 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Come scegliere un'azienda specializzata in lamiera di precisione: 8 fattori critici spesso trascurati dagli acquirenti
Time : 2026-03-15

Cosa definisce un'azienda specializzata nella lavorazione di lamiere di precisione
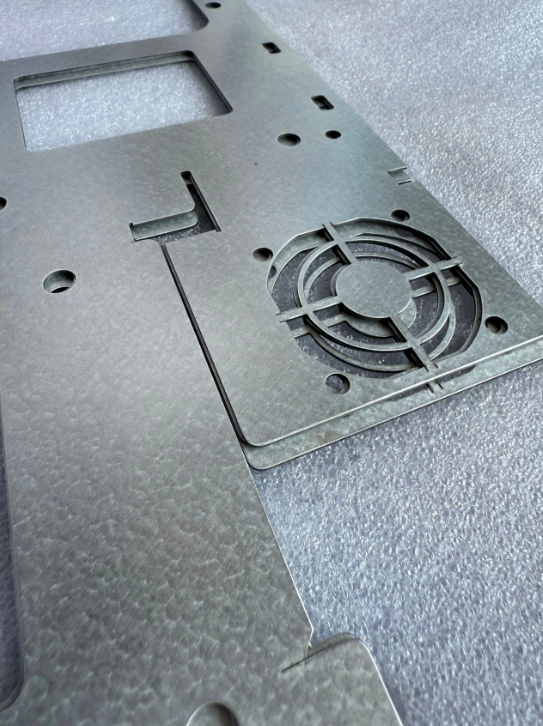
Quando inizi a cercare un partner per la lavorazione, noterai subito che molti laboratori dichiarano di offrire lavorazioni "di precisione". Ma cosa distingue effettivamente una vera azienda specializzata nella lavorazione di lamiere di precisione da un normale laboratorio di lavorazione? La differenza non risiede soltanto nel linguaggio promozionale: si basa su specifiche misurabili che influenzano direttamente il corretto funzionamento dei tuoi componenti.
La lavorazione di lamiere di precisione rappresenta una produzione ingegneristica di altissima accuratezza e qualità, che mantiene generalmente tolleranze comprese tra ±0,005" e ±0,010" (±0,13 mm e ±0,25 mm) su geometrie complesse.
Questo è importante perché i componenti che non rispettano le specifiche esatte possono causare guasti durante l'assemblaggio, richiami di prodotto e costose operazioni di ritocco. Comprendere cosa definisce un lavoro di precisione vi aiuta a porre le domande giuste prima di impegnarvi con un partner per la fabbricazione.
Ciò che Distingue la Precisione dalla Fabbricazione Standard
Immaginate di ordinare un involucro personalizzato per apparecchiature mediche. Con la fabbricazione standard, potreste ricevere parti con tolleranze di ±1⁄16" a ±1⁄8" (±1,6 mm a ±3,2 mm) . Questa variazione potrebbe sembrare trascurabile, ma quando più componenti devono combaciare perfettamente, tali scostamenti si accumulano rapidamente.
Le aziende specializzate nella fabbricazione di lamiere di precisione operano a un livello completamente diverso. Utilizzano sistemi avanzati al laser a fibra, macchine di misura a coordinate (CMM) e sistemi automatizzati di piegatura dotati di tecnologia di correzione dell’angolo. Ancora più importante, conoscono il comportamento dei materiali: come diversi leghe subiscono il rimbalzo dopo la piegatura, come la direzione del grano influisce sulla formatura e come l’espansione termica incide sulle dimensioni finali.
I principali fattori di differenziazione tra la fabbricazione standard e quella di precisione includono:
- Sophistication dell'equipaggiamento: I laboratori standard utilizzano calibri basilari e ispezione visiva; le aziende specializzate nella lavorazione di lamiere di precisione impiegano sistemi CMM, comparatori ottici e tecnologia di misurazione laser
- Competenza dei Materiali: I produttori di precisione conoscono il comportamento diverso dell’acciaio inossidabile 316L rispetto all’acciaio 304 durante le operazioni di formatura
- Investimento in Utensileria: Attrezzature specifiche per l’applicazione e dispositivi di fissaggio di precisione, il cui costo può essere da 3 a 5 volte superiore rispetto a quelli standard, ma che garantiscono un’accuratezza ripetibile
- Sistemi qualità: Controllo statistico di processo, ispezione del primo campione e tracciabilità completa dei materiali
Comprensione delle specifiche di tolleranza nella lavorazione dei metalli
Le tolleranze funzionano come un "contratto di precisione" che accompagna l’intero ciclo di vita del prodotto. Ogni specifica di tolleranza influenza le prestazioni future, i costi di produzione e l’efficienza di assemblaggio. Si possono considerare le tolleranze come delle barriere laterali rispetto alle dimensioni nominali: mantenendosi entro tali limiti, i componenti funzioneranno correttamente.
Secondo gli standard di settore, i gradi di tolleranza sono classificati in 18 livelli. Le aziende specializzate nella lavorazione di lamiere di precisione operano tipicamente nei gradi IT5-IT7 per applicazioni ingegneristiche, mentre i laboratori standard operano nei range IT12-IT14.
Ecco cosa significa in pratica:
- Taglio laser: I moderni sistemi a laser a fibra mantengono tolleranze comprese tra ±0,1 mm e ±0,3 mm, con variazioni legate allo spessore del materiale.
- Operazioni di piegatura: Le piegatrici di precisione raggiungono tolleranze angolari di circa ±0,5°.
- Stampaggio di Precisione: In grado di garantire tolleranze dimensionali di ±0,05 mm o più stringenti.
Settori come l’aerospaziale, i dispositivi medici e la difesa richiedono queste specifiche molto stringenti poiché un guasto dei componenti comporta conseguenze gravi. Nelle applicazioni aerospaziali, una deviazione di 0,020" potrebbe rendere un componente completamente non utilizzabile. Per le custodie di dispositivi medici, l’accuratezza dimensionale influisce direttamente sulla conformità alle normative FDA e sulla sicurezza del paziente.
La sfida? Applicare tolleranze eccessivamente stringenti prolunga inutilmente i tempi di consegna e aumenta i costi. L'obiettivo è trovare l'equilibrio: tolleranze sufficientemente strette da preservare la funzionalità, ma al contempo pratiche abbastanza da consentire una produzione efficiente. Comprendere questo equilibrio è il primo passo verso la scelta del giusto partner per la fabbricazione di lamiere di precisione.

Processi fondamentali di fabbricazione e capacità degli equipaggiamenti
Ora che avete compreso cosa distingue il lavoro di precisione dalla fabbricazione standard, esploriamo i processi effettivi che rendono possibili queste tolleranze stringenti. Un'azienda specializzata nella fabbricazione di lamiere di precisione non possiede semplicemente attrezzature costose: sa come ogni processo contribuisca all’accuratezza dimensionale e alla qualità superficiale. Quando valutate potenziali partner, conoscere le capacità offerte da questi processi vi permette di porre domande più mirate e di riconoscere una reale competenza tecnica.
I processi fondamentali utilizzati da aziende specializzate nella fabbricazione di lamiere di precisione rientrano in diverse categorie, ciascuna delle quali svolge scopi specifici nella trasformazione di lamiere piane in componenti finiti:
- Taglio laser: Utilizza un’energia luminosa concentrata per effettuare tagli precisi con minima deformazione del materiale e una qualità del bordo adatta a superfici visibili
- Punzonatura CNC: Posiziona il materiale sotto un punzone per la creazione rapida di fori e operazioni di formatura in applicazioni ad alto volume
- Piegatura e Formatura: Trasforma lamiere piane in forme tridimensionali mediante presse piegatrici e utensili specializzati
- Saldatura: Unisce più componenti mediante calore e pressione, con vari metodi adatti a diversi materiali e applicazioni
- Taglio a getto d'acqua: Utilizza acqua ad alta pressione (spesso con abrasivi) per materiali sensibili al calore o per lamiere spesse, dove è inaccettabile qualsiasi deformazione termica
Taglio laser e il suo ruolo nel lavoro di precisione
Quando hai bisogno di componenti con bordi puliti, tolleranze dimensionali strette e zone termicamente alterate minime, il taglio laser diventa il tuo metodo principale di fabbricazione. Le moderne aziende specializzate nella lavorazione precisa della lamiera operano tipicamente con due principali tecnologie laser: i laser a CO₂ e i laser a fibra.
Il taglio laser a fibra è diventato lo standard di settore per la maggior parte delle applicazioni di precisione. Secondo fonti del settore, i laser a fibra utilizzano diodi laser trasmessi attraverso fibre ottiche per realizzare i tagli, offrendo elevata potenza in uscita ed eccezionale efficienza. Questa tecnologia eccelle nel taglio di materiali riflettenti, come le leghe di alluminio e rame, che rappresentavano una sfida per i precedenti sistemi a CO₂.
Le specifiche tecniche dell’attrezzatura rivestono un’importanza significativa in questo contesto. Valuta come le diverse capacità dei laser influenzino le opzioni disponibili per il tuo progetto:
| Tipo di laser | Gamma di potenza | Migliori Applicazioni | Capacità di spessore del materiale |
|---|---|---|---|
| laser a fibra da 8 kW | Potenza di uscita elevata | Ingegneria generale, taglio di lamiere spesse | Acciaio dolce fino a 30 mm; acciaio inossidabile fino a 30 mm |
| laser a CO₂ da 4 kW | Potenza media in uscita | Segnaletica, lavorazioni decorative, materiali sottili | Acciaio dolce fino a 16 mm; acciaio inossidabile fino a 12 mm |
| Elettroerosione a filo | Scarica elettrica | Tolleranze estremamente strette, materiali temprati | Limitato dalle dimensioni della vasca, non dalla durezza del materiale |
Oltre al laser stesso, valutare sistemi automatizzati di movimentazione dei materiali. Le principali aziende specializzate nella lavorazione precisa di lamiere integrano linee di svolgimento che alimentano direttamente il materiale grezzo nei sistemi di taglio, riducendo i danni da manipolazione e migliorando la produttività. Le tavole per taglio al plasma fungono da attrezzature complementari per materiali più spessi, dove il taglio laser diventa meno conveniente dal punto di vista economico.
Una capacità spesso trascurata? La lavorazione mediante EDM a filo, in cui un sottile filo metallico caricato elettricamente utilizza scintille elettriche per fondere il materiale senza mai entrare in contatto con il pezzo in lavorazione. Il filo non tocca mai il materiale: invece, scintille controllate attraversano il gap, mentre un fluido dielettrico raffredda la zona di taglio e rimuove i residui di materiale. Questo processo consente di ottenere tolleranze impossibili da raggiungere con metodi di taglio convenzionali.
Piega, formatura e tecniche di saldatura illustrate
Tagliare lamiere piane rappresenta solo metà della sfida di fabbricazione. Trasformare tali lamiere in componenti tridimensionali richiede capacità di piegatura e formatura altrettanto sofisticate.
La tecnologia delle piegatrici a cnc si è evoluta in modo significativo. Le moderne piegatrici a cnc come la Serie Bystronic Xpert offrono una forza di piegatura di 150 tonnellate, con velocità operative fino a 20 mm/s e velocità massime di rapido di 220 mm/s. Ancora più importante, sono dotate di misurazione e correzione in tempo reale dell’angolo di piegatura: la macchina misura effettivamente l’angolo di piegatura durante il processo di formatura e si regola automaticamente per compensare il rimbalzo del materiale.
Perché questo è rilevante per i vostri componenti? Diversi materiali presentano un rimbalzo diverso dopo la piegatura. Una piegatura a 90 gradi su acciaio inossidabile 304 potrebbe richiedere una sovrapiegatura a 88 gradi per ottenere l’angolo finale desiderato. Senza correzione automatica dell’angolo, gli operatori devono fare affidamento sull’esperienza e sul metodo di tentativi ed errori, con conseguente aumento dei tempi e introduzione di variazioni tra i pezzi.
Le capacità di saldatura completano il processo di fabbricazione. Un’azienda professionale specializzata nella fabbricazione precisa di lamiere offre diversi metodi di saldatura, scelti in base alle specifiche applicazioni:
- Saldatura TIG (Tungsten Inert Gas): Produce le saldature più pulite per superfici visibili e materiali sottili; è la tecnica preferita per acciaio inossidabile e alluminio
- Saldatura MIG (Metal Inert Gas): Più veloce della saldatura TIG, ideale per tratti di saldatura più lunghi e materiali più spessi
- Saldatura a resistenza per punti: Crea punti di collegamento discreti senza segni visibili sulla superficie; comunemente utilizzata per involucri e staffe
- Saldatura Laser: Garantisce un minimo apporto di calore e una ridotta deformazione, fondamentale per assemblaggi di precisione che richiedono un rigoroso controllo dimensionale
Oltre alla fabbricazione primaria, valutare anche le capacità secondarie che consentono di completare i componenti. Le aziende professionali specializzate nella fabbricazione precisa di lamiere offrono l’installazione di hardware, levigatura e sabbiatura per la preparazione delle superfici, verniciatura a polvere o a liquido per la protezione contro la corrosione, nonché servizi di assemblaggio che consegnano prodotti finiti anziché singoli componenti.
L'attrezzatura utilizzata da un fabbro rivela il livello massimo delle sue capacità, ma è il modo in cui combina questi processi in flussi di lavoro efficienti a determinare se riesce a ottenere risultati precisi in modo costante. Ciò ci porta a un altro fattore critico: i materiali con cui questi processi operano e come la scelta dei materiali influisce direttamente sui risultati di precisione.
Materiali e loro impatto sui risultati di precisione
Avete scelto un fabbro dotato di attrezzature impressionanti e processi comprovati. Ma ecco ciò che molti acquirenti trascurano: il materiale che scegliete influenza l’accuratezza dimensionale tanto quanto le macchine che eseguono il lavoro. Un’azienda specializzata nella lavorazione precisa della lamiera comprende che ogni lega si comporta in modo diverso durante le operazioni di taglio, piegatura e saldatura — e questo comportamento determina direttamente se i vostri componenti rispettano le specifiche richieste.
Pensatela così: l’alluminio presenta un rimbalzo meno prevedibile rispetto all’acciaio dolce dopo la piegatura. L’acciaio inossidabile subisce indurimento per deformazione durante la formatura , modificandone le proprietà durante il processo. Le leghe di rame conducono il calore in modo così efficiente che la saldatura richiede parametri completamente diversi. Non si tratta di dettagli secondari: sono invece variabili nascoste che distinguono i progetti di successo da quelli che comportano costosi interventi di ritocco.
Acciaio inossidabile, alluminio e leghe speciali
Le aziende specializzate nella lavorazione precisa della lamiera operano generalmente con un gruppo ristretto di materiali, ciascuno scelto per specifiche caratteristiche prestazionali. Comprendere queste opzioni consente di abbinare correttamente le proprietà del materiale ai requisiti della propria applicazione.
Acciaio inossidabile rimane il materiale di riferimento per applicazioni che richiedono resistenza e resistenza alla corrosione. Secondo l’analisi dei materiali effettuata da specialisti della produzione di precisione , le diverse varianti di acciaio inossidabile soddisfano scopi specifici:
- Qualità austenitiche (304, 316): Eccellente resistenza alla corrosione, non magnetico dopo ricottura, elevata duttilità e formabilità: ideale per dispositivi medici e impianti per la lavorazione alimentare
- Gradi ferritici (430, 446): Magnetico, resistente al calore, adatto per applicazioni ad alta temperatura come forni industriali e sistemi di scarico
- Gradi martensitici (410, 420): Induribili mediante trattamento termico, eccellente resistenza meccanica e usura — comunemente specificati per componenti aerospaziali e utensileria di precisione
Leghe di Alluminio offrono il migliore rapporto resistenza-peso per applicazioni in cui la riduzione della massa è fondamentale. La lega 6061 domina il lavoro di precisione poiché viene lavorata in modo pulito, mantiene tolleranze di ±0,01–0,02 mm con configurazioni stabili e consente l’anodizzazione per finiture di alto livello. Per gli involucri di dispositivi elettronici, apparecchiature audio e dispositivi portatili, l’alluminio garantisce sia prestazioni che estetica.
Leghe speciali entrano in gioco quando i materiali standard non riescono a soddisfare requisiti estremi. Il titanio offre un rapporto eccezionale tra resistenza e peso e un’elevata resistenza alla corrosione per applicazioni nel settore medico e aerospaziale, anche se la sua bassa conducibilità termica e la tendenza all’incrudimento durante la lavorazione richiedono competenze specializzate nella fabbricazione. Rame e ottone offrono un’eccellente conducibilità elettrica e termica per applicazioni elettroniche, ma il loro peso e costo ne limitano l’uso a componenti critici dal punto di vista funzionale.
Come le proprietà dei materiali influenzano la precisione della fabbricazione
È qui che la scelta del materiale diventa concreta. Ogni proprietà riportata su una scheda tecnica si traduce direttamente in sfide o vantaggi durante la fabbricazione. Un’azienda specializzata nella produzione di precisione di lamiere valuta questi fattori prima di fornire un preventivo per il vostro progetto:
| Materiale | Tolleranza tipica raggiungibile | Raggio di curvatura minimo | Saldabilità | Migliori Applicazioni |
|---|---|---|---|---|
| Acciaio inox 304/316 | ±0,01–0,02 mm | ≥1,5–2× lo spessore | Facilmente saldabile con TIG/MIG | Dispositivi medici, attrezzature per l’industria alimentare, ambienti marini |
| Alluminio 6061 | ±0,01–0,02 mm | ≥1× lo spessore | Saldabile, ma perde il 30–50% della resistenza nella zona influenzata dal calore | Involucri leggeri, dissipatori di calore, strutture aerospaziali |
| Acciaio dolce | ±0,05 mm (soggetti a deformazione) | ≥1× lo spessore | Eccellente — il più tollerante alla saldatura | Supporti strutturali, telai, componenti sensibili ai costi |
| Rame/Ottone | ±0,02–0,05 mm | ≥0,5–1× lo spessore | Difficile da saldare; si preferisce la brasatura | Contatti elettrici, scambiatori di calore, elementi decorativi |
| Titanio | ±0,02–0,05 mm | ≥1,5× lo spessore | Richiede un’atmosfera inerte specializzata | Impianti medici, applicazioni aerospaziali e ad alte prestazioni |
Nota come l'acciaio al carbonio—spesso l'opzione più economica—risulti indicato come «prone to warping» (propenso alla deformazione) nella colonna delle tolleranze. Questo non è un limite delle attrezzature, ma un comportamento intrinseco del materiale. L'acciaio al carbonio in lamiere sottili tende a deformarsi durante la lavorazione meccanica o la saldatura, rendendo una tolleranza di ±0,05 mm più realistica rispetto alle tolleranze più strette ottenibili con alluminio o acciaio inossidabile.
I requisiti relativi al raggio di piegatura rivelano un’altra considerazione fondamentale. Secondo specialisti della fabbricazione, i progettisti che specificano pieghe acute a 90 gradi su acciaio inossidabile senza un raggio adeguato spesso riscontrano fessurazioni ai bordi durante la formatura. Qual è il valore predefinito sicuro? Impostare il raggio di piegatura pari o superiore allo spessore del materiale per metalli duttili e aumentarlo fino a 1,5–2 volte lo spessore per leghe meno tolleranti, come l'acciaio inossidabile.
Anche le condizioni ambientali influenzano la scelta dei materiali in modi spesso trascurati dagli acquirenti. L'acciaio inossidabile 304 o 316 diventa obbligatorio per applicazioni all'aperto, marine o sterilizzate, dove la corrosione è costante. L'alluminio resiste alla corrosione nell'uso generale, ma richiede anodizzazione o rivestimenti protettivi negli ambienti marini. L'acciaio dolce è adatto per impieghi interni con un opportuno rivestimento, ma si ossiderà rapidamente se esposto all'umidità senza protezione.
La conclusione? La scelta del materiale non è indipendente dai requisiti di precisione: ne è parte integrante. Lo stesso tolleranza di ±0,010" costa significativamente di più da ottenere nel titanio che indurisce per deformazione rispetto all'alluminio 6061, materiale più facile da lavorare. Un'azienda specializzata nella produzione di lamiere di precisione è in grado di guidarvi nella gestione di questi compromessi, abbinando le proprietà dei materiali sia alle esigenze funzionali sia ai vincoli di budget.
Una volta compresi i materiali, la vostra prossima sfida consiste nel valutare se i potenziali partner per la fabbricazione sono effettivamente in grado di garantire la precisione promessa. Tale valutazione va oltre l'elenco delle attrezzature e comprende certificazioni, sistemi qualità e approcci produttivi che distinguono i partner affidabili dalle scelte rischiose.
Come valutare e scegliere un partner specializzato nella lavorazione precisa della lamiera
Avete esaminato i processi, analizzato le specifiche delle attrezzature e confrontato le opzioni relative ai materiali. Ma è qui che la maggior parte degli acquirenti inciampa: tradurre tale conoscenza tecnica in un quadro di valutazione affidabile. Come si verifica concretamente che un'azienda specializzata nella fabbricazione su misura di lamiera di precisione sia in grado di fornire risultati costanti nel corso di mesi o anni di produzione?
La risposta risiede nella comprensione di ciò che le certificazioni di qualità dimostrano effettivamente, di come valutare gli approcci produttivi oltre all’elenco delle attrezzature e di quali indicatori operativi distinguono i partner di precisione di livello mondiale dai prestatori mediocri. Costruiamo insieme una checklist pratica di valutazione che potrete applicare a qualsiasi potenziale partner per la fabbricazione.
Certificazioni di Qualità e il loro Significato
Le certificazioni non sono semplici targhe appese alla parete dell’atrio: rappresentano sistemi verificati di gestione della qualità che influenzano ogni singolo componente prodotto dal vostro fornitore. Tuttavia, non tutte le certificazioni hanno lo stesso peso per ogni applicazione. Comprendere la gerarchia vi aiuta a definire aspettative appropriate.
ISO 9001 costituisce il fondamento. Secondo esperti di certificazioni nel settore manifatturiero , questo standard riconosciuto a livello internazionale stabilisce i requisiti per un’assicurazione della qualità coerente in tutti i settori industriali. Un’azienda specializzata nella lavorazione di lamiere di precisione certificata ISO 9001 ha dimostrato di possedere un sistema formale di gestione per la qualità, focalizzato sul «soddisfacimento dei clienti, sull’ottimizzazione dei processi per efficienza e precisione e sulla motivazione e coinvolgimento dei dipendenti a tutti i livelli». La certificazione richiede il superamento di un audit approfondito ogni tre anni: rappresenta quindi un impegno continuativo, non un risultato ottenuto una tantum.
AS9100 estende i requisiti della norma ISO 9001 specificamente per le applicazioni nel settore aerospaziale, avionico e della difesa. Se i vostri componenti potrebbero influenzare la sicurezza delle persone — si pensi alle strutture degli aeromobili, ai dispositivi medici o ai sistemi di difesa — questa certificazione diventa essenziale, e non facoltativa. La norma AS9100 introduce protocolli rigorosi per:
- La gestione del rischio con assegnazione di responsabilità a livello dipartimentale
- La prevenzione e la verifica dei componenti contraffatti
- I protocolli di stoccaggio delle attrezzature, con programmi di manutenzione definiti
- Verifica delle informazioni tramite test e ispezioni indipendenti
IATF 16949 rappresenta lo standard di gestione della qualità del settore automobilistico, con particolare enfasi sulla prevenzione dei difetti e sulla riduzione degli sprechi lungo l’intera catena di fornitura. Per i componenti del telaio, le parti della sospensione o gli insiemi strutturali, questa certificazione indica che il produttore conosce i requisiti specifici del settore automobilistico.
Cosa dovreste cercare nella vostra situazione specifica? Utilizzate questo schema:
| La tua applicazione | Certificazione minima | Certificazione preferita | Perché è importante |
|---|---|---|---|
| Prodotti commerciali generici | ISO 9001 | ISO 9001 | Garantisce processi qualitativi documentati e miglioramento continuo |
| Componenti aerospaziali o per la difesa | AS9100 | AS9100 + NADCAP | Obbligatoria per la maggior parte degli OEM aerospaziali; dimostra la capacità di operare su componenti critici per la sicurezza |
| Parti di autoveicoli | ISO 9001 | IATF 16949 | È allineata ai requisiti della catena di fornitura degli OEM e all’enfasi sulla prevenzione dei difetti |
| Dispositivi medici | ISO 9001 | ISO 13485 | Risponde ai requisiti di conformità normativa e tracciabilità |
Valutazione degli investimenti in attrezzature e tecnologia
Le certificazioni verificano sistemi e processi. Ma che dire della reale capacità produttiva? È qui che occorre andare oltre l'elenco delle attrezzature e comprendere come un'azienda specializzata nella lavorazione di lamiere di precisione organizza la propria produzione.
Layout produttivi cellulari rappresentano uno degli indicatori più chiari di sofisticazione operativa. Invece di organizzare le attrezzature per tipologia di processo—tutti i laser in un’area, tutte le piegatrici in un’altra—i layout cellulari raggruppano le macchine in modo da servire specifiche famiglie di prodotti. Secondo specialisti della produzione snella , questo approccio riduce drasticamente le scorte di semilavorati e i tempi di consegna, migliorando al contempo la coerenza qualitativa.
Perché questo è importante per la precisione? Quando i componenti percorrono distanze più brevi tra un'operazione e l'altra, i danni dovuti alla manipolazione diminuiscono. Quando lo stesso team gestisce un'intera famiglia di prodotti, acquisisce una competenza approfondita sulle tolleranze e sul comportamento dei materiali specifici di quella famiglia. Il risultato: meno difetti, maggiore velocità di attraversamento del processo e qualità più prevedibile.
Disciplina del tempo takt costituisce un altro indicatore di qualità. Le aziende che calcolano e mantengono il ritmo produttivo — ossia la velocità con cui i prodotti devono essere completati per soddisfare la domanda — dimostrano un livello maturo di controllo del processo. Come ha osservato un esperto del settore: «I pezzi inattivi non generano alcun profitto.» Grandi lotti di prodotti in lavorazione accumulati sugli scaffali segnalano un flusso imprevedibile, spesso associato a una qualità inconsistente.
Quando si valuta l’attrezzatura, porre domande che rivelino la filosofia operativa:
- Come separate il lavoro conto terzi ad alto volume da quello relativo a prototipi in bassa quantità?
- Qual è il vostro livello tipico di scorte di prodotti in lavorazione, espresso in giorni di produzione?
- Con quale rapidità potete rispondere alle modifiche ingegneristiche durante la produzione?
- Qual è la percentuale di componenti che richiede ritrattamento o scarto?
Le risposte rivelano maggiori informazioni sulle capacità di precisione rispetto a qualsiasi scheda tecnica delle attrezzature.
Checklist per la valutazione del partner
Prima di impegnarvi con un partner specializzato nella lavorazione precisa di lamiere, completate questa checklist completa. Non tutti gli elementi si applicano a ogni progetto, ma affrontare questi aspetti evita sorprese costose:
- Verifica della certificazione: Richiedete copie degli attestati attuali e verificate le date di scadenza; le certificazioni richiedono audit triennali
- Documentazione del sistema qualità: Chiedete esempi di rapporti di ispezione, procedure di ispezione del primo articolo ed esempi di azioni correttive
- Capacità degli impianti: Verificate che le macchine specifiche possano gestire i tipi di materiale, gli spessori e i requisiti di tolleranza previsti
- Tracciabilità dei materiali: Accertatevi che vengano conservati registri completi che colleghino i componenti finiti alle certificazioni dei materiali grezzi
- Equipaggiamento per ispezione: Cercare sistemi CMM, comparatori ottici e strumenti di misura tarati adeguati ai propri requisiti di tolleranza
- Controllo Statistico del Processo: Chiedere se monitorano la capacità di processo (valori Cpk) per le dimensioni critiche
- Trasparenza sui tempi di consegna: Richiedere tempistiche realistiche e comprenderne i fattori determinanti — vincoli di capacità, disponibilità dei materiali o complessità del processo
- Reattività nella comunicazione: Prendere nota della rapidità con cui rispondono alle richieste di preventivo e alle domande tecniche durante la fase di valutazione
- Disponibilità di campioni o prototipi: Valutare la possibilità di richiedere parti campione prima di impegnarsi su volumi di produzione
- Riferimenti clienti: Chiedere riferimenti di clienti operanti nel proprio settore o con analoghi requisiti di precisione
Le migliori aziende specializzate nella lavorazione di lamiere di precisione accolgono con favore questo livello di verifica. Hanno investito in sistemi e competenze specificamente finalizzati a dimostrare una qualità verificata — e comprendono che una valutazione accurata costituisce la base per partnership di successo a lungo termine.
Una volta stabiliti i criteri di valutazione, siete pronti a considerare un altro fattore che distingue i progetti di successo da quelli frustranti: in che modo le vostre decisioni progettuali abilitano – o limitano – i risultati di precisione di cui avete bisogno.
Progettazione per la fabbricabilità nei progetti in lamiera
Ecco una realtà che coglie molti acquirenti di sorpresa: le vostre decisioni progettuali influenzano i risultati della fabbricazione tanto quanto le attrezzature impiegate nel processo. Un’azienda altamente qualificata per la fabbricazione di precisione in lamiera metallica può incontrare difficoltà con componenti che ignorano i fondamentali vincoli produttivi, mentre progetti semplici vengono realizzati rapidamente con qualità costante e costi inferiori.
La progettazione per la fabbricabilità (DFM) rappresenta il ponte tra ciò che immaginate sullo schermo e ciò che è fisicamente realizzabile in metallo. Secondo specialisti DFM della lamiera , questo concetto significa progettare i propri componenti in modo tale da renderli facili — e quindi economici — da produrre. Ignorando questi principi, si incorrerà in ciò che i produttori definiscono "attrito produttivo": prezzi più elevati, tempi di attesa più lunghi e rischio aumentato di errori.
Che siate ingegneri esperti o imprenditori impegnati nello sviluppo di un prototipo, comprendere questi fondamenti della progettazione per la produzione (DFM) vi aiuta a comunicare efficacemente con il vostro partner produttivo e a riconoscere potenziali problemi prima che diventino inconvenienti costosi.
Elementi di progettazione che consentono una lavorazione precisa
Immaginate il lamierino come un cartone dotato di regole molto specifiche per le piegature. Ogni piega, foro e sagomatura interagisce con le proprietà del materiale in modi prevedibili — purché si sappia cosa osservare. Questi principi chiave della progettazione per la produzione (DFM) guidano progetti che le aziende specializzate nella lavorazione precisa del lamierino possono realizzare in modo affidabile:
- Dimensionamento del raggio di piegatura: La curvatura interna della vostra piega deve essere almeno pari allo spessore del materiale. Come spiegano gli esperti di DFM, se si tenta di piegare il metallo troppo bruscamente, il bordo esterno si incrina o presenta "crazing". Progettare tutte le pieghe con lo stesso raggio consente ai fabbricanti di utilizzare un singolo utensile per ogni piega, riducendo i tempi di attrezzaggio e i vostri costi.
- Distanza tra foro e piega: Mantenete i fori a una distanza minima pari a 2,5 volte lo spessore del materiale più un raggio di piega dalle linee di piega. I fori posizionati troppo vicino alle pieghe si deformano in forma ovale durante la formatura, rendendo impossibile l’inserimento corretto di viti o perni.
- Caratteristiche di sgravio della piega: Quando le pieghe terminano su bordi piani, aggiungete piccoli intagli rettangolari o circolari nei punti in cui le linee di piega incontrano i bordi. Ciò previene la concentrazione di tensioni e le fessurazioni alle interfacce di piega.
- Lunghezza minima della flangia: Realizzate le linguette lunghe almeno quattro volte lo spessore del materiale. Le piegatrici meccaniche necessitano di una superficie sufficiente per afferrare il materiale durante la formatura: linguette troppo corte richiedono utensili personalizzati e costosi, che possono raddoppiare i costi di produzione.
- Attenzione alla direzione della fibratura: Il lamiera presenta una "grana" derivante dal processo di laminazione effettuato in acciaieria. Le pieghe realizzate parallelamente alla direzione della grana hanno una probabilità molto maggiore di provocare crepe. Progettare i componenti in modo che le piegature avvengano il più possibile trasversalmente alla grana.
- Larghezza delle fessure e degli intagli: Mantenere la larghezza degli intagli stretti almeno 1,5 volte superiore allo spessore del materiale. Il taglio laser genera un calore intenso: fessure e prolungamenti sottili possono deformarsi o torcersi a causa delle sollecitazioni termiche, compromettendo planarità e aderenza.
Comprendere il fattore K diventa essenziale per i componenti con più pieghe. Secondo le fonti tecniche, il fattore K rappresenta il rapporto tra la posizione dell’asse neutro e lo spessore del materiale, con valori compresi tra 0,25 e 0,50 a seconda del materiale e dell’operazione di piegatura. L’inserimento corretto di questo valore nel software CAD garantisce schemi sviluppati precisi ed evita l’accumulo di tolleranze negli assiemi complessi.
Errori comuni di progettazione che compromettono la qualità
Anche i progettisti più esperti commettono errori che creano difficoltà nella produzione. Prestare attenzione a queste trappole comuni che le aziende specializzate nella lavorazione di lamiere di precisione incontrano regolarmente:
- Tolleranze eccessive su caratteristiche non critiche: Specificare una tolleranza di ±0,005" su dimensioni che non influiscono in modo significativo sulla funzionalità aumenta notevolmente i tempi e i costi di ispezione. Siate flessibili sulle tolleranze quando non è strettamente necessario: le tolleranze standard per lamiere consentono di mantenere il progetto entro il budget, garantendo al contempo la qualità laddove è davvero importante.
- Dimensioni fori non standard: Specificare fori con dimensioni come 5,123 mm potrebbe richiedere punte da trapano personalizzate. L’uso di dimensioni standard disponibili sul mercato (5 mm, 6 mm, 1/4") consente ai fabbricanti di eseguire la vostra commessa con gli utensili già in dotazione, permettendo un’esecuzione quasi immediata tramite macchinari ad alta velocità.
- Ignorare il ritorno elastico: Il metallo è leggermente elastico. Una piega realizzata a 90 gradi tende naturalmente a riallargarsi fino a 88 o 89 gradi (effetto springback). I fabbricanti di precisione compensano questo fenomeno, ma tolleranze angolari eccessivamente stringenti, senza prevedere un adeguato margine per lo springback, causano insuccessi nelle ispezioni.
- Distanziamento insufficiente tra i fori: I fori devono essere posizionati a una distanza di circa 1,5 volte lo spessore del materiale dai bordi e a una distanza reciproca pari a due volte lo spessore. Un passo più ravvicinato causa deformazioni del materiale durante le operazioni di punzonatura.
- Considerazioni relative alla mancanza del rivestimento: La verniciatura a polvere e l’anodizzazione aggiungono uno spessore dimensionale. I progetti devono tenere conto di questa variazione, in particolare sulle superfici di accoppiamento e sulle caratteristiche filettate. Inoltre, i componenti richiedono punti di sospensione durante la fase di rivestimento: indicare chiaramente dove sono ammesse sezioni non rivestite.
Le caratteristiche autolocalizzanti rappresentano un’opportunità spesso trascurata. Ove possibile, progettare componenti che si allineino autonomamente durante l’assemblaggio, riducendo al minimo la necessità di dispositivi di fissaggio e supporti. L’uso di inserti PEM o di rivetti invece della saldatura può consentire notevoli risparmi di tempo e costi, qualora le esigenze funzionali lo permettano: la saldatura richiede manodopera specializzata e provoca deformazioni termiche, mentre il fissaggio meccanico garantisce un controllo dimensionale più preciso.
L'impatto aziendale di una buona progettazione per la produzione (DFM) va oltre l'efficienza produttiva. I componenti progettati seguendo questi principi superano generalmente l'ispezione del primo esemplare senza necessità di ritocchi, mantengono una qualità costante durante le diverse serie produttive e hanno un costo inferiore, poiché i fornitori possono utilizzare attrezzature e processi standard. Quando presentate un progetto che dimostra una consapevolezza della DFM, le aziende specializzate nella lavorazione precisa di lamiere riconoscono un cliente che comprende le reali esigenze produttive, il che spesso si traduce in condizioni economiche più vantaggiose, tempi di quotazione più rapidi e priorità nella programmazione.
Una volta stabiliti i principi di progettazione, il passo successivo nel vostro percorso di fabbricazione precisa consiste nel comprendere come i processi di prototipazione e di introduzione di nuovi prodotti convalidino i progetti prima di impegnarsi nella produzione su larga scala.

Servizi di prototipazione e di introduzione di nuovi prodotti
Hai progettato il tuo componente tenendo conto della sua fabbricabilità. Ma come puoi sapere con certezza che funzionerà effettivamente prima di impegnare migliaia di dollari per la realizzazione degli utensili produttivi? È qui che i servizi di prototipazione di precisione in lamiera diventano indispensabili: trasformano i disegni digitali in componenti fisici che puoi toccare, testare e perfezionare.
L’Introduzione di Nuovi Prodotti (NPI) rappresenta il processo strutturato che accompagna il tuo concetto dall’idea iniziale fino alla verifica della prontezza alla produzione. Secondo gli specialisti del settore manifatturiero, l’NPI comprende l’intero ciclo, dalla creazione del concetto allo sviluppo e alla produzione del prodotto finale, riducendo al minimo i rischi e cogliendo al massimo le opportunità di successo.
Per gli acquirenti che valutano un’azienda specializzata in NPI per lamiera di precisione, comprendere questo processo consente di identificare quali partner sono in grado di accelerare effettivamente i tempi di lancio e quali, invece, si limitano a ricevere ordini senza aggiungere valore.
Dal concetto all’approvazione del primo esemplare
Immaginate di sviluppare una nuova custodia per apparecchiature industriali. Avete i file CAD, le specifiche dei materiali e i requisiti di tolleranza, ma rimangono ancora alcuni dubbi: gli angoli di piegatura corrisponderanno a quelli previsti? I fori di fissaggio si allineeranno correttamente con i componenti abbinati? Il processo di assemblaggio rivelerà problemi di interferenza imprevisti?
Il flusso di lavoro per la prototipazione risponde sistematicamente a queste domande. Sulla base delle migliori pratiche del settore, il processo tipico prevede le seguenti fasi:
- Identificare e definire gli obiettivi: Il vostro partner per la fabbricazione collabora con voi per comprendere i requisiti fondamentali — specifiche funzionali, aspettative estetiche, protocolli di test e vincoli temporali. Questa fase costituisce la base su cui si basa tutto ciò che segue.
- Revisione del progetto e ottimizzazione DFM: Gli ingegneri analizzano i vostri dati CAD per valutarne la fabbricabilità, proponendo modifiche che migliorano la precisione dei risultati senza compromettere la funzionalità. Questa fase collaborativa consente spesso di individuare tempestivamente problemi che altrimenti causerebbero ritardi nella produzione.
- Realizzazione prototipi: Utilizzando le stesse attrezzature designate per la produzione, i fabbricanti realizzano i primi campioni. Questo approccio garantisce che i prototipi rappresentino con precisione ciò che la produzione su larga scala consegnerà.
- Test e Validazione: I prototipi vengono sottoposti a test funzionali, verifiche di adattamento con i componenti abbinati e valutazioni delle prestazioni in condizioni operative. L’analisi agli elementi finiti (FEA) può simulare i pattern di sollecitazione, mentre i test fisici ne confermano il comportamento nel mondo reale.
- Iterazione di progettazione: Sulla base dei risultati dei test, i progetti vengono perfezionati e, se necessario, vengono creati nuovi prototipi. Come osserva un esperto del settore: «Non ogni concetto è vincente: è fondamentale apprendere rapidamente cosa funziona e cosa richiede aggiustamenti.»
- Approvazione del progetto e preventivazione della produzione: Una volta che i prototipi rispettano le specifiche, il progetto viene definitivamente fissato e vengono redatti dettagliati preventivi di produzione. I fabbricanti che hanno realizzato i vostri prototipi possono fornire preventivi accurati, poiché hanno già testato il processo produttivo.
- Ispezione del primo articolo (FAI): I componenti prodotti inizialmente vengono sottoposti a una verifica dimensionale completa rispetto alle specifiche, creando una documentazione che attesta che i processi produttivi generano componenti conformi.
Questo approccio strutturato riduce drasticamente il rischio di sorprese costose durante la produzione su larga scala. Quando si valutano servizi di prototipazione rapida di lamiere di precisione, è opportuno cercare partner che offrano un supporto completo alla DFM (Design for Manufacturability) nella fase di revisione del progetto: questa collaborazione spesso determina il successo o l’insuccesso dei progetti.
Prototipazione rapida contro produzione in serie
La velocità assume un significato diverso in ciascuna fase dello sviluppo del prodotto. Durante la fase di prototipazione, un tempo di consegna breve consente iterazioni rapide, seguendo la filosofia del "fallire prima", che permette di apprendere rapidamente se i progetti funzionano come previsto. Come spiegano gli specialisti della prototipazione, se un determinato progetto non è realizzabile, scoprirlo tempestivamente risulta molto più efficiente in termini di risorse rispetto a investire tempo ed energie prolungati.
Cosa distingue la prototipazione rapida dai tempi standard di fabbricazione? Le principali aziende specializzate nella lavorazione precisa di lamiere mantengono reparti dedicati alla prototipazione, separati dagli schedulati di produzione. Questa separazione garantisce che il lavoro sui prototipi non entri in competizione con gli ordini ad alto volume per il tempo macchina — una distinzione fondamentale quando si deve validare rapidamente un progetto prima della chiusura delle finestre di mercato.
Considera come si manifesta concretamente la capacità di prototipazione rapida. Partner di primo livello come Tecnologia del metallo di Shaoyi (Ningbo) offrono una prototipazione rapida in 5 giorni, abbinata a un supporto completo per l’analisi della fattibilità produttiva (DFM) e a una tempistica di quotazione di 12 ore — un livello di reattività in grado di accelerare significativamente i cicli di sviluppo. La loro certificazione IATF 16949 attesta i sistemi qualità richiesti per componenti automobilistici quali telai, sospensioni e strutture portanti, dove le tolleranze di precisione sono imprescindibili.
Il passaggio dalla fase di prototipazione a quella di produzione introduce priorità differenti:
| Fattore | Prototipazione rapida | Cicli di produzione |
|---|---|---|
| Obiettivo principale | Velocità di validazione del progetto e di iterazione | Qualità costante in produzione di serie |
| Tempistica tipica | 3–10 giorni per i campioni iniziali | 2–6 settimane, a seconda della complessità e del volume |
| Approccio per utensileria | Stampi morbidi o fabbricazione diretta | Stampi di produzione per garantire la ripetibilità |
| Struttura dei costi | Costo unitario più elevato, investimento totale inferiore | Costo unitario più basso, investimento maggiore per gli stampi |
| Intervallo di volume | tipicamente da 1 a 50 pezzi | Da centinaia a migliaia di pezzi |
La produzione pilota funge da ponte tra queste fasi. Prima di passare alla produzione su larga scala, i produttori realizzano piccoli lotti — tipicamente da 50 a 200 pezzi — per verificare che i processi produttivi siano ripetibili e stabili. Questo passaggio consente di identificare eventuali problemi di producibilità non emersi durante la fase di prototipazione e conferma che i sistemi qualità siano in grado di mantenere le specifiche anche durante cicli produttivi prolungati.
Quando si seleziona un’azienda specializzata in alimentatori servo per lamiere di precisione o un partner per la fabbricazione rapida di prototipi in lamiera, è necessario valutarne l’intero spettro di competenze. I migliori partner accompagnano i progetti dalla fase concettuale iniziale fino alla produzione validata, applicando sistemi di qualità coerenti a ogni stadio. Essi comprendono che la realizzazione di prototipi non consiste semplicemente nel produrre componenti rapidamente, ma nel ricavare informazioni sufficientemente rapide da consentire decisioni più efficaci prima che gli investimenti produttivi rendano definitiva la scelta del design.
Una volta compresi i processi di prototipazione, siete pronti ad affrontare un argomento che la maggior parte dei fabbricanti evita di discutere apertamente: quali sono effettivamente i fattori che determinano i prezzi nel settore della lavorazione di precisione delle lamiere e come è possibile ottimizzare i costi senza compromettere la qualità?
Comprensione dei fattori di prezzo e dei driver di costo
Ecco una conversazione che molti produttori evitano: cosa determina effettivamente il costo del vostro progetto? Sebbene ottenere preventivi per la lavorazione su misura di lamiere metalliche spesso sembri ricevere numeri misteriosi da una scatola nera, la realtà è più semplice di quanto si possa immaginare. Comprendere i fattori che influenzano il costo della lavorazione di precisione su lamiera metallica vi permette di prendere decisioni informate — e potenzialmente di ridurre le spese senza compromettere la qualità.
Secondo specialisti della lavorazione di precisione, diversi fattori interconnessi influenzano il prezzo. L’aspetto fondamentale è capire quali fattori potete controllare, quali richiedono compromessi e quali sono semplicemente realtà fisse dettate dalla fisica della produzione industriale.
Costi dei materiali e fattori di complessità
Iniziamo dai fattori più tangibili che influenzano il costo della lavorazione di precisione su metalli: di quale materiale sono costituiti i vostri componenti e quanto è complessa la loro produzione.
Selezione del Materiale rappresenta una delle variabili più significative del tuo preventivo. Come spiegano fonti del settore, metalli come l’alluminio, l’acciaio inossidabile e l’acciaio al carbonio presentano differenze sia nel prezzo per chilogrammo sia nella lavorabilità:
- Alluminio è leggero e resistente alla corrosione, ma richiede maggiore attenzione durante le operazioni di formatura e saldatura
- Acciaio inossidabile offre eccellente resistenza e durata, ma costa significativamente di più per chilogrammo e spesso richiede finiture specializzate
- Acciaio al carbonio rimane economico e versatile, ma necessita generalmente di rivestimenti protettivi per prevenire la corrosione
Lo spessore del materiale amplifica direttamente questi costi. Un materiale più spesso richiede più tempo per essere tagliato, maggiore forza per essere piegato e tempi di saldatura prolungati: tutto ciò si traduce in un aumento delle ore di produzione e di un prezzo più elevato.
Complessità di progettazione crea il secondo principale moltiplicatore di costo. I componenti con pieghe multiple, sagomature complesse o tolleranze stringenti richiedono più tempo di programmazione, operazioni aggiuntive di setup e cicli di ispezione frequenti. La differenza tra una semplice staffa con due pieghe e un involucro con dodici pieghe, inserti per fissaggi e assemblaggi saldati può essere notevole, anche quando si utilizzano materiali identici.
Ecco un quadro pratico per comprendere come i diversi fattori che influenzano il costo della lavorazione della lamiera incidano sul vostro risultato economico:
| Fattore di costo | Livello d'impatto | Cosa determina questo costo | Come Ottimizzare |
|---|---|---|---|
| Tipo di Materia | Alto | Prezzi di mercato delle materie prime, specifiche delle leghe | Specificare leghe standard; valutare alternative con prestazioni simili |
| Spessore del materiale | Medio-Alto | Velocità di taglio, forza di piegatura, tempo di saldatura | Utilizzare lo spessore minimo sufficiente a soddisfare i requisiti strutturali |
| Complessità geometrica | Alto | Programmazione, modifiche di attrezzaggio, utensili specializzati | Semplificare i disegni; standardizzare i raggi di piega e le dimensioni dei fori |
| Requisiti di tolleranza | Alto | Velocità di lavorazione ridotte, ispezioni frequenti, rischio di ritravagli | Applicare tolleranze stringenti solo alle dimensioni critiche |
| Finitura superficiale | Medio | Fasi aggiuntive del processo, materiali per rivestimento, tempo di polimerizzazione | Specificare le finiture solo quando richieste funzionalmente |
| Operazioni di assemblaggio | Medio-Alto | Ore di lavoro, costi dei componenti meccanici, punti di ispezione | Progettare per un assemblaggio semplificato; utilizzare caratteristiche autolocalizzanti |
| Configurazione iniziale della macchina e preparazione degli utensili | Medio | Configurazione iniziale della macchina e preparazione degli utensili | Progettare famiglie di componenti che condividono i requisiti di utensileria |
Si noti che i requisiti di tolleranza hanno un livello d’impatto "Elevato". Secondo gli esperti di produzione, maggiore è la stringenza delle tolleranze, maggiore è il costo: il rispetto di rigorosi requisiti dimensionali comporta ispezioni più frequenti, velocità di lavorazione ridotte e l’impiego di strumenti di misura avanzati, come macchine di misura a coordinate (CMM) e sistemi di ispezione basati su laser.
Considerazioni sul volume e compromessi tra tempi di consegna
La quantità influenza completamente i prezzi nella fabbricazione di precisione. Un singolo prototipo o una piccola serie comportano un costo significativamente più elevato per unità rispetto a un ordine in grande quantità, poiché il tempo dedicato alla configurazione e alla programmazione viene ripartito su un numero minore di pezzi.
Pensaci in termini pratici: che tu stia ordinando 10 pezzi o 1.000, il fabbricante deve comunque programmare il laser, predisporre la piegatrice e configurare i protocolli di ispezione qualità. Questi costi fissi vengono ripartiti in modo diverso a seconda della quantità del tuo ordine:
- Quantità prototipo (1-10 pezzi): I costi di allestimento prevalgono; ti aspetta il prezzo più alto per singolo pezzo, ma l’investimento totale più basso
- Produzione in piccola serie (50-500 pezzi): I costi di allestimento si ammortizzano in modo più favorevole; il prezzo per singolo pezzo diminuisce sensibilmente
- Produzione ad alto volume (1.000+ pezzi): I guadagni di efficienza raggiungono il massimo: la movimentazione automatizzata e l’ottimizzazione del nesting riducono gli scarti e il lavoro manuale
I tempi di consegna introducono un’ulteriore dimensione di costo che molti acquirenti sottovalutano. Secondo gli specialisti nella stima dei costi di fabbricazione , gli ordini urgenti o i progetti che richiedono una consegna accelerata comportano spesso straordinari o modifiche al programma produttivo—entrambi fattori che generano sovrapprezzi.
La relazione tra tempo di consegna e costo genera importanti compromessi:
| Scenario relativo al tempo di consegna | Impatto sui Costi | Tempistica tipica | Migliore per |
|---|---|---|---|
| Produzione standard | Prezzo di Base | 2-4 settimane | Produzione pianificata con domanda prevedibile |
| Consegna Espressa | Si applicano tariffe premium | 1-2 settimane | Scadenze critiche con flessibilità di budget |
| Urgente/emergenza | Premio significativo | Giorni invece che settimane | Vere emergenze in cui il costo è secondario |
| Flessibile/pianificato | Eventuale sconto | 4-6+ settimane | Ordini non urgenti in cui i tempi sono negoziali |
Come osservano gli specialisti dei tempi di consegna, più il vostro design è semplice e più i materiali sono standard, prima arriveranno i vostri componenti — e più velocemente spesso significa meno costoso, evitando le tariffe per consegne accelerate.
Un fattore di costo spesso trascurato? Spedizione e logistica. Secondo fonti del settore, la produzione potrebbe terminare nei tempi previsti, ma la spedizione può comunque influenzare il vostro cronoprogramma. Una logistica accelerata tramite corrieri prioritari riduce i tempi di consegna, ma di solito a un costo maggiore. Per gli ordini internazionali, valutate la possibilità di richiedere spedizioni frazionate qualora la velocità sia più importante della minimizzazione delle spese di trasporto.
L'approccio più conveniente dal punto di vista economico combina scelte progettuali intelligenti con una pianificazione realistica dei tempi. Collaborate fin dall'inizio con il vostro partner specializzato nella lavorazione di lamiere di precisione—già durante la fase di progettazione e non solo dopo che i disegni sono stati definitivi. I fabbricanti esperti possono individuare opportunità di ottimizzazione dei costi che potreste trascurare, ad esempio suggerendo dimensioni standard per i fori, per ridurre le modifiche agli utensili, oppure raccomandando alternative di materiale che offrano prestazioni equivalenti a un costo inferiore.
Una volta compresi i fattori che influenzano il prezzo, sarete in grado di valutare le quotazioni in modo intelligente e di condurre conversazioni informate con potenziali partner di fabbricazione riguardo all’origine dei costi — e ai possibili risparmi che non compromettano la precisione richiesta dalla vostra applicazione.
Effettuare la scelta corretta nel settore della lamiera lavorata con precisione
Avete esaminato un ampio spettro di temi: dalla comprensione del significato effettivo delle tolleranze di precisione alla valutazione delle certificazioni, dei principi DFM (Design for Manufacturability), dei processi di prototipazione e dei fattori che influenzano i costi. Ora è giunto il momento di sintetizzare queste conoscenze in indicazioni operative che vi consentano di procedere con sicurezza.
Che siate un tecnico responsabile della specifica comparando le capacità di fabbricazione oppure un decisore aziendale che valuta potenziali partner della catena di approvvigionamento, i criteri di selezione della lamiera lavorata con precisione analizzati in questo documento condividono un elemento comune: la capacità verificata conta più delle dichiarazioni promozionali.
Principali conclusioni per il vostro prossimo progetto di precisione
Prima di richiedere preventivi o programmare visite presso gli impianti, tenete presenti questi punti critici di valutazione:
La migliore azienda specializzata nella lavorazione precisa di lamiere dimostra tre qualità imprescindibili: certificazioni adeguate al settore, verificate mediante documentazione aggiornata; capacità degli impianti allineate alle vostre specifiche esigenze di tolleranza; e supporto ingegneristico collaborativo in grado di migliorare i vostri progetti già prima dell’avvio della produzione.
Ecco il vostro quadro sintetico di valutazione del partner per la fabbricazione precisa:
- Verificare attivamente le certificazioni: Richiedete certificati aggiornati con le relative date di scadenza. La norma ISO 9001 è valida per applicazioni generali; la AS9100 è obbligatoria per il settore aerospaziale; la IATF 16949 attesta la prontezza della catena di fornitura automobilistica.
- Allineare le capacità ai requisiti: Non pagate eccessivamente per capacità che non vi servono, ma non compromettete le tolleranze richieste dalla vostra applicazione.
- Valutare la collaborazione nella progettazione per la produzione (DFM): I partner che migliorano i vostri progetti durante la fase di prototipazione evitano problemi costosi in fase produttiva.
- Valutare tempestivamente la reattività: La rapidità con cui i potenziali partner rispondono alle richieste di preventivo prevede il loro livello di comunicazione durante le sfide produttive
- Comprendere i fattori che influenzano i costi: La scelta dei materiali, la complessità geometrica, i requisiti di tolleranza e i tempi di consegna influenzano tutti il prezzo: ottimizzare dove è possibile una certa flessibilità
Procedere in Avanti con Sicurezza
I vostri prossimi passi dipendono dalla fase del percorso di acquisto in cui vi trovate. Se state ancora definendo i requisiti, concentratevi sulle specifiche di tolleranza e sulla selezione dei materiali: queste decisioni influenzano ogni scelta successiva. Se state invece confrontando attivamente diversi fornitori, date priorità alla verifica delle certificazioni e richiedete campioni dimostrativi delle loro capacità di precisione.
Nel caso specifico delle applicazioni automobilistiche, la scelta del giusto partner specializzato in lavorazioni di precisione diventa ancora più critica. Come sottolineato da specialisti nella stampaggio di precisione, certificazioni quali IATF 16949 indicano che un fornitore di componenti comprende i requisiti specifici del settore automobilistico, inclusa la prevenzione dei difetti, la tracciabilità e i protocolli di miglioramento continuo.
Consideri che aspetto ha, nella pratica, un partner ideale per la lavorazione di precisione. Tecnologia del metallo di Shaoyi (Ningbo) rappresenta i criteri discussi in questa guida: certificazione IATF 16949 per componenti automobilistici quali telaio, sospensioni e strutture; prototipazione rapida in 5 giorni che accelera i tempi di sviluppo; supporto completo DFM (Design for Manufacturability) per individuare tempestivamente eventuali problemi di progettazione prima della produzione; e tempi di risposta per i preventivi di 12 ore, per mantenere i progetti in costante avanzamento. Questa combinazione di sistemi di qualità verificati, servizio reattivo e collaborazione tecnica rappresenta esattamente ciò che si deve ricercare in un partner specializzato nella lavorazione di precisione di lamiere.
Il panorama della fabbricazione di precisione premia gli acquirenti informati. Grazie al quadro di valutazione, alle conoscenze sul DFM e alla comprensione dei costi acquisiti in questa guida, lei è ora in grado di selezionare partner in grado di garantire una qualità costante — non solo con il primo ordine, ma lungo anni di collaborazione produttiva.
Domande frequenti sulle aziende specializzate nella lavorazione di precisione di lamiere
1. Cos'è la lavorazione di precisione della lamiera?
La lavorazione di precisione della lamiera è il processo di produzione di parti e componenti in lamiera con estrema accuratezza, generalmente rispettando tolleranze comprese tra ±0,005" e ±0,010" (±0,13 mm e ±0,25 mm). Questo processo richiede attrezzature specializzate, come sistemi a laser in fibra, piegatrici CNC dotate di tecnologia di correzione dell’angolo e macchine di misura a coordinate (CMM) per l’ispezione. Settori che richiedono specifiche esatte — quali l’aerospaziale, i dispositivi medici e l’automotive — fanno affidamento sulla lavorazione di precisione, poiché errori dimensionali nei componenti possono causare problemi di assemblaggio, richiami di prodotto e rischi per la sicurezza.
2. Chi è il miglior fabbricatore al mondo?
Il miglior fabbricante dipende dai requisiti specifici della vostra applicazione, dalle certificazioni industriali necessarie e dalle tolleranze di precisione richieste. Per applicazioni automobilistiche, cercate partner certificati IATF 16949 come Shaoyi (Ningbo) Metal Technology, che offre la prototipazione rapida in 5 giorni, un supporto completo per l’analisi della fattibilità produttiva (DFM) e una risposta al preventivo entro 12 ore per componenti del telaio, della sospensione e strutturali. Per lavorazioni aerospaziali, è essenziale la certificazione AS9100. Valutate i potenziali partner in base alle loro capacità di attrezzatura, ai sistemi qualità, alla competenza sui materiali e alla tempestività di risposta, piuttosto che basandovi su classifiche generali.
3. Quanto costa installare lamiere?
I costi per la lavorazione di precisione di lamiere variano notevolmente in base a diversi fattori: tipo e spessore del materiale, complessità geometrica, requisiti di tolleranza, esigenze di finitura superficiale e volume dell’ordine. Mentre progetti semplici possono costare alcune centinaia di dollari, componenti di precisione complessi con tolleranze stringenti possono arrivare a migliaia di dollari. I costi di allestimento e programmazione rimangono relativamente fissi indipendentemente dalla quantità, rendendo il costo unitario molto più elevato per i prototipi rispetto alle produzioni in serie. Per ottimizzare i costi, specificare tolleranze stringenti solo sulle dimensioni critiche, utilizzare dimensioni standard per fori e raggi di piegatura e pianificare tempi di consegna realistici per evitare sovrapprezzi legati a consegne accelerate.
4. Quali certificazioni dovrebbe possedere un’azienda specializzata nella lavorazione di precisione di lamiere?
Le certificazioni richieste dipendono dal vostro settore industriale. ISO 9001 costituisce la base per le applicazioni commerciali generali, dimostrando l’esistenza di sistemi documentati di gestione della qualità. AS9100 estende i requisiti ISO per le applicazioni aerospaziali, aeronautiche e della difesa, dove è obbligatoria una produzione critica per la sicurezza. IATF 16949 attesta la prontezza della catena di fornitura automobilistica, con particolare enfasi sulla prevenzione dei difetti e sul miglioramento continuo. ISO 13485 riguarda la conformità regolamentare per i dispositivi medici. Richiedete sempre i certificati aggiornati con le relative date di scadenza, poiché le certificazioni richiedono audit triennali per mantenere la loro validità.
5. Come scelgo il partner ideale per la lavorazione precisa della lamiera?
Iniziare verificando che le certificazioni appropriate per il settore corrispondano ai requisiti della vostra applicazione. Valutare le capacità dell’attrezzatura rispetto alle specifiche esigenze di tolleranza e ai tipi di materiale impiegati. Valutare il supporto fornito nella fase di progettazione secondo i principi della progettazione per la produzione (DFM): i partner in grado di migliorare i progetti prima della produzione evitano problemi costosi in una fase successiva. Verificare la tempestività della risposta durante la fase di preventivazione come indicatore della qualità della comunicazione futura. Richiedere campioni di parti o referenze da clienti con analoghi requisiti di precisione. Valutare le loro capacità di prototipazione qualora sia necessaria un’iterazione rapida e assicurarsi che i loro sistemi qualità prevedano la tracciabilità dei materiali e il controllo statistico dei processi per le dimensioni critiche.