 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Il Ruolo Fondamentale dell'EDM nella Realizzazione di Stampi di Precisione
Time : 2025-12-19
TL;DR
La lavorazione a scarica elettrica (EDM) svolge un ruolo insostituibile nella moderna fabbricazione di punzoni. È un processo produttivo ad alta precisione che utilizza scintille elettriche controllate per erodere e sagomare metalli induriti in forme complesse e intricate. Questa tecnologia è fondamentale per la creazione di utensili resistenti e ad alta precisione, stampi per iniezione e punzoni da tranciatura, spesso impossibili da realizzare con metodi di lavorazione convenzionali.
Capire l'EDM: i principi fondamentali
Il discarico elettrico, spesso chiamato "scintilla", è un processo di produzione non tradizionale e senza contatto basato sull'energia termica. A differenza dei metodi convenzionali che utilizzano la forza meccanica per tagliare il materiale, l'EDM rimuove il materiale attraverso una serie di scariche elettriche rapide e ricorrenti o scintille tra un elettrodo (lo strumento) e un pezzo da lavoro. Entrambi i componenti sono immersi in un fluido dielettrico, che agisce come isolante elettrico fino a raggiungere una volta specifica.
Il meccanismo principale inizia quando viene applicata una tensione elevata, causando la rottura del fluido dielettrico e la formazione di un canale di plasma tra l'elettrodo e il pezzo in lavorazione. Questo genera una scintilla intensa con temperature che raggiungono dai 14.500 ai 21.500 °F, fondendo e vaporizzando istantaneamente una quantità minima di materiale del pezzo. Al termine del ciclo di scarica, il fluido dielettrico rimuove le particelle vaporizzate (residui) dalla zona di lavorazione. Questo ciclo si ripete migliaia di volte al secondo, erodendo gradualmente il pezzo fino a conformarlo alla forma dell'elettrodo o seguirne un percorso programmato.
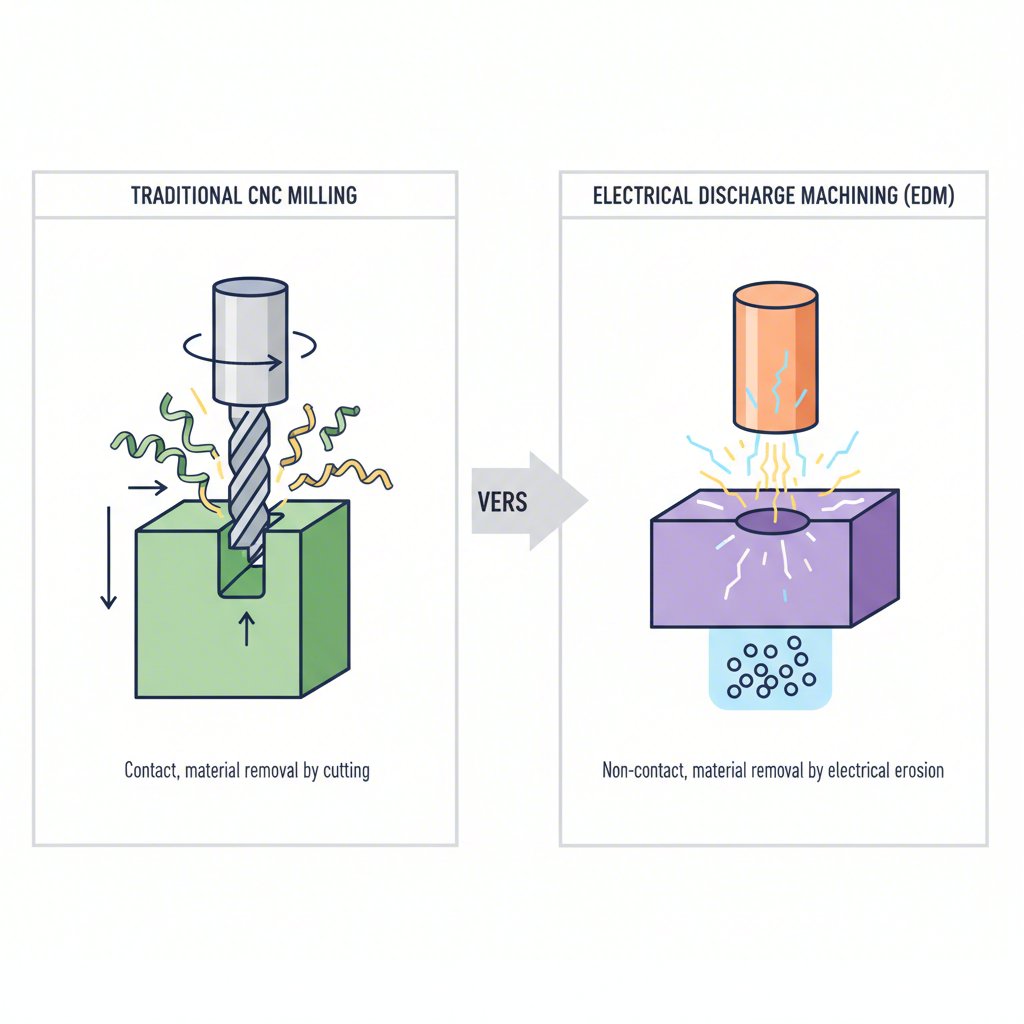
Questo processo è fondamentalmente diverso dalla fresatura o tornitura CNC tradizionale. Poiché non vi è contatto fisico tra l'utensile e il pezzo, la lavorazione a scarica (EDM) può tagliare materiali estremamente duri e resistenti come acciaio utensile temprato, titanio e carburo di tungsteno con precisione eccezionale e senza indurre stress meccanici. Questa capacità rende l'EDM una tecnologia essenziale per applicazioni che richiedono dettagli fini e tolleranze strette, impossibili da ottenere con altri metodi.
Il Ruolo Fondamentale dell'EDM nella Produzione di Stampi e Matrici ad Alta Precisione
Nel mondo della produzione di stampi e utensili, la precisione non è solo un obiettivo; è un requisito fondamentale. La tecnologia EDM rappresenta il caposaldo di questa precisione, consentendo la creazione di stampi e matrici con un livello di complessità e accuratezza un tempo inimmaginabile. Il suo ruolo principale consiste nella realizzazione di dettagli complessi come spigoli interni vivi, nervature profonde e strette, e cavità intricate, che spesso non possono essere ottenuti con utensili da taglio convenzionali a causa delle limitazioni geometriche e di accesso degli utensili.
Una delle applicazioni più significative dell'EDM è la produzione di stampi per la stampaggio a iniezione di materie plastiche e di matrici per la fusione e lo stampaggio dei metalli. Ad esempio, nel settore automobilistico, la produzione di componenti di alta qualità dipende da utensili perfettamente realizzati. Fornitori leader di stampi personalizzati per la stampatura automobilistica e produzione di componenti metallici , come Shaoyi (Ningbo) Metal Technology Co., Ltd., utilizzano processi avanzati per garantire la precisione richiesta da OEM e fornitori di primo livello. L'EDM è fondamentale in questo contesto per creare stampi resistenti e complessi che modellano lamiera metallica in componenti automobilistici con una coerenza impeccabile.
Inoltre, l'EDM è particolarmente adatto per lavorare materiali già induriti. I processi tradizionali richiedono spesso la lavorazione di un materiale più morbido, che viene successivamente trattato termicamente, un passaggio che può introdurre deformazioni e imprecisioni dimensionali. Le macchine EDM operano su leghe d'acciaio pre-indurite, eliminando il rischio di distorsioni e assicurando che lo stampo o il modello finale rispetti le tolleranze più rigorose. Ciò si traduce direttamente in prodotti finiti di qualità superiore, siano essi beni di consumo in plastica, protesi mediche o componenti aerospaziali, e garantisce una maggiore durata degli utensili stessi.
Tecniche principali di EDM per la realizzazione di stampi: Wire EDM vs. Die-Sinking EDM
I costruttori di stampi si affidano principalmente a due tipi distinti di lavorazione mediante scariche elettriche, ciascuno adatto a diverse applicazioni: EDM a immersione ed EDM a filo. Comprendere le differenze tra questi due metodi è fondamentale per apprezzare la versatilità della tecnologia in un ambiente produttivo.
EDM a immersione , noto anche come EDM a punzone o EDM a cavità, utilizza un elettrodo lavorato su misura, realizzato tipicamente in grafite o rame, sagomato come il negativo della caratteristica desiderata. Questo elettrodo viene lentamente abbassato o "immerso" nel pezzo, e le scintille elettriche erodono il materiale formando una cavità che ne rispecchia la forma. Questo metodo è ideale per creare cavità 3D complesse, fori ciechi e impronte dettagliate richieste per stampi e matrici di forgiatura.
Elettroerosione a filo , o WEDM, funziona più come una sega a nastro ad alta tecnologia. Utilizza un filo metallico molto sottile, continuamente alimentato (di solito in ottone), come elettrodo. Il filo viene guidato lungo un percorso preciso programmato tramite CNC per tagliare l'intero spessore di un pezzo, creando profili e forme 2D complessi. È particolarmente efficace per produrre punzoni, utensili e matrici a partire da lastre spesse di acciaio temprato, e per realizzare componenti con contorni complessi e parti ad incastro preciso.
Per chiarire quando un costruttore di stampi potrebbe scegliere l'uno piuttosto che l'altro, si consideri il seguente confronto:
| Caratteristica | Elettroerosione a immersione (a tuffo) | Elettroerosione a filo |
|---|---|---|
| Tipo di elettrodo | Elettrodo solido, di forma personalizzata (grafite o rame) | Filo metallico sottile, monofilamento (di solito in ottone) |
| Applicazione principale | Creazione di cavità 3D, stampi, fori ciechi e impronte complesse | Taglio di profili 2D, punzoni, matrici e contorni intricati attraverso un pezzo |
| Geometria creata | Forme negative tridimensionali complesse | Contorni bidimensionali intricati, forme con svasature e tagli passanti |
| Interazione con il pezzo in lavorazione | L'elettrodo affonda nel pezzo in lavorazione per formare una cavità | Il filo passa completamente attraverso il pezzo in lavorazione per tagliare un profilo |
Vantaggi principali e benefici dell'utilizzo della EDM nel settore degli stampi e degli utensili
L'ampia adozione della EDM nella realizzazione di stampi e utensili deriva da un insieme unico di vantaggi che affrontano direttamente le sfide più critiche del settore. Questi benefici vanno oltre la semplice rimozione di materiale, offrendo qualità superiore, libertà progettuale ed efficienza rispetto ai metodi di lavorazione tradizionali.
I vantaggi più significativi includono:
- Lavorazione di materiali estremamente duri: La EDM è indifferente alla durezza del materiale, poiché il suo meccanismo è termico e non meccanico. Può lavorare senza difficoltà acciai temprati, carburo di tungsteno e leghe esotiche che si consumerebbero rapidamente o sarebbero impossibili da tagliare con utensili convenzionali.
- Creazione di geometrie complesse e intricate: Poiché il processo è senza contatto, non vi sono forze di taglio che potrebbero deformare elementi delicati. Ciò consente la creazione di angoli interni vivi, scanalature profonde e strette, e pareti sottili che non sarebbero realizzabili con frese.
- Precisione Ineguagliata e Finitura Superficiale Fine: La lavorazione a scarica elettrica (EDM) può raggiungere tolleranze estremamente ridotte, spesso entro ± 0,0002 pollici. Il processo può essere regolato finemente per ottenere una superficie liscia che riduce al minimo o elimina del tutto la necessità di lucidatura manuale, risparmiando tempo e manodopera significativi.
- Assenza di Sollecitazioni Meccaniche sul Pezzo: L'assenza di contatto diretto tra l'utensile e il pezzo significa che non vengono introdotte sollecitazioni meccaniche. Questo aspetto è fondamentale per mantenere la stabilità dimensionale di componenti delicati o con pareti sottili ed evitare deformazioni o crepe.
In definitiva, questi vantaggi si combinano per rendere l'EDM una tecnologia indispensabile per qualsiasi produttore moderno di stampi e utensili. Consente la produzione di utensili di qualità superiore e più duraturi, che a loro volta producono componenti finali migliori, rafforzandone il ruolo fondamentale in settori competitivi e ad alto rischio come l'aerospaziale, il medicale e la produzione automobilistica.
Domande frequenti
1. Qual è il principio dell'EDM a immersione?
L'EDM a immersione, noto anche come EDM a punzone, funziona creando un elettrodo sagomato (spesso realizzato in grafite o rame) che corrisponde al negativo della cavità da lavorare. Questo elettrodo viene immerso in un liquido dielettrico e avvicinato al pezzo in lavorazione. Tra l'elettrodo e il pezzo avvengono scariche elettriche (scintille), che erodono il materiale creando un'impronta che corrisponde esattamente alla forma dell'elettrodo.
2. A cosa serve una macchina EDM nella fabbricazione degli stampi?
Nella produzione di stampi, l'EDM viene utilizzato per creare cavità e caratteristiche complesse nell'acciaio per utensili pre-indurito che formeranno i componenti finali in plastica o metallo. È essenziale per produrre dettagli come nervature profonde, spigoli interni vivi e texture intricate, difficili o impossibili da ottenere con la fresatura CNC tradizionale. Questa precisione garantisce che i componenti stampati finali soddisfino esatte specifiche.
3. Qual è il ruolo dell'EDM?
Il ruolo principale dell'EDM è modellare e lavorare materiali conduttori elettrici mediante energia termica generata da scintille elettriche controllate. È particolarmente apprezzato per la capacità di lavorare materiali molto duri con elevata precisione, creare geometrie complesse senza forza meccanica e produrre finiture superficiali fini. La sua funzione principale è la rimozione di materiale in applicazioni in cui i metodi convenzionali risultano insufficienti.
4. Che cos'è l'EDM nella lavorazione CNC?
L'EDM è un tipo specializzato di lavorazione CNC (Controllo Numerico Computerizzato). Mentre la lavorazione CNC tradizionale prevede un utensile da taglio che entra fisicamente in contatto con il materiale rimuovendolo, il CNC EDM utilizza un percorso controllato da computer per guidare un elettrodo. Il sistema CNC controlla il movimento dell'elettrodo (nel taglio a filo o nell'EDM a immersione) generando scintille esattamente dove il materiale deve essere rimosso, consentendo la creazione automatizzata di parti altamente complesse e precise.