 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Stampaggio di componenti della colonna dello sterzo: guida alla produzione e ai materiali
Time : 2025-12-24
TL;DR
La stampaggio è il processo produttivo dominante per componenti di alta produzione e critici per la sicurezza componenti stampati per colonne dello sterzo , inclusi supporti di montaggio, meccanismi di regolazione dell'inclinazione e rivestimenti pieghevoli. Rispetto ai tradizionali metodi di fusione, la stampatura di metalli mediante acciai ad alta resistenza e bassa lega (HSLA) offre una significativa riduzione del peso e costi unitari inferiori, mantenendo al contempo rigorosi standard nei test di collisione. Questa guida analizza la fattibilità tecnica, le strategie di selezione dei materiali e i requisiti per i fornitori (come l'IATF 16949) necessari per progettare gruppi sterzanti robusti.
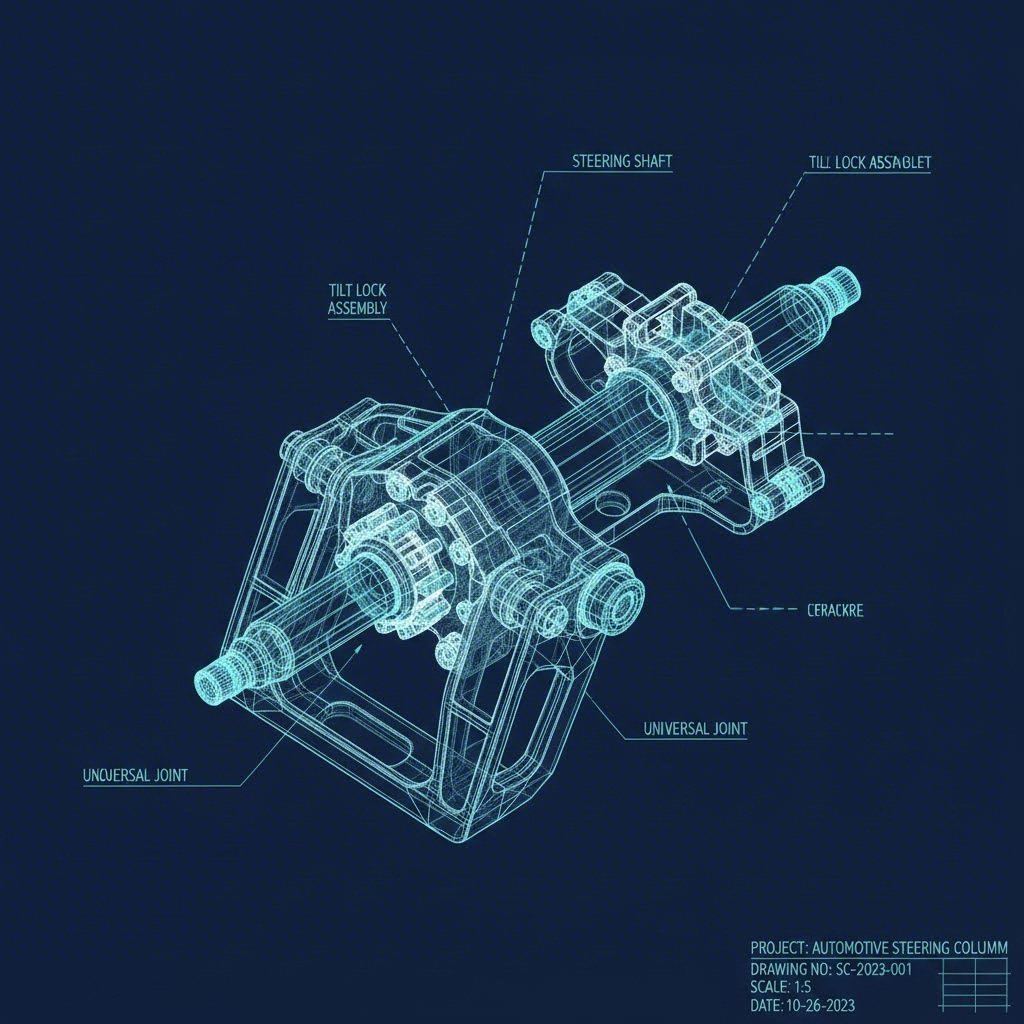
Componenti stampati critici nelle colonne dello sterzo
Le colonne di sterzo moderne sono sottoinsiemi complessi che richiedono un'elevata precisione per garantire sicurezza e comfort del conducente. La stampatura in metallo consente agli ingegneri di produrre geometrie intricate con elevata ripetibilità. I seguenti componenti sono i principali candidati per la stampatura progressiva e per la stampatura a transfer.
Supporti di fissaggio e rinforzi strutturali
La colonna dello sterzo deve essere rigidamente collegata al traverso trasversale del veicolo o al parafuoco per evitare vibrazioni. Negli applicativi di mercato di massa, i supporti stampati sono preferiti rispetto a quelli in lega di alluminio per via del loro rapporto resistenza-peso superiore. Questi supporti sono generalmente realizzati in acciaio HSLA per sopportare carichi statici elevati e forze operative dinamiche senza deformarsi.
Meccanismi di inclinazione e regolazione
L'ergonomia per il conducente dipende dai meccanismi di regolazione dell'inclinazione (rake) e del telescopio (reach). Le piastre di bloccaggio e i denti utilizzati in questi sistemi sono spesso stampati in forma quasi finita. La tranciatura di precisione è frequentemente impiegata in questo caso per ottenere bordi di taglio puliti, necessari per un innesto sicuro e scorrevole, eliminando così operazioni secondarie di lavorazione meccanica.
Giacche collassabili e zone di sicurezza
In caso di collisione frontale, la colonna dello sterzo è progettata per accartocciarsi, assorbendo energia al fine di proteggere il conducente. Questo risultato si ottiene spesso mediante piastre stampate e arrotolate o supporti a maglia che si deformano in modo controllato. I produttori utilizzano matrici specializzate per creare punti di concentrazione delle sollecitazioni o corrugazioni nel metallo, garantendo che il componente si pieghi in modo prevedibile sotto un carico specifico.
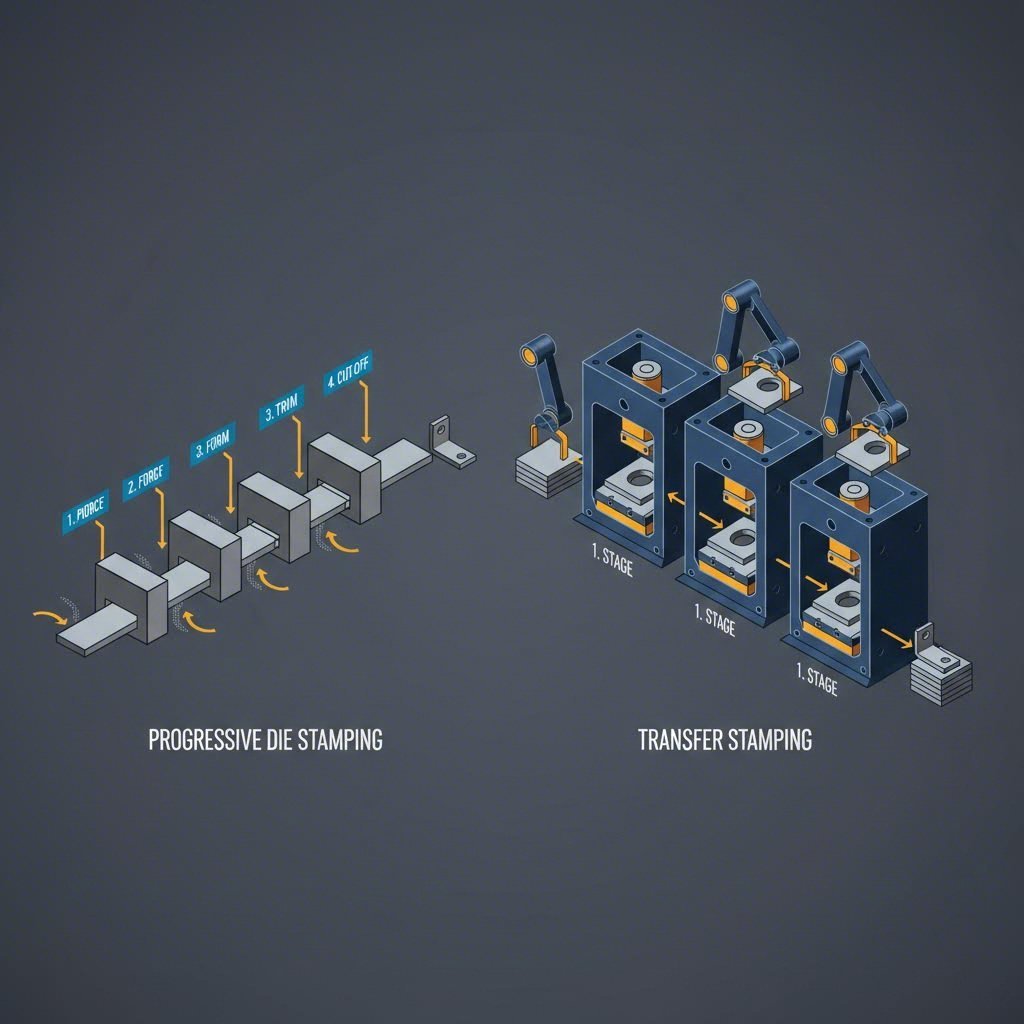
Processi produttivi: stampaggio progressivo vs. stampaggio a transfer
La scelta della metodologia di stampaggio corretta è fondamentale per bilanciare l'investimento negli attrezzi con il costo unitario. Per i componenti della colonna dello sterzo, la decisione ricade spesso tra lo stampaggio a matrice progressiva e lo stampaggio a trasferimento.
Stampaggio a stampo progressivo
Per componenti più piccoli e ad alto volume come le rotelle di bloccaggio, clip e supporti più piccoli, lo stampaggio a matrice progressiva è lo standard. In questo processo, una bobina metallica viene alimentata attraverso un'unica matrice dotata di diverse stazioni. Ogni stazione esegue un'operazione specifica — taglio, piegatura o foratura — mentre la striscia avanza. Questo metodo raggiunge un elevato numero di colpi al minuto (SPM), riducendo significativamente il tempo di ciclo e il prezzo unitario per programmi automobilistici ad alto volume.
Stampaggio a trasferimento per geometrie complesse
Le carcasse strutturali più grandi o componenti che richiedono imbutiture profonde necessitano spesso di stampaggio a trasferimento. A differenza degli stampi progressivi, dove i pezzi rimangono attaccati alla striscia, lo stampaggio a trasferimento sposta singole lamiere tra le stazioni utilizzando dita meccaniche. Questo consente operazioni di formatura più complesse e un migliore utilizzo del materiale, aspetto essenziale quando si lavora con acciai di qualità automobilistica costosi.
Dal prototipo alla produzione di massa
La validazione della fattibilità produttiva nelle fasi iniziali della progettazione è fondamentale. I costruttori automobilistici richiedono spesso ai fornitori di dimostrare capacità lungo tutto il ciclo di vita del prodotto. I produttori in grado di colmare il divario tra prototipazione rapida e produzione di massa offrono un vantaggio strategico. Ad esempio, Shaoyi Metal Technology fornisce soluzioni complete di stampaggio scalabili dai prototipi iniziali alla produzione ad alto volume, utilizzando presse fino a 600 tonnellate per fornire componenti critici come bracci di controllo e sottocorpi nel rispetto degli standard IATF 16949.
Sfide ingegneristiche e selezione dei materiali
La stampaggio di parti di sterzo critiche per la sicurezza richiede la gestione di complessi comportamenti metallurgici. Gli ingegneri devono considerare le proprietà dei materiali che influenzano sia la lavorabilità sia le prestazioni finali del componente.
Gestione del ritorno elastico negli acciai HSLA
Per ridurre il peso del veicolo, i produttori ricorrono sempre più agli acciai ad alta resistenza e bassa lega (HSLA). Sebbene resistenti, questi materiali presentano un notevole ritorno elastico, ovvero la tendenza del metallo a riprendere la forma originale dopo la formatura. Strategie di compensazione nella fase di progettazione degli stampi, guidate dall'analisi agli elementi finiti (FEA), sono essenziali per mantenere le tolleranze, in particolare per componenti accoppiati nelle colonne telescopiche.
Tolleranze strette e resistenza agli urti
I componenti dello sterzo devono funzionare senza gioco per garantire precisione nella guida. Le parti stampate devono mantenere tolleranze molto strette (spesso entro ± 0,05 mm) per evitare vibrazioni o giochi. Inoltre, il materiale deve mantenere la duttilità per prevenire crepe durante la rapida deformazione in caso di incidente. La selezione del giusto grado di acciaio richiede un equilibrio tra resistenza allo snervamento per la durata e allungamento necessario per l'assorbimento dell'energia.
Criteri di selezione del fornitore per la stampaggio automotive
L'approvvigionamento di componenti sterzanti stampati richiede un processo di valutazione che vada oltre il prezzo. Il sistema di gestione della qualità e le capacità tecniche del fornitore sono fondamentali.
- Certificazione IATF 16949: Questo è il requisito imprescindibile di base per i fornitori automotive, che garantisce allineamento dei sistemi di gestione della qualità con i requisiti dei costruttori OEM.
- Capacità interne di progettazione e produzione stampi: I fornitori dotati di reparti interni per gli stampi possono reagire più rapidamente alle modifiche progettuali e mantenere gli stampi in modo più efficace, riducendo i tempi di fermo macchina.
- Simulazione e progettazione congiunta: I fornitori di primo livello utilizzano software di simulazione per prevedere problemi di formatura prima che l'acciaio venga tagliato. Cercate partner disponibili a collaborare nella progettazione congiunta per ottimizzare la geometria del pezzo in funzione del processo di stampaggio.
- Assemblaggio aggiuntivo: Molti componenti dello sterzo richiedono operazioni secondarie. I fornitori che offrono saldature in linea, ribattitura o assemblaggio di supporti sui tubi forniscono una soluzione più completa, riducendo la complessità logistica.
Riepilogo della fattibilità produttiva
La transizione dalla fusione allo stampaggio nella produzione dei piantoni dello sterzo è guidata dalla continua ricerca del settore automobilistico nella riduzione del peso e nell'efficienza dei costi. Sfruttando processi avanzati come lo stampaggio a matrice progressiva e materiali come l'acciaio HSLA, gli ingegneri possono progettare componenti che soddisfano rigorosi standard di sicurezza ottimizzando al contempo i parametri produttivi. Il successo in questo ambito richiede una profonda conoscenza del comportamento dei materiali e una collaborazione con produttori qualificati e certificati.
Domande frequenti
1. Quali sono i componenti principali di un sistema di sterzo?
I componenti principali di un moderno sistema di sterzo sono il volante, la colonna di sterzo (che ospita l'albero e i meccanismi di sicurezza), il sistema di sterzo (rack e pignone o palla di ricircolo) e le barre di legame che trasferiscono la forza alle maniglie di sterzo alle ru Nei sistemi di servosterzo elettrico (EPS), un motore elettrico e un'ECU sono integrati nella colonna o nel rack.
2. La sua vita. Quale componente trasferisce la forza di sterzo alle ruote?
Le barre di legame sono i componenti critici di collegamento che trasferiscono il movimento laterale dal veicolo di sterzo alle manubri di sterzo alle ruote. Sono responsabili di spingere e tirare le ruote per cambiare l'angolo, assicurando che il veicolo risponda con precisione all'input del conducente.