 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Come la pressofusione ad alte prestazioni guida l'innovazione automobilistica
Time : 2025-12-18

TL;DR
La pressofusione automobilistica ad alte prestazioni è un processo produttivo in cui un metallo fuso, come alluminio o zinco, viene iniettato in uno stampo sotto pressione estrema. Questo metodo produce componenti resistenti, leggeri e altamente precisi, essenziali per i veicoli moderni. La tecnologia è fondamentale per migliorare l'efficienza del carburante, potenziare le prestazioni complessive e consentire i design avanzati richiesti sia dai veicoli con motore a combustione interna (ICE) che dai veicoli elettrici (EV).
Capire la pressofusione automobilistica ad alte prestazioni
La pressofusione automobilistica è un processo produttivo fondamentale che crea parti metalliche complesse e dimensionate con precisione forzando metallo fuso in uno stampo d'acciaio riutilizzabile, noto come stampo. In applicazioni ad alte prestazioni, questo processo viene perfezionato per produrre componenti che soddisfano rigorosi requisiti di resistenza, peso e precisione. L'uso di alta pressione garantisce che il metallo fuso riempia ogni dettaglio dello stampo, ottenendo una parte finita con forma quasi definitiva che richiede minime lavorazioni secondarie.
Questa tecnologia è centrale nella produzione di numerosi componenti critici del veicolo. I costruttori automobilistici si affidano alla pressofusione per realizzare parti leggere e resistenti, contribuendo direttamente alla sicurezza e all'efficienza del veicolo. Come descritto da esperti presso Autocast Inc. , il processo è fondamentale per produrre componenti che vanno dai blocchi motore e dai carter della trasmissione fino ai componenti strutturali del telaio. Ad esempio, i blocchi motore in alluminio pressofuso riducono il peso complessivo del motore, migliorando l'accelerazione e l'economia di carburante, mentre la loro progettazione precisa contribuisce a una dissipazione efficiente del calore.
Le applicazioni si estendono a tutta l'auto. Esempi chiave di componenti pressofusi evidenziati da analisi settoriali provenienti da Transvalor includere:
- Componenti del motore: Teste dei cilindri e blocchi motore leggeri e resistenti.
- Carter di trasmissione: Carter rigidi e dimensionalmente stabili per una trasmissione efficiente della potenza.
- Componenti del Telaio e Strutturali: Supporti della sospensione e snodi dello sterzo con elevato rapporto resistenza-peso.
- Involucri elettronici: Coperture protettive per sensori, cambi e motori.
- Componenti freno: Pinze dei freni che richiedono elevata resistenza e precisione per la sicurezza.
L'adozione della pressofusione ad alte prestazioni offre una serie di vantaggi che si traducono direttamente in veicoli migliori. Creando componenti leggeri, riduce il peso a vuoto di un veicolo, un fattore primario per migliorare l'efficienza del carburante e ridurre le emissioni. Inoltre, la precisione dei componenti pressofusi consente un funzionamento del motore più fluido, una guida più reattiva e una maggiore durata complessiva. Il processo è anche altamente efficiente, consentendo cicli di produzione rapidi e una produzione economicamente vantaggiosa per componenti prodotti in grandi volumi.
Processi principali e considerazioni sulla produzione
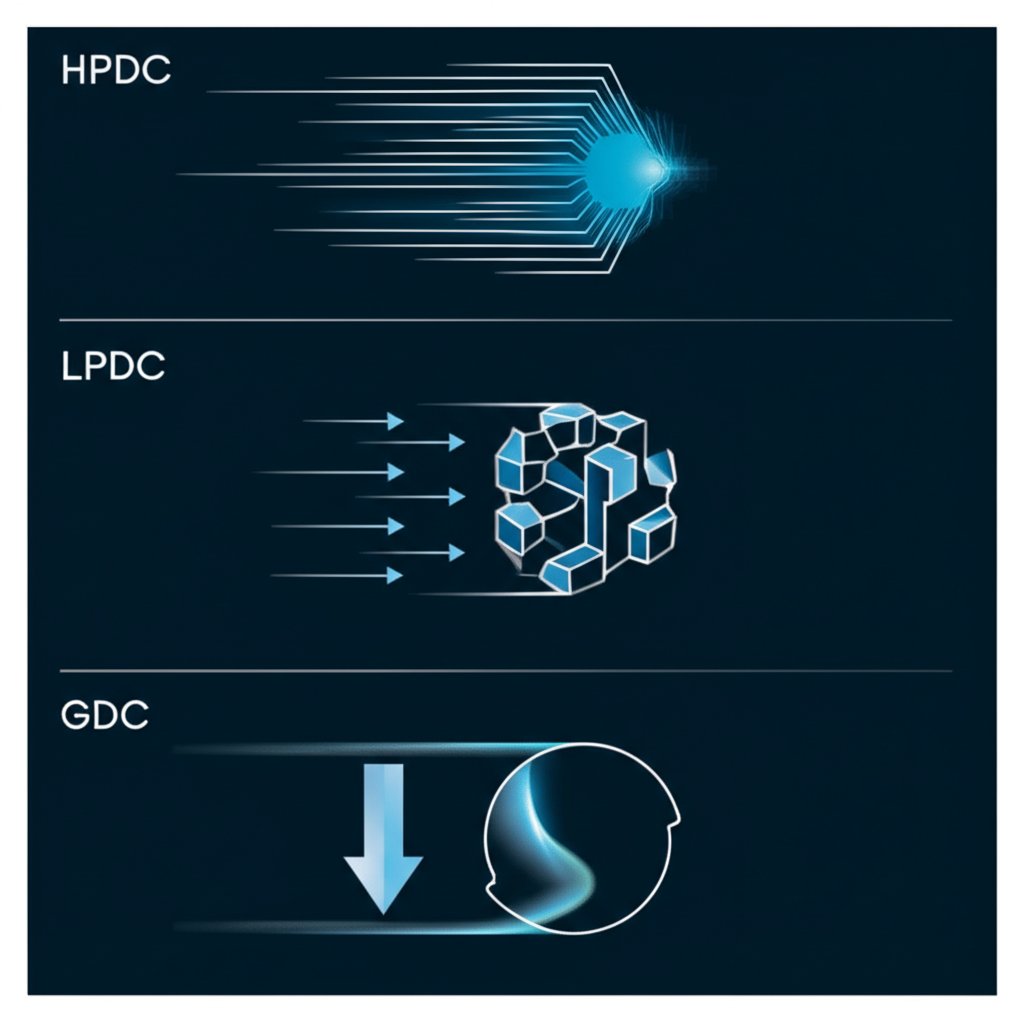
Il mondo della pressofusione non è monolitico; esistono diversi processi distinti, ciascuno progettato per diversi materiali e requisiti dei componenti. I tre metodi principali sono la Pressofusione ad Alta Pressione (HPDC), la Pressofusione a Bassa Pressione (LPDC) e la Pressofusione a Gravità (GDC). Comprendere le loro differenze è fondamentale per capire perché l'HPDC sia così diffusa nelle applicazioni automobilistiche ad alte prestazioni.
La pressofusione ad alta pressione (HPDC), come suggerisce il nome, inietta metallo fuso a velocità e pressioni estremamente elevate. Secondo DyCast Specialties Corporation , questo metodo è ideale per produrre grandi volumi di parti complesse, con pareti sottili, eccellente precisione dimensionale e finiture superficiali lisce. La HPDC si suddivide in due categorie principali: il processo a camera calda, utilizzato per leghe con punto di fusione basso come lo zinco, e il processo a camera fredda, impiegato per leghe con alto punto di fusione come l'alluminio. Il metodo a camera fredda è predominante nel settore automobilistico per la produzione di grandi componenti strutturali come blocchi motore e alloggiamenti della trasmissione.
Sebbene la pressofusione sia eccellente per parti complesse con forma prossima a quella finale, altri processi produttivi ad alte prestazioni come la forgiatura sono fondamentali per componenti che richiedono resistenza massima e tenacità alla fatica. Ad esempio, aziende come Tecnologia del metallo di Shaoyi (Ningbo) si specializzano nella forgiatura automobilistica, offrendo un'ulteriore via per creare parti veicolari robuste attraverso un processo che modella il metallo mediante forze di compressione.
Tuttavia, l'HPDC non è esente da sfide. Uno svantaggio principale è la possibilità di porosità, in cui si formano microvuoti o fori all'interno del pezzo fuso a causa di gas intrappolati. Ciò può compromettere le proprietà meccaniche del componente. Per contrastare questo fenomeno, vengono utilizzate tecniche avanzate come il metodo Transition Flow Filling Method (TFFM) per ridurre al minimo i gas intrappolati, come osservato da AdvanTech International . Di seguito è riportato un confronto tra i principali processi di fusione:
| Processo | Caratteristiche principali | Migliore per | Applicazioni Automobilistiche Comuni |
|---|---|---|---|
| High-Pressure Die Casting (HPDC) | Velocità molto elevata, alta precisione, finitura liscia, potenziale di porosità. | Parti complesse, con pareti sottili e ad alto volume produttivo. | Blocchi motore, carter di trasmissione, alloggiamenti elettronici, componenti strutturali. |
| Pressofusione a Bassa Pressione (LPDC) | Velocità di riempimento più lenta, buona integrità strutturale, minore turbolenza. | Componenti grandi, simmetrici e strutturalmente resistenti che richiedono elevata integrità. | Ruote, parti della sospensione e altri componenti critici per la sicurezza. |
| Fusione in stampo permanente per gravità (GDC) | Utilizza la gravità per riempire lo stampo, processo semplice, produce pezzi densi. | Produzione di pezzi resistenti e ad alta integrità con porosità minima. | Pinze freno, pistoni e altri componenti che richiedono elevata resistenza. |
Materiali chiave nella pressofusione ad alte prestazioni
La scelta del materiale è altrettanto critica quanto il processo di fusione stesso. Nella pressofusione automobilistica, gli ingegneri scelgono principalmente tra una gamma di leghe non ferrose, con alluminio, zinco e magnesio come i più diffusi. Ogni materiale offre un profilo unico di proprietà che lo rende adatto a specifiche applicazioni, influenzando direttamente le prestazioni, il peso e la durata del veicolo.
L'alluminio è il materiale più utilizzato nell'industria automobilistica della pressofusione. La sua combinazione di leggerezza, elevata resistenza, eccellente resistenza alla corrosione e buona conducibilità termica lo rende una scelta ideale per una vasta gamma di componenti. Come illustrato dagli esperti di produzione presso Dynacast , le fusioni in alluminio a pareti sottili possono resistere alle temperature operative più elevate tra tutte le leghe da pressofusione, rendendole perfette per blocchi motore, alloggiamenti di trasmissione e dissipatori di calore. La spinta verso l'individuazione di soluzioni più leggere per migliorare l'efficienza del carburante ha reso l'alluminio un materiale indispensabile.
Le leghe di zinco sono un'altra scelta popolare, particolarmente per componenti che richiedono dettagli complessi e una finitura superficiale di alta qualità. La fluidità dello zinco gli permette di riempire con straordinaria precisione sezioni complesse e a pareti sottili dello stampo, eliminando spesso la necessità di operazioni secondarie. È comunemente utilizzato per componenti più piccoli e dettagliati come alloggiamenti elettronici, parti cosmetiche interne e corpi complessi di sensori. Inoltre, gli stampi utilizzati per la pressofusione dello zinco durano significativamente più a lungo rispetto a quelli per l'alluminio, rendendolo un'opzione economicamente vantaggiosa per produzioni in grande volume.
Il magnesio si distingue come il più leggero tra tutti i metalli strutturali. Il suo principale vantaggio è il rapporto eccezionale tra resistenza e peso, che lo rende una scelta premium per applicazioni in cui la riduzione del peso è la priorità assoluta. I componenti in magnesio si trovano spesso nei veicoli di fascia alta, in parti come telai interni, anime dello sterzo e pannelli strumenti. L'uso di processi avanzati come lo Thixomolding può ulteriormente migliorare la qualità e l'ambito applicativo dei componenti in magnesio.
| Materiale | Proprietà chiave | Costo | Applicazioni automobilistiche comuni |
|---|---|---|---|
| Alluminio | Leggero, elevata resistenza, eccellente dissipazione del calore, resistente alla corrosione. | Moderato | Blocchi motore, carter cambio, componenti del telaio, dissipatori termici, alloggiamenti motori EV. |
| Zinco | Elevata fluidità per forme complesse, eccellente finitura superficiale, elevata durata. | Più basso (considerando la vita utile degli utensili) | Alloggiamenti elettronici, sensori, componenti interni, connettori, ingranaggi. |
| Magnesio | Estremamente leggero, eccellente rapporto resistenza-peso, buona rigidità. | Più alto | Pannelli strumenti, telai dello sterzo, telai dei sedili, sottotelaio. |

Il Futuro della Fusione Automobilistica: Innovazioni per Veicoli Elettrici ed Elettronica
Il settore automobilistico sta attraversando un cambiamento epocale verso l'elettrificazione e la guida autonoma, e la tecnologia della fusione sta evolvendo rapidamente per affrontare queste nuove sfide. Il futuro della fusione ad alte prestazioni è strettamente legato alle esigenze dei veicoli elettrici (EV) e alla diffusione dell'elettronica avanzata. Questa evoluzione non riguarda soltanto il miglioramento dei componenti esistenti, ma abilita interamente nuove architetture veicolari.
Per i veicoli elettrici, la riduzione del peso è ancora più critica rispetto ai veicoli tradizionali, poiché influisce direttamente sull'autonomia e sulle prestazioni. La pressofusione sta assumendo un ruolo fondamentale nella produzione di grandi componenti strutturali in un unico pezzo, una tendenza spesso indicata come 'gigacasting'. Questa tecnica prevede la fusione di parti massicce come l'intero fondo vettura o un vano batteria in un singolo elemento. Tale approccio consente di consolidare centinaia di componenti più piccoli stampati e saldati in un'unica parte, semplificando notevolmente il montaggio, riducendo il peso e abbattendo i costi. Queste grandi fusioni in alluminio sono essenziali per alloggiare e proteggere pacchi batteria pesanti, contribuendo al contempo alla rigidità strutturale del veicolo.
Contemporaneamente, l'ascesa dei sistemi avanzati di assistenza alla guida (ADAS) e della connettività in auto ha portato a un'esplosione del numero di sensori, telecamere e unità di controllo elettronico (ECU) presenti in un veicolo. Ognuno di questi componenti richiede alloggiamenti prodotti con precisione e schermati elettromagneticamente. La pressofusione, in particolare con leghe di zinco e alluminio, è il processo ideale per realizzare questi involucri complessi e a pareti sottili. La capacità del processo di pressofusione di produrre forme definitive permette di integrare direttamente nel componente caratteristiche complesse come dissipatori di calore e punti di fissaggio, risparmiando spazio e migliorando la gestione termica dei componenti elettronici sensibili.
I progressi tecnologici nel processo di fusione stessa stanno ampliando i limiti di ciò che è possibile. Innovazioni come la fusione assistita da vuoto e software avanzati di simulazione del flusso nello stampo permettono di produrre componenti con minore porosità, maggiore resistenza e persino proprietà saldabili. Questi progressi sono fondamentali per realizzare componenti strutturali critici per la sicurezza e alloggiamenti per batterie stagni per veicoli elettrici. Man mano che il settore prosegue, la fusione in pressofusione continuerà a essere un fattore abilitante chiave per veicoli più sicuri, efficienti e sostenibili.
Domande frequenti
1. Quali sono gli svantaggi della HPDC?
Lo svantaggio principale della fusione a pressione elevata (HPDC) è il rischio di porosità. Poiché il metallo fuso viene iniettato a elevata velocità, i gas possono rimanere intrappolati all'interno dello stampo, formando piccole cavità nel pezzo finito. Questa porosità può indebolire il componente e renderlo inadatto per applicazioni che richiedono trattamenti termici o saldature. Tuttavia, tecniche moderne come l'ausilio del vuoto e progettazioni avanzate degli stampi contribuiscono a mitigare questo problema.
2. Qual è la differenza tra HPDC, LPDC e GDC?
Come dettagliato nel corpo principale dell'articolo, la differenza fondamentale risiede nella pressione e nella velocità utilizzate per riempire lo stampo. L'HPDC utilizza una pressione molto elevata per una produzione rapida e ad alto volume di parti complesse. L'LPDC impiega una pressione inferiore per un riempimento più lento e controllato, ideale per componenti strutturalmente resistenti come le ruote. Il GDC si basa esclusivamente sulla forza di gravità, producendo parti dense e resistenti, ma con un ciclo produttivo molto più lento.
3. Qual è il rapporto di riempimento per l'HPDC?
Il rapporto di riempimento nella HPDC si riferisce al volume del metallo fuso versato nel manicotto di iniezione rispetto al volume totale del manicotto. Le ricerche indicano che spesso viene raccomandato un rapporto di riempimento del 60-70%. Questo aiuta a minimizzare la quantità di aria che viene spinta all'interno della cavità dello stampo insieme al metallo, riducendo così l'incapsulamento di gas e la porosità nel componente finale.