 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Stampaggio di Involucri per Convertitore Catalitico: Guida alla Produzione e Antifurto
Time : 2025-12-22

TL;DR
La stampa di gusci di convertitori catalizzati si riferisce principalmente al processo di formazione di metalli industriali in cui i fogli di acciaio inossidabile vengono premuti nelle metà protettive dell'alloggiamento, note come "gusci di vongole", che avvolgono il substrato ceramico. Questa fase di produzione prevede presse idrauliche, matrici di blanchiment e saldatura automatizzata delle cuciture per creare una tenuta ermetica. In secondo luogo, il termine descrive la pratica post-produzione di incisione di numeri di identificazionecome VIN o codici CARB Executive Ordersul guscio finito per la conformità normativa e la deterrenza dal furto.
Il processo di fabbricazione: dalla bobina alla conchiglia
La fabbricazione di un guscio di convertitore catalitico è un processo di ingegneria di precisione che trasforma la bobina di acciaio inossidabile grezzo in un componente automobilistico finito in grado di resistere a cicli termici estremi. Il processo inizia con lavorazione a bobina e tranciatura . Le bobine di acciaio inossidabile vengono alimentate in sistemi automatici di tranciatura che tagliano il metallo in fogli piani precisi, o "blanks", ottimizzati per ridurre al minimo gli scarti. Questi blanks costituiscono il materiale fondamentale per le successive fasi di formatura.
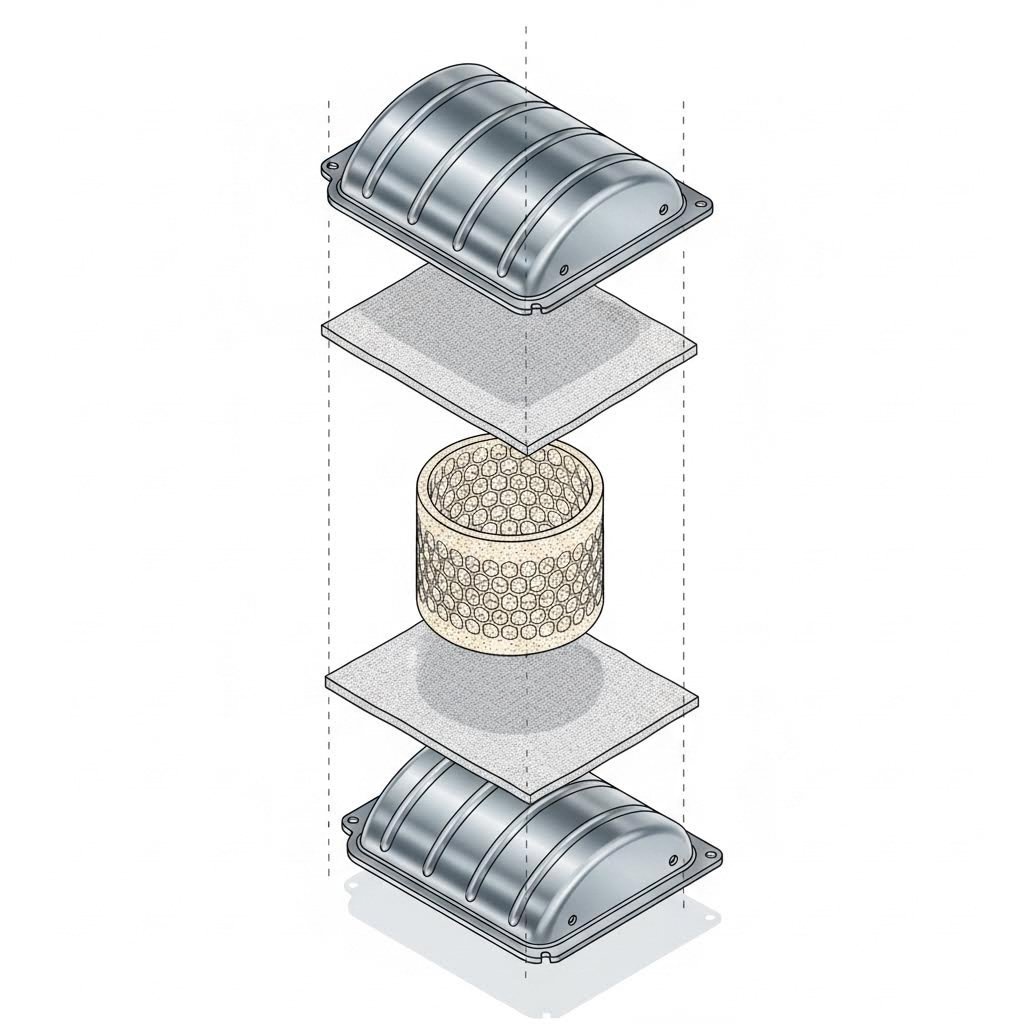
Nel stampaggio per tiraggio profondo in questa fase, i semilavorati metallici vengono introdotti in presse idrauliche o meccaniche ad alta tonnellaggio. Utilizzando serie di stampi personalizzati, la pressa forza il foglio piano all'interno di una cavità per formare la forma a "conchiglia"—tipicamente una metà del corpo completo del convertitore. Questo metodo permette geometrie complesse in grado di adattarsi agli spazi ristretti dei sottocassa dei veicoli, un vantaggio significativo rispetto ai design cilindrici "spun". Il processo di stampaggio deve mantenere tolleranze rigorose sullo spessore delle pareti, in modo da garantire che la carcassa possa proteggere il fragile substrato ceramico interno senza aggiungere peso superfluo.
Per i produttori automobilistici OEM e i fornitori di primo livello, scalabilità e precisione sono elementi imprescindibili. Spesso i produttori richiedono partner in grado di gestire l'intero ciclo di vita, dalla prototipazione rapida alla produzione di massa. Aziende come Shaoyi Metal Technology si specializzano in queste soluzioni complete di stampaggio, utilizzando pressi fino a 600 tonnellate e sistemi qualitativi certificati IATF 16949 per fornire componenti critici come i contenitori del convertitore con precisione al micron.
La fase finale è saldatura a filo . Una volta inseriti il substrato e le guarnizioni isolanti tra le due metà dello stampo, celle robotizzate per la saldatura sigillano i bordi. Racing Industries sottolinea che la saldatura a cordone (l'unione delle due parti superiore e inferiore) crea un collegamento ermetico ed economico, superiore ai vecchi metodi manuali. Questo sigillo ermetico è fondamentale per prevenire perdite di scarico e garantire che il convertitore funzioni alla corretta pressione interna.
Materiali e Specifiche Tecniche
La selezione della giusta qualità di acciaio inossidabile per i gusci stampati è un equilibrio tra costo, durata e gestione termica. Lo standard del settore è 409 Stainless Steel (SS409) . Questa qualità ferritica offre una sufficiente resistenza alla corrosione contro i sali stradali e l'umidità, mantenendo al contempo una buona saldabilità e resistenza alla fatica termica. È il materiale scelto per la maggior parte dei corpi convertitori aftermarket e OEM standard perché si espande e si contrae a tassi compatibili con i substrati ceramici interni, riducendo il rischio di schiacciare il nucleo durante i cicli termici.
Per applicazioni ad alte prestazioni o per usi gravosi, i produttori possono passare a 304 Stainless Steel (SS304) . Questa qualità austenitica contiene una maggiore quantità di nichel, offrendo una superiore resistenza alla ruggine e all'ossidazione a elevate temperature. E&E Manufacturing evidenzia l'importanza di utilizzare questi materiali specializzati per stampare componenti in grado di resistere all'ambiente aggressivo di un sistema di scarico, dove le temperature superano spesso gli 800°C (1472°F).
Gli ingegneri devono inoltre considerare le interazioni del "wash coat" e la dissipazione del calore. Il guscio stampato funge da schermo termico; se il materiale è troppo sottile, potrebbe deformarsi o bruciarsi. Se è troppo spesso, aggiunge peso parassita al veicolo. Il guscio stampato ideale bilancia questi fattori, fornendo uno scheletro esterno rigido e duraturo per il catalizzatore.
Conformità e Marcatura Antifurto
Oltre al processo di formatura, la "stampa" è il metodo standard per applicare un'identificazione permanente al corpo del convertitore. Questo soddisfa due scopi distinti: conformità normativa e prevenzione dei furti. In mercati regolamentati come la California, il California Air Resources Board (CARB) stabilisce che tutti i convertitori aftermarket devono avere specifici dati stampati o in rilievo sul guscio. Questi includono il "numero EO" (Ordinanza Esecutiva), il numero del pezzo e la data di produzione. Tali marcature verificano che il componente rispetti gli standard sulle emissioni e consentono agli ispettori di distinguere parti conformi da alternative non conformi.
A scopo antifurto, Marcatura a punti (Dot Peen) si è affermata come tecnologia superiore. A differenza della morsicatura acida superficiale o degli adesivi, le macchine Dot Peen utilizzano uno stilo in carburo per incidere fisicamente il metallo con una serie di punti profondi. Rocklin Manufacturing spiega che questo metodo crea un segno permanente e a prova di manomissione—spesso il Numero di Identificazione Veicolo (VIN)—che rimane leggibile anche dopo anni di esposizione a detriti stradali e ruggine. Questa tracciabilità rende più difficile vendere convertitori rubati ai centri di rottamazione, che sono sempre più tenuti a registrare i numeri di identificazione delle unità acquistate.
Controllo qualità e identificazione
La verifica della qualità di un guscio stampato prevede test rigorosi prima che venga installato su un veicolo. Test di Tenuta la prova di tenuta è la misura principale di controllo qualità, in cui il guscio saldato viene pressurizzato per garantire che le saldature dei giunti siano prive di porosità. Qualsiasi difetto nel guscio permetterebbe ai gas di scarico non trattati di fuoriuscire, causando il mancato superamento dei test sulle emissioni. L'accuratezza dimensionale viene inoltre verificata mediante macchine coordinate (CMM) per assicurare che i punti di montaggio stampati siano perfettamente allineati con il collettore di scarico del veicolo.
Per i riciclatori e gli acquirenti, la lettura dei numeri stampati è fondamentale per la valutazione. BR Metals consiglia che i numeri di serie stampati sul guscio rappresentino il metodo più affidabile per identificare il contenuto di metalli preziosi al suo interno. I convertitori OEM presentano tipicamente il logo del produttore dell'auto (ad esempio Ford, Toyota) e un codice alfanumerico specifico, mentre quelli aftermarket spesso iniziano con un numero della serie "N". Il riconoscimento di questi codici stampati consente di distinguere lo scrap OEM di alto valore dai ricambi aftermarket di valore inferiore.

Protezione e identificazione del convertitore
Che tu sia un ingegnere che acquista involucri stampati per la produzione o un proprietario di veicolo preoccupato per i furti, comprendere la duplice natura dello "stamping" è essenziale. Per i produttori, l'attenzione rimane sulla formatura precisa e sulla selezione dei materiali per garantire durata. Per gli utenti finali, la priorità è verificare che l'involucro riporti i timbri di conformità necessari e aggiungere marcature antifurto per proteggere l'investimento. Con l'inasprirsi delle normative e il rischio di furto ancora presente, le marcature sull'involucro sono diventate importanti quanto il metallo stesso.
Domande frequenti
1. Posso applicare personalmente un marchio sul mio catalytic converter per prevenire i furti?
Sì, i proprietari dei veicoli possono contrassegnare autonomamente i propri catalizzatori, ma è fondamentale utilizzare lo strumento corretto. Sono disponibili incisori portatili o kit per incisione chimica, ma potrebbero non essere abbastanza profondi da durare a lungo. Si raccomanda la marcatura professionale con punzonatura a punti (Dot Peen), poiché incide profondamente il metallo, rendendo difficile per i ladri rimuoverlo senza danneggiare lo stesso alloggiamento del catalizzatore.
2. Quali informazioni devono essere stampate su un catalizzatore di ricambio?
Un catalizzatore aftermarket legale deve riportare il codice del produttore, il numero del pezzo e la data di produzione. In California, deve inoltre esporre il numero dell'ordine esecutivo CARB (EO) (ad esempio, D-123-45) per superare il controllo antinquinamento. Se questi timbri mancano o sono illeggibili, il veicolo potrebbe non superare l'ispezione.
3. La stampa del numero VIN impedisce effettivamente il furto?
Incidere un VIN non impedisce fisicamente il suo smontaggio, ma agisce come un forte deterrente. I rottamatori affidabili sono addestrati a rifiutare convertitori con marcature VIN visibili che non corrispondono all'identificazione del venditore. Inoltre, ciò crea una catena di prova che aiuta le forze dell'ordine a risalire ai componenti rubati fino alle attività criminali.