assemblaggio e gli standard qualitativi per effettuare la scelta corretta.
3. Qual è la differenza tra anodizzazione e verniciatura a polvere negli estrusi di alluminio?
L'anodizzazione crea uno strato di ossido integrato sulla superficie dell'alluminio, migliorando la resistenza alla corrosione e offrendo una gamma di finiture metalliche. L'anodizzazione di tipo II è apprezzata per il suo aspetto decorativo, mentre il tipo III (anodizzazione dura) offre una maggiore resistenza all'usura. La verniciatura a polvere, d'altra parte, è un rivestimento organico applicato in forma di polvere e poi polimerizzato per formare uno strato protettivo, colorato e durevole. La verniciatura a polvere permette una maggiore scelta di colori e texture, ma richiede un pretrattamento accurato per garantire un'ottimale adesione.
4. Perché il pretrattamento è importante prima di applicare qualsiasi finitura superficiale alle estrusioni in alluminio?
Il pretrattamento è fondamentale perché rimuove i contaminanti, migliora l'adesione e aumenta la resistenza alla corrosione. Una corretta pulizia e l'applicazione di un rivestimento di conversione (spesso senza cromati) garantiscono che la finitura scelta – che sia anodizzazione, polveri, e-coat o vernice – si leghi in modo sicuro e funzioni come previsto. Saltare o eseguire in modo inadeguato il pretrattamento può portare a guasti precoci come scrostamento, bolle o corrosione.
5. Quali sono i vantaggi nell'utilizzare un fornitore integrato come Shaoyi per i trattamenti superficiali degli estrusi in alluminio?
Collaborare con un fornitore integrato come Shaoyi semplifica il processo di finitura offrendo tutti i principali trattamenti superficiali, il controllo qualità e la gestione della catena di approvvigionamento sotto un unico tetto. Questo approccio riduce i tempi di consegna, minimizza il rischio di errori causati da più fornitori, garantisce la conformità agli standard automobilistici e offre un'assistenza esperta nella scelta della combinazione corretta di lega, geometria e finitura per la propria applicazione.