 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Punzonatura del Coperchio del Sensore: La Guida alla Tranciatura Profonda di Precisione
Time : 2025-12-27
TL;DR
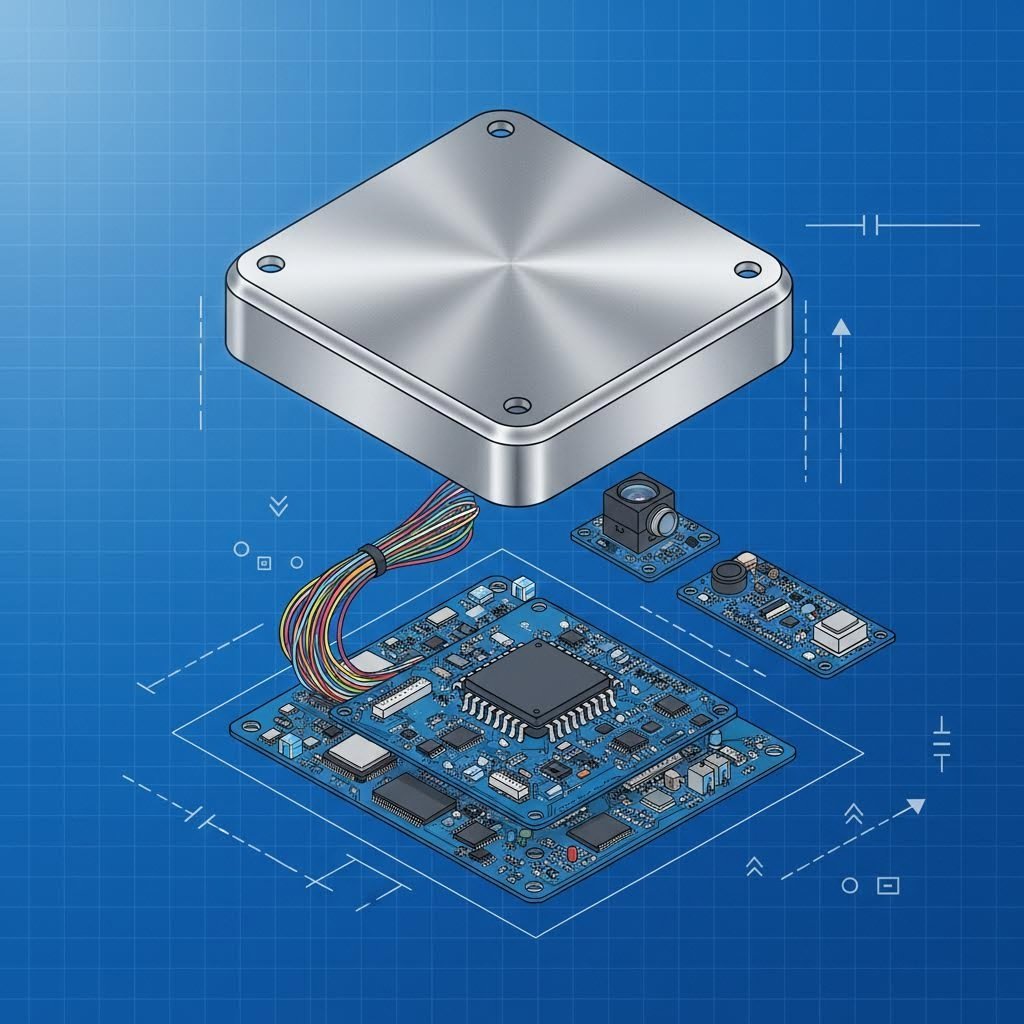
La stampatura in metallo per alloggiamenti di sensori è un processo produttivo ad alta precisione, che utilizza prevalentemente tecniche di tranciatura profonda (deep draw), per creare involucri protettivi resistenti e senza saldature per componenti elettronici sensibili. A differenza della lavorazione meccanica o della stampatura in plastica, questo metodo offre una schermatura superiore contro le interferenze elettromagnetiche (EMI), un'elevata resistenza agli urti e una scalabilità economicamente vantaggiosa per produzioni su grande volume. Gli ingegneri e i responsabili degli approvvigionamenti preferiscono gli alloggiamenti in metallo ottenuti con il deep draw per la loro capacità di mantenere tolleranze molto strette (spesso entro ±0,001") garantendo al contempo l'integrità ermetica in ambienti severi come quelli automobilistici, medici e industriali.
Stampaggio Profondo: Lo Standard Industriale per Alloggiamenti di Sensori
Per alloggiamenti di sensori di forma cilindrica o a scatola, stampaggio per tiraggio profondo si è affermato come metodo dominante di produzione, superando la lavorazione tradizionale sia in termini di efficienza che di integrità strutturale. Questo processo consiste nel trascinare radialmente un grezzo metallico in una matrice di formatura mediante l'azione meccanica di un punzone. La definizione di "profonda" imbutitura si applica tipicamente quando la profondità del pezzo imbutito supera il suo diametro.
Il principale vantaggio ingegneristico dell'imbutitura profonda è la creazione di un componente monoblocco senza saldature. A differenza dei tubi saldati o degli assiemi composti da più parti, un alloggiamento ottenuto per imbutitura non presenta giunture che potrebbero costituire potenziali percorsi di perdita per umidità o gas. Ciò risulta fondamentale per i sensori che operano in ambienti pressurizzati o sommersi. Standard Die sottolinea che la stampatura per imbutitura profonda è ideale per la produzione di massa poiché riduce significativamente lo spreco di materiale ed elimina le fasi secondarie di assemblaggio, portando a un costo unitario inferiore rispetto alla tornitura o alla fresatura CNC.
Meccanicamente, il processo indurisce il materiale per deformazione, aumentando spesso la rigidità strutturale del componente finale. Ciò consente ai produttori di utilizzare lamiere più sottili senza compromettere la durata, ottimizzando il rapporto peso-resistenza, un aspetto fondamentale per le applicazioni dei sensori nell'industria aerospaziale e automobilistica.
Selezione del materiale: bilanciare protezione e formabilità
La scelta della lega corretta è il primo passo per garantire le prestazioni del sensore. Il materiale deve offrire un equilibrio tra formabilità (per resistere al processo di imbutitura profonda senza strappi) e proprietà di protezione ambientale.
Acciaio inossidabile (304 rispetto a 316L)
L'acciaio inossidabile è il materiale più utilizzato per gli alloggiamenti dei sensori grazie alla sua elevata durezza e resistenza alla deformazione. CNstamping sottolinea la resistenza alla corrosione dell'acciaio inossidabile come vantaggio principale, anche se si nota che la dissipazione del calore è inferiore rispetto ai metalli non ferrosi. Il grado 304 è lo standard industriale per l'uso generale, offrendo un'eccellente lavorabilità. Per applicazioni marine o mediche, il grado 316L è preferito grazie alla sua superiore resistenza ai cloruri e alla pitting corrosion, garantendo che l'involucro non si degradi in ambienti salini.
Opzioni non ferrose: alluminio e rame
Per applicazioni che richiedono dissipazione termica o specifiche proprietà magnetiche, si utilizzano metalli non ferrosi:
- Alluminio: Offre un'eccellente conducibilità termica ed è leggero, risultando adatto per sensori aerospaziali. Tuttavia, richiede un accurato anodizzazione per resistere alla corrosione.
- Rame e ottone: Spesso selezionati per la loro conducibilità elettrica e proprietà naturali di schermatura EMI, anche se potrebbero richiedere una placcatura (nickel o oro) per prevenire l'ossidazione.
| Materiale | Resistenza alla corrosione | Formabilità | Schermatura EMI | Applicazione tipica |
|---|---|---|---|---|
| Acciaio inossidabile 304 | Alto | Eccellente | Moderato | Sensori industriali generali |
| Acciaio Inox 316L | Molto elevato | Buono | Moderato | Probbe mediche/marine |
| Alluminio | Moderato (richiede rivestimento) | Molto bene | Buono | Aerospaziale/Leggero |
| Rame/Ottone | Bassa (richiede placcatura) | Eccellente | Eccellente | Elettronica/Sensibile a EMI |
Perché il metallo? I motivi contro le custodie in plastica
Sebbene lo stampaggio a iniezione della plastica sia economico, spesso non riesce a soddisfare le esigenze rigorose delle applicazioni critiche dei sensori. La scelta tra metallo e plastica dipende spesso da tre fattori: schermatura, resistenza agli urti e stabilità termica.
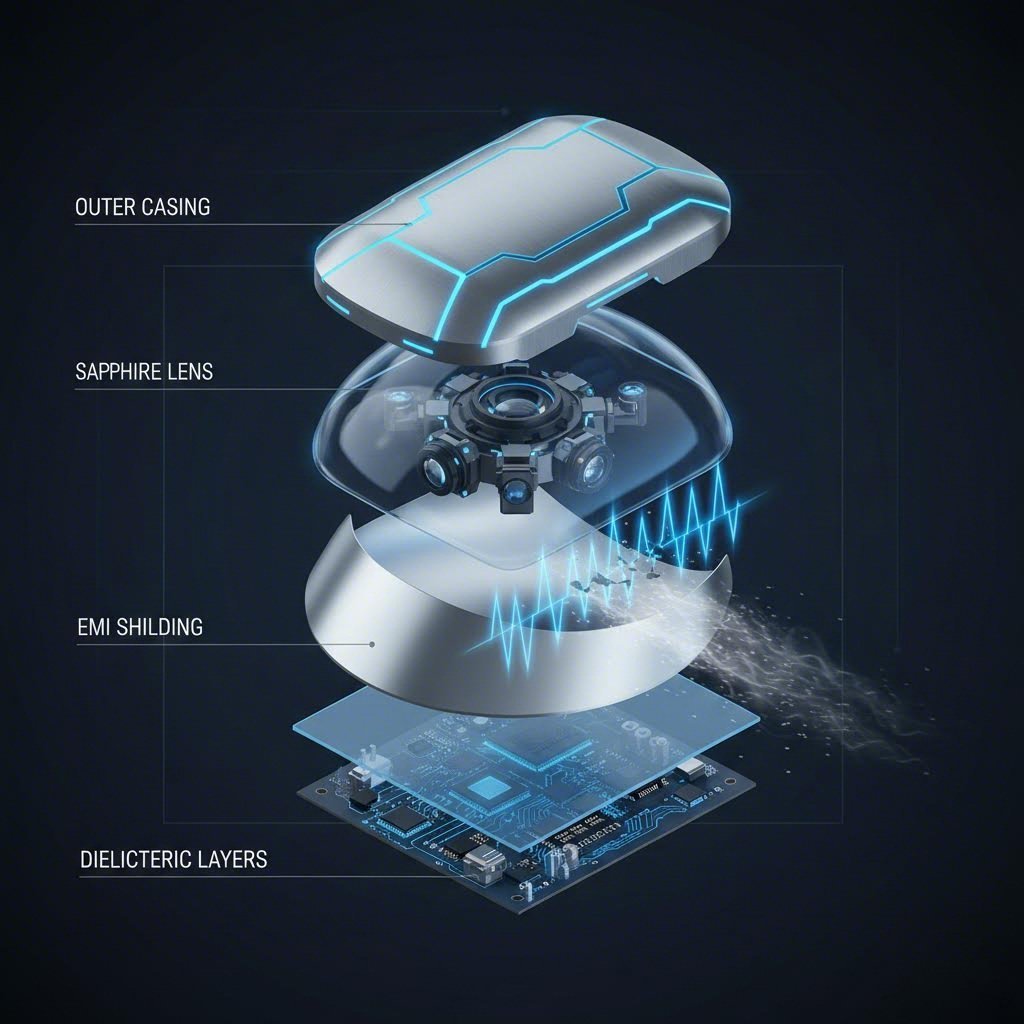
Schermatura contro le Interferenze Elettromagnetiche (EMI): I sensori elettronici sono sempre più spesso impiegati in ambienti "rumorosi", pieni di segnali wireless e correnti elettriche. Henli sottolinea che le custodie in metallo agiscono naturalmente da gabbia di Faraday, proteggendo i componenti interni dalle interferenze elettromagnetiche esterne che potrebbero alterare le letture dei dati. Le custodie in plastica richiedono rivestimenti conduttivi costosi per ottenere risultati simili.
Resistenza fisica: Le carcasse in metallo offrono una superiore resistenza agli urti. In applicazioni automobilistiche sotto il cofano o in macchinari industriali, i sensori sono soggetti a continue vibrazioni e possibili impatti da detriti. Una carcassa in metallo stampato mantiene la propria integrità strutturale e precisione dimensionale sotto queste sollecitazioni, mentre la plastica potrebbe incrinarsi, deformarsi o diventare fragile nel tempo, specialmente se esposta a radiazioni UV o cicli termici estremi.
Linee Guida Critiche per la Progettazione Orientata alla Produzione
Per massimizzare i vantaggi della stampatura in metallo, gli ingegneri devono progettare tenendo presente il processo produttivo (Design for Manufacturability, o DFM). Il rispetto di queste regole previene difetti comuni come grinze o lacerazioni durante l'operazione di tranciatura.
- Raggi degli angoli: Evitare angoli vivi. Il raggio alla base della coppa e nella flangia dovrebbe essere almeno 4-8 volte lo spessore del materiale. Raggi generosi riducono le concentrazioni di tensione e permettono al metallo di fluire uniformemente.
- Uniformità dello Spessore della Parete: La tranciatura profonda provoca naturalmente un certo assottigliamento delle pareti. I progetti devono tenere conto di questa variazione, prevedendo tipicamente una riduzione dello spessore del 10-15% nei punti di maggiore estensione.
- Angoli di sformo: Anche se non strettamente necessario per tutti i componenti stampati, l'inclusione di un leggero svaso può facilitare l'espulsione più agevole del pezzo dalla stampa, prolungando la vita dell'utensile e riducendo i segni di graffio.
- Operazioni Secondarie: Come indicato da Precipart , spesso le custodie complesse per sensori richiedono una finitura secondaria. Questa può includere la passivazione per rimuovere il ferro superficiale dall'acciaio inossidabile, oppure il rivestimento con metalli preziosi per migliorare la saldabilità e la resistenza di contatto.
Garanzia della Qualità e Scalabilità per Alti Volumi
Il mercato dei sensori, guidato dalla guida autonoma e dall'IoT, richiede una produzione priva di difetti. La precisione è imprescindibile; le custodie spesso necessitano tolleranze strette fino a ±0,001 pollici per garantire un perfetto accoppiamento con connettori abbinati e guarnizioni.
Raggiungere questa coerenza su larga scala richiede attrezzature avanzate e un rigoroso controllo qualità. I produttori utilizzano sistemi di rilevamento in stampo e ispezione ottica per verificare le dimensioni in tempo reale. Per settori critici come quello automobilistico, i fornitori devono spesso aderire agli standard IATF 16949, che disciplinano la gestione della qualità nella catena di approvvigionamento automotive.
Per i produttori che desiderano colmare il divario tra prototipazione e produzione di massa, collaborare con un fornitore qualificato è fondamentale. Le soluzioni complete di stampaggio di Shaoyi Metal Technology esemplificano questa capacità, sfruttando una precisione certificata IATF 16949 e presse fino a 600 tonnellate per fornire componenti automobilistici essenziali conformi agli standard globali dei costruttori OEM.
In definitiva, l'affidabilità di un sensore è pari alla qualità del suo alloggiamento. Sfruttando la stampatura metallica a tiraggio profondo, gli ingegneri garantiscono che i loro dispositivi siano protetti da un involucro robusto, senza saldature e schermato, in grado di resistere agli ambienti operativi più severi.
Domande frequenti
1. Qual è il vantaggio della stampatura a profonda tranciatura rispetto alla lavorazione meccanica per le custodie dei sensori?
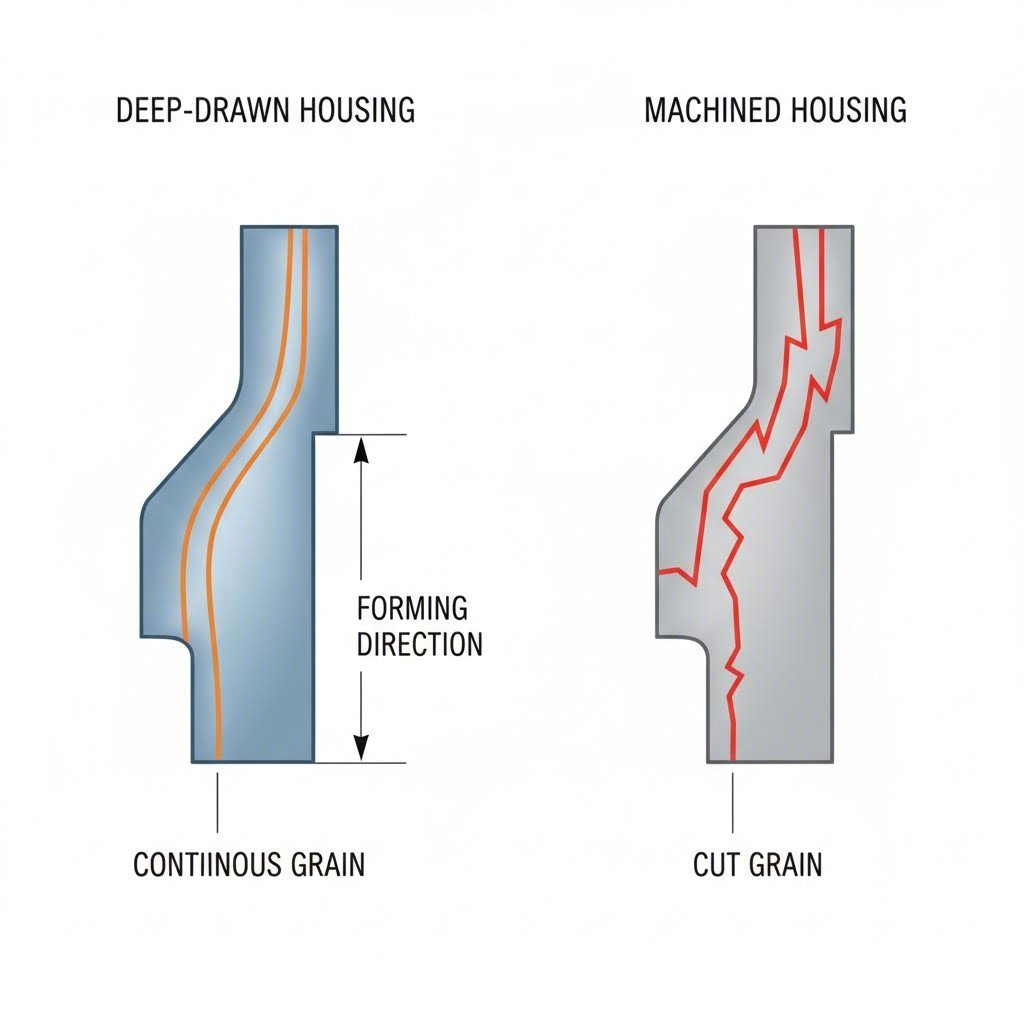
La stampatura a profonda tranciatura è notevolmente più conveniente per la produzione in grande serie perché genera un minimo di spreco di materiale rispetto alla lavorazione meccanica, che rimuove materiale da un blocco solido. Inoltre, la tranciatura profonda crea un componente senza saldature con una struttura granulare continua, offrendo una resistenza superiore ed eliminando potenziali percorsi di perdita associati a custodie saldate o assemblate.
3. Le custodie per sensori stampate possono essere personalizzate con placcature?
Sì, le custodie in metallo stampato vengono spesso placcate per migliorarne le prestazioni. I trattamenti più comuni includono la nichelatura per resistenza alla corrosione, l'oro per conduttività elettrica e l'argentatura per facilità di saldatura. Questi trattamenti superficiali permettono ai metalli di base standard come rame o ottone di funzionare efficacemente in ambienti chimicamente aggressivi o elettricamente sensibili.
3. Quale metallo è il migliore per le custodie dei sensori subacquei?
L'acciaio inossidacile 316L è generalmente il materiale preferito per alloggiamenti di sensori subacquei o marini. Contiene molibdeno, che fornisce un'eccezionale resistenza alla corrosione per pitting e corrosione in fessura causata da ambienti clorurati (acqua salata), garantendo l'integrità a lungo termine del sigillo ermetico.