 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Principali tipi di componenti di stampi nella produzione moderna
Time : 2025-12-08

TL;DR
Nella produzione industriale, il termine "die" si riferisce a due concetti correlati. Innanzitutto, i componenti di stampo sono le singole parti di uno strumento—come piastre dello stampo, spine di guida e punzoni—che lavorano insieme in una pressa. In secondo luogo, gli stampi sono classificati in diversi tipi in base alla loro funzione e complessità, come stampi semplici, composti e progressivi, che determinano come tagliano o formano la lamiera in un prodotto finito.
I Componenti Fondamentali di uno Stampo per Stampaggio
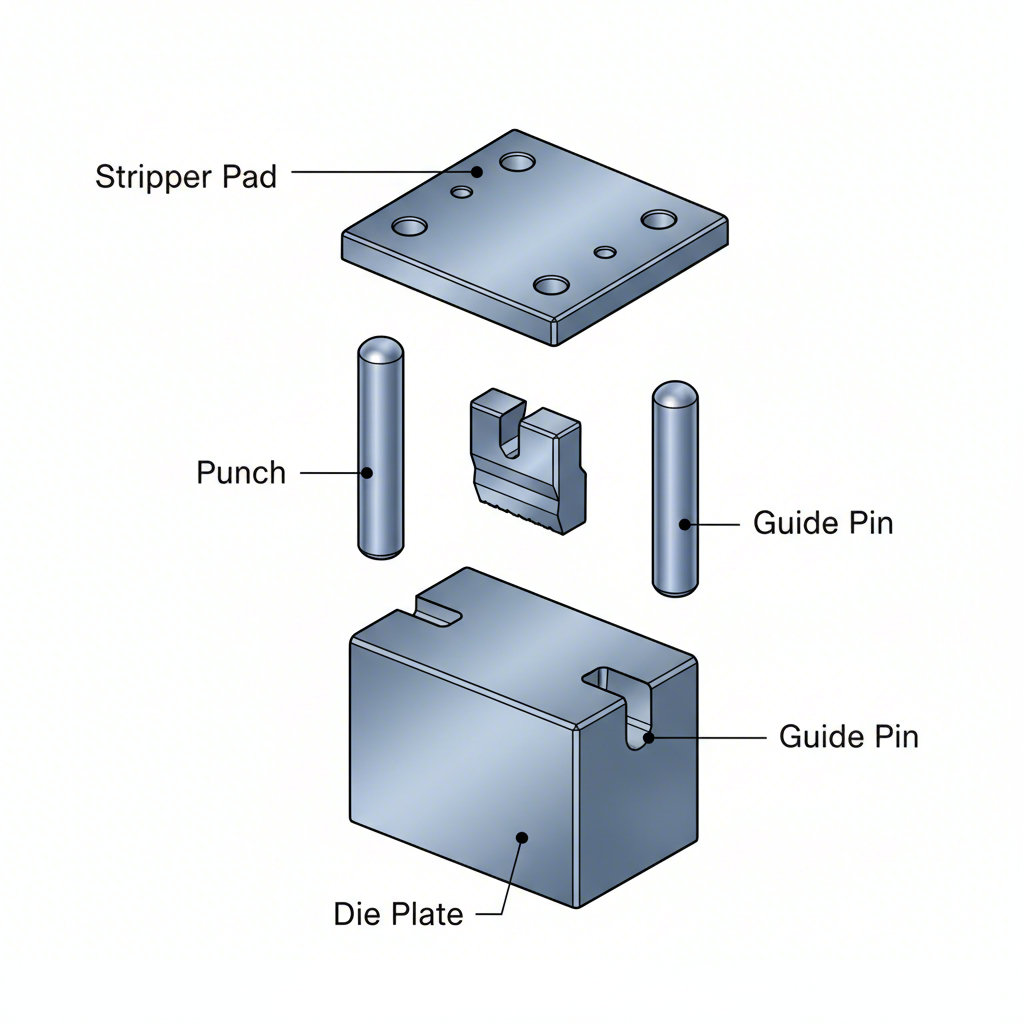
Uno stampo per stampaggio è uno strumento di precisione utilizzato per tagliare e sagomare la lamiera, ed è composto da diversi elementi essenziali che lavorano in sinergia. Alla base si trovano le piastre dello stampo , anche conosciute come scarpe dello stampo o set di stampi. Queste piastre spesse e piane fungono da fondamento per il montaggio di tutte le altre parti operative dello stampo. La planarità e il parallelismo sono fondamentali per garantire la precisione dell'intero utensile. Le scarpe superiore e inferiore sono allineate con precisione mediante spine di guida e boccoli , che assicurano che le due metà dello stampo si allineino perfettamente durante ogni corsa della pressa, prevenendo disallineamenti che potrebbero danneggiare lo stampo o il pezzo in lavorazione.
Gli elementi attivi dello stampo sono i punch e i bottoni (o matrice dello stampo). I punch sono le componenti che eseguono il taglio o la formatura; ad esempio, un punzone foratore crea un foro, mentre un punzone di sbalzo taglia il profilo esterno di un pezzo. Questi punzoni sono tenuti saldamente in posizione da ritenitori . Quando un punzone penetra nel materiale, entra in una cavità corrispondente nel blocco inferiore dello stampo, tagliando il metallo. Per evitare che il materiale aderisca al punzone in ritrazione, un pADO STRIPPER dispositivo a molla tiene ferma la lamiera, permettendo al punzone di uscire pulitamente.
Infine, l'intero insieme è azionato e controllato da vari altri componenti. Molle —che possono essere a molla elicoidale, in uretano o a gas azoto—forniscono la forza necessaria per i cuscinetti di sformatura e i cuscinetti di pressione che trattengono il metallo durante le operazioni di formatura. Per matrici soggette a forze laterali significative, blocchi di appoggio e piastre di appoggio vengono aggiunti per assorbire questa spinta e proteggere i perni guida dalla deflessione. Secondo esperti di Il Produttore , questi componenti fondamentali costituiscono la struttura portante di quasi ogni matrice da stampaggio, dalla più semplice alla più complessa.
Una guida completa ai principali tipi di matrici
Oltre ai singoli componenti, le matrici sono classificate in diversi tipi in base alle operazioni eseguite e al loro grado di complessità. La scelta del tipo di matrice dipende da fattori come la complessità del pezzo, il volume di produzione e l'efficienza economica. Il tipo più fondamentale è una Stampo a linea (o semplice punzonatura), che esegue una singola operazione, come piegatura o foratura, ad ogni corsa della pressa. Questo metodo è spesso utilizzato per produzioni di basso volume o per la creazione di parti semplici, poiché richiede utensili meno complessi e costosi.
Per una produzione più efficiente, i produttori ricorrono a progetti più avanzati. Un Morso composto esegue molteplici operazioni di taglio in un'unica corsa della pressa presso una singola stazione. Ad esempio, può forare un foro al centro di un pezzo mentre contemporaneamente ne sagoma il contorno esterno, risultando ideale per la produzione di parti piane come rondelle con elevata precisione. Al contrario, un Morso progressivo è dotato di una serie di stazioni, ognuna delle quali esegue un'operazione diversa in sequenza. La lamiera, sotto forma di nastro avvolto in bobina, viene alimentata attraverso lo stampo e, ad ogni corsa della pressa, il pezzo avanza alla stazione successiva fino al completamento. Come osservato da Stampo Standard , questo metodo è eccezionalmente veloce ed economico per la produzione in grande quantità di parti complesse.
Un'altra categoria importante è la Stampo a trasferimento , che è simile a un punzone progressivo ma lavora su lamiere singole e separate anziché su una striscia continua. Dita o bracci meccanici trasferiscono il pezzo da una stazione all'altra. Questo sistema è utile per parti di grandi dimensioni, come pannelli automobilistici, che non possono essere facilmente gestiti in forma di striscia. Per progetti complessi, in particolare nel settore automobilistico, è fondamentale collaborare con un produttore specializzato. Ad esempio, Shaoyi (Ningbo) Metal Technology Co., Ltd. eccelle nella creazione di stampi personalizzati per la stampaggio automobilistico, offrendo soluzioni di precisione per OEM e fornitori di primo livello che richiedono attrezzature avanzate per la produzione di massa.
| Tipo di dado | Caratteristica principale | Applicazione comune | Complessità/Costo Relativo |
|---|---|---|---|
| Stampo Lineare (Stampo Semplice) | Esegue un'operazione per ogni corsa del pressa. | Produzione a basso volume, parti semplici, operazioni secondarie. | Bassi |
| Morso composto | Esegue multiple operazioni di taglio in una singola stazione. | Rondelle, guarnizioni e altre parti piatte che richiedono elevata precisione. | Medio |
| Morso progressivo | Più stazioni eseguono operazioni sequenziali su una striscia metallica. | Produzione ad alto volume di parti complesse (ad esempio, connettori elettronici). | Alto |
| Stampo a trasferimento | Trasferisce un singolo pezzo tra più stazioni per le operazioni. | Pezzi grandi come pannelli della carrozzeria automobilistica e gusci stampati in profondità. | Molto elevato |
| Stampo combinato | Esegue sia un'operazione di taglio che una non di taglio (formatura/stampaggio) in un'unica corsa. | Pezzi che richiedono un taglio e una piega/formatura, come piccoli supporti. | Medio ad alto |
Esplorazione di matrici specializzate per specifiche operazioni di produzione
Oltre alle classificazioni generali basate sul flusso di lavoro, molte matrici prendono il nome dall'operazione specifica che svolgono. Queste matrici specializzate, spesso monofunzione, sono fondamentali per ottenere caratteristiche precise su un pezzo prodotto. Una Morra di staccaggio , ad esempio, è progettata esclusivamente per tagliare la forma esterna o il profilo di un pezzo da una lamiera metallica più grande. Il pezzo staccato, chiamato fazzoletto, diventa il semilavorato per le operazioni successive. Questo è spesso il primo passo in un processo produttivo, come il taglio della forma piana di un pannello porta auto prima della formatura.
In contrasto, un Punzone per foratura viene utilizzato per creare fori, fessure o altre caratteristiche interne all'interno di un pezzo senza modificare il suo contorno esterno. A differenza della tranciatura, dove il pezzo rimosso è la parte desiderata, nella perforazione il materiale rimosso (lo stoppino) viene scartato come scarto. Le operazioni di perforazione possono essere eseguite con una matrice dedicata o integrate come stazione all'interno di una matrice progressiva più grande. Sia la tranciatura che la perforazione sono operazioni fondamentali di taglio nella stampaggio di lamiere, come descritto in varie risorse sulla produzione, inclusa La panoramica di Wikipedia sulla produzione di stampi .
Altri stampi specializzati si concentrano sulla formatura piuttosto che sul taglio. Un Stampo per goffratura viene utilizzato per creare disegni in rilievo o incassati nella lamiera senza modificarne lo spessore. Questo si ottiene premendo il materiale tra un punzone e una matrice abbinati che contengono il disegno desiderato, spesso utilizzato per loghi, scritte o elementi decorativi. Analogamente, un Matrice di coniazione applica una pressione estrema sul pezzo, forzando il metallo a fluire nei dettagli complessi della cavità dello stampo. Questo processo può creare caratteristiche diverse su ciascun lato del componente ed è utilizzato per produrre oggetti che richiedono un elevato dettaglio, come monete e medaglie.
Domande frequenti
1. Cos'è un componente dello stampo?
Un componente dello stampo è una parte singola di un insieme più grande dello stampo utilizzato in una pressa per tranciatura. Questi componenti lavorano insieme per tagliare o formare lamiera. Esempi principali includono le piastre dello stampo (la base), i perni guida e le boccole (per l'allineamento), i punzoni (che eseguono il taglio o la formatura) e i tamponi espulsori (che rimuovono il materiale dal punzone).
2. Quali sono i diversi tipi di materiali per gli stampi?
Gli stampi sono generalmente realizzati in materiali altamente resistenti e antiusura. I più comuni sono gli acciai per utensili, speciali leghe di ferro e carbonio che possono essere temprate per garantire tenacità e mantenimento del filo. Per applicazioni con volumi molto elevati o soggette a forte usura, il carburo di tungsteno viene spesso utilizzato nelle sezioni di taglio e formatura grazie alla sua eccezionale durezza. Altri materiali possono includere l'alluminio per le strutture dello stampo al fine di ridurre il peso, e l'alluminio-bronzo per le piastre di usura e i boccoli per ridurre l'attrito.