 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Piastra Estrattore Fissa vs Galleggiante: La Scelta Progettuale che Fa o Sfascia il Tuo Utensile
Time : 2026-01-05

La decisione fondamentale sulla piastra di estrazione che ogni progettista di stampi deve conoscere
Immaginate di gestire un'operazione di tranciatura ad alta produttività quando improvvisamente i vostri pezzi iniziano ad aderire ai punzoni, i bordi presentano bave impreviste e il vostro team di manutenzione si affanna per diagnosticare il problema. Cosa è andato storto? In molti casi, la causa principale risiede in una scelta fondamentale effettuata durante la progettazione dello stampo: aver selezionato il tipo sbagliato di piastra di estrazione per l'applicazione.
Che tu stia progettazione di stampi progressivi per componenti automobilistici o nella progettazione di attrezzature per elettronica di precisione, comprendere la scelta tra piastra di estrazione fissa e mobile è essenziale. Questa decisione influisce direttamente sulla qualità del pezzo, sulla durata dell'utensile e sul vostro risultato economico.
Perché la scelta della piastra di estrazione determina le prestazioni dello stampo
Allora, cos'è esattamente una piastra di estrazione? È il componente responsabile della rimozione del materiale del pezzo dalla punzonatrice dopo ogni corsa. Un'espulsione corretta della piastra di estrazione garantisce una separazione pulita del pezzo, previene il trascinamento dello slug e mantiene tempi di ciclo costanti. Quando si sceglie la configurazione giusta, la vostra punzonatrice funziona senza intoppi. Scegliete in modo errato, e vi troverete di fronte a una serie di problemi produttivi.
La piastra di estrazione fa più che semplicemente rimuovere il materiale: guida i punzoni, controlla il movimento del materiale e influenza la stabilità complessiva della punzonatrice. Questo rende la scelta tra design fissi e mobili una decisione fondamentale che influenza ogni aspetto della prestazione della punzonatrice.
Il costo nascosto di una scelta errata della piastra di estrazione
Selezionare un tipo di piastra di estrazione inadatto crea conseguenze che vanno ben oltre l'investimento iniziale per gli utensili:
- Danneggiamento del pezzo: Graffi, deformazioni e incongruenze dimensionali causate da una forza di estrazione inadeguata
- Usura accelerata degli utensili: Punzoni non allineati e attrito eccessivo riducono la durata dei componenti
- Downtime non pianificato: Regolazioni frequenti e riparazioni d'emergenza interrompono i programmi di produzione
- Tassi di scarto aumentati: Un'eiezione inadeguata provoca il rifiuto dei pezzi e lo spreco di materiale
Creare le condizioni per il successo della stampaggio di precisione
Ecco la sfida con cui si trovano spesso i progettisti degli stampi: le informazioni sulla selezione delle piastrine espulsore sono sparse tra manuali tecnici, cataloghi dei fornitori e conoscenze empiriche tramandate tra ingegneri. Finora nessuna risorsa unificava questo confronto critico con criteri decisionali chiari ed efficaci.
Questa guida fornisce una valutazione completa delle piastrine espulsore fisse rispetto a quelle flottanti, completa di quadri strutturati per la selezione e raccomandazioni pratiche. Scoprirete esattamente in quali casi ciascun tipo eccelle, comprenderete i relativi compromessi e acquisirete sicurezza nella scelta dell'attrezzatura più adatta alle vostre specifiche applicazioni.
Criteri di valutazione per la selezione della piastrina espulsore
Prima di approfondire le specifiche delle piastrine fisse e flottanti, è necessario disporre di un quadro chiaro per prendere questa decisione. Senza criteri definiti, il confronto tra queste due opzioni diventa una semplice ipotesi piuttosto che un processo ingegneristico. Stabiliamo la metodologia di valutazione utilizzata dai professionisti nella scelta della configurazione più adatta di piastrina per applicazioni di stampi e cesoie.
Cinque fattori che determinano il successo della piastrina
Quando gli ingegneri valutano quale tipo di piastrina sia più adatto alla loro applicazione, si riferiscono costantemente a cinque parametri fondamentali. Ogni fattore ha un peso diverso in base ai requisiti specifici di produzione:
- Requisiti di forza di estrazione :La forza necessaria per separare il materiale dai punzoni varia tipicamente dal 10% al 25% della forza di punzonatura. Applicazioni con esigenze di estrazione più elevate richiedono progetti di piastra più robusti, in grado di garantire una pressione costante.
- Compatibilità con lo spessore del materiale: I materiali sottili si comportano in modo diverso rispetto a quelli più spessi durante lo stripping. La selezione della piastra deve adattarsi all'intervallo di spessore specifico che si intende lavorare, poiché discrepani possono causare danni ai pezzi o un'eiezione incompleta.
- Considerazioni sul volume di produzione: Le operazioni ad alto volume richiedono piastre di stripping in grado di mantenere le prestazioni per milioni di cicli. Per produzioni a volume inferiore possono essere accettate configurazioni più semplici che necessitano di aggiustamenti più frequenti.
- Requisiti di Manutenzione: Alcune progettazioni di piastre di stripping richiedono regolare sostituzione delle molle, lubrificazione o riallineamento. Comprendere queste esigenze continue aiuta a calcolare i reali costi operativi.
- Convenienza economica: Il prezzo iniziale di acquisto rappresenta solo una parte della storia. È necessario considerare la complessità di installazione, i tempi di fermo macchina per gli aggiustamenti, la frequenza di sostituzione dei componenti e l'impatto sulla qualità dei pezzi durante la valutazione del costo totale di proprietà.
Come abbiamo valutato ogni tipo di piastra di stripping
In tutto questo confronto, valuteremo le piastrine di estrazione fisse e flottanti rispetto a ciascun criterio sopra indicato. Vedrai chiaramente in quali ambiti ogni tipo eccelle e dove invece emergono limitazioni. Questo approccio strutturato elimina le preferenze soggettive e fonda la tua decisione su fattori di prestazione misurabili.
Il framework di selezione utilizzato dai professionisti
I progettisti esperti di stampi non scelgono le piastrine di estrazione basandosi solo sull'abitudine o sui consigli del fornitore. Essi abbinano sistematicamente i requisiti dell'applicazione alle capacità della piastrina. Mentre procederai attraverso i confronti dettagliati che seguono, tieni presenti queste dimensioni di valutazione: ti guideranno verso la configurazione che garantisce prestazioni ottimali per le tue specifiche sfide di stampaggio.
Piastrine di estrazione fisse per stabilità ed efficienza dei costi
Ora che hai compreso il quadro di valutazione, esaminiamo il nostro primo contendente nel confronto tra piastra espulsore fissa e mobile. Le piastre espulsores fisse rappresentano l'approccio fondamentale all'espulsione dei pezzi, una filosofia progettuale che privilegia semplicità, rigidità e prestazioni costanti per specifiche gamme di applicazione.
Quando la tua operazione di stampaggio richiede un comportamento prevedibile e utensili economici, le piastre espulsores fisse si rivelano spesso la scelta più intelligente. Ma comprendere esattamente come funzionano — e in quali casi eccellono — è ciò che distingue i progetti di stampi di successo da quelli problematici.
Come le Piastre Espulsores Fisse Garantiscono Prestazioni Costanti
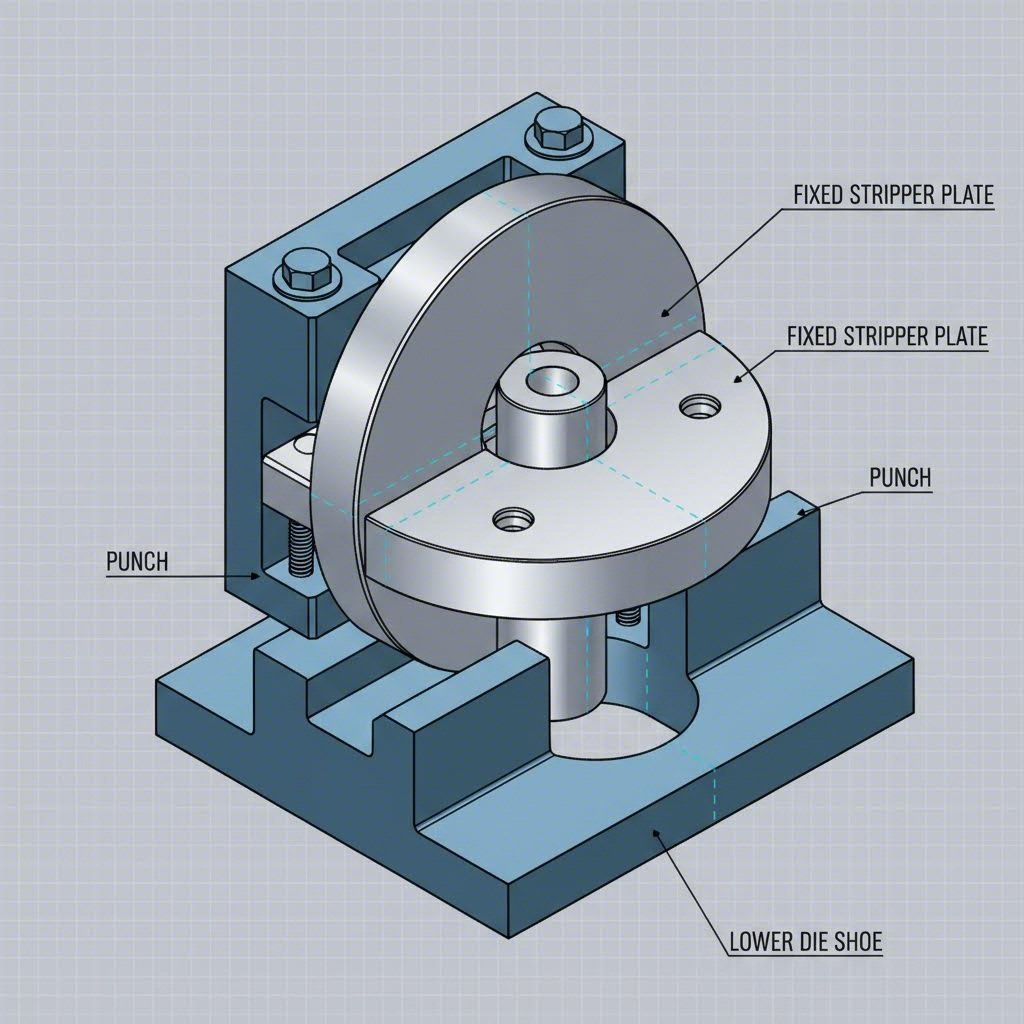
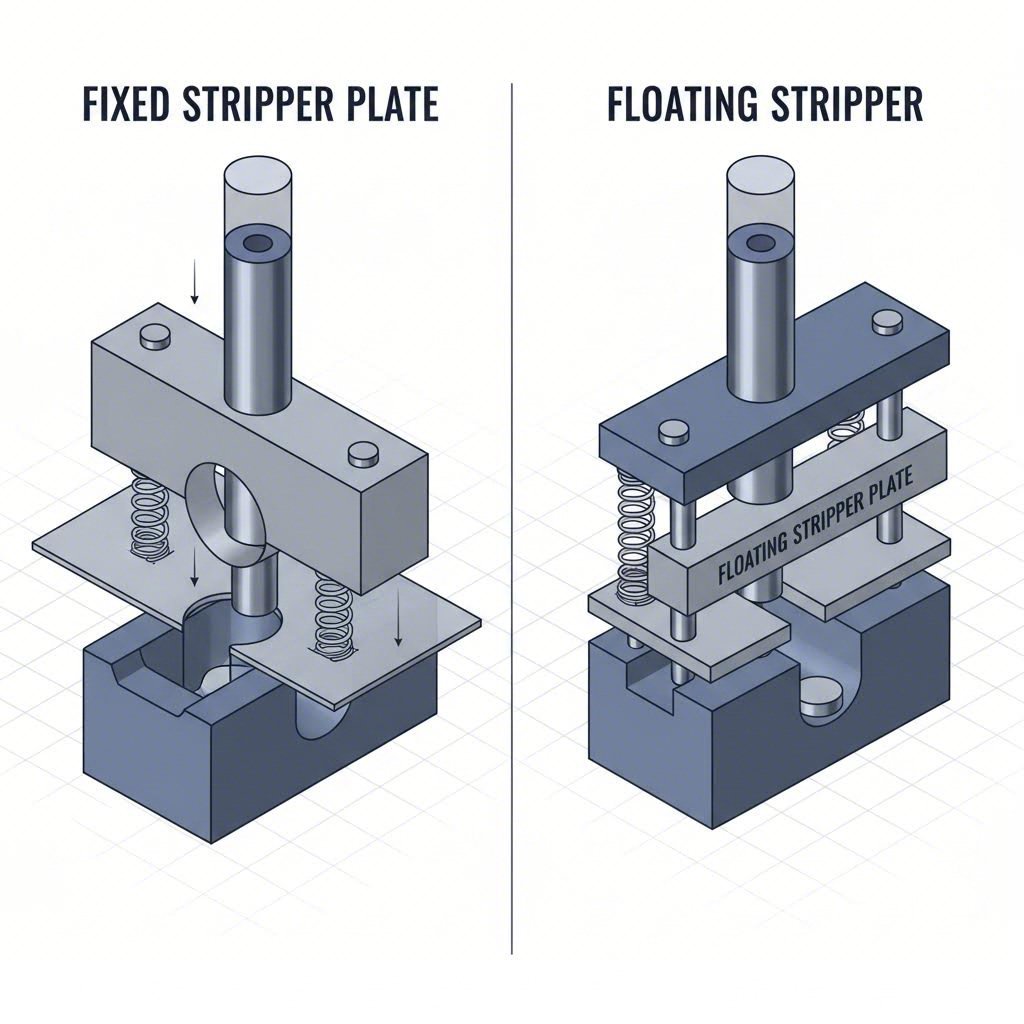
Le piastre espulsores fisse sono montate rigidamente sulla scarpa dello stampo o sull'insieme del portapunzone, mantenendo una posizione costante rispetto ai componenti dello stampo durante tutta la corsa della pressa. A differenza delle controparti con molle, queste piastre non si muovono in modo indipendente: si affidano alla corsa della pressa stessa per separare il materiale dai punzoni.
Questa progettazione di montaggio rigido crea diverse caratteristiche prestazionali che noterai immediatamente:
- Guida della punzonatura: La piastra fornisce una superficie di riferimento stabile che guida i punzoni pilota per il fissaggio alle piastre di estrazione, mantenendo l'allineamento durante le operazioni ad alta velocità
- Interstizi costanti: In assenza di variabili dovute alla deflessione delle molle, l'intervallo tra punzone e piastra di estrazione rimane costante, garantendo un'azione di estrazione uniforme
- Resistenza alle vibrazioni: Il collegamento solido con la struttura della matrice smorza le vibrazioni operative che potrebbero compromettere la qualità del pezzo
Quando si utilizzano punzoni pilota dritti per le piastre di estrazione, la configurazione fissa garantisce che questi componenti critici di allineamento rimangano posizionati con precisione. Questa stabilità si rivela particolarmente preziosa nelle applicazioni con matrici progressive, in cui un'allineamento improprio cumulativo potrebbe aggravarsi attraverso più stazioni.
Applicazioni ideali per le piastre di estrazione fisse
Gli estrattori fissi risaltano maggiormente in applicazioni che sfruttano appieno i loro punti di forza intrinseci. Considera questo design quando il tuo progetto prevede:
- Materiali in lamiera sottile: Lamiere con spessore inferiore a 1,5 mm che tipicamente si estraggono in modo pulito senza richiedere la pressione controllata offerta dai design a movimento libero
- Punzonatura ad alta velocità: Operazioni che superano i 400 colpi al minuto traggono vantaggio dal minor numero di parti mobili e dal comportamento costante
- Componenti per l'elettronica di precisione: Frame per lead, terminali per connettori e parti micro-punzonate richiedono la stabilità garantita dalle piastre fisse
- Componenti automotive in lamiera sottile: Supporti, fermagli e piccoli elementi strutturali realizzati in acciaio o alluminio sottile
- Operazioni di punzonatura semplici: Matrici a stazione singola con geometria semplice in cui il comportamento del materiale è prevedibile
Qual è lo schema principale? Le piastrine fisse di estrazione sono ideali quando lo spessore del materiale rientra in un intervallo gestibile e l'interazione tra punzone e materiale rimane prevedibile. Sono particolarmente efficaci quando il contatto superficiale superiore della piastrina di estrazione è minimo e controllato.
Analisi dei pro e contro delle piastrine di estrazione fisse
Ogni scelta relativa all'utensileria comporta dei compromessi. Ecco una valutazione onesta di ciò che le piastrine di estrazione fisse offrono al tuo progetto di matrice:
Punti a favore
- Costo Iniziale Inferiore: Una costruzione più semplice si traduce in costi di produzione ridotti, spesso del 20-30% in meno rispetto a soluzioni equivalenti con movimento flottante
- Progettazione e installazione più semplici: Un numero ridotto di componenti significa tempi di impostazione più rapidi, risoluzione dei problemi più agevole e minori errori di assemblaggio
- Minime esigenze di manutenzione: Nessuna molla soggetta a usura, nessun meccanismo di regolazione da tarare, nessuna parte mobile da lubrificare
- Eccellente prestazione con lamiere sottili: Fornisce un'espulsione affidabile per materiali in cui la forza controllata non è critica
- Durata di vita più lunga: Con meno componenti soggetti a usura, le piastre fisse correttamente progettate spesso durano più a lungo delle alternative flottanti
- Comportamento costante ciclo dopo ciclo: Elimina le variabili introdotte dal degrado delle molle o dalla deriva della regolazione
Punti deboli
- Intervallo limitato di spessore del materiale: Presenta difficoltà con materiali più spessi, dove la pressione controllata di espulsione diventa necessaria
- Meno tollerante rispetto a un allineamento improprio della punzonatrice: In assenza di cedevolezza della molla, un lieve disallineamento si trasmette direttamente ai componenti del punzone e della matrice
- Assenza di capacità di pre-espulsione: Non può trattenere il materiale prima dell'ingresso del punzone, limitando l'utilizzo in operazioni di formatura complesse
- Adattabilità ridotta: Difficoltà nel regolare con precisione il comportamento di svincolo dopo il completamento della costruzione dello stampo
- Problemi di elasticità del materiale: Materiali più spessi possono flettersi sotto i punzoni in assenza della contropressione offerta dai design flottanti
Le piastrine di estrazione fisse rappresentano la soluzione 80/20 nella progettazione degli stampi, gestendo l'80% delle applicazioni con una frazione della complessità. L'aspetto fondamentale è riconoscere se la propria applicazione rientra in questa maggioranza.
Nella specifica di piastrine di estrazione fisse, la selezione del materiale riveste un'importanza significativa. Acciai da utensile come il D2 offrono un'eccellente resistenza all'usura per applicazioni ad alto volume, mentre l'OHNS (acciaio non restringente temperabile in olio) fornisce un'alternativa economicamente vantaggiosa per cicli produttivi moderati. La durezza si attesta tipicamente tra 58 e 62 HRC per la superficie della piastrina di estrazione, garantendo durata senza eccessiva fragilità.
Comprendere queste caratteristiche ti permette di fare una scelta informata, oppure di riconoscere quando la tua applicazione richiede le capacità aggiuntive offerte dalle piastrine staccatrici flottanti.
Piastrine staccatrici flottanti per la massima versatilità
Cosa succede quando la tua applicazione supera i limiti accettabili delle piastrine staccatrici fisse? Quando lo spessore del materiale aumenta, la geometria del pezzo diventa complessa o i requisiti di precisione si stringono, avrai bisogno di una soluzione più sofisticata. Ecco le piastrine staccatrici flottanti: robuste soluzioni azionate a molla che gestiscono applicazioni di stampaggio impegnative dove le alternative fisse risultano insufficienti.
Le staccatrici flottanti rappresentano la categoria premium nel confronto tra piastrine fisse e flottanti, offrendo un'erogazione di forza controllata e adattabilità che trasformano operazioni di stampaggio complesse in processi produttivi affidabili.
Precisione a molla per applicazioni impegnative
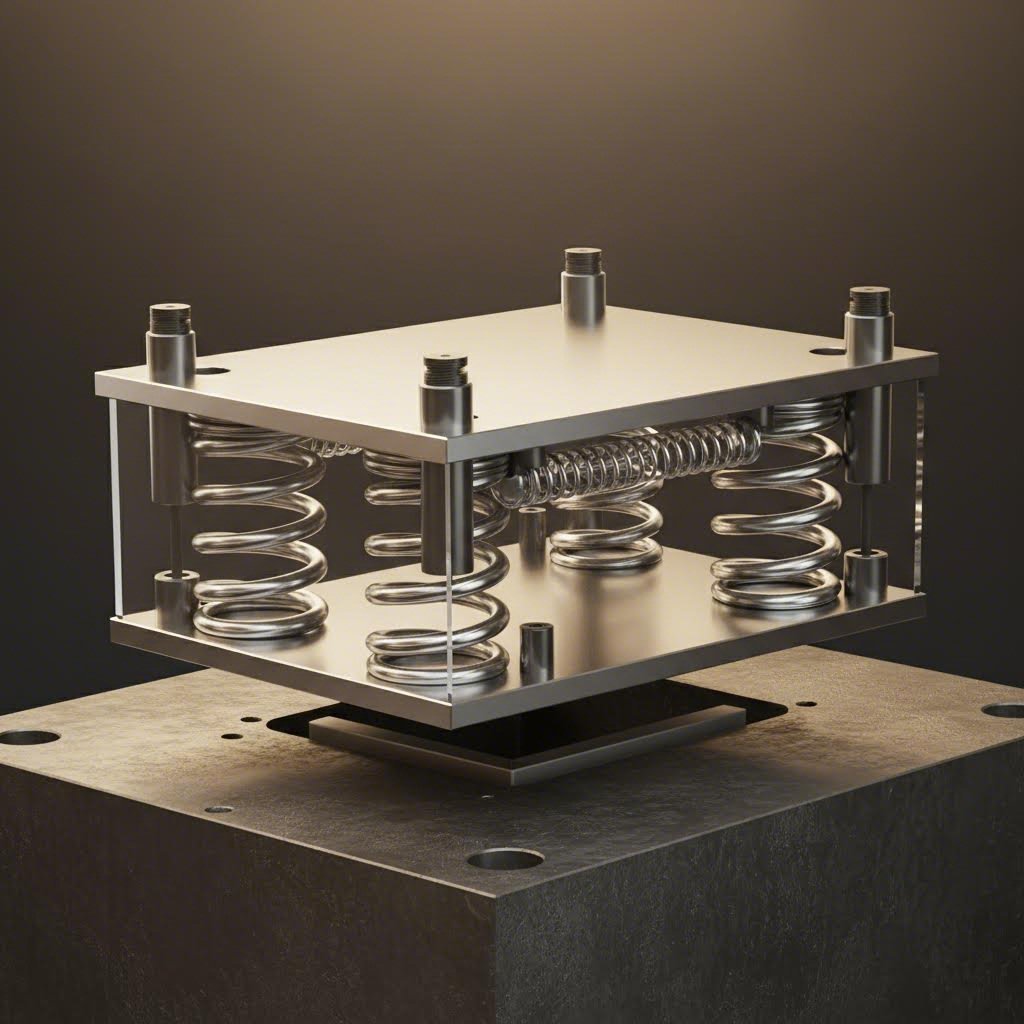
A differenza delle controparti rigide, le piastrine flottanti sono montate su molle o altri elementi elastici che ne permettono il movimento verticale indipendente. Questa apparentemente semplice differenza modifica fondamentalmente il modo in cui la piastrina interagisce con il materiale del pezzo in lavorazione.
Ecco come funziona praticamente il design azionato a molla:
- Contatto pre-inserimento: Durante la discesa della pressa, la piastra flottante entra in contatto con il materiale e lo trattiene prima che i punzoni si inseriscano, stabilizzando così il pezzo per tagli più puliti
- Pressione controllata durante la perforazione: Le molle si comprimono mentre i punzoni penetrano, mantenendo una forza costante verso il basso sul materiale per tutta la corsa di taglio
- Sfogatura attiva nella risalita: Durante la risalita, la forza della molla spinge attivamente il materiale fuori dai punzoni, invece di fare affidamento esclusivamente sulla gravità e sull'attrito
- Compensazione automatica dell'usura: Il design con molla compensa automaticamente l'usura minore dei punzoni senza richiedere regolazioni dello stampo
I fermi della piastra di estrazione a molla svolgono un ruolo fondamentale in questo sistema, mantenendo le molle in posizione consentendo al contempo un corretto movimento di compressione. Questi componenti devono resistere a milioni di cicli senza allentarsi o rompersi, rendendo essenziale la scelta di fermi di alta qualità per una affidabilità duratura.
Il segreto risiede nella consegna controllata della pressione. Mentre le piastre fisse offrono una relazione unica e statica con il materiale, i design flottanti creano un'interazione dinamica che si adatta alle variazioni del materiale, alle condizioni della punzonatrice e alle esigenze operative.
Quando le piastre di estrazione flottanti superano le alternative fisse
Alcune applicazioni richiedono praticamente piastre di estrazione flottanti. Se il tuo progetto rientra in uno di questi scenari, l'investimento aggiuntivo genera tipicamente benefici in termini di qualità e produttività:
- Lavorazione di materiali spessi: La lamiera con spessore superiore a 1,5 mm richiede una forza controllata che previene il sollevamento del materiale e garantisce una completa penetrazione del punzone
- Operazioni con stampi progressivi: Le matrici multistazione beneficiano dei pannelli galleggianti di controllo del materiale, che mantengono il corretto allineamento tra le operazioni sequenziali
- Prevenzione del trascinamento della fessura: La pressione attiva verso il basso durante lo stripping riduce notevolmente la tendenza delle fessure a ripassare attraverso la matrice
- Posizionamento ad alta precisione del pezzo: I pannelli estrattori regolabili permettono un'affinatura precisa della pressione sul materiale per applicazioni con tolleranze posizionali molto strette
- Condizioni variabili del materiale: Quando si lavorano materiali con variazioni di spessore o lotti con diverse durezze, la conformità delle molle compensa tali variazioni
- Geometrie complesse del pezzo: I pezzi con caratteristiche formate, zone stampate o forme perimetrali intricate traggono vantaggio da una gestione controllata del materiale
Valutare l'uso di piastre staccatorie mobili nelle applicazioni di stampi ad iniezione: svolgono una funzione simile, utilizzando la forza delle molle per espellere i pezzi in modo pulito da geometrie complesse della cavità. Il principio alla base si applica direttamente alla stampaggio metallico: l'applicazione di forza controllata risolve problemi che i sistemi rigidi non possono affrontare.
Vantaggi e limiti dello staccatore mobile
Per prendere una decisione informata è necessaria una valutazione onesta sia dei punti di forza che dei vincoli. Le piastre staccatrici mobili offrono vantaggi significativi, ma comportano anche alcuni compromessi.
Punti a favore
- Controllo superiore del pezzo: Il materiale rimane saldamente posizionato per tutta la corsa del punzone, eliminando spostamenti che causano variazioni dimensionali
- Gestisce efficacemente materiali più spessi: La forza delle molle contrasta il ritorno elastico del materiale e le forze di sollevamento che sovraccaricano le piastre fisse
- Riduce notevolmente il fenomeno del trascinamento della bavetta: La pressione attiva di stripping mantiene le bavette all'interno dell'apertura della matrice invece di farle risalire con il punzone
- Accompagna l'usura del punzone: Quando i bordi taglienti si smussano, la flessibilità della molla mantiene un'efficace estrazione senza necessità di regolazione immediata
- Regolazione della forza applicata: Il precarico e la selezione delle molle permettono di regolare la forza di estrazione in base ai requisiti specifici dell'applicazione
- Protegge gli punzoni dai danni: L'ingresso controllato del materiale riduce il carico laterale che potrebbe spezzare o scheggiare i bordi taglienti
- Migliora la qualità del bordo: Un corretto bloccaggio del materiale minimizza la formazione di bave e deformazioni attorno alle forme perforate
Punti deboli
- Costo Iniziale Più Alto: Molle, supporti e requisiti di lavorazione di precisione aumentano l'investimento iniziale per gli utensili
- Richiede manutenzione delle molle: Le molle a compressione si deteriorano nel tempo, richiedendo ispezioni periodiche e sostituzioni
- Configurazione più complessa: La regolazione corretta del precarico della molla e della corsa richiede operatori esperti e un tempo di impostazione maggiore
- Punti di usura aggiuntivi: Le sedi delle molle, i perni guida e le superfici dei dispositivi di ritenzione introducono componenti che richiedono monitoraggio
- Possibilità di incoerenza: Molle usurate o non abbinate possono generare una forza di strisciamento irregolare lungo la superficie della piastra
- Altezza dello stampo aumentata: I requisiti di corsa delle molle incrementano l'altezza totale dello stack dello stampo, limitando potenzialmente la compatibilità con la pressa
La selezione corretta delle molle è fondamentale per il successo della piastra staccatrice mobile. Le molle devono garantire una forza adeguata durante tutto il loro campo di lavoro resistendo a milioni di cicli di compressione: un equilibrio che richiede un'attenta progettazione piuttosto che specifiche arbitrarie.
Nella specificazione di piastrine staccatore flottanti, i calcoli della forza delle molle richiedono particolare attenzione. La forza di estrazione deve superare l'aderenza del materiale sulla punzonatrice oltre a eventuali effetti di vuoto, mantenendosi al contempo sufficientemente delicata da evitare deformazioni del pezzo. Questo calcolo dipende dal tipo di materiale, dallo spessore, dal perimetro della punzonatura e dall'incidenza di taglio, variabili uniche per ogni applicazione. Piuttosto che applicare formule generiche, consultare ingegneri esperti di stampi o produttori di molle in grado di valutare le vostre esigenze specifiche.
L'aggiustabilità offerta dalle piastrine flottanti si rivela particolarmente preziosa durante la messa a punto dello stampo e l'ottimizzazione della produzione. Se le prestazioni di estrazione non sono perfette, è possibile modificare il precarico delle molle o sostituire le molle con altre di diversa rigidezza senza dover apportare importanti modifiche allo stampo: una flessibilità che le piastrine fisse semplicemente non possono offrire.
Dopo aver esaminato approfonditamente sia le opzioni fisse che quelle flottanti, siete ora pronti per scoprire come capacità ingegneristiche avanzate possano ulteriormente migliorare le prestazioni delle piastrine staccatore.
Soluzioni per Piastrine Strippatrici Progettate con Precisione per l'Eccellenza Automobilistica
Ora hai visto come le piastrine strippatrici fisse offrano efficienza economica per materiali sottili e come i design flottanti gestiscano applicazioni impegnative con materiali spessi. Ma cosa accade quando il tuo progetto richiede il meglio di entrambi i mondi? Quando i produttori automobilistici richiedono componenti privi di difetti, quando le tolleranze si riducono a livelli micrometrici e quando i volumi di produzione raggiungono milioni di unità, gli approcci standard arrivano al loro limite.
È qui che entrano in gioco le soluzioni per piastrine strippatrici progettate con precisione. La moderna ingegneria degli stampi combina tecnologie avanzate di simulazione, processi produttivi certificati e metodologie progettuali esperte per creare sistemi strippatori ottimizzati per specifiche esigenze applicative. Che tu abbia bisogno di una piastrina strippatrice per stampi a iniezione di componenti in plastica o di una piastrina strippatrice per stampi di tranciatura di parti metalliche, i principi ingegneristici che guidano l'eccellenza rimangono costanti.
Eccellenza Ingegneristica nella Progettazione Moderna delle Piastrine Strippatrici
Cosa distingue una prestazione adeguata della piastra di estrazione da risultati eccezionali? La risposta sta nel comprendere che ogni applicazione presenta esigenze uniche. Le proprietà dei materiali variano tra i fornitori. Le geometrie dei pezzi generano concentrazioni localizzate di stress. I tassi di produzione influenzano il comportamento termico. Un'ingegneria esperta tiene conto di queste variabili attraverso un'analisi sistematica piuttosto che specifiche generiche.
Si consideri cos'è una piastra di estrazione nel contesto dello stampaggio a iniezione: deve resistere ai cicli termici, opporsi all'usura causata dai polimeri caricati ed esercitare una forza di estrazione costante su tutta la superficie del pezzo. Le piastre di estrazione per la stampatura metallica affrontano invece sfide diverse: carichi d'impatto ad alta frequenza, contatto abrasivo con i materiali e requisiti precisi di allineamento. L'ingegneria professionale degli stampi risponde a queste esigenze specifiche dell'applicazione tramite:
- Ottimizzazione della selezione del materiale: Abbinamento di qualità di acciaio per utensili ai diversi tipi di usura, condizioni di carico e requisiti di finitura superficiale
- Analisi geometrica: Valutazione della distribuzione della forza di estrazione lungo perimetri complessi dei pezzi per prevenire sovraccarichi localizzati
- Gestione termica: Considerazione del calore generato durante operazioni ad alta velocità che influisce sui giochi e sul comportamento del materiale
- Pianificazione dell'integrazione: Progettazione di sistemi di estrazione che funzionano in armonia con altri componenti della matrice per ottenere prestazioni ottimali complessive
L'approccio della piastra di estrazione utilizzato nella progettazione degli stampi per iniezione offre spunti preziosi per le applicazioni di stampaggio. I progettisti di stampi utilizzano abitualmente strumenti di simulazione per prevedere il comportamento dell'eiezione prima di lavorare l'acciaio — una metodologia che gli ingegneri di matrici progressivi per lo stampaggio stanno sempre più adottando per affrontare sfide complesse relative alle piastre di estrazione.
Come la simulazione CAE ottimizza le prestazioni dell'estrattore
Sembra complesso? Non deve esserlo. La simulazione assistita da computer (CAE) trasforma l'ottimizzazione della piastra di estrazione da tentativo empirico in scienza. Prima ancora di avviare la produzione, gli ingegneri possono testare virtualmente diverse configurazioni, prevedere potenziali problemi e perfezionare i progetti per ottenere prestazioni ottimali.
La simulazione CAE affronta domande critiche a cui i metodi tradizionali non possono rispondere in modo affidabile:
- Mappatura della distribuzione delle forze: Visualizzare come le forze di estrazione si distribuiscono sulla superficie della piastra rivela le aree che necessitano di rinforzo o sollecitazione
- Analisi della deflessione: La previsione della deflessione della piastra sotto carico identifica progetti in grado di mantenere giochi critici per tutta la corsa della pressa
- Ottimizzazione della rigidità della molla: Per progetti con movimento flottante, la simulazione aiuta a definire combinazioni di molle che garantiscono una forza costante nell'intero campo operativo
- Previsione dell'usura: L'identificazione delle zone ad alto usura guida le decisioni relative ai trattamenti superficiali e alla pianificazione della manutenzione
- Modellazione degli effetti termici: Comprendere le variazioni dimensionali indotte dalla temperatura evita problemi di tolleranze durante la produzione
Aziende come Shaoyi sfruttano avanzate simulazioni CAE per ottimizzare i design delle piastrine estrattrici prima di avviare la produzione degli stampi. Questo approccio consente di individuare tempestivamente eventuali problemi—quando le modifiche costano pochi centesimi invece che dollari—accelerando il passaggio dal concetto allo stampo pronto per la produzione.
La metodologia basata sulla simulazione si rivela particolarmente utile quando si valuta la scelta tra piastrina estrattrice fissa e flottante. Piuttosto che affidarsi esclusivamente a regole empiriche, gli ingegneri possono modellare entrambe le configurazioni per una specifica applicazione e confrontarne in modo oggettivo le prestazioni previste. A volte l'analisi rivela che una piastrina fissa ben progettata può gestire un'applicazione tradizionalmente assegnata a soluzioni flottanti—o viceversa.
Produzione di precisione per risultati privi di difetti
Anche il design più sofisticato non offre risultati senza una produzione precisa in grado di dargli vita. Le applicazioni automobilistiche richiedono in particolare capacità produttive che garantiscano in modo costante attrezzature conformi a specifiche rigorose. È in questo contesto che certificazioni come IATF 16949 assumono un significato concreto, andando oltre la semplice apparenza.
La certificazione IATF 16949 indica un sistema di gestione della qualità progettato specificamente per soddisfare i requisiti della catena di fornitura automobilistica. Per la produzione di piastrine di estrazione, ciò si traduce in:
- Controlli di processo documentati: Ogni fase produttiva segue procedure verificate che ne garantiscono la ripetibilità
- Validazione del sistema di misurazione: Le attrezzature di ispezione sono sottoposte regolarmente a calibrazione e verifica delle capacità
- Tracciabilità: Le certificazioni dei materiali e i registri di lavorazione collegano i componenti finiti ai materiali di origine
- Miglioramento continuo: L'analisi sistematica dei dati sulla qualità guida il miglioramento continuo del processo
Quando la precisione della piastra di estrazione influisce direttamente sulla qualità del pezzo—e i costruttori automobilistici risalgono la catena di fornitura per individuare i difetti—questi controlli produttivi diventano essenziali e non facoltativi. Una finitura di estrazione con rivestimento in argento, ad esempio, richiede una preparazione superficiale costante e un controllo dello spessore del placcaggio che solo processi produttivi rigorosi possono garantire.
La differenza tra una prestazione accettabile ed eccezionale della piastra di estrazione dipende spesso dalla precisione produttiva: la capacità di produrre in modo costante componenti che rispettino l'intento progettuale entro pochi micron, anziché decimi di millimetro.
I servizi professionali di ingegneria per stampi combinano queste capacità—simulazione CAE, produzione certificata ed esperienza applicativa—per fornire soluzioni per piastre estrattrici ottimizzate in base a requisiti specifici. Il team di ingegneria di Shaoyi rappresenta questo approccio integrato, offrendo prototipazione rapida in appena 5 giorni e raggiungendo una percentuale di approvazione al primo tentativo del 93% grazie alla propria metodologia di progettazione basata sulla simulazione. Il loro completo know-how nella progettazione e realizzazione di stampi risponde alle esigenze di applicazioni automobilistiche impegnative, in cui sia i sistemi estrattori fissi che quelli flottanti richiedono un'ingegnerizzazione specializzata per soddisfare gli standard dei costruttori OEM.
I principali vantaggi della collaborazione con specialisti di precisione nell'ingegneria degli stampi includono:
- Capacità di prototipazione rapida: Accelerare i tempi di sviluppo con utensili rapidi per test di validazione
- Alta percentuale di approvazione al primo tentativo: Le progettazioni validate mediante simulazione riducono le iterazioni di collaudo e accelerano l'avvio della produzione
- Utensili conformi agli standard OEM: Rispettare i requisiti di documentazione, qualità e tracciabilità richiesti dai clienti del settore automobilistico
- Ottimizzazione specifica per applicazione: Avvaliti dell'esperienza ingegneristica che adatta i design delle piastrine di estrazione alle tue esigenze specifiche
Che la tua applicazione richieda un trattamento superficiale in argento per la resistenza alla corrosione o una tempra specializzata per materiali abrasivi, l'ingegneria di precisione garantisce che gli utensili finiti funzionino come previsto, dal primo pezzo fino al termine della vita produttiva.
Con l'eccellenza ingegneristica che costituisce la base per le prestazioni ottimali della piastrina di estrazione, esaminiamo ora i componenti essenziali e gli accessori che completano il sistema.
Componenti ed Accessori Essenziali per Piastrine di Estrazione
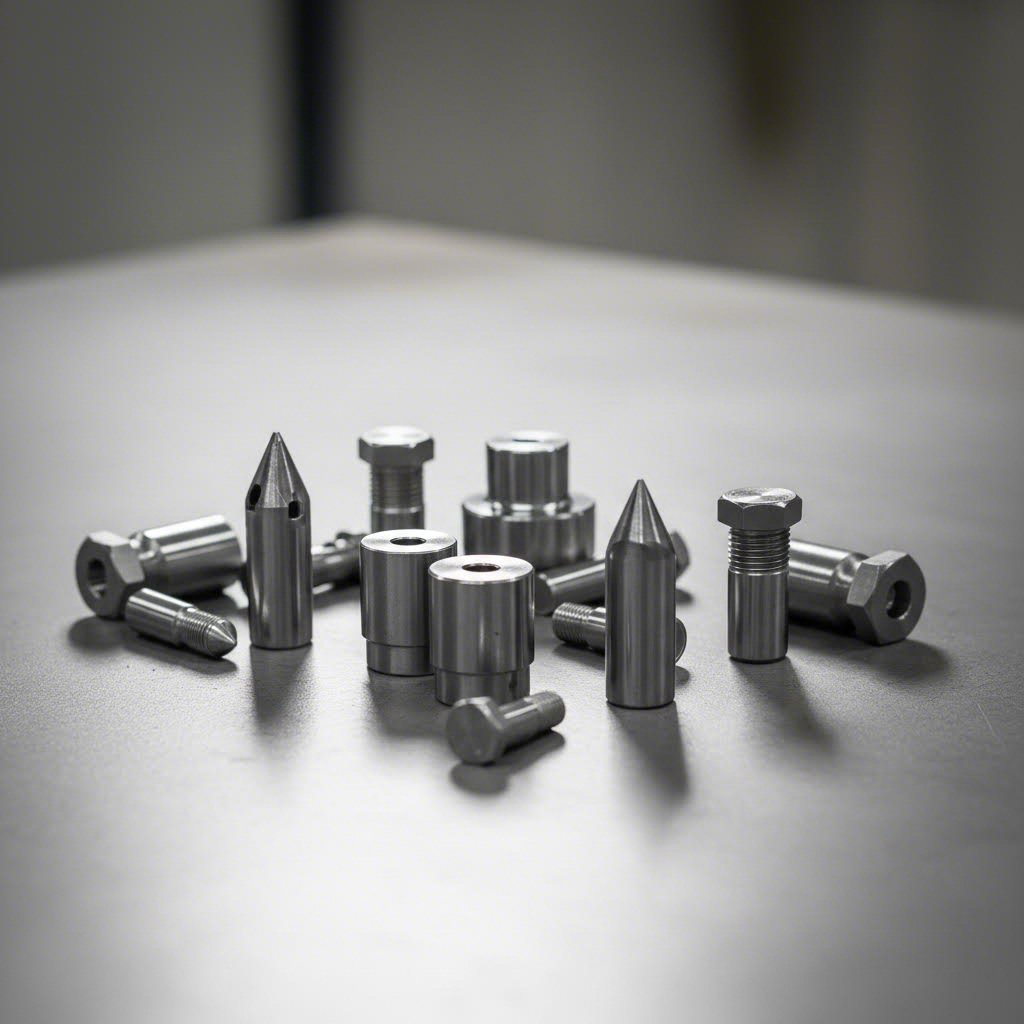
La selezione della tua piastrina di estrazione—fissa o flottante—rappresenta solo una parte del sistema completo. I componenti intorno a tale piastra influenzano in modo significativo le prestazioni generali dello stampo, la durata dell'utensile e la qualità del pezzo. Puntali guida, portamolle e bulloni di estrazione lavorano insieme al design della piastrina scelto per creare un sistema di estrazione affidabile.
Pensala in questo modo: anche la migliore piastra di estrazione galleggiante rende meno se abbinata a punzoni guida inadeguati o a molle non correttamente specificate. Comprendere questi componenti ausiliari ti permette di creare sistemi completi anziché soluzioni isolate.
Selezione del punzone guida per sistemi con piastra di estrazione
I punzoni guida svolgono una funzione fondamentale che va oltre la semplice realizzazione di fori. Questi componenti di precisione mantengono il corretto posizionamento della lamiera durante le operazioni di stampaggio progressivo, garantendo che ogni stazione lavori il pezzo esattamente nella posizione prevista. Quando si scelgono punzoni guida in carburo da fissare alle piastre di estrazione, si investe su un'accuratezza di allineamento che si moltiplica in ogni stazione dello stampo.
I punzoni guida diritti per piastre di estrazione devono soddisfare requisiti rigorosi:
- Concentricità: Il diametro del punzone guida deve essere perfettamente coassiale al gambo entro pochi micron per evitare errori cumulativi di posizionamento
- Finitura superficiale: Superfici lisce del punzone riducono l'attrito durante l'avanzamento della lamiera e minimizzano l'usura dei fori guida
- Durezza: La punta del centratore deve resistere all'usura causata dal contatto ripetuto con il materiale mantenendo la stabilità dimensionale
- Precisione della lunghezza: Una corretta profondità di inserimento del centratore garantisce che la striscia sia posizionata prima che i punzoni da taglio entrino in contatto con il materiale
La relazione tra l'inserimento del punzone centratore e il tipo di piastra espulsore richiede un'attenzione particolare. Nei progetti con piastra espulsore fissa, i centratori devono inserirsi completamente nella striscia prima che i punzoni da taglio fuoriescano dalla superficie della piastra. Le piastre espulsores galleggianti offrono maggiore flessibilità: la piastra caricata a molla trattiene il materiale mentre i centratori effettuano il posizionamento, creando una sequenza di inserimento controllata che riduce il rischio di errori di posizionamento.
Componenti Critici che Migliorano le Prestazioni della Piastra Espulsore
Oltre ai punzoni centratore, diverse categorie di componenti influenzano l'efficacia del sistema della piastra espulsore durante tutta la vita produttiva:
- Opzioni di supporto per molle: Questi componenti fissano le molle di compressione in applicazioni con spingidisco flottante. Rondelle di qualità mantengono la posizione della molla per milioni di cicli, prevenendo allentamenti o disallineamenti che causano forze di estrazione irregolari. Valutare l'uso di rondelle a collare per un posizionamento sicuro della molla oppure soluzioni con testa cilindrica per un facile accesso alla regolazione.
- Configurazioni bulloni dello spingidisco: I bulloni che collegano le piastre flottanti ai componenti della stampa devono offrire un equilibrio tra resistenza e regolabilità. Design con filettatura fine permettono un controllo preciso del precarico, mentre le filettature standard offrono una sostituzione più semplice. La scelta del materiale del bullone—dall'acciaio legato standard a gradi premium—influisce sulla durata a fatica sotto carichi ciclici.
- Sistemi di perni guida e bocce: Una corretta guida delle piastre previene i movimenti laterali che causano attriti tra lo spingidisco e la punzonatrice, evitando contatti indesiderati sulla superficie superiore. Perni guida rettificati abbinati a bocce di qualità mantengono l'allineamento anche con l'accumularsi dell'usura.
- Piastre di ritenzione e blocchi di appoggio: Questi componenti di supporto distribuiscono le forze di estrazione sulla superficie della piastra, prevenendo deformazioni localizzate che potrebbero compromettere la qualità del pezzo.
La corsa del punzone—la lunghezza del tratto in cui i punzoni si muovono oltre la piastra di estrazione—influenza in modo significativo la selezione dei componenti. Una maggiore corsa richiede una guida pilota più robusta e una maggiore capacità di escursione delle molle nei sistemi flottanti. Quando la piastra di estrazione del punzone sfrega contro la superficie superiore a causa di un'allineamento errato, entrambi i componenti subiscono un'usura accelerata.
Confronto tra punzoni pilota in carburo e standard
Una delle decisioni sui componenti più impattanti riguarda la scelta del materiale del punzone pilota. La selezione tra punzoni in carburo e in acciaio utensile standard influisce sulla durata dell'utensile, sugli intervalli di manutenzione e sui costi operativi a lungo termine.
| Caratteristica | Punzoni pilota dritti in carburo | Piloti in acciaio utensile standard |
|---|---|---|
| Resistenza all'usura | Eccezionale—mantiene il diametro anche dopo milioni di cicli | Buona—l'usura graduale richiede sostituzioni periodiche |
| Costo iniziale | da 3 a 5 volte superiore rispetto alle alternative standard | Investimento iniziale inferiore |
| Migliori Applicazioni | Produzione ad alto volume, materiali abrasivi, tolleranze strette | Volumi moderati, materiali non abrasivi, tolleranze standard |
| Rischio di rottura | Una maggiore fragilità richiede una manipolazione accurata | Più tollerante agli urti e ai disallineamenti |
| Potenzialità di rigenerazione | Limitata—di solito viene sostituita anziché rigenerata | Numerose rigenerazioni estendono la durata utile |
Le punzone guida in metallo duro dritto per il fissaggio a piastre staccatrici offrono vantaggi evidenti in applicazioni gravose. Nella lavorazione di materiali abrasivi come l'acciaio inossidabile o l'acciaio al silicio, le guide in metallo duro mantengono la loro precisione dimensionale molto più a lungo rispetto alle alternative standard. Per operazioni che prevedono tre turni con tempi di fermo pianificati minimi, la minore frequenza di sostituzione giustifica spesso il costo iniziale più elevato.
Tuttavia, la fragilità del carburo richiede attenzione. Un'errata manipolazione durante l'installazione dello stampo, un impatto accidentale o un'allineazione gravemente difettosa possono fratturare istantaneamente i pilotini in carburo, mentre alternative in acciaio per utensili potrebbero sopravvivere allo stesso abuso subendo soltanto danni superficiali. Questa caratteristica influenza non solo la selezione del materiale, ma anche la scelta del tipo di piastra espulsore: la sequenza di innesto controllata delle piastre espulsore galleggianti riduce il carico d'urto che minaccia i componenti in carburo.
Le decisioni a livello di componente si ripercuotono sull'intero sistema dello stampo. Investire in punzoni pilota in carburo di alta qualità da fissare alle piastre espulsore, trascurando la qualità dei ritenitori a molla, crea un sistema limitato dall'elemento più debole.
Quando si scelgono punzoni guida e accessori per il proprio sistema di piastra espulsore, considerare l'intero ambiente operativo. Abbinare i livelli di qualità dei componenti all'interno dell'intero sistema, selezionare materiali adatti ai propri volumi di produzione e assicurarsi che tutti gli elementi funzionino in modo armonioso con la progettazione a piastra fissa o mobile scelta.
Barre e anelli espulsori come soluzioni alternative
Finora ci siamo concentrati sulla scelta tra piastra espulsore fissa o mobile, ma cosa succede se una piastra non è affatto la soluzione più adatta? A volte la scelta migliore non consiste nel decidere tra progetti fissi o mobili, bensì nello step back volto a riconoscere che barre espulsore o anelli espulsori potrebbero risultare più efficaci per la propria applicazione.
Questi metodi alternativi di espulsione occupano nicchie importanti nella progettazione degli stampi. Comprendere quando ciascuna soluzione eccelle permette di evitare un'eccessiva complessità progettuale in applicazioni semplici, garantendo al contempo che gli stampi complessi ricevano soluzioni adeguate.
Quando le barre espulsore prestano meglio delle piastre
Immaginate un'operazione di tranciatura semplice: un singolo punzone che produce parti rotonde o rettangolari da lamiera. Ha davvero bisogno di un estrattore completo con tutta la sua complessità e il relativo costo? Spesso, la risposta è no.
Le barre estrattrici offrono un'alternativa semplificata per configurazioni di stampi più semplici. Queste sottili strisce in acciaio utensile temprato vengono montate attraverso l'apertura dello stampo, entrando in contatto con il pezzo ai lati del punzone. Quando la pressa ritorna, le barre trattengono il materiale mentre il punzone si ritrae.
Valutate l'uso delle barre estrattrici quando la vostra applicazione prevede:
- Stampi per tranciatura semplici: Operazioni a stazione singola con geometrie di pezzi semplici traggono vantaggio dalla ridotta complessità
- Ampie superfici dei punzoni: Quando sarebbero necessari estrattori più larghi del materiale disponibile, le barre che si estendono sull'apertura dello stampo offrono una soluzione pratica
- Utensili a cambio rapido: Le barre permettono un accesso più rapido al punzone per la sostituzione o la riaffilatura, rispetto alla rimozione di piastre complete
- Altezza limitata dello stampo: Il profilo verticale minimo delle barre conserva l'altezza di chiusura in applicazioni con pressa vincolata
- Progetti sensibili ai costi: Le barre richiedono meno materiale e lavorazione rispetto alle piastre complete, riducendo l'investimento negli utensili
Il compromesso? Le barre espulsore offrono un controllo del materiale inferiore rispetto alle piastre. Esse entrano in contatto con il pezzo solo lungo linee strette invece che sull'intera superficie. Per materiali sottili o operazioni in cui la planarità del pezzo non è critica, questa limitazione raramente ha importanza. Per applicazioni che richiedono un preciso bloccaggio del materiale, gli espulsori a piastra rimangono la scelta migliore.
Espulsori ad anello per applicazioni specializzate
Cosa si può dire dei punzoni rotondi che operano in isolamento? Gli espulsori ad anello—chiamati anche anelli espulsori o espulsori a collare—si avvolgono concentricamente attorno a singoli punzoni, fornendo una forza di espulsione localizzata esattamente dove necessaria.
Questa alternativa all'espulsore a piastra si distingue in scenari specifici:
- Operazioni di foratura con singolo punzone: Quando un foro rotondo domina la funzione della matrice, uno svincolatore ad anello garantisce un'estrazione efficiente senza il sovradimensionamento di una piastra completa
- Utensili per punzonatrice a torretta: Le singole stazioni di punzonatura traggono vantaggio da sistemi di estrazione autonomi che si muovono insieme a ciascun utensile
- Punzoni di grande diametro: Punzoni rotondi di grandi dimensioni generano forze di estrazione significative concentrate in una piccola area: gli anelli gestiscono questi carichi in modo efficiente
- Applicazioni di retrofit: L'aggiunta della capacità di estrazione a matrici esistenti risulta spesso più semplice con anelli piuttosto che installare sistemi a piastra completa
- Varianti con molle: Gli svincolatori ad anello possono incorporare molle individuali per ottenere un comportamento flottante su base per-punzone
Gli svincolatori ad anello vengono tipicamente montati nella piastra o nel supporto dello svincolatore con un leggero accoppiamento interferenziale o con viti di bloccaggio. Il diametro interno dell'anello fornisce il guidaggio del punzone, mentre la sua faccia inferiore entra in contatto con il pezzo durante l'estrazione. Questa doppia funzione — guida più estrazione — rende gli anelli particolarmente preziosi per punzoni lunghi e sottili soggetti a flessione.
Scelta tra piastre, barre e anelli
Come si determina quale metodo di stripping si adatta alla tua applicazione? La decisione dipende dalla complessità dello stampo, dalla geometria del pezzo e dai requisiti produttivi:
| Metodo di Stripping | Migliori Applicazioni | Vantaggi principali | Limitazioni principali |
|---|---|---|---|
| Piastre di Stripping (Fisse/Flottanti) | Stampi progressivi, geometrie complesse, pezzi di precisione | Controllo completo del materiale, guida dei punzoni, versatilità | Costo più elevato, progettazione più complessa |
| Barre di Stripping | Tranciatura semplice, pezzi grandi, stampi a cambio rapido | Costo inferiore, accesso facilitato allo stampo, altezza minima | Fissaggio limitato del materiale, minore precisione |
| Estrattori ad anello | Punzoni rotondi, utensili a torretta, applicazioni di retrofit | Forza concentrata, guida dello stampo, design modulare | Solo punzoni rotondi, richiede configurazione individuale |
Quando si valutano le opzioni, porre queste domande guida:
- Quanti punzoni richiedono l'estrattore? Più punzoni in prossimità ravvicinata favoriscono le piastre; punzoni isolati possono adattarsi a barre o anelli
- Quale geometria del pezzo sto producendo? I perimetri complessi richiedono piastre; forme semplici funzionano con barre o anelli
- Quanto è critica la planarità del materiale? Requisiti stringenti di planarità spingono verso estrattori a piastra completa
- Quali sono i vincoli del mio budget? Budget limitati possono favorire soluzioni più semplici con barre, adatte alle applicazioni specifiche
- Con quale frequenza cambierò i punzoni? Cambi frequenti favoriscono barre o anelli per un accesso più agevole
La migliore soluzione di estrazione corrisponde ai requisiti effettivi dell'applicazione, non all'opzione più sofisticata disponibile. Matrici per tranciatura semplice con piastre di estrazione sono sovradimensionate; matrici progressive con sole barre di estrazione sono sottodimensionate.
Molte matrici produttive combinano strategicamente questi metodi. Una matrice progressiva potrebbe utilizzare una piastra estrattrice flottante nella maggior parte delle stazioni, integrando al contempo estrattori ad anello per punzoni isolati di grande diametro che generano forze di estrazione eccezionalmente elevate. Questo approccio ibrido ottimizza il sistema di estrazione di ogni stazione in base alle sue esigenze specifiche.
Ora che si conoscono le soluzioni alternative di stripping, si è pronti per il confronto completo testa a testa che riunisce tutte queste opzioni in un framework unificato di selezione.
Confronto Completo tra Piastra Estrusore Fissa e Flottante
Hai esplorato le piastre estrusore fisse, i design flottanti, le soluzioni progettate con precisione e i metodi alternativi di stripping. Ora è il momento di riunire tutti questi elementi nel confronto esaustivo che stavi aspettando: l'analisi comparativa che consolida tutti i fattori critici in indicazioni decisionali operative.
Non si tratta di decretare un vincitore assoluto. Al contrario, otterrai un quadro chiaro per abbinare ciascun tipo di piastra estrusore ai requisiti specifici dell'applicazione. La scelta giusta dipende interamente dalle tue esigenze produttive uniche, dalle caratteristiche del materiale e dalle priorità prestazionali.
Confronto Testa a Testa Fisso vs Flottante
Nella valutazione della scelta tra piastra di estrazione fissa e mobile, sei parametri sono i più importanti. La seguente tabella di confronto presenta tutte e tre le categorie di soluzioni — progettate con precisione, mobili e fisse — rispetto a questi fattori critici di prestazione:
| Fattore di valutazione | Soluzioni Realizzate con Precisione | Piastra di estrazione mobile | Piastra di estrazione fissa |
|---|---|---|---|
| Capacità di forza di estrazione | Ottimizzata tramite simulazione CAE per requisiti applicativi specifici; gestisce dal 10% al 25% della forza del punzone con calibrazione precisa | Regolabile mediante la scelta delle molle; tipicamente gestisce efficacemente forze di estrazione più elevate | Limitata alle forze gestibili attraverso un montaggio rigido; ideale per applicazioni a bassa forza |
| Intervallo di spessore del materiale | Capacità su tutto lo spettro — dai materiali sottili a quelli spessi, con ottimizzazione specifica per l'applicazione | Eccelle con materiali oltre 1,5 mm; gestisce materiale spesso che richiede pressione controllata | Ottimale per materiali sottili inferiori a 1,5 mm; presenta difficoltà con materiali più spessi |
| Requisiti di manutenzione | Manutenzione predittiva abilitata tramite dati di simulazione; intervalli di manutenzione ottimizzati | Ispezione e sostituzione regolari delle molle; richiesto aggiustamento periodico | Manutenzione minima; meno componenti soggetti a usura da monitorare o sostituire |
| Costo iniziale | Investimento premium; costo iniziale più elevato compensato dall'ottimizzazione delle prestazioni | Da moderato ad alto; 20-40% in più rispetto alle alternative fisse | Investimento iniziale più basso; economico per le applicazioni appropriate |
| Migliori Applicazioni | Requisiti OEM del settore automobilistico, produzione senza difetti, stampi progressivi complessi | Materiali spessi, stampi progressivi, prevenzione dell'estrazione dei trucioli, posizionamento di precisione | Stampaggio lamiera sottile, operazioni ad alta velocità, semplice punzonatura, componenti elettronici |
| Idoneità per il Volume di Produzione | Produzione ad alto volume con requisiti qualitativi stringenti; milioni di cicli | Volumi medi ad alti; la sostituzione delle molle aggiunge intervalli periodici di manutenzione | Tutti i volumi; particolarmente conveniente per lavorazioni ad alta velocità e alto volume di materiali sottili |
Osserva come ogni opzione occupi una specifica fascia di prestazioni. Soluzioni progettate con precisione offrono capacità massime ma richiedono un investimento proporzionale. I design flottanti bilanciano versatilità e complessità gestibile. Le piastre fisse offrono semplicità ed economicità per applicazioni che rientrano nei loro punti di forza
Matrice di selezione per tipo di applicazione
Oltre al confronto generale, scenari applicativi specifici indicano raccomandazioni chiare. Utilizza questa matrice per abbinare le caratteristiche del tuo progetto all'approccio più adatto per la piastra estrattrice:
| Scenario di Applicazione | Soluzione consigliata | Motivazione |
|---|---|---|
| Componenti strutturali automobilistici con requisiti IATF | Ingegneria di Precisione | Le esigenze di tracciabilità OEM, l'aspettativa di zero difetti e le geometrie complesse giustificano utensili di fascia alta |
| Stampe progressiva con 5+ stazioni | Flottante o Progettata con Precisione | Il controllo del materiale su più operazioni impedisce errori cumulativi di posizionamento |
| Laminazione di acciaio spesso (oltre 2 mm) | - Non è possibile. | La forza della molla contrasta il ritorno elastico del materiale; evita il trascinamento del pezzo |
| Stampaggio ad alta velocità di terminali per connettori | Fissato | Materiali sottili e velocità estreme favoriscono la stabilità rigida rispetto alla cedevolezza delle molle |
| Prototipazione e produzione in basso volume | Fissato | Un investimento inferiore è appropriato quando gli attrezzi potrebbero cambiare prima dell'avvio della produzione in alto volume |
| Applicazioni con estrattore a piastra riscaldata | Ingegneria di Precisione | La gestione termica richiede una progettazione basata sulla simulazione per mantenere i giochi |
| Sviluppo di piastre estrattrici per stampi prototipi | Flottante o Progettata con Precisione | La regolabilità consente iterazioni di progettazione; l'estrazione controllata protegge le superfici dei pezzi |
| Operazioni semplici di tranciatura rotonda | Estrattori fissi (o ad anello) | Una geometria semplice non giustifica la complessità di un sistema mobile |
Quando la tua applicazione riguarda più categorie—ad esempio una matrice progressiva che lavora materiali sottili ad alta velocità—valuta i fattori di conseguenza. Il requisito predominante guida solitamente la scelta, mentre i fattori secondari confermano o aggiustano l'indirizzo iniziale.
Compromessi tra costo e prestazioni rivelati
Il prezzo iniziale di acquisto rappresenta solo una parte del costo totale. Decisioni intelligenti sugli utensili considerano l'intero quadro economico lungo il ciclo di vita della produzione:
- Investimento iniziale: Le piastre fisse costano dal 20% al 30% in meno rispetto alle alternative mobili; le soluzioni progettate con precisione hanno prezzi premium
- Tempo di impostazione: Le piastre fisse si installano rapidamente con minime regolazioni; i design mobili richiedono la calibrazione della precarica delle molle; le soluzioni precise includono procedure ottimizzate di impostazione
- Frequenza di manutenzione: Le molle nei sistemi galleggianti richiedono un'ispezione ogni 500.000-1.000.000 di cicli; le piastre fisse possono funzionare per anni senza necessità di manutenzione
- Costi di fermo macchina: Un fermo legato allo stripper comporta comunque una perdita di tempo produttivo, indipendentemente dall'investimento iniziale per gli utensili: scegliere il tipo sbagliato genera costi continui
- Riduzione degli scarti: La corretta selezione dello stripper incide direttamente sul rendimento al primo passaggio; soluzioni premium spesso si ripagano da sole grazie alla riduzione dei tassi di scarto
- Impatto sulla durata dell'utensile: Una forza di estrazione appropriata prolunga la vita di punzoni e matrici; sistemi non corrispondenti accelerano l'usura di tutti i componenti di taglio
Si consideri l'approccio con piastre estrattori a tubo U utilizzato in alcune applicazioni di stampaggio a iniezione: l'investimento iniziale in complessità consente una qualità del pezzo costante, riducendo le operazioni secondarie e i resi da parte dei clienti. Lo stesso principio si applica alla stampaggio: investire adeguatamente nei sistemi di piastra estrattrice spesso genera un ROI positivo grazie ai miglioramenti della qualità a valle.
La piastra di estrazione più costosa è quella sbagliata, indipendentemente dal suo prezzo d'acquisto. Una piastra fissa economica che causa il 2% di scarto aggiuntivo su una produzione di un milione di pezzi genera un costo molto maggiore rispetto a un sistema flottante premium in grado di garantire qualità costante.
Quando si calcola il ROI degli investimenti per le piastre di estrazione, includere questi fattori spesso trascurati:
- Tempo di ingegneria: Applicazioni complesse possono richiedere molteplici iterazioni di prova con estrattori semplici — tempo che soluzioni progettate con precisione eliminano
- Costo opportunità: Il ritardo nell'avvio della produzione dovuto alla risoluzione di problemi legati all'estrattore comporta perdita di posizionamento sul mercato e fiducia del cliente
- Effetti a cascata: I danni al pezzo causati dall'estrattore possono provocare problemi di assemblaggio successivi, richieste di garanzia e impatto sulla reputazione
- Valore della flessibilità: La regolabilità degli estrattori flottanti consente di adattarsi alle variazioni del lotto materiale e all'usura delle punzonatrici senza modifiche allo stampo
Per applicazioni ad alto rischio—componenti per la sicurezza automobilistica, dispositivi medici, parti aerospaziali—la garanzia prestazionale di sistemi galleggianti progettati con precisione o correttamente specificati giustifica tipicamente il loro costo superiore. Per componenti generici con tolleranze più ampie, gli estrattori fissi offrono risultati economicamente vantaggiosi.
Dotato di questo quadro completo di confronto, sei pronto a tradurre l'analisi in azione con raccomandazioni specifiche adattate a comuni scenari produttivi.
Raccomandazioni finali per la selezione della tua piastra estrattrice
Hai esaminato i dettagli tecnici, valutato i compromessi ed esplorato l'intera gamma di soluzioni per la svalutazione. Ora arriva il momento più importante: tradurre tutte queste conoscenze in un'azione consapevole per la tua specifica applicazione. Che tu stia progettando una nuova matrice progressiva, risolvendo problemi in un'imbutitura esistente o pianificando l'avvio di una produzione ad alto volume, questi suggerimenti prioritari ti indirizzano verso la scelta corretta della piastra di svalutazione.
Ricorda: l'obiettivo non è trovare la "migliore" piastra di svalutazione in termini assoluti. Si tratta invece di abbinare i requisiti unici della tua applicazione alla soluzione che garantisce prestazioni ottimali, affidabilità e valore nella tua situazione specifica.
La tua Guida alla Selezione della Piastra di Svalutazione
Dopo aver analizzato innumerevoli applicazioni e valutato da ogni angolazione la scelta tra piastre di svalutazione fisse e mobili, emergono schemi chiari. Questi suggerimenti prioritari riflettono il processo decisionale seguito dagli ingegneri esperti di matrici:
- Per la stampatura di precisione automobilistica che richiede conformità IATF: Collaborate con specialisti certificati in ingegneria degli stampi che uniscono capacità di simulazione CAE a una produzione certificata per la qualità. Le esigenze delle applicazioni automobilistiche — implicazioni sulla sicurezza, requisiti di tracciabilità dei produttori OEM e aspettative di assenza di difetti — richiedono soluzioni progettate con precisione piuttosto che approcci standard. Aziende come Shaoyi incarnano questa competenza, offrendo prototipazione rapida in soli 5 giorni e raggiungendo un tasso di approvazione al primo tentativo del 93% grazie a una metodologia di progettazione basata sulla simulazione. La loro certificazione IATF 16949 e la consolidata esperienza nella progettazione di stampi li rendono una risorsa preziosa quando l'applicazione richiede un supporto professionale nell'ingegneria degli stampi.
- Per materiali sottili con spessore inferiore a 1,5 mm: Le piastrine di estrazione fisse offrono prestazioni economiche e affidabili. Il design rigido di montaggio garantisce un'eccellente guida della punzonatrice, richiede una manutenzione minima e mantiene un comportamento costante per milioni di cicli. La stampatura ad alta velocità per l'elettronica, i supporti automobilistici in lamiera sottile e le semplici operazioni di tranciatura rientrano tipicamente in questa categoria. Non sovra-progettare queste applicazioni: risparmia il tuo budget per utensili premium per progetti che richiedono effettivamente soluzioni flottanti o progettate con precisione.
- Per materiali spessi o matrici progressive: Le piastrine di estrazione flottanti forniscono la pressione controllata e la gestione del materiale richieste da queste applicazioni. Il design a molla compensa il ritorno elastico del materiale, evita il trascinamento dei detriti e accomoda l'usura della punzonatrice durante lunghi cicli produttivi. Quando si lavorano materiali con spessore superiore a 1,5 mm o si utilizzano matrici progressive con più stazioni, la regolabilità e la forza attiva di estrazione dei design flottanti giustificano tipicamente il loro costo iniziale più elevato.
- Per lavori di prototipo e sviluppo: Iniziare con estrattori fissi, a meno che requisiti specifici dell'applicazione non indichino chiaramente il contrario. Un investimento iniziale più contenuto è sensato quando i progetti potrebbero evolvere prima del lancio in produzione. È sempre possibile passare a sistemi flottanti durante la realizzazione degli attrezzi per la produzione, qualora i risultati dei collaudi lo richiedano.
- Per applicazioni con apparecchiature specializzate: Valutare le esigenze specifiche della propria attrezzatura. Una piastra estrattrice per spaccalegna Yardmax, ad esempio, deve far fronte a requisiti completamente diversi rispetto a quelli di una punzonatrice di precisione: carichi d'impatto elevati, esposizione ambientale all'aperto e caratteristiche del materiale differenti. Selezionare l'estrattore in base alle effettive condizioni operative, piuttosto che applicare in modo universale le linee guida valide per gli stampi da punzonatura. Analogamente, le applicazioni con piastre estrattrici ingun per apparecchiature di test richiedono un allineamento di precisione che può favorire soluzioni fisse, nonostante altri fattori suggeriscano alternative flottanti.
Abbinare l'applicazione al tipo di estrattore corretto
Oltre ai suggerimenti prioritari, considera questi approfondimenti specifici per l'applicazione che affinano la tua selezione:
- Quando la planarità del pezzo è critica: La forza controllata di tenuta in basso dei distanziali galleggianti impedisce il sollevamento del materiale che causa distorsioni dimensionali durante il taglio
- Quando si lavorano diversi spessori di materiale: Le piastre distanziali regolabili ripagano ampiamente grazie alla loro capacità di adattarsi a diversi tipi di materiale senza modifiche alle punzonatrici
- Quando il trascinamento del pezzo causa problemi di qualità: La pressione attiva verso il basso dei design galleggianti riduce in modo significativo la ritenzione del pezzo sulle facce del punzone
- Quando l'altezza della punzonatrice è limitata: Il profilo verticale minimo dei distanziali fissi conserva preziosa altezza di chiusura in applicazioni con limiti sul pressaggio
- Quando le finestre di manutenzione sono limitate: La riduzione del numero di componenti nei design fissi significa meno parti da ispezionare, regolare o sostituire
- Quando si lavorano materiali abrasivi: Abbinare la scelta dello strippler ai trattamenti superficiali appropriati e ai materiali premium per punzoni pilota per estendere la durata operativa
Si noti che applicazioni specializzate come le piastre strippler di ricambio per spaccalegna Yardmax seguono criteri di selezione completamente diversi, concentrandosi sulla resistenza alla durata e agli urti piuttosto che sulle considerazioni di precisione prevalenti nelle scelte degli stampi da tranciatura.
Raccomandazioni degli esperti per scenari comuni
Per i lettori che devono affrontare specifiche decisioni, ecco indicazioni dirette basate sugli scenari applicativi più frequenti:
- Avviamento di un nuovo programma con stampo progressivo: Investire nella simulazione CAE durante la progettazione per ottimizzare la configurazione della piastra strippler prima dell'utensilatura dell'acciaio. Il costo della simulazione rappresenta una frazione rispetto alle modifiche in fase di collaudo.
- Qualità del pezzo incoerente: Valutare se il tipo di estrattore attuale corrisponde ai requisiti di spessore e complessità del materiale. L'aggiornamento da fisso a mobile risolve spesso problemi persistenti di qualità.
- Pianificazione della produzione automobilistica ad alto volume: Coinvolgere fin dalle fasi iniziali del programma specialisti in progettazione stampi certificati IATF. Il team di ingegneria Shaoyi fornisce utensili di alta qualità ed economici su misura secondo gli standard OEM, con capacità produttive ad alto volume che si adattano alle esigenze della vostra produzione.
- Bilanciare vincoli di budget e necessità prestazionali: Utilizzare estrattori fissi laddove appropriato, per riservare il budget per soluzioni mobili o progettate con precisione dove sono effettivamente necessarie.
- Retrofitting di stampi esistenti: Gli estrattori ad anello offrono una soluzione pratica per implementare un sistema di estrazione mobile in specifiche posizioni dei punzoni, senza dover sostituire l'intera piastra.
La scelta tra piastra di estrazione fissa e mobile si riduce a un principio fondamentale: adattare la soluzione alle proprie effettive esigenze. Progettare in modo insufficiente provoca problemi di qualità; progettare in eccesso spreca risorse. Il punto ottimale deriva da una valutazione onesta delle reali richieste della propria applicazione.
Procedendo con la selezione della piastra di estrazione, ricordate che questa decisione si integra con ogni altro aspetto della progettazione dello stampo. La scelta migliore tiene conto della geometria dei punzoni, delle caratteristiche del materiale, dei volumi di produzione, dei requisiti di qualità e delle capacità di manutenzione come fattori interconnessi, piuttosto che variabili isolate. In caso di dubbio, consultate ingegneri esperti nello sviluppo di stampi, in grado di valutare l'intero contesto della vostra applicazione e raccomandare soluzioni ottimizzate per il vostro specifico successo.
Domande frequenti su piastre di estrazione fisse e mobili
1. Cos'è una piastra di estrazione in uno stampo da pressa?
Una piastra di estrazione è un componente critico dello stampo che rimuove il materiale della lavorazione dai punzoni dopo ogni corsa. Può essere fissa (montata rigidamente) o mobile (caricata a molla). Le piastre fisse estraggono il materiale ma non lo trattengono durante il funzionamento, mentre quelle mobili trattengono attivamente il materiale durante la stampaggio e utilizzano la forza della molla per un'estrazione controllata. La scelta tra i diversi tipi influenza direttamente la qualità del pezzo, la durata dell'utensile e l'efficienza produttiva.
2. Cos'è la forza di estrazione nelle applicazioni di stampi da pressa?
La forza di estrazione è la forza necessaria per staccare il materiale attaccato al punzone dopo il taglio. Tale forza varia tipicamente dal 10% al 25% della forza di tranciatura. Le piastre di estrazione mobili permettono di regolare la forza di estrazione selezionando le molle appropriate, mentre le piastre fisse si basano direttamente sulla corsa della pressa. Una corretta forza di estrazione evita il trascinamento del punzonato, garantisce una separazione pulita del pezzo e mantiene tempi di ciclo costanti nelle operazioni di stampaggio.
3. Quando devo utilizzare una piastra di estrazione fissa invece di una mobile?
Le piastrine di estrazione fisse sono ideali per materiali sottili sotto i 1,5 mm, operazioni di stampaggio ad alta velocità superiori a 400 colpi al minuto e matrici semplici per tranciatura. Costano il 20-30% in meno rispetto alle alternative flottanti, richiedono una manutenzione minima e offrono un'eccellente stabilità per lo stampaggio di precisione nell'elettronica. Scegliere estrattori fissi quando il comportamento del materiale è prevedibile e una pressione di contrasto controllata non è critica.
4. Quali sono i principali vantaggi delle piastrine di estrazione flottanti?
Le piastrine di estrazione flottanti si distinguono con materiali spessi oltre i 1,5 mm, matrici progressive e applicazioni che richiedono un posizionamento preciso del pezzo. I principali vantaggi includono un controllo superiore del materiale durante la punzonatura, una riduzione dell'espulsione indesiderata dei ritagli grazie alla pressione attiva verso il basso, compensazione automatica dell'usura dei punzoni e forza della molla regolabile. Sono essenziali quando il rimbalzo del materiale, geometrie complesse o requisiti produttivi a zero difetti richiedono una forza di estrazione controllata.
5. In che modo le barre e gli anelli espulsori differiscono dalle piastrine espulatrici?
Le barre espultrici sono sottili strisce di acciaio temprato che si estendono lungo l'apertura della matrice, ideali per operazioni semplici di tranciatura, pezzi grandi e utensili a cambio rapido a costo ridotto. Gli espulsori ad anello avvolgono singoli punzoni rotondi, perfetti per operazioni con un solo punzone e per utensili a torretta. Le piastre offrono un controllo completo del materiale per matrici progressive complesse. La scelta va effettuata in base alla complessità della matrice: piastre per lavorazioni precise multitasking, barre per operazioni semplici, anelli per punzoni rotondi isolati.