 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Pressa Idraulica vs. Pressa Meccanica per lo Stampaggio: Quale fa per te?
Time : 2026-01-02
TL;DR
La scelta tra presse idrauliche e meccaniche per lo stampaggio dipende fondamentalmente dai tuoi obiettivi produttivi specifici: velocità contro controllo della forza. Le presse meccaniche le presse meccaniche sono lo standard del settore per la produzione ad alta velocità e alto volume di parti semplici, erogando la forza massima solo alla fine della corsa. Al contrario, le presse idrauliche offrono una versatilità superiore e la piena capacità tonnellata per l'intera corsa, risultando così la scelta ideale per operazioni di imbutitura profonda, formatura complessa e produzioni a basso volume o prove preliminari. Mentre i sistemi meccanici privilegiano l'efficienza del ciclo (fino a oltre 1.000 corse al minuto), i sistemi idraulici privilegiano l'adattabilità e una pressione costante. presse idrauliche offrono una versatilità superiore e la piena capacità tonnellata per l'intera corsa, risultando così la scelta ideale per operazioni di imbutitura profonda, formatura complessa e produzioni a basso volume o prove preliminari. Mentre i sistemi meccanici privilegiano l'efficienza del ciclo (fino a oltre 1.000 corse al minuto), i sistemi idraulici privilegiano l'adattabilità e una pressione costante.
La differenza fondamentale: energia cinetica vs. energia idrostatica
Per scegliere la macchina giusta, devi prima comprendere come viene generata la forza. Non si tratta soltanto di un dettaglio tecnico; determina infatti il comportamento dello slittone (martinetto) e la qualità del pezzo finito.
Le presse meccaniche funzionano sul principio dell'energia cinetica. Un motore aziona un volano di grandi dimensioni, che accumula energia e la trasferisce al punzone attraverso un innesto e un albero a gomiti (o una trasmissione eccentrica/a leveraggio). Il funzionamento è simile a quello di un martello che colpisce un chiodo: l'energia viene erogata in un impatto improvviso e potente. A causa di questo collegamento meccanico fisso, la lunghezza della corsa non è regolabile e la velocità della slitta varia—accelerando verso il centro della corsa e decelerando quando raggiunge il punto più basso.
Presse idrauliche , al contrario, si basano sulla pressione idrostatica (Legge di Pascal). Una pompa spinge del fluido idraulico in un cilindro per muovere il pistone. Questo meccanismo permette alla pressa di generare la forza nominale completa in ogni punto della corsa. Il suo funzionamento è più simile a quello di una morsa: una compressione controllata e costante che può essere mantenuta nel tempo. La lunghezza della corsa è completamente regolabile e la velocità può essere controllata con precisione durante tutto il ciclo.
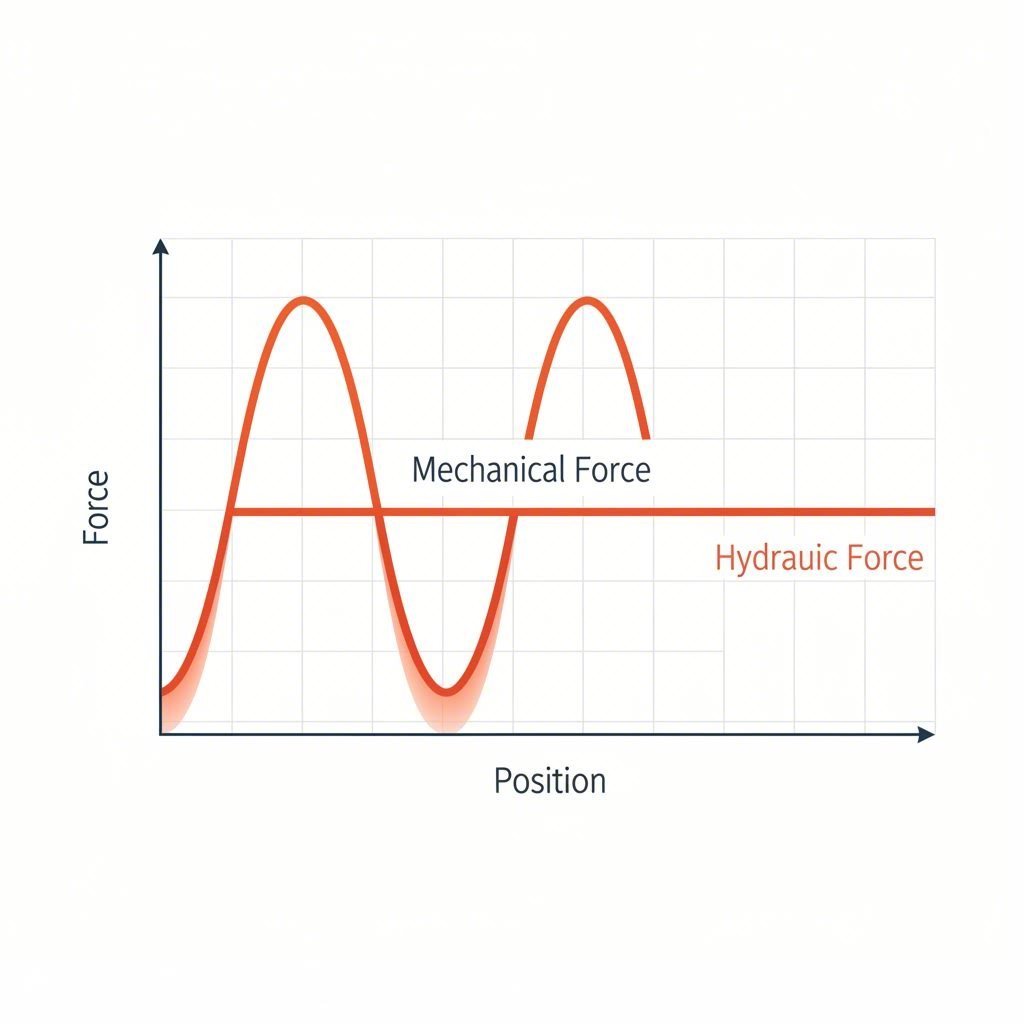
La Curva della Forza: Perché il "Punto Morto Inferiore" è Importante
Il fattore differenziante più importante per gli ingegneri è la curva della forza —il profilo di come e quando viene applicata la forza.
In una macchina stampante meccanica , non si ottiene la tonnellata massima nominale della macchina per tutta la corsa. La forza massima è disponibile solo nel punto più basso della corsa, noto come Punto Morto Inferiore (BDC) , tipicamente negli ultimi 0,125-0,25 pollici. Se la tua operazione di formatura inizia a 2 pollici sopra il punto più basso (come in uno stampaggio profondo), una pressa meccanica da 200 tonnellate potrebbe erogare solo una frazione di tale forza nel punto di contatto. Questa limitazione rende le presse meccaniche soggette a "blocco" se sovraccaricate prima di raggiungere il punto morto inferiore (BDC).
Presse idrauliche risolve completamente questa limitazione. Una pressa idraulica da 200 tonnellate eroga 200 tonnellate di forza dal momento in cui l'utensile tocca il metallo fino al completamento del ciclo. Questa capacità di forza costante consente una funzione chiamata "dwell", in cui la pressa mantiene la pressione nella posizione inferiore del ciclo per un tempo prestabilito. Questo è essenziale per operazioni come la stampaggio di termoplastici o formatura complessa, dove il materiale necessita di tempo per fluire, evitando il ritorno elastico e garantendo l'accuratezza dimensionale.
Confronto delle Prestazioni: Velocità, Precisione e Controllo
Quando si valutano i parametri prestazionali, il compromesso è netto: le presse meccaniche vincono sulla velocità; quelle idrauliche sulla flessibilità.
Velocità e volume
Le presse meccaniche sono indiscusse regine della velocità. Sfruttando l'energia accumulata dal volano, possono raggiungere cicli che vanno da 20 a oltre 1.500 colpi al minuto (SPM). Per applicazioni di tranciatura, punzonatura e stampi progressivi, dove i pezzi sono piatti e i volumi si contano in milioni, la pressa meccanica è l'opzione più efficiente.
Precisione e Configurazione
Le presse idrauliche funzionano molto più lentamente—tipicamente da 20 a 100 SPM—ma offrono un controllo insuperabile. Gli operatori possono regolare istantaneamente la lunghezza della corsa, i limiti di pressione e la velocità del punzone direttamente dal pannello di controllo. Ciò riduce notevolmente i tempi di allestimento, poiché non è necessario regolare manualmente l'altezza di chiusura o la meccanica della corsa. Per officine con produzione varia e bassi volumi, questa flessibilità spesso compensa la velocità pura di un sistema meccanico.
Adeguatezza per applicazione: quando scegliere quale tipo?
La scelta della pressa giusta consiste nell'abbinare le caratteristiche fisiche della macchina alla geometria del pezzo.
Applicazioni consigliate per le presse meccaniche
- Tranciatura e punzonatura ad alta velocità: L'urto improvviso generato dal taglio del metallo viene meglio assorbito dai telai meccanici rigidi.
- Matrici progressive: Alimentazione continua e automatizzata di nastri metallici per la produzione di pezzi in alto volume.
- Formatura poco profonda: Staffe semplici, monete e goffrature superficiali in cui la forza è richiesta solo nella posizione inferiore.
- Pannelli carrozzeria automobilistici: Linee ad alto rendimento per parafanghi e pannelli porta utilizzano spesso presse meccaniche a trasferimento.
Migliori applicazioni per presse idrauliche
- Tiratura profonda: Produzione di serbatoi, cilindri o estintori in cui la forza deve essere costante su lunghe distanze.
- Formatura complessa: Parti che richiedono un tempo di permanenza o una forza variabile per evitare strappi.
- Compattazione di polveri e raddrizzatura: Applicazioni che richiedono un mantenimento preciso della pressione.
- Prototipi e prove iniziali: La configurazione semplice consente test economici prima di passare a utensili definitivi.
Per i produttori che devono colmare il divario tra questi due mondi, collaborare con uno specialista versatile è spesso la strategia migliore. Se il tuo progetto prevede un passaggio dalla prototipazione rapida (dove la flessibilità idraulica è ideale) alla produzione su grande scala (dove la velocità meccanica è fondamentale), valuta esperti come Shaoyi Metal Technology . Con capacità fino a 600 tonnellate e certificazione IATF 16949, colmano questa differenza, fornendo componenti automobilistici essenziali come bracci di controllo e sottocorpi, sia che tu abbia bisogno di 50 prototipi o di milioni di pezzi in produzione di massa.
Analisi dei Costi: CapEx e Manutenzione
Il costo totale di proprietà comprende più della semplice prezzo di acquisto.
| Fattore | Macchina stampante meccanica | Stampatrice idraulica |
|---|---|---|
| Investimento iniziale | Generalmente più elevato, specialmente per modelli ad alta tonnellaggio. | Costo iniziale inferiore, anche per capacità ad alto tonnellaggio. |
| Esigenze di Manutenzione | Richiede la lubrificazione delle parti mobili (frizione, freno, volano). Le parti soggette a usura sono costose da sostituire ma durano a lungo. | Richiede la gestione di fluidi, guarnizioni, tubi flessibili e valvole. Le perdite possono essere sporche, ma i componenti sono standard e più facili da sostituire. |
| Efficienza energetica | Alta efficienza durante il funzionamento continuo; il volano immagazzina energia. | Il motore funziona continuamente per azionare la pompa; l'efficienza diminuisce se il torchio rimane spesso in folle. |
| Complessità di Riparazione | Se un torchio si blocca nel punto morto inferiore, sbloccarlo può essere un'operazione complessa e costosa. | Non può essere sovraccaricato; le valvole di sicurezza deviano semplicemente il fluido. Facile da sbloccare. |
La Pressa Servo: Il meglio di entrambi i mondi?
Negli ultimi anni, tecnologia delle presse servo si è affermata come soluzione ibrida. Sostituendo il volano e la frizione con un motore servo ad alto momento torcento, queste presse offrono la velocità di un sistema meccanico con il controllo programmabile di uno idraulico. È possibile programmare lo stantuffo per scendere rapidamente, rallentare durante la fase di formatura della corsa e risalire velocemente.
Sebbene le presse servo siano inizialmente significativamente più costose, eliminano il limite del "Punto Morto Inferiore" delle presselle meccaniche tradizionali mantenendo elevate velocità di produzione. Per aziende che possono giustificare la spesa in conto capitale, offrono la massima versatilità.
Conclusione
La scelta tra presse idrauliche e meccaniche per lo stampaggio raramente si tratta di quale sia "migliore" dell'altra; si tratta di adattabilità all'applicazione. Le presse meccaniche restano la scelta indiscussa per velocità, coerenza e tranciatura ad alto volume. Le presse idrauliche sono maestre nella forza, flessibilità e formatura profonda.
Per fare l'investimento giusto, analizza la geometria del tuo pezzo, il volume previsto e la necessità di controllo della corsa. Se la tua officina produce milioni di rondelle piatte, acquista una pressa meccanica. Se stai eseguendo imbutiture profonde di serbatoi per propano o produzioni miste con lotti brevi, la soluzione è una pressa idraulica.
Domande frequenti
1. Una pressa idraulica può raggiungere la velocità di una pressa meccanica?
In generale, no. Una pressa idraulica standard opera a velocità significativamente più basse (20–60 CPM) rispetto alle presse meccaniche (50–1.000+ CPM) a causa della fisica del movimento del fluido. Tuttavia, esistono presse idrauliche specializzate "ad alta velocità", ma riescono comunque raramente a eguagliare la produttività dei sistemi meccanici a volano per operazioni semplici di tranciatura.
2. Perché una pressa idraulica è migliore per l'imbutitura profonda?
La tranciatura profonda richiede una forza costante per tutta la lunghezza dell'operazione per allungare il materiale senza strapparlo. Una pressa idraulica fornisce la piena capacità tonnellata in ogni punto della corsa, mentre una pressa meccanica perde una forza significativa man mano che lo slittamento si alza dal punto morto inferiore.
3. Quale tipo di pressa è più sicuro da utilizzare?
Le presse idrauliche sono generalmente considerate più sicure per quanto riguarda la protezione contro i sovraccarichi. Se una pressa idraulica supera la tonnellata impostata, una valvola di sfogo si apre semplicemente, fermando il punzone. Se una pressa meccanica viene sovraccaricata, può "incastrarsi" o bloccarsi nella parte inferiore della corsa, creando una situazione pericolosa che richiede una forza notevole (e spesso il taglio con fiamma) per essere sbloccata.