 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Costo dei stampi per carpenteria automobilistica: pianificazione del budget per attrezzature progressive
Time : 2025-12-23
TL;DR
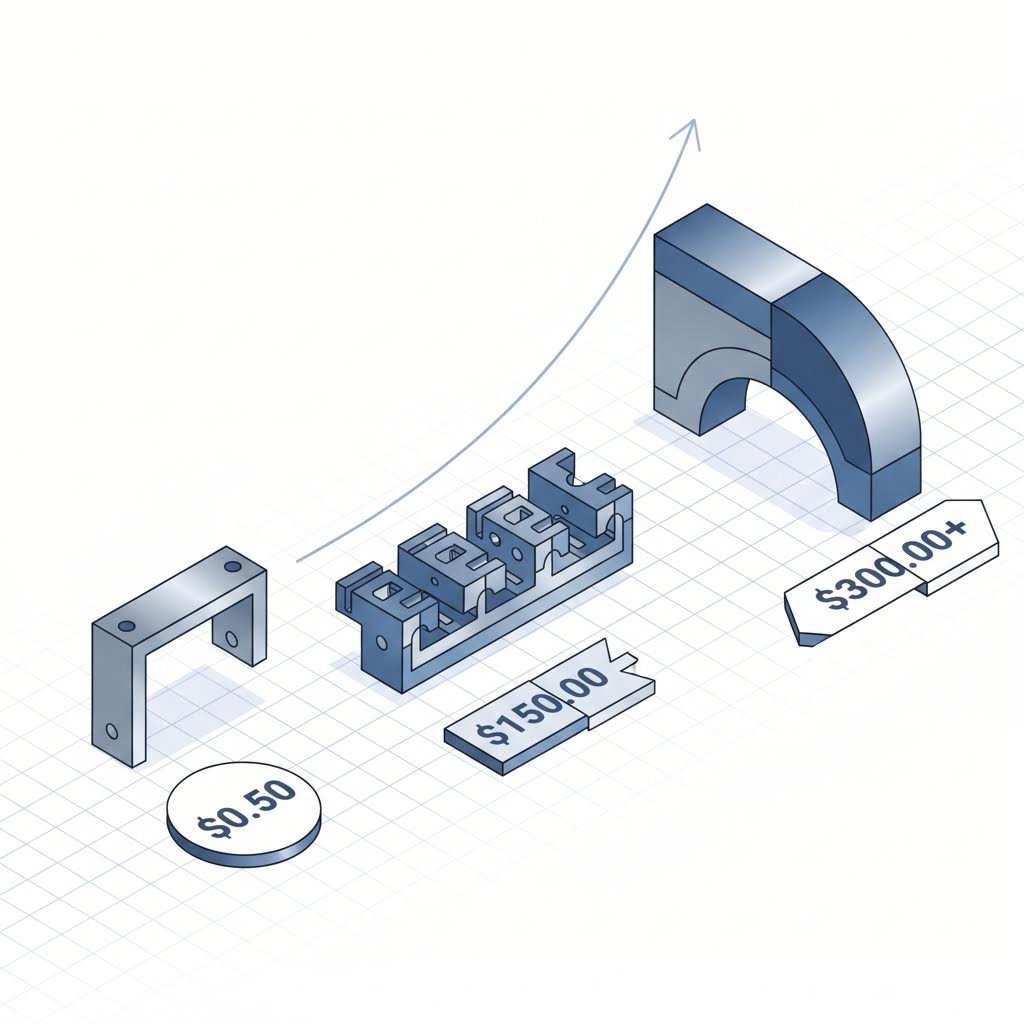
I costi degli stampi per la stampa automobilistica variano notevolmente in base a dimensioni e complessità, da circa $3.000 per utensili morbidi semplici (supporti, clip) a oltre $1.000.000 per una linea completa per pannelli carrozzeria di Classe A (parafanghi, cofani). Per componenti di medie dimensioni e precisione, uno stampo progressivo ha generalmente un costo medio di circa $15.000 - $30.000 . La decisione dipende fortemente dal volume di produzione: sebbene gli utensili per lo stampaggio richiedano un elevato investimento iniziale, offrono il prezzo più basso per unità quando si superano le 10.000–20.000 parti all'anno.
Ripartizione per Tipo di Stampo: Progressivo vs. Linea vs. Utensili Morbidi
Il singolo fattore più importante che influenza il costo degli stampi per la carpenteria automobilistica è la tecnologia scelta per la produzione del pezzo. Gli ingegneri devono bilanciare il budget iniziale per gli utensili con la velocità di produzione prevista e il volume dei pezzi.
Stampi Progressivi ($15.000 – $60.000+)
Gli stampi progressivi sono i cavalli di battaglia dell'industria automobilistica per parti strutturali di piccole e medie dimensioni come staffe, clip e connettori. In questo sistema, una striscia metallica viene alimentata attraverso un singolo stampo dotato di più stazioni, tagliando, piegando e formando il pezzo in passaggi sequenziali ad ogni corsa della pressa.
Secondo dati del settore provenienti da produttori come Bazz Houston, il costo medio di uno stampo progressivo è di circa $30,000. Questo costo può scendere a $15.000 per geometrie semplici o superare i $60.000 per parti complesse che richiedono tolleranze strette. Sebbene il prezzo iniziale sia significativo, gli stampi progressivi sono altamente efficienti, spesso raggiungendo 60–100+ corse al minuto, riducendo così il costo unitario a pochi centesimi.
Stampi di trasferimento e linee stampaggio ($100.000 – $1.000.000+)
Per grandi pannelli carrozzeria automobilistici (superfici di Classe A) come porte, cofani e parafanghi, gli stampi progressivi sono generalmente inadatti a causa delle dimensioni del pezzo e della complessità della formatura richiesta. In alternativa, i produttori utilizzano Linee stampaggio o Stampi di trasferimento.
Dati reali relativi all'approvvigionamento indicano che uno stampo per tranciatura (il primo passaggio nella formatura di un parafango) ha spesso un costo compreso tra $250.000 e $500.000 . Tuttavia, un pannello finito richiede una linea completa di stampi—Tranciatura, Sgrossatura, Imbutitura e Foratura—portando il costo totale dell'insieme tra $500.000 e $1.000.000 . Questi stampi richiedono letti di fusione massicci, lavorazioni CNC estese e rifinitura manuale (spotting) per garantire una qualità superficiale perfetta.
Attrezzature provvisorie e prototipazione ($3.000 – $15.000)
Per produzioni di basso volume (inferiori a 5.000 pezzi) o per prototipazione, la "ferratura morbida" rappresenta un'alternativa economica. Queste matrici utilizzano spesso utensili a singolo colpo o acciai più economici, pre-temprati, invece del resistente carburo. I costi possono essere bassi come $3,000per utensili semplici di tranciatura. Sebbene la ferratura morbida si logori più rapidamente e richieda più manodopera per ogni pezzo, consente ai produttori di validare i progetti senza dover investire in un asset a sei cifre.
Principali fattori determinanti del costo: materiali, complessità e volume
Comprendere gli elementi che influenzano il prezzo di un preventivo permette ai responsabili degli acquisti di ottimizzare tecnicamente le loro richieste. Il costo totale di una matrice per stampaggio automotive è generalmente composto da tre voci principali: materiale, lavorazione meccanica e validazione.
- Materiale della matrice (20–40% del costo totale): L'acciaio utilizzato per costruire la matrice stessa rappresenta una spesa significativa. Per cicli produttivi automobilistici ad alto volume (oltre 500.000 colpi), i costruttori di utensili utilizzano gradi premium come SKD11 o in carburo solido, che sono costosi ma resistenti all'usura. Per tirature più brevi, possono essere utilizzate leghe più economiche come Cr12MoV per ridurre i costi, anche se richiedono una riaffilatura più frequente.
- Lavorazione e Complessità (30–50% del Costo Totale): Ogni caratteristica di un pezzo — ogni foro, linguetta e raggio — richiede una stazione corrispondente nella matrice. Aumentare la complessità incrementa le ore necessarie per la fresatura CNC e per la lavorazione EDM a filo (Electrical Discharge Machining). Una matrice con 15 stazioni avrà un costo significativamente superiore rispetto a una con 5 stazioni, semplicemente a causa delle ore di lavorazione coinvolte.
- Prova e Validazione (10–15% del Costo Totale): La fase di "Prova" è quella in cui la matrice viene testata su una pressa per assicurarsi che produca pezzi conformi alle specifiche. Questa fase è fondamentale per componenti automobilistici che richiedono elevate precisioni. Se durante la prova la matrice non riesce a mantenere le tolleranze, è necessario un costoso intervento manuale di ritocco.
Approvvigionamento Strategico e Volume di Produzione
L'economia della stampatura metallica è definita dal punto di "pareggio". La stampatura raramente risulta conveniente per quantità inferiori a 2.000 unità perché l'ammortamento degli utensili incide troppo sul costo per pezzo. Per volumi più bassi, processi come il taglio al laser o la piegatura con freno pressa sono spesso superiori.
Tuttavia, una volta superate le 10.000-20.000 unità annuali, l'investimento in un dado rigido si ripaga rapidamente. Ad esempio, un dado progressivo da $30.000 potrebbe ridurre il costo del pezzo da $5,00 (tagliato al laser) a $0,50 (stampato). Su 20.000 pezzi, i risparmi ($90.000) coprono agevolmente la spesa iniziale per gli utensili.
Per i produttori alla ricerca di un partner in grado di gestire questa transizione, Shaoyi Metal Technology offre un vantaggio strategico. Con la certificazione IATF 16949 e capacità di pressa fino a 600 tonnellate, colmano il divario tra prototipazione rapida e produzione di massa ad alto volume. La loro capacità di progettare soluzioni per attrezzature economiche aiuta i costruttori automobilistici (OEM) a passare dalla validazione del design alla produzione su larga scala, mantenendo al contempo una rigorosa conformità agli standard globali.
Costi nascosti: manutenzione e logistica
Il prezzo di acquisto dello stampo non è il costo finale. Gli stampi per la stampaggio automotive richiedono una manutenzione continua per mantenere la qualità dei pezzi. Agiustatura e shimminatura sono spese ricorrenti, generalmente stimate tra il 5% e il 10% del valore dello stampo annualmente, a seconda dell'intensità d'uso. Trascurare questa manutenzione porta alla formazione di bave sui pezzi e a potenziali rotture catastrofiche dello stampo.
La logistica gioca un ruolo importante, in particolare per gli stampi off-shore. Sebbene i mercati asiatici offrano spesso stampi a un costo del 30% inferiore rispetto ai fornitori occidentali, la spedizione dell'acciaio per stampi pesante (spesso di diverse tonnellate) comporta spese significative e tempi di consegna più lunghi. Inoltre, se uno stampo richiede modifiche dopo la consegna, la mancanza di supporto locale può causare costosi tempi di fermo.

Conclusione: bilanciare budget e prestazioni
La pianificazione del budget per gli stampi automobilistici richiede una chiara comprensione del compromesso tra spesa iniziale in conto capitale (CapEx) e spesa operativa a lungo termine (OpEx). Sebbene uno stampo progressivo da 30.000 dollari o una linea per parafanghi da 500.000 dollari possano sembrare inizialmente costosi, questi attrezzi rappresentano l'unico percorso praticabile per ottenere i bassi costi unitari necessari alla produzione di massa nel settore automobilistico.
Il successo consiste nel prevedere con precisione i volumi annuali e nello scegliere la giusta classe di attrezzature — morbide, progressive o a trasferimento — in base al ciclo di vita del prodotto. Prendendo in considerazione fin dalla fase progettuale il tipo di materiale, la complessità e la manutenzione, ingegneri e acquirenti possono evitare sforamenti di budget e garantire un avvio regolare.
Domande frequenti
1. Qual è il costo medio di un punzone per stampaggio metallico?
Un tipico punzone progressivo per componenti automobilistici di medie dimensioni varia da $15.000 - $30.000 . Tuttavia, i costi possono variare notevolmente: attrezzature semplici per prototipi possono partire da 3.000 USD, mentre i punzoni di Classe A per pannelli carrozzeria complessi superano spesso i 500.000 USD.
2. Qual è la differenza tra taglio con punzone e stampaggio metallico?
Il taglio con punzone si riferisce generalmente al taglio a forbice di materiali più morbidi (come guarnizioni, tessuti o sottili lamine) mediante un punzone a lama d'acciaio, simile a uno stampino per biscotti. Lo stampaggio metallico è un processo industriale ad alta tonnellaggio che utilizza punzoni in acciaio temprato non solo per tagliare, ma anche per formare, tranciare ed eseguire piegature su lamiere, creando forme tridimensionali complesse.
3. Perché gli stampi per l'automotive sono così costosi?
Il costo rispecchia l'ingegneria di precisione, gli acciai speciali di alta qualità e le numerose ore di lavorazione necessarie per costruire lo stampo. Gli stampi per l'automotive devono resistere a milioni di cicli ad alto impatto mantenendo tolleranze dell'ordine del micron, richiedendo una costruzione robusta e materiali costosi come il carburo o l'acciaio SKD11.