 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Padroneggiare la Manutenzione degli Stampi per Prestazioni Ottimali
Time : 2025-12-10
TL;DR
La manutenzione efficace degli stampi per lo stampaggio dipende da un approccio proattivo e sistematico. Le migliori pratiche prevedono un programma regolare di pulizia, ispezione, affilatura e lubrificazione adeguata per prevenire guasti produttivi prima che si verifichino. Questa strategia non solo garantisce una qualità costante dei componenti, ma riduce in modo significativo i tempi di fermo macchina costosi e prolunga la durata operativa degli utensili.
Il principio fondamentale: manutenzione proattiva contro manutenzione reattiva
Il fondamento di qualsiasi programma di manutenzione degli stampi di successo è il passaggio da un approccio reattivo a uno proattivo. La manutenzione reattiva—risolvere i problemi solo dopo che si sono verificati—è destinata all'inefficienza operativa. Porta a guasti improvvisi, riparazioni d'emergenza, tassi più elevati di scarto e arresti produttivi costosi che interrompono i programmi e danneggiano la redditività. Un processo di manutenzione mal definito può ridurre drasticamente la produttività della linea di presse e introdurre significativi costi nascosti.
Al contrario, la manutenzione proattiva, o preventiva, è un approccio strategico basato su ispezioni periodiche e interventi programmati volti a identificare e correggere tempestivamente piccoli problemi prima che peggiorino. Come descritto dagli esperti presso JV Manufacturing Co. , questo metodo garantisce che gli utensili rimangano in ottime condizioni, migliorandone la durata e prolungandone la vita utile. Affrontando l'usura durante i fermi programmati, i produttori possono mantenere un flusso di lavoro continuo, ottenere budget per la manutenzione più stabili e prevedibili ed evitare il peso finanziario di interventi d'emergenza.
Le differenze operative e finanziarie tra queste due strategie sono nette. Un approccio proattivo migliora l'affidabilità delle apparecchiature, riduce la necessità di sostituzioni costose di componenti e assicura un ambiente produttivo più sicuro mitigando il rischio di malfunzionamenti. Adottare un atteggiamento proattivo non significa semplicemente riparare parti; significa controllare l'intero processo produttivo per garantire coerenza e qualità.
Manutenzione Proattiva vs. Reattiva: Un Confronto
| Fattore | Manutenzione proattiva | Manutenzione Reattiva |
|---|---|---|
| Costo | Costi prevedibili e pianificati per la manutenzione programmata. | Costi elevati e imprevedibili per riparazioni d'emergenza e straordinari. |
| Tempo operativo della pressa | Massimizzato, con manutenzione programmata durante i fermi pianificati. | Fermi frequenti e non pianificati che bloccano la produzione. |
| Qualità del pezzo | Costante e elevata, conforme agli standard di qualità. | Incoerente, con tassi più elevati di difetti e scarti. |
| Durata degli stampi | Significativamente prolungata grazie a una manutenzione regolare. | Accorciata a causa dell'usura eccessiva e dei guasti improvvisi. |
Procedure Essenziali di Manutenzione degli Stampi: Una Checklist Dettagliata
Una routine di manutenzione completa si basa su compiti specifici e ripetibili. I tipi più comuni di manutenzione degli stampi includono la pulizia, l'affilatura, l'inserimento di spessori (shimming) e l'ispezione o sostituzione dei componenti. Il dominio di queste procedure è essenziale per preservare l'integrità dello stampo e garantire la qualità di ogni pezzo prodotto. Uno stampo ben mantenuto favorisce un risultato costante, che è un caposaldo dell'elevata qualità artigianale.
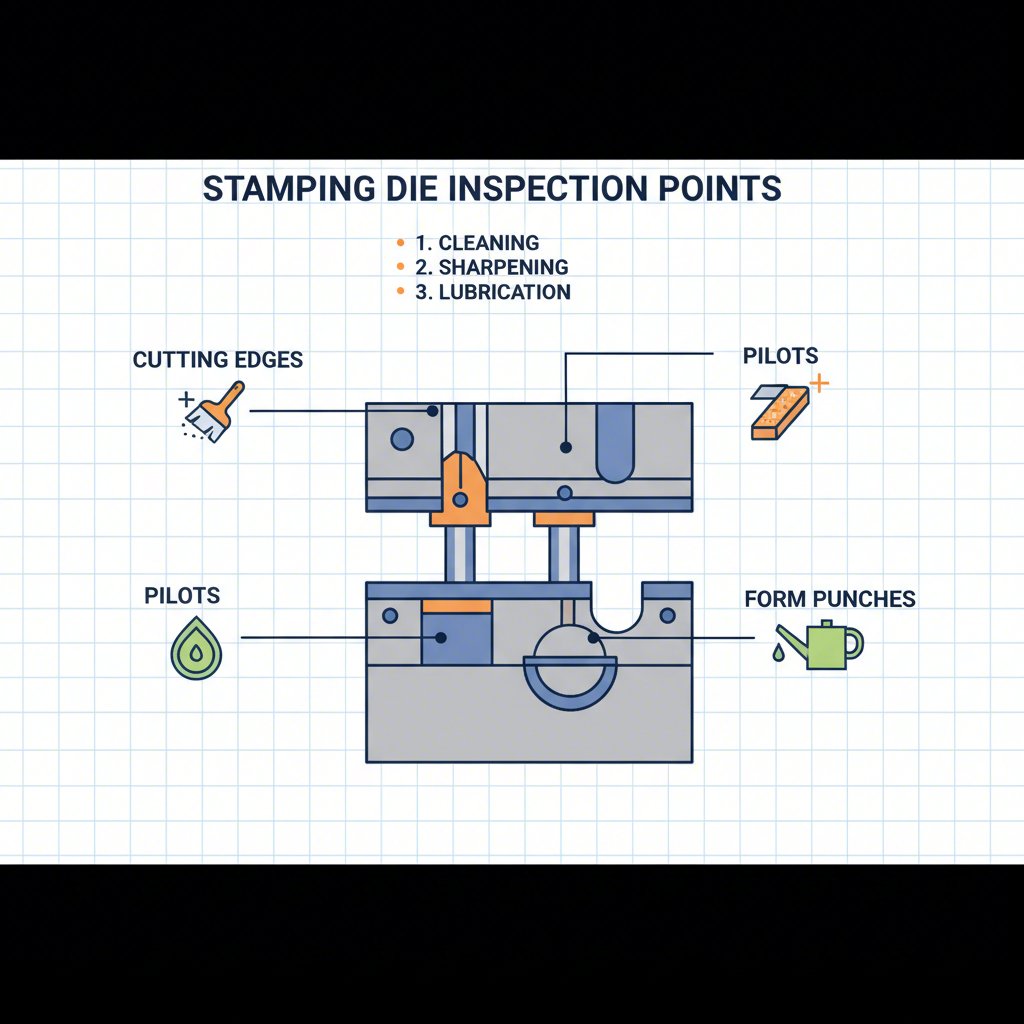
La pulizia e l'ispezione regolari sono la prima linea di difesa. Durante questi controlli, i tecnici dovrebbero cercare segni rivelatori di problemi, come fissaggi allentati, componenti mancanti, detriti eccessivi come schegge di metallo o lubrificazione insufficiente indicata da grasso nero. Questi indicatori visivi possono impedire che piccoli problemi si trasformino in veri e propri guasti produttivi. Per utensili complessi, come quelli utilizzati nel settore automobilistico, collaborare con specialisti può garantire che la manutenzione sia allineata all'intento progettuale originale. Ad esempio, aziende come Shaoyi (Ningbo) Metal Technology Co., Ltd. , specializzate nella produzione di stampi per la stampaggio di componenti automobilistiche su misura, offrono un livello di competenza che aiuta a mantenere la precisione richiesta per una produzione ad alto rischio.
L'affilatura è un'altra operazione fondamentale. Le sezioni di taglio e i bordi dei punzoni di una matrice si logorano naturalmente nel tempo, il che può causare bave e imprecisioni nei pezzi stampati. Un'affilatura periodica mediante una mola ripristina la geometria e la precisione originali, evitando che questi difetti influiscano sulla produzione. Analogamente, potrebbe essere necessario inserire delle rondelle di regolazione (shimming) per garantire che ogni stazione di una matrice progressiva mantenga un corretto sincronismo e allineamento, aspetto cruciale per operazioni complesse.
Elenco di controllo completo per l'ispezione della matrice
- Pulizia: Rimuovere tutti i detriti, trucioli metallici, fanghiglia e accumuli di lubrificanti dalle superfici della matrice. Assicurarsi che tutti i componenti siano privi di contaminanti prima e dopo la manutenzione.
-
Ispezione:
- Controllare la presenza di elementi di fissaggio allentati o rotti, molle usurate e sollevatori degradati.
- Esaminare i pilastrini guida della scarpa della matrice per verificare la presenza di grippaggio o usura irregolare.
- Verificare i piloti per rilevare usura e lunghezza corretta.
- Esaminare tutti i punzoni di formatura e le sezioni della matrice per individuare usura misurabile, scheggiature o grippaggio laterale.
- Verificare le lunghezze e le altezze dei punzoni per garantire un corretto sincronismo e configurazione.
-
Agiornatura:
- Esaminare tutte le sezioni di taglio per rilevare l'usura e aggiornare se necessario, al fine di mantenere tagli precisi e puliti.
- Assicurarsi che il processo di rettifica ripristini la geometria originale senza rimuovere materiale in eccesso.
-
Lubrificazione:
- Verificare che tutte le parti mobili siano adeguatamente lubrificate secondo le specifiche del produttore.
- Controllare la presenza di segni di lubrificazione insufficiente, come eccessiva generazione di calore o corrosione.
Implementazione di un programma di manutenzione e documentazione solido
Oltre alle operazioni fisiche, la manutenzione ottimale degli stampi si basa su un processo sistematico di pianificazione e documentazione. L'istituzione di un programma strutturato è il fondamento di una corretta manutenzione, garantendo che tutte le attrezzature vengano regolarmente controllate. La frequenza della manutenzione deve basarsi sui livelli di utilizzo, sul volume di produzione e sulla complessità dello stampo. Uno stampo utilizzato quotidianamente in una produzione ad alto volume richiederà naturalmente una frequenza più rigorosa rispetto a uno usato raramente.
Un componente fondamentale di questo sistema è l'ordine di lavoro. Come Phoenix Group spiega, un sistema di ordini di lavoro consente a un'organizzazione di documentare, monitorare, definire la priorità e pianificare tutte le attività di riparazione e manutenzione degli stampi. Funge da strumento di comunicazione essenziale che identifica il problema alla radice, delinea le azioni correttive e registra i lavori eseguiti. Questa documentazione è di grande valore per tracciare problemi ricorrenti e prevenire guasti futuri.
Creare e mantenere un registro di manutenzione dettagliato è un'altra pratica essenziale. Questo registro deve riportare la data dell'intervento, i lavori effettuati, eventuali parti sostituite e osservazioni sullo stato dello stampo. Nel tempo, questi dati aiutano a identificare i modelli d'usura e permettono una manutenzione predittiva più accurata, consentendo ai team di intervenire su potenziali guasti prima che si verifichino. La coerenza nella documentazione garantisce che ogni tecnico esegua i compiti nello stesso modo, ottenendo risultati prevedibili e affidabili.
Esempio di registro di manutenzione
| Data | ID Stampo | Lavori Eseguiti | Parti Sostituite | Tecnico | Osservazioni/Note |
|---|---|---|---|---|---|
| AAAA-MM-GG | DIE-123-A | Pulito, affilati i bordi di taglio, controllati i punzoni guida. | Punzone guida n. 4 (usurato) | J. Doe | Usura minore sul punzone formatore; monitorare nel prossimo ciclo. |
| AAAA-MM-GG | DIE-456-B | Ispettore completo, lubrificazione e regolazione della temporizzazione. | Nessuno | S. Smith | Stampo funzionante entro le specifiche. |

Argomenti Avanzati: Lubrificazione, Stoccaggio e Miglioramento Continuo
Un approccio olistico alla cura degli stampi va oltre la pressa e il reparto utensili. Una corretta lubrificazione, lo stoccaggio e l'impegno per il miglioramento continuo sono pratiche avanzate che distinguono i buoni programmi di manutenzione da quelli eccellenti. La lubrificazione è fondamentale per ridurre l'attrito tra le superfici in movimento, prevenendo la generazione eccessiva di calore che porta a fatica del materiale e rottura. Protegge inoltre contro la corrosione e le contaminazioni.
La scelta del lubrificante non è banale; diversi tipi sono adatti a diverse condizioni operative. Ad esempio, gli oli sono versatili per le macchine, mentre i grassi sono più indicati per cuscinetti e giunti dove i lubrificanti liquidi risultano poco pratici. I lubrificanti solidi come il PTFE sono ideali per applicazioni in cui olio o grasso potrebbero causare contaminazione.
La conservazione adeguata è altrettanto importante per preservare lo stato di un punzone quando non è in uso. I punzoni devono sempre essere puliti e lubrificati prima di essere riposti in un ambiente controllato con temperatura e umidità regolate. Come evidenziato da Lijian Stamping Mold , l'utilizzo di scaffali o custodie protettive può prevenire danni fisici e contaminazioni durante la conservazione, garantendo che il punzone sia nelle condizioni ottimali per il successivo ciclo produttivo.
Infine, l'obiettivo ultimo di un programma di manutenzione deve essere il miglioramento continuo. Come osserva Thomas Vacca in Il Produttore , una volta raggiunti risultati coerenti e misurabili, è possibile iniziare a migliorare la robustezza dello strumento, estenderne la durata e aumentare la velocità di stampaggio. Ciò implica definire obiettivi SMART (specifici, misurabili, raggiungibili, pertinenti, vincolati al tempo) per monitorare i progressi e rimanere competitivi.
Migliori pratiche per la lubrificazione e la conservazione
-
Migliori Pratiche per l'Imbalsamazione
- Selezionare il tipo corretto di lubrificante (olio, grasso, secco) in base all'applicazione e al materiale.
- Applicare lubrificanti secondo le specifiche del produttore per evitare un eccessivo o insufficiente lubrificazione.
- Controllare regolarmente i sistemi di lubrificazione per assicurarsi che funzionino correttamente.
-
Migliori pratiche per la conservazione degli stampi
- Pulire accuratamente lo stampo e applicare un lubrificante protettivo prima della conservazione.
- Conservare gli stampi in un'area con clima controllato per prevenire ruggine e corrosione causate dall'umidità.
- Utilizzare scaffali robusti o custodie per proteggere gli stampi da danni accidentali.
- Etichettare chiaramente tutti gli stampi conservati per facilitarne l'identificazione e il tracciamento.
Domande frequenti
1. Con quale frequenza va effettuata la manutenzione di uno stampo da tranciatura?
La frequenza della manutenzione dello stampo da tranciatura dipende da diversi fattori, tra cui il volume di produzione, il materiale tranciato e la complessità dello stampo. Per cicli di produzione ad alto volume, potrebbe essere necessario ispezionare e pulire gli stampi dopo ogni ciclo. Una buona prassi generale consiste nell'istituire un programma di manutenzione programmata basato sul numero di colpi o sulle ore di produzione, aggiustandolo in base ai dati prestazionali e ai risultati delle ispezioni.
2. Quali sono i primi segnali che un punzone necessita di manutenzione?
I segnali di avviso precoce includono un calo della qualità dei pezzi, come bave sui bordi tagliati, inesattezze dimensionali o difetti superficiali. Potreste inoltre notare variazioni nel rumore della pressa durante il funzionamento. Indizi visivi sul punzone stesso, come schegge metalliche, grasso nero o melmoso, o usura visibile sui bordi di taglio e sui centraggi, sono chiari indicatori che è necessaria la manutenzione.
3. Può una manutenzione impropria danneggiare un punzone per stampaggio?
Assolutamente sì. La mancata manutenzione provoca un'usura eccessiva, la rottura di componenti e potenzialmente danni catastrofici al punzone. Allo stesso modo, una manutenzione impropria, come rimuovere troppo materiale durante l'affilatura, utilizzare il lubrificante sbagliato o una shimatura non corretta, può degradare le prestazioni, ridurre la vita utile del punzone e produrre pezzi di bassa qualità.