 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Rivestire in rame l'acciaio senza sbucciature: dalla preparazione alla passivazione iniziale
Time : 2025-12-01

Passaggio 1: Scegliere il metodo giusto per la metallizzazione in rame su acciaio
Chiarire gli obiettivi funzionali
Quando si decide di metallizzare l'acciaio con rame, la prima domanda — e la più importante — è: cosa si vuole ottenere con lo strato di rame? Si desidera migliorare la saldabilità, la conducibilità elettrica per schermature EMI, creare un sottostrato resistente per la brasatura o ottenere una finitura estetica in rame? Ogni obiettivo indirizza verso una diversa soluzione di metallizzazione e un diverso processo.
Scegliere il metodo di applicazione del rame più adatto per l'acciaio
Immaginate di tenere in mano un componente in acciaio complesso: dovete collegare un alimentatore e preparare un bagno, oppure un approccio chimico è preferibile? La risposta dipende dalle esigenze in termini di copertura, uniformità e produttività. Analizziamo le opzioni disponibili:
| Attributo | Rame elettrolitico (elettrodeposizione) | Placcatura elettrochimica con rame | Rame per spostamento/immersione |
|---|---|---|---|
| Uniformità | Buono su forme semplici; meno uniforme nelle cavità | Eccellente, anche su geometrie complesse | Scadente; strato sottile e non aderente |
| Necessità di attrezzature | Richiede alimentazione elettrica, anodo di rame e bagno | Basato sulla chimica, non richiede alimentazione elettrica | Minimo—basta un serbatoio di immersione e soluzione |
| Rischio di adesione | Basso se la preparazione e l'attivazione sono accurate | Basso; legame chimico forte | Alto; non adatto per un'adesione duratura sull'acciaio |
| Controllo dello spessore | Preciso (tramite corrente e tempo) | Buono; dipende dalla chimica del bagno e dal tempo | Molto limitato |
| Casi d'uso migliori | Velocità, costo, spessore controllabile; la maggior parte dei rivestimenti per acciaio | Copertura uniforme su forme complesse o interne | Pre-attivazione per altri rivestimenti; non è un rivestimento finale |
| Post-elaborazione | Potrebbe richiedere lucidatura o ulteriori rivestimenti | Di solito pronto per ulteriori lavorazioni | Deve essere rivestito ulteriormente per garantire durata |
Quando scegliere il rame elettrolitico rispetto a quello autocatalitico
Rame elettrolitico ( elettrodeposizione del rame ) è la soluzione ideale per la maggior parte delle applicazioni industriali e hobbistiche in cui sono richieste velocità, controllo dei costi e spessore preciso—pensate a barre collettrici, connettori o finiture decorative. È perfetto per parti in acciaio piane o con forme semplici, purché sia possibile garantire un buon contatto elettrico e una preparazione accurata. D'altra parte, la metallizzazione autocaotica in rame si distingue quando si lavora con geometrie complesse, cavità profonde o passaggi interni—come nei circuiti stampati o in componenti meccanici complessi—dove l'uniformità è fondamentale e l'uso di un alimentatore elettrico non è pratico. Sebbene più lenta e più sensibile alla chimica del bagno, offre una copertura e un'adesione insuperabili per forme difficili.
Alternative alla metallizzazione per casi particolari
Per esigenze su scala industriale, o quando è richiesto un legame metallurgico, si utilizzano metodi meccanici come il rivestimento composito (cladding) o la saldatura a rulli, ma questi non sono pratici per la maggior parte dei laboratori o per gli appassionati fai-da-te. Il rame per spostamento (a immersione) è talvolta usato come passaggio preliminare prima di un vero processo di elettrodeposizione o di placcatura autocaotica del rame, ma non è raccomandato per ottenere un rivestimento duraturo e ben aderente sull'acciaio.
Guida rapida: abbinare il metodo al proprio progetto
- Raccogli i dettagli del pezzo: geometria, tipo di acciaio, tolleranze richieste e necessità di mascheratura
- Definisci lo spessore target del rame e i requisiti di adesione
- Scegli il tuo metodo:
- Placcatura elettrolitica (elettrodeposizione del rame): Ideale per velocità, costo e controllo dello spessore; richiede alimentatore elettrico e preparazione
- Placcatura autocaotica del rame: Ideale per l'uniformità su forme complesse o interne; più lenta, dipendente dalla chimica
- Rame per spostamento/immersione: Utilizzare solo come pre-attivazione se richiesto da un processo collaudato
- Legami meccanici/metallurgici: Industriale, non fai-da-te
Consigli pratici: consigli dai forum vs. prassi standard
Dare sempre priorità a un accurato sgrassaggio e all'attivazione della superficie rispetto ad accorgimenti rapidi come preparazioni solo con aceto. Sebbene alcuni consigli fai-da-te online suggeriscano soluzioni semplici, saltare i passaggi professionali di pulizia porta a una scarsa adesione e al distacco del rivestimento.
-
Elenco di controllo: cosa ricavare dal disegno del pezzo prima della galvanizzazione
- Geometria del pezzo (semplice, complessa, cavità interne?)
- Tipo di acciaio di base e trattamenti precedenti
- Tolleranze critiche e superfici da mascherare
- Spessore richiesto dello strato di rame
- Classe di aderenza o durata necessaria
Chiedendo chiaramente i propri obiettivi e raccogliendo i dati giusti in anticipo, si può scegliere il processo di rivestimento in rame che fornisce le prestazioni e l'affidabilità necessarie senza rischi di scorrimento o scarsa adesione.
Passo 2: Preparare la superficie dell'acciaio per un rivestimento in rame impeccabile
Preparazione superficiale essenziale per l'acciaio
Vi siete mai chiesti perché alcune parti in acciaio placcate di rame si sbucciano o si sbucciano mentre altre durano anni? La risposta si riduce quasi sempre alla preparazione della superficie. Che tu stia affrontando copper plating in casa la strada verso una forte adesione inizia con una meticolosa sequenza di pulizia e attivazione. Diamo un'analisi dettagliata di ciascun passo, in modo da evitare le insidie che portano a risultati negativi nel diametro di copertura o di rivestimento industriale.
Deglierazione, disossidazione e verifica con un test di rottura dell'acqua
- Pulizia Grezza: Rimuovere tutti gli oli, lo sporco e i contaminanti. Utilizzare un detergente di qualità o un sgrassatore a base di solvente adatto. Essere accurati: i residui lasciati possono compromettere l'intero processo.
- Preparazione Meccanica: Se la rugosità superficiale finale (RA) lo consente, levigare leggermente l'acciaio con una lamina abrasiva o mediante sabbiatura. Questo esporrà metallo fresco e favorirà un'aderenza più efficace dello strato di rame, un consiglio fondamentale per chi sta imparando come placcare in rame l'acciaio .
- Pulizia Chimica: Eseguire una pulizia con bagno alcalino. Questa fase mira a eliminare eventuali residui organici rimanenti. Risciacquare accuratamente con acqua corrente per rimuovere ogni traccia di detergente e schiuma.
- Rimozione di Ruggine/Calamina: Se l'acciaio presenta segni di ruggine o calamina, utilizzare un bagno acido (tipicamente acido cloridrico o solforico diluito) per rimuovere gli ossidi. Risciacquare immediatamente e neutralizzare per prevenire la formazione di ruggine rapida.
- Prova di Rottura dell'Acqua: Tieni il pezzo sotto acqua corrente. Se l'acqua forma un velo continuo, la superficie è pulita. Se si raggruma o si interrompe, ripeti i passaggi di pulizia. Questo test è il tuo migliore alleato sia per elettrodeposizione fai da te che per lavori professionali.
- Attivazione: Subito prima della galvanizzazione, immergi brevemente l'acciaio in un bagno acido per rimuovere eventuali tracce residue di ossido. Risciacqua immediatamente e passa direttamente al bagno di placcatura o di attacco—i tempi sono critici per evitare la reossidazione.
- Mascheratura e Montaggio: Applica la mascheratura per proteggere le aree che non devono essere placcate. Monta il pezzo su un supporto che garantisca un contatto elettrico solido, rigido ed eviti spigoli vivi, che potrebbero concentrare la corrente e causare bruciature.
Non saltare il test dell'acqua né ritardare tra l'attivazione e la placcatura. Il trasferimento immediato al bagno di attacco è fondamentale per un'adesione ottimale.
Mascheratura e Montaggio per Percorsi Elettrici Affidabili
Una corretta mascheratura e un adeguato posizionamento sugli attacchi non sono solo questioni estetiche: sono essenziali per un deposito uniforme di rame e un'ottima adesione. Immagina di rivestire un lotto di pezzi solo per scoprire una copertura irregolare o aree mancanti a causa di un contatto scadente o di una mascheratura inadeguata. Fissando saldamente il pezzo da lavorare e mascherando le zone che non devono essere placcate, garantisce che la corrente fluisca esattamente dove desiderato, un requisito fondamentale per chiunque voglia approfondire come elettrodeporre o come placcare in rame metalli con risultati professionali.
-
Errori comuni (e consigli da professionisti):
- Eccessiva mordenzatura in ambiente acido: immersioni brevi sono le migliori; tempi prolungati possono rendere la superficie ruvida e indebolire l'adesione.
- Toccare i pezzi puliti a mani nude: dopo la pulizia finale indossa sempre guanti per evitare contaminazioni.
- Saltare il test della pellicola d'acqua: questo semplice controllo permette di risparmiare ore di lavoro di riparazione.
- Affrettarsi tra attivazione e placcatura: anche un minuto di ritardo può favorire la riformazione di ossidi, specialmente in ambienti umidi.
Per entrambi diametro di copertura e lavori industriali, seguire questa procedura di preparazione della superficie protegge dai difetti di adesione e garantisce una finitura in rame brillante e durevole. Successivamente, esploreremo come realizzare un impianto di elettrodeposizione stabile che assicuri risultati costanti da un ciclo all'altro.
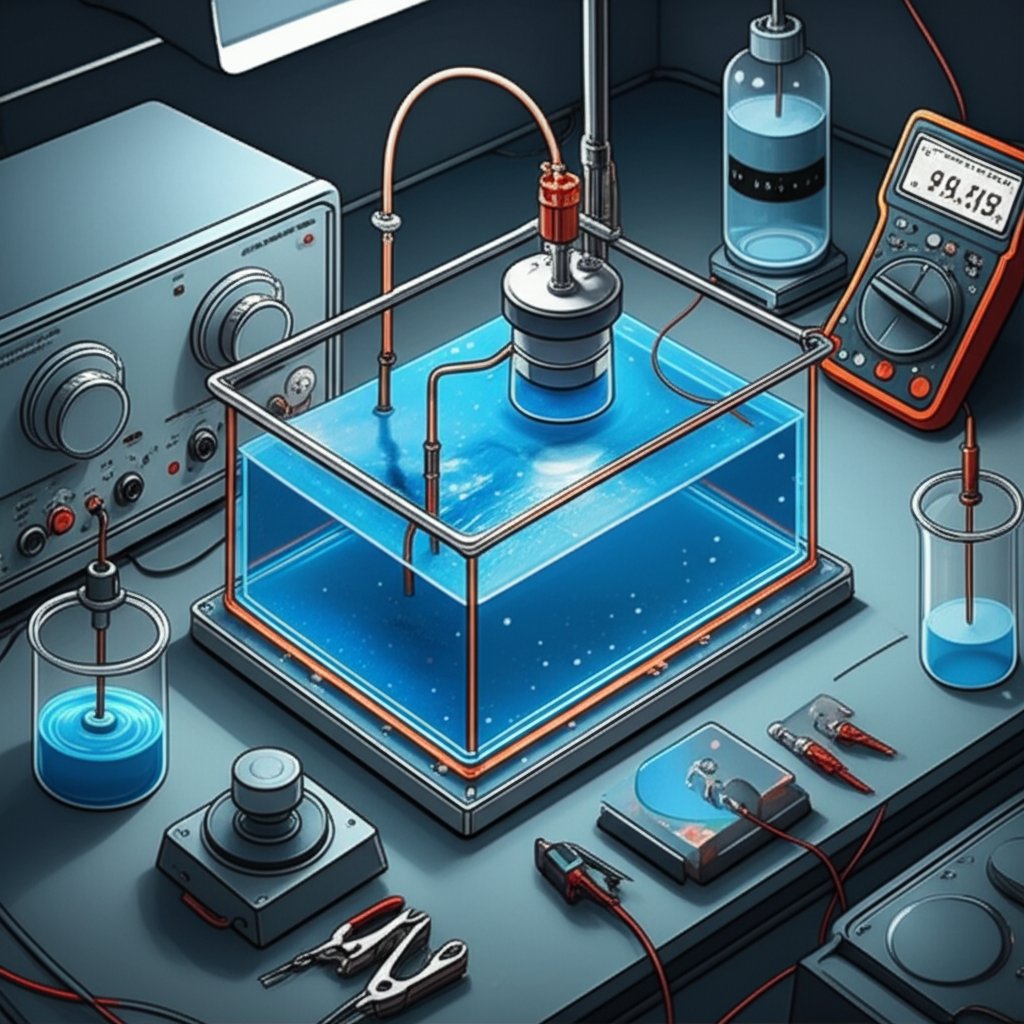
Passo 3: Realizzare un impianto di elettrodeposizione stabile per risultati costanti
Alimentatore elettrico e collegamenti essenziali
Hai mai provato a rivestire un pezzo e ottenuto un deposito di rame irregolare o risultati imprevedibili? Spesso, il colpevole è un impianto di elettrodeposizione instabile. Per ottenere un rivestimento in rame di alta qualità e ripetibile su acciaio, è necessario partire con l'equipaggiamento e i collegamenti giusti per la galvanizzazione in rame. Pensa a questo come a costruire una base solida per il tuo progetto: trascurare un dettaglio potrebbe compromettere i risultati.
- Alimentatore in corrente continua: Tensione e corrente regolabili, preferibilmente con amperometro integrato. Ciò ti permette di regolare con precisione la velocità di deposizione e monitorare attentamente il processo.
- Barre collettrici e cavi in rame: Utilizzare cavi puliti e robusti in grado di gestire la corrente richiesta. Connessioni scadenti possono causare punti caldi o una placcatura irregolare.
- Portarack/Sistemi di fissaggio: Assicurarsi che questi garantiscano un percorso elettrico solido e costante verso il pezzo. Sistemi rack rotanti o meccanismi di movimento possono aiutare a uniformare la distribuzione della corrente, specialmente per forme complesse.
Selezione e posizionamento dell'anodo
Scegliere quello giusto anodo di rame e posizionarlo correttamente è fondamentale per una deposizione uniforme. Immaginate l'anodo come la sorgente degli ioni di rame che formeranno la nuova superficie. Se l'anodo è impuro o mal posizionato, noterete zone ruvide, uno spessore irregolare o addirittura problemi di adesione. Ecco cosa conta di più:
- Materiale dell'anodo: Utilizzare sempre anodi di rame ad alta purezza (il rame fosforoso è comune per la placcatura del acciaio). Impurità nell'anodo possono causare difetti e scarsa conducibilità.
- Rapporto anodo-catodo: L'area superficiale del tuo anodo di rame dovrebbe essere almeno pari o leggermente superiore all'area superficiale del pezzo in lavorazione. Questo aiuta a bilanciare la distribuzione della corrente e garantisce un deposito uniforme.
- Distanziamento e posizionamento: Posiziona gli anodi in modo uniforme attorno al pezzo per garantire una copertura costante. Per vasche più grandi potrebbero essere necessari più anodi. L'uso di sacchetti per anodi (sacchetto filtrante) aiuta a prevenire che il fango anodico contamini il bagno.
Vasca, agitazione e controllo della temperatura
Ora parliamo dell'ambiente in cui avviene tutta la chimica. La tua vasca e il sistema di agitazione sono importanti quanto l'alimentatore elettrico o elettrodi di rame . Ecco cosa considerare:
- Materiale della vasca: Scegli un contenitore compatibile con la tua soluzione di placcatura: polipropilene o vetro sono scelte comuni per la maggior parte dei bagni di placcatura al rame.
- Agitazione: Un'agitazione costante (aerodiffusa o meccanica) migliora l'uniformità del deposito di rame e aiuta a prevenire bruciature o superfici irregolari. Per configurazioni fai-da-te, può essere utilizzata una semplice pompa per acquari o un agitatore magnetico; per impianti industriali attrezzatura per elettrodeposizione del rame , può essere impiegata un'agitazione meccanica.
- Controllo della temperatura: Molte soluzioni per la zincatura del rame funzionano al meglio entro un intervallo di temperatura specifico. Un piastra riscaldante con agitatore magnetico o un riscaldatore ad immersione possono aiutare a mantenere la temperatura ideale per il bagno.
- Filtrazione (Configurazioni Professionali): La filtrazione continua elimina le particelle dal bagno, ottenendo depositi più lisci e brillanti. È indispensabile per operazioni professionali.
Lista di controllo per il tuo impianto di elettrodeposizione
| Componente | Scopo | Suggerimenti |
|---|---|---|
| Fornitore di corrente continua | Regola la velocità di placcatura | Regolabile, con amperometro |
| Anodo di rame | Fonte di ioni di rame | Alta purezza, confezionato se possibile |
| Piombi e barre collettrici | Condurre l'elettricità | Pulito, spessore elevato |
| Serbatoio | Contiene la soluzione | Materiale Non Reattivo |
| Sistema di Agitazione | Migliora l'uniformità del deposito | Pompa d'aria o agitatore |
| Controllo della Temperatura | Mantiene le prestazioni del bagno | Piastra riscaldante o riscaldatore a immersione |
| Portapezzi/Apparecchiature | Fissa i pezzi in modo sicuro | Stabile, buon contatto |
| Filtrazione (opzionale) | Rimuove le particelle | Per configurazioni professionali |
Ordine di montaggio per un kit di elettroplaccatura in rame affidabile
- Montate le anodi di rame nel serbatoio, posizionandole in modo uniforme attorno al pezzo da lavorare.
- Posizionate il pezzo in acciaio in modo sicuro sul porta-pezzo o sul dispositivo di fissaggio, assicurando un contatto elettrico solido.
- Collegate il cavo positivo dell'alimentatore alle anodi e il cavo negativo al pezzo (catodo).
- Verificate nuovamente tutte le connessioni: i cavi allentati possono rovinare i risultati.
- Verificare la polarità: la parte da rivestire deve essere negativa (cathode) prima di alimentare il sistema.
- Iniziate a agitare e portate il bagno alla temperatura raccomandata.
- Accendi e controlla la corrente e la tensione quando inizia il rivestimento.
Verificare sempre che il catodo (la parte) sia collegato al terminale negativo prima di accendere l'alimentazione. La polarità inversa non verrà riempita di rame e può danneggiare il kit di rivestimento o il pezzo di lavoro.
Se sta usando un farmaco kit di elettroplatazione di rame - a casa o per creare un'azienda industriale apparecchiature per il rivestimento del rame , l'attenzione a questi dettagli garantisce un deposito di rame liscio e costante ogni volta. Pronto a andare avanti? Successivamente, ci immergeremo nella preparazione e manutenzione del bagno di rivestimento in rame per prestazioni ottimali.
Passo 4: Preparare e controllare il bagno di rivestimento in rame per l'acciaio
Selezione di una soluzione per la galvanizzazione al rame su acciaio
Ti è mai capitato di preparare un bagno e ottenere un rame opaco e irregolare, o peggio ancora che si stacchi dopo giorni di lavoro? Il segreto per una soluzione di galvanizzazione al rame di successo sta nella scelta della chimica giusta e nel mantenerla sotto controllo, specialmente quando si lavora con l'acciaio. Analizziamo i fattori più importanti per evitare errori comuni e ottenere uno strato di rame brillante e duraturo.
Per la maggior parte delle applicazioni, una soluzione di solfato di rame per la galvanoplastica è lo standard del settore. È favorito per la sua semplicità, basso costo e elevata conducibilità. I bagni di solfato di rame acido, in particolare, sono ampiamente utilizzati per la galvanoplastica decorativa e funzionale del rame sull'acciaio. Tuttavia, poiché l'acciaio è soggetto a copertura da immersione (uno strato debole e non aderente), non è raccomandato il rivestimento diretto da un bagno acido senza prima applicare un strato di colpo o di attivazione appropriato. Le soluzioni a base di cianuro sono talvolta utilizzate per gli scioperi, ma è meglio evitarle per motivi di sicurezza e ambientali, a meno che non si abbiano i giusti controlli.
- Scegliete il vostro tipo di bagno: Per la maggior parte degli utenti, un bagno di solfato di rame è l'elettrolita di rame. I negozi professionali possono anche utilizzare bagni a fluoborato o pirofosfato per applicazioni speciali, ma il solfato è il più accessibile e più facile da controllare [fonte] .
- Mescolare secondo le istruzioni: Seguire sempre le istruzioni del fornitore per la soluzione di elettroplatazione di rame scelta. Prima di utilizzare il bagno, filtrare per rimuovere le particelle che potrebbero causare rugosità.
- Controllo del pH e della temperatura: La maggior parte del solfato di rame per bagni di galvanoplastica funziona meglio a un pH acido (tipicamente 0,81,2 per bagni di solfato acido) e a temperature moderate. Mantenere questi valori entro i limiti raccomandati dal fornitore garantisce risultati costanti e riduce al minimo i difetti.
- Registra tutte le aggiunte e le modifiche: Tenere una registrazione di ogni additivo, regolazione e misurazione del bagno. Questa abitudine rende molto più facile risolvere i problemi e ottenere risultati costanti.
- Filtro e manutenzione: La filtrazione continua è ideale per operazioni professionali. Per gli amatori, filtrare periodicamente e risciacquare attentamente le parti prima dell'immersione aiuta a mantenere pulito il bagno.
Libreria di ricette:
- Hobiista bagno a basso costo: Per la galvanoplastica si utilizza una soluzione di solfato di rame di base, mescolata con acqua distillata e acido solforico. Controllare la limpidezza e il colore; sostituire la soluzione se diventa torbida o contaminata.
- Bagno per fornitori basato su kit: Le soluzioni di elettroplatazione del rame preconfezionate includono spesso agenti umidificanti e brighteners. Seguire le istruzioni del kit per la miscelazione e la manutenzione. I kit sono progettati per essere facili da usare, ma richiedono comunque controlli regolari del pH e della contaminazione.
- Bagno professionale: Le impostazioni professionali utilizzano solfato di rame di alta purezza, acido solforico e una serie di additivi proprietari (illuminanti, livellatori, agenti umidificanti) per una luminosità e una morbidezza massime. Questi bagni vengono filtrati continuamente e monitorati con analisi chimiche regolari.
Agenti di lucentezza, livellamento e bagnamento
Pensa agli additivi come ai regolatori di precisione della tua soluzione di elettrodeposizione del rame. Gli additivi lucidanti affinano la struttura cristallina del rame, donando una finitura simile a uno specchio. I livellanti contribuiscono a uniformare il deposito, specialmente nelle aree ad alta densità di corrente, mentre gli agenti bagnanti riducono la tensione superficiale, garantendo che il bagno ricopra in modo uniforme tutti gli angoli e i bordi. [Riflesso] .
- Additivi lucidanti: Aggiunti in piccole dosi, questi composti organici rendono il deposito di rame più liscio e brillante. Un uso eccessivo può causare fragilità o striature.
- Livellanti: Aiutano a controllare lo spessore e ridurre il surriscaldamento ai bordi. Particolarmente utili per geometrie complesse o parti con elevato rapporto altezza/larghezza.
- Agenti bagnanti: Garantiscono che il bagno raggiunga ogni singolo anfratto. Fondamentali per un'elettrodeposizione uniforme su componenti d'acciaio complessi.
Aggiungere sempre questi prodotti seguendo le raccomandazioni del fornitore. Una quantità eccessiva o insufficiente può causare opacità, ruvidezza o depositi irregolari.
Semplici controlli dello stato del bagno
Come fai a sapere quando la tua soluzione di placcatura in rame necessita attenzione? Noterai cambiamenti nell'aspetto, nella qualità del deposito o nel comportamento elettrico. Ecco i segnali di avvertimento più comuni:
- Eccessiva schiuma o bolle insolite sulla superficie del bagno
- Variazioni di colore (aspetto torbido, tinte verdastre o brune)
- Aumento della tensione richiesta per mantenere la stessa corrente
- Depositati ruvidi o opachi su pezzi di prova
- Frequenza crescente di difetti (bruciature, pitting, scarsa adesione)
Verifica regolarmente il tuo bagno con una cella di Hull o placcando un piccolo campione di acciaio. Se riscontri problemi, controlla la presenza di contaminanti (oli, impurità metalliche), variazioni del pH o esaurimento degli additivi. I laboratori professionali possono effettuare analisi chimiche, ma anche gli hobbisti possono tenere un registro delle prestazioni del bagno nel tempo.
Mantenendo pulita, bilanciata e ben documentata la soluzione di solfato di rame per l'elettrodeposizione, creerai le condizioni ideali per un deposito perfetto del rame sull'acciaio. Successivamente, vedremo come attivare l'acciaio e applicare uno strato iniziale per garantire l'adesione e prevenire il distacco.
Passaggio 5: Attivare l'acciaio e applicare uno strato iniziale di rame per un'adesione duratura
Perché gli strati iniziali sono importanti sull'acciaio
Ti sei mai chiesto perché alcuni pezzi in acciaio placcati in rame si scollano o formano bolle, anche dopo un'accurata preparazione? La risposta spesso si nasconde nel primo strato applicato: lo strato iniziale (strike). A differenza del rame o dell'ottone, l'acciaio è altamente soggetto alla deposizione per immersione, un processo in cui gli ioni di rame si depositano spontaneamente formando uno strato debole e non aderente. Per questo motivo, un passaggio dedicato di applicazione dello strato iniziale è essenziale. Senza di esso, il tuo bellissimo acciaio rivestito in rame potrebbe delaminarsi o cedere sotto stress, specialmente se stai mirando a un finitura durevole in rame su acciaio o a un acciaio funzionale con sottostrato di rame.
Sequenze di attivazione che riducono la contaminazione da ferro
Prima di applicare qualsiasi rame, la superficie dell'acciaio deve essere priva di ossidi e contaminanti. Sembra complicato? In realtà si tratta semplicemente di tempismo e sequenza. Ecco come fare sempre nel modo corretto:
- Risciacquo finale: Dopo la pulizia, risciacquare accuratamente l'acciaio per rimuovere ogni traccia di detergente e detriti.
-
Attivazione acida: Immergere il pezzo appena risciacquato in un acido diluito (ad esempio acido solforico o cloridrico diluito) per un breve periodo — solitamente da 15 a 60 secondi. Questo passaggio elimina eventuali tracce residue di ossido.
Suggerimento: Lavorare rapidamente e risciacquare immediatamente dopo l'attivazione per prevenire la formazione di ruggine rapida. - Trasferimento immediato: Senza far asciugare o sostare il pezzo, trasferirlo direttamente (ancora bagnato) nel bagno di copper strike. Questo impedisce la formazione di nuovi ossidi e mantiene la superficie pronta per l'adesione.
Dal bagno di strike al bagno di deposizione senza perdere la pulizia
Ora arriva il passaggio critico: la zincatura iniziale. A differenza del bagno principale di rame, la zincatura iniziale è formulata per un deposito lento e controllato. Il suo scopo è depositare uno strato sottile e fortemente aderente di rame che si fissi sull'acciaio, creando una base per il successivo strato più spesso e brillante di rame. Esaminiamo la sequenza:
- Bagno di zincatura iniziale: Immergere l'acciaio attivato e bagnato nel bagno di zincatura iniziale. Per i substrati in acciaio, è tradizionale utilizzare una zincatura a base di cianuro, ma possono essere impiegati anche bagni acidi o a pirofosfato, a seconda della chimica utilizzata. Il bagno di zincatura opera con una bassa concentrazione di rame e un'elevata concentrazione di complessante (come il cianuro), per rallentare il deposito ed evitare la formazione di rame per immersione. Le densità di corrente tipiche nel bagno di zincatura sono comprese tra 10 e 30 ASF (ampere per piede quadrato), con temperature del bagno spesso comprese tra 120 e 145°F. Procedere per alcuni minuti soltanto, il tempo necessario per formare uno strato sottile e continuo di rame.
- Sciacqua accuratamente: Dopo la zincatura iniziale, risciacquare accuratamente il pezzo per rimuovere ogni residuo della soluzione.
- Passaggio al bagno principale: Spostare il pezzo—ancora una volta a umido—nel bagno principale di placcatura in rame. Questo passaggio deve avvenire rapidamente per evitare reossidazione o contaminazione.
Una corretta zincatura in rame forma uno strato sottile e aderente che previene il rame per immersione ed elimina praticamente bolle o distacchi sull'acciaio. Saltare o affrettare questo passaggio è una delle cause principali di fallimento del rame su acciaio.
Tempistica e Verifica: Non permettere alle ossidazioni di insinuarsi
- Mantenere gli intervalli brevi: Minimizzare il tempo tra attivazione, zincatura e bagno di crescita. In caso di ritardi, considerare la riattivazione del pezzo per garantire una superficie fresca e priva di ossidi.
- Verificare l'aderenza: Dopo una breve zincatura, eseguire un rapido test di strappo con nastro adesivo su un'area non critica. Se lo strato di rame si stacca, rivedere i passaggi di pulizia e attivazione prima di procedere con lo spessore completo. I test standard del settore di strappo con nastro e piegamento sono affidabili per verificare l'aderenza del rame placcato sull'acciaio.
Riepilogo: Garantire l'aderenza per un'acciaio placcato in rame impeccabile
Seguendo questa sequenza di attivazione e deposizione, creerai una base solida per qualsiasi progetto in acciaio rivestito di rame—sia che tu stia cercando un aspetto decorativo in acciaio ricoperto di rame, sia un acciaio ad alte prestazioni con strato sottostante di rame. Successivamente, ti guideremo nel controllo della deposizione del rame per raggiungere con sicurezza lo spessore e la finitura desiderati.
Passo 6: Rivestimento fino allo spessore obiettivo con controllo e costanza
Regolazione della densità di corrente e del tempo di galvanizzazione
Pronto a passare dalla preparazione a una finitura in rame impeccabile? È arrivato il momento in cui una pianificazione accurata si incontra con il controllo nella pratica. Ottenere la giusta deposizione di rame sull'acciaio non si tratta solo di accendere l'alimentazione—ma di regolare ogni variabile per un risultato costante e di alta qualità. Sembra complesso? Analizziamolo passo dopo passo, in modo da dominare la procedura di galvanizzazione del rame che tu stia lavorando in un laboratorio o stia esplorando come rivestire in rame - A casa.
- Calcola la superficie: Inizia misurando o stimando con precisione la superficie totale del tuo pezzo (o dei tuoi pezzi). Questo è essenziale per impostare correttamente la corrente. Ad esempio, se stai rivestendo più componenti, somma l'area di ogni singolo pezzo sul portapezzi.
- Imposta la densità di corrente: Consulta la scheda tecnica del tuo bagno di rame per conoscere la densità di corrente raccomandata, solitamente espressa in ampere per pollice quadrato (ASI) o per piede quadrato (ASF). Moltiplica la superficie per la densità di corrente desiderata per regolare il raddrizzatore. Ad esempio, 100 pollici quadrati a 0,2 ASI corrispondono a 20 ampere.
- Aumenta gradualmente: Non applicare subito tutta la potenza. Inizia dall'estremità inferiore del range di corrente e aumenta progressivamente. Questo evita il bruciamento ai bordi e favorisce un deposito uniforme del rame, specialmente negli spigoli vivi o nelle aree mascherate.
- Monitorare e Regolare: Controlla l'amperometro e il voltmetro. Documenta i valori impostati e tutte le modifiche effettuate. Se noti un aumento della tensione alla stessa corrente, potrebbe indicare una contaminazione del bagno o un contatto difettoso: fermati e verifica.
- Pianifica lo spessore: Se il tuo fornitore fornisce una velocità di deposizione del rame (ad esempio, mils/ora a una corrente stabilita), utilizza la procedura di placcatura elettrochimica formula per calcolare il tempo di placcatura. In caso contrario, effettua la placcatura a intervalli, interrompendoti per verificare lo spessore e l'adesione su un campione di prova.
Gestione dell'Agitazione e della Geometria
Ti è mai capitato di vedere striature, punti sottili o opacità dopo la placcatura elettrolitica di rame ? Spesso, la causa è un'agitazione insufficiente o parti ferme. L'agitazione è l'eroe silenzioso dell' elettrolisi del Cu —mantiene il flusso degli ioni metallici e garantisce che ogni superficie, anche le zone più profonde, riceva un rivestimento uniforme.
- Scegli il Tipo di Agitazione: Per la maggior parte delle configurazioni, l'insufflaggio d'aria o l'agitazione meccanica funzionano bene. Per geometrie complesse, si può prendere in considerazione il movimento (rotazione o oscillazione) del pezzo stesso nel bagno.
- Perché è importante: L'agitazione previene l'esaurimento degli ioni metallici al catodo, riduce la pitting e favorisce lo stacco delle bolle di idrogeno dalla superficie. Inoltre uniforma la temperatura, elemento cruciale per ottenere un risultato costante placcatura in rame finitura.
- Suggerimento professionale: Se noti aree opache o con striature, aumenta l'agitazione: spesso ciò migliora la brillantezza e il potere coprente, specialmente su parti d'acciaio complesse.
Indicatori Visivi e Controllo Durante il Processo
Come sapere se i vostri elettroplaccatura il ciclo procede correttamente? Gli indicatori visivi sono i tuoi migliori alleati:
Un rame di colore rosa salmone uniforme indica un sano deposito di rame. Bordi scuri e polverosi indicano bruciatura: riduci la corrente o aumenta l'agitazione. L'opacità di solito segnala una concentrazione insufficiente di additivo brillantante o una densità di corrente troppo bassa.
- Ispeziona Durante il Processo: Interrompi temporaneamente il ciclo per verificare uniformità, brillantezza e adesione. Esegui una prova con nastro adesivo o graffia un'area non critica se necessario.
- Risciacqua Tra un Passaggio e l'Altro: Sciacquare sempre i pezzi tra l'attacco, la deposizione e tutti i passaggi intermedi. Questo riduce il trascinamento e mantiene il bagno pulito.
- Documentare ogni cosa: Registrare corrente, tensione, temperatura del bagno, metodo di agitazione e tempo di placcatura per ogni ciclo. Queste annotazioni aiutano a risolvere i problemi e a riprodurre i successi.
Procedura Passo Dopo Passo: Procedura Controllata di Placcatura al Rame
- Alimentare il raddrizzatore con la corrente calcolata per la tua superficie.
- Aumentare gradualmente, monitorando segni di bruciatura ai bordi o colorazione insolita del deposito.
- Mantenere un'agitazione costante, regolando secondo necessità in base alla geometria del pezzo.
- Monitorare tensione e corrente; intervenire se si notano segni di ruvidezza, opacità o bruciatura.
- Procedere con la placcatura fino allo spessore calcolato o desiderato, fermandosi per ispezionare quando necessario.
- Sciacquare e asciugare il pezzo, quindi ispezionare l'aspetto, la copertura e la qualità dell'adesione.
Padroneggiando l'arte del controllo della corrente, dell'agitazione e dell'ispezione visiva, si otterrà un deposito di rame affidabile e di alta qualità sull'acciaio, che si stia gestendo un laboratorio su larga scala o si stia perfezionando come rivestire in rame nel tuo garage. Successivamente, affronteremo la risoluzione dei problemi: come diagnosticare e correggere rapidamente i difetti comuni della placcatura in rame prima che diventino interventi costosi.
Passaggio 7: Risoluzione dei difetti nella placcatura in rame su acciaio con una matrice chiara
Diagnosi rapida dei difetti nella placcatura in rame su acciaio
Ti è mai capitato di terminare un ciclo di placcatura in rame, per poi notare macchie opache, bolle o rugosità sul pezzo in acciaio? Non sei il solo. Anche con il miglior soluzione perlettatura , possono verificarsi difetti—spesso quando meno te lo aspetti. La buona notizia? La maggior parte dei problemi segue schemi ben definiti e, con una matrice pratica per la risoluzione dei problemi, puoi diagnosticarli e correggerli rapidamente, risparmiando tempo e frustrazione.
Matrice dei difetti: sintomi, cause, test e soluzioni
| Sintomo | Provibili cause | Test da eseguire per confermare | Azioni Correttive |
|---|---|---|---|
| Depositi opachi | Densità di corrente bassa, additivo brillantante esaurito, scarsa agitazione | Test con cella Hull o placcare un piccolo campione; verificare l'agitazione | Aumentare la corrente, aggiungere brillantante secondo le indicazioni del fornitore, migliorare l'agitazione |
| Annerimento/bruciatura dei bordi | Densità di corrente troppo elevata, spigoli vivi | Ridurre la corrente nel prossimo ciclo; verificare la presenza di angoli acuti | Ridurre la corrente/aumentare lentamente, utilizzare schermi/ausiliari, arrotondare i bordi |
| Scavo | Presenza di particelle nel bagno, trattenimento di gas, filtrazione insufficiente | Controllare il filtro, osservare la limpidezza del bagno, verificare la presenza di bolle | Filtrare il bagno, lucidare leggermente, aggiungere un agente bagnante |
| Bollicine/Sfogliatura | Preparazione insufficiente, mancanza di passivazione, contaminazione superficiale | Test di strappo del nastro sull'area interessata | Ripulire nuovamente, assicurarsi un'immediata adesione dopo l'attivazione, ripetere la preparazione della superficie |
| Roughness | Fanghi anodici, contaminazione del bagno | Ispezionare le sacche anodiche, verificare la presenza di detriti nel bagno | Sostituire/pulire le sacche anodiche, filtrare la soluzione |
| Discolorazione | Contaminazione, pH errato, squilibrio di additivi | Analisi del bagno (pH, contaminanti) | Regolare la chimica secondo le indicazioni del fornitore, sostituire o trattare il bagno |
Verificare con test semplici del reparto
Immagina di aver appena prelevato un lotto di rame elettrodeposto parti dal bagno e notare risultati inaspettati. Invece di fare supposizioni, esegui questi semplici test:
- Prova con cella Hull: Elettrodeporre un piccolo campione a diverse densità di corrente per individuare problemi come opacità o bruciature.
- Prova di distacco con nastro adesivo: Applicare e staccare del nastro adesivo su un'area non critica per verificare l'adesione: bolle o distacchi indicano la necessità di rivedere le fasi di preparazione e di attacco.
- Ispezione visiva: Cercare la presenza di pitting, rugosità o cambiamenti di colore. Spesso questi fenomeni indicano contaminazione del bagno o problemi di agitazione.
- controllo pH/Conducibilità: Utilizzare strisce reattive o misuratori per verificare che il soluzione perlettatura sia entro il range desiderato.
Ricorda che la equazione di elettrodeposizione (che mette in relazione corrente, tempo e spessore del deposito) è accurata quanto il controllo del processo. Se la configurazione si discosta dai valori target, possono verificarsi difetti, anche se si segue la formula corretta.
Azioni correttive durature
- Fermare e Documentare: Interrompere la produzione. Registrare tutte le impostazioni, i parametri del bagno e i sintomi osservati.
- Isolare le Variabili: Modificare un solo fattore alla volta—corrente, agitazione, composizione chimica—in modo da individuare con precisione la causa radice.
- Prova e Regola: Eseguire un pezzo di prova dopo ogni modifica. Non procedere su larga scala finché il difetto non è risolto.
- Mantenere i Registri: Conservare un registro di risoluzione dei problemi per ogni ciclo. Le tendenze in termini di tensione, corrente o comportamento del bagno rivelano spesso l'origine di problemi ricorrenti.
Prevenire in futuro: filtrare regolarmente il bagno, risciacquare accuratamente i pezzi tra un passaggio e l'altro e registrare ogni modifica. Queste abitudini costituiscono la migliore difesa contro difetti ricorrenti nella galvanizzazione dell'acciaio con rame.
-
Checklist per la Prevenzione:
- Cambiare o pulire i filtri come parte della manutenzione ordinaria
- Risciacquare due volte i pezzi dopo ogni fase del processo
- Registrare tutti i cambiamenti di corrente, tensione e bagno—monitorare ciò che funziona
- Ispezionare regolarmente le borse anodiche e sostituirle se necessario
- Eseguire periodicamente test con cella di Hull per monitorare lo stato del bagno
Adottando un approccio alla risoluzione dei problemi basato prima di tutto sulla diagnosi e utilizzando il equazione di elettrodeposizione per verificare i parametri del processo, si ridurrà al minimo il fermo macchina e si garantirà che ogni rame elettrodeposto finitura soddisfi i vostri standard di qualità. Successivamente, ci concentreremo sulla sicurezza e sul corretto smaltimento dei rifiuti per mantenere l'operazione di nichelatura pulita e conforme alle normative.
Passo 8: Applicare le Norme di Sicurezza e Gestire Responsabilmente i Rifiuti nella Nichelatura dell'Acciaio
Attrezzatura di protezione individuale e buone pratiche in laboratorio
Quando lavori con prodotti chimici per la galvanica e gestire una soluzione di rame , la sicurezza non è solo una lista di controllo: è il fondamento della galvanica sicura . Immagina di schizzare accidentalmente acido o solfato di rame durante la preparazione del bagno. Sei protetto? La giusta attrezzatura e le corrette abitudini fanno tutta la differenza.
- Indossa occhiali di sicurezza o maschere protettive: Proteggi sempre gli occhi da schizzi e vapori. Occhiali con ricetta medica occhiali di sicurezza o maschere protettive integrali sono i migliori per la protezione contro gli schizzi e resistono alla maggior parte dei prodotti chimici per la galvanica.
- Guanti resistenti ai prodotti chimici: Guanti in nitrile, neoprene o PVC forniscono una barriera contro acidi, basi e sali metallici.
- Grembiule o camice da laboratorio: Protegge abiti e pelle da gocce o versamenti.
- Ventilazione: Lavorare in un'area ben ventilata o utilizzare una cappa aspirante per evitare di inalare vapori provenienti dal soluzione di rame o da altri prodotti chimici.
Le buone abitudini in laboratorio vanno oltre i DPI. Etichettare ogni contenitore, mantenere lo spazio di lavoro organizzato e non mangiare né bere nell'area di placcatura. Si noterà che abitudini costanti non solo proteggono l'operatore, ma portano anche a risultati più puliti e sicuri.
Prodotti chimici più sicuri e manipolazione accurata
- Preferire sempre i processi senza cianuro prodotti chimici per la galvanica per galvanica sicura —sono meno pericolosi e più facili da gestire per piccole officine o configurazioni fai-da-te.
- Quando si mescolano acidi o basi, aggiungere sempre l'acido all'acqua, mai il contrario. Questo riduce al minimo il rischio di reazioni violente.
- Conservare i prodotti chimici in contenitori compatibili e chiaramente etichettati. Registrare le date di scadenza e i numeri di lotto di tutti i reagenti.
- Non mescolare mai prodotti chimici sconosciuti e tenere a disposizione un kit per fuoriuscite. In caso di versamento, contenerlo immediatamente e utilizzare agenti neutralizzanti come raccomandato dal SDS (Scheda dei Dati di Sicurezza) del fornitore.
- Ispezionare regolarmente apparecchiature elettriche e cavi per evitare scosse o cortocircuiti, specialmente in ambienti umidi dove avviene l'elettrolisi del rame .
Principi di base per la separazione e la neutralizzazione dei rifiuti
- Separare l'acqua di risciacquo contenente rame e quella esausta soluzione di rame dai rifiuti generici. Queste soluzioni spesso contengono metalli disciolti e possono rappresentare un pericolo per la salute e l'ambiente.
- Non versare mai i rifiuti di galvanica nello scarico, nei bidoni della spazzatura o sul terreno. Raccoglierli invece e conservarli per lo smaltimento appropriato.
- Per la neutralizzazione o il trattamento, consultare l'autorità locale per i rifiuti pericolosi o un gestore autorizzato. Le normative possono variare notevolmente a seconda della località e lo smaltimento improprio può comportare sanzioni o danni ambientali.
- Mantenere tutti i rifiuti in contenitori chiusi e compatibili, etichettandoli chiaramente con indicazione del contenuto e delle informazioni sui rischi.
Poiché le normative sullo smaltimento variano da regione a regione, verificare sempre con le autorità locali o con gestori di rifiuti certificati prima di smaltire i rifiuti derivanti dalla galvanoplastica al rame. Un'adeguata gestione protegge sia voi che l'ambiente. [Riflesso]
Riepilogo: una galvanoplastica sicura è una galvanoplastica intelligente
Dando priorità all'uso di occhiali di sicurezza, guanti e un'adeguata ventilazione, si riducono i rischi in ogni fase del processo di placcatura al rame su acciaio manipolazione accurata dei prodotti chimici per la galvanica e la gestione responsabile dei rifiuti non sono solo requisiti legali, ma sono essenziali per un'officina pulita, conforme alle normative e sostenibile. Quando completate il vostro ciclo di placcatura, ricordate: le abitudini sicure oggi gettano le basi per risultati migliori e meno problemi domani. Successivamente, vi mostreremo come verificare la finitura in rame e documentare il processo per un miglioramento continuo.

Passaggio 9: Verificare la qualità, documentare il processo e scegliere attentamente i partner
Misurazione dello spessore della placcatura in rame e verifica dell'adesione
Come sapere se i vostri finitura in rame su acciaio è effettivamente conforme alle specifiche? Non si tratta solo dell'aspetto estetico: misurazioni affidabili e controlli dell'adesione sono fondamentali, specialmente per componenti critici per la sicurezza o di alto valore. Immaginate di investire ore nella vostra finitura metallica in rame solo per scoprire che lo strato è troppo sottile o si stacca sotto stress. Esaminiamo insieme i passaggi pratici per verificare il vostro lavoro, sia che stiate effettuando la placcatura a casa o gestendo una produzione industriale.
- Misurazione dello Spessore: Per i supporti in acciaio, i misuratori magnetici a strappo (induzione magnetica) sono una soluzione ideale. Forniscono letture rapide e non distruttive quando la base è magnetizzabile, come l'acciaio. Per basi non magnetiche o finiture stratificate, possono essere utilizzati misuratori a correnti parassite. Entrambi i metodi aiutano a garantire che il tuo rame placcato rispetti le specifiche richieste senza danneggiare il pezzo. In configurazioni fai-da-te, è possibile stimare lo spessore in base al tempo di placcatura e ai tassi indicati dal fornitore, ma è sempre consigliabile verificare su un campione di prova se possibile. Per la massima precisione o quando è richiesta documentazione, si possono considerare metodi come la fluorescenza a raggi X (XRF) o lo scattering Beta—questi sono standard nel settore della galvanoplastica dei metalli.
- Prove di adesione: Semplici prove di strappo con nastro adesivo, incisione e distacco, oppure prove di piegatura su aree sacrificali o non critiche riveleranno rapidamente se il tuo placcato rame strato è ben aderente. Per componenti critici, procedi con analisi in laboratorio mediante sezioni trasversali o prove meccaniche, se necessario.
Crea un semplice registro di processo per garantire la ripetibilità
Ti sei mai chiesto perché un lotto di acciaio placcato in rame risulti perfetto, mentre il successivo presenta problemi? La documentazione costante è il tuo segreto. Monitorando ogni variabile, puoi individuare tendenze, risolvere i problemi più rapidamente e ottimizzare il tuo finitura in rame processo nel tempo.
| Data | Parte | Passaggi preparatori | Impostazioni di attacco | Impostazioni di deposizione | Aggiornamenti | Osservazioni | Risultato |
|---|---|---|---|---|---|---|---|
| 2025-11-12 | Supporto in acciaio | Sgrassaggio, bagno acido | 10 ASF, 3 min | 25 ASF, 45 min | Additivo lucidante, agente bagnante | Deposito uniforme, nessuna bruciatura | Prova di trazione del nastro superata |
| 2025-11-13 | Connettore | Pulizia alcalina, prova di rottura con acqua | 15 ASF, 2 min | 25 ASF, 60 min | Livellante | Bruciatura ai bordi, centro opaco | Corrente regolata per il prossimo ciclo |
I registri di processo aiutano a ridurre le variazioni, abbattere i costi di placcatura e semplificare la risoluzione dei problemi. Col tempo, svilupperai un manuale per un acciaio placcato in rame perfetto, senza dover tirare a indovinare.
Quando collaborare con esperti certificati per l'acciaio placcato in rame
Sembra troppo complesso? Se il tuo progetto prevede tolleranze strette, componenti critici per la sicurezza o grandi serie produttive, è intelligente valutare un supporto professionale. Anche se il fai-da-te placcatura elettrolitica di metalli è vantaggiosa per prototipi e lavori semplici, ma applicazioni critiche richiedono qualità tracciabile, controllo del processo e iterazioni rapide.
- Shaoyi offre lavorazioni personalizzate complete, compresi trattamenti superficiali avanzati e assemblaggio. La loro qualità certificata IATF 16949 e oltre 15 anni di esperienza permettono ai costruttori automobilistici e ai fornitori di primo livello di passare rapidamente dal prototipo alla produzione con sicurezza. Scopri la loro gamma completa di soluzioni .
- Fornitori certificati forniscono documentazione QA, registri di processo e accesso a strumenti di misurazione avanzati come XRF e Beta Backscatter—fondamentali per settori in cui ogni micron di rame conta.
- L'esternalizzazione può inoltre ridurre i costi complessivi e i tempi di consegna per lavori complessi o ad alto volume, liberando il vostro team per attività di progettazione e ingegneria.
Passaggi successivi consigliati per la placcatura di qualità in rame su acciaio
- Investire in un misuratore affidabile dello spessore per controlli interni
- Standardizzare i test di adesione per ogni lotto
- Mantieni registri dettagliati del processo per identificare tendenze e prevenire problemi ricorrenti
- Per componenti critici o in grandi volumi, collabora con un esperto certificato come Shaoyi per il controllo del processo e risultati tracciabili
Chiudendo il ciclo con misurazioni accurate, documentazione completa e, se necessario, la collaborazione di esperti, garantirai che ogni componente in acciaio placcato in rame lasci la tua officina con una finitura in rame metallico duratura e uniforme. Dominando questi passaggi finali, il tuo processo di placcatura sarà affidabile quanto i risultati ottenuti.
Placcatura in rame su acciaio: Domande frequenti
1. È possibile placcare l'acciaio con rame?
Sì, l'acciaio può essere placcato con rame utilizzando metodi come la placcatura elettrolitica o la placcatura senza elettrolisi. Il successo dipende da un'accurata preparazione della superficie, un'adeguata attivazione e l'applicazione di uno strato iniziale (strike layer) per garantire un'ottima adesione. Questo processo è utilizzato sia per scopi funzionali che decorativi ed è comune in settori che richiedono superfici saldabili o conduttive.
2. Qual è il miglior metodo per placcare in rame l'acciaio a casa?
Per la maggior parte dei progetti fai-da-te, la galvanizzazione in rame elettrolitico è il metodo preferito perché consente un controllo dello spessore ed è compatibile con attrezzature di base come un alimentatore CC e una soluzione di solfato di rame. Una pulizia accurata, l'attivazione della superficie e il trasferimento immediato al bagno di galvanizzazione sono essenziali per evitare lo sfogliamento. La galvanizzazione autocaotica in rame può essere utilizzata per forme complesse, ma richiede un controllo più sensibile della chimica.
3. Come si evita che la galvanizzazione in rame si stacchi dall'acciaio?
Per evitare lo sfogliamento, seguire rigorosamente una procedura di preparazione della superficie: sgrassaggio, pulizia meccanica e chimica, esecuzione del test di bagnabilità (water-break test) e attivazione acida rapida prima della galvanizzazione. Applicare sempre uno strato iniziale di rame (copper strike) prima del deposito principale di rame. Il trasferimento immediato tra le fasi e la riduzione al minimo dei ritardi sono fondamentali per ottenere un'adesione duratura.
4. Quali precauzioni di sicurezza devo adottare durante la galvanizzazione in rame su acciaio?
Indossare sempre occhiali di sicurezza, guanti resistenti ai prodotti chimici e abbigliamento protettivo. Lavorare in un'area ben ventilata, etichettare tutte le sostanze chimiche e non mescolare mai sostanze sconosciute. Smaltire i rifiuti contenenti rame secondo le normative locali e conservare tutte le sostanze chimiche in contenitori sicuri e compatibili. Queste pratiche proteggono sia l'utente che l'ambiente.
5. Quando devo prendere in considerazione l'uso di un servizio professionale per la galvanizzazione in rame dell'acciaio?
Se il tuo progetto richiede tolleranze strette, componenti critici per la sicurezza o produzione su alto volume, si consiglia di collaborare con un fornitore certificato come Shaoyi. I professionisti offrono controllo del processo, garanzia di qualità tracciabile, misurazioni avanzate e possono ottimizzare il passaggio da prototipazione a produzione per componenti complessi o destinati al settore automobilistico.