 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Strategie chiave per la lubrificazione degli stampi automobilistici per prestazioni ottimali
Time : 2025-12-11
TL;DR
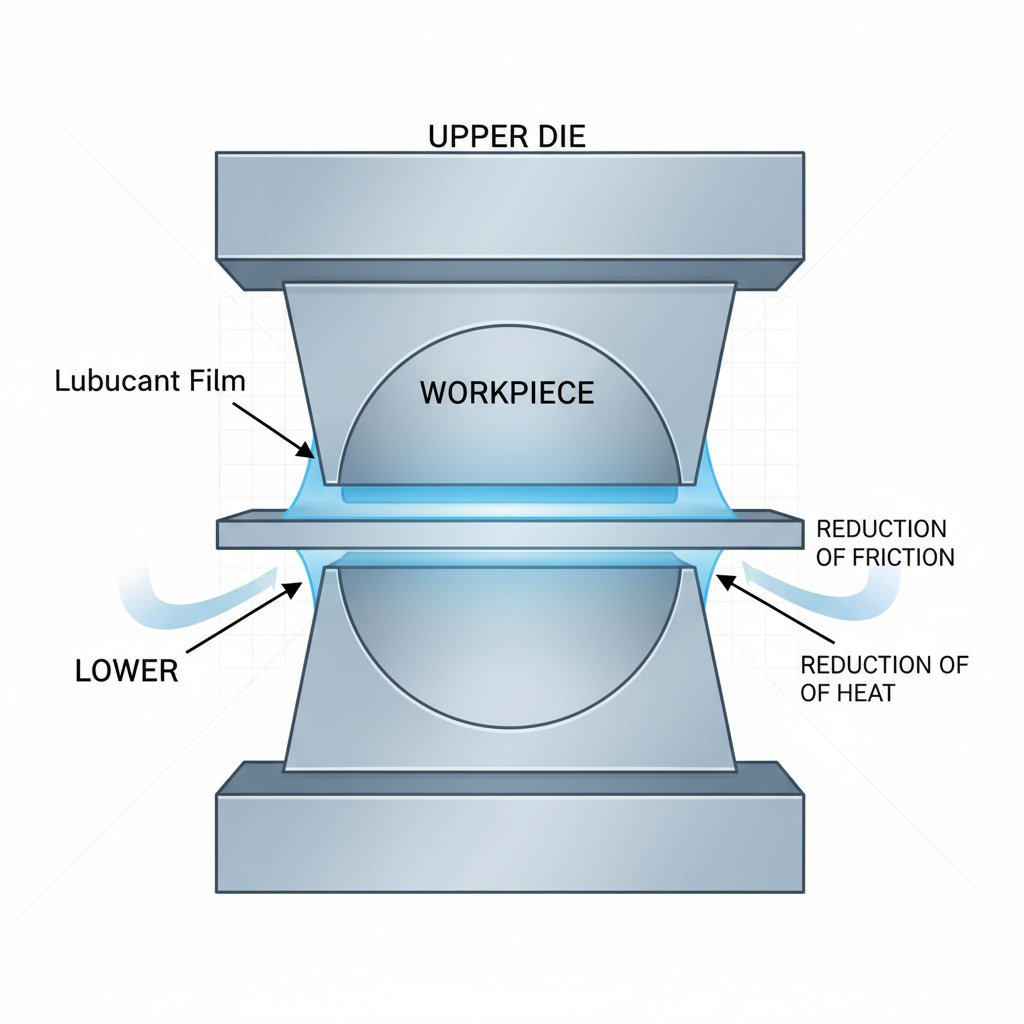
La lubrificazione degli stampi per l'industria automobilistica è il processo fondamentale di applicare un composto specializzato per formare un film protettivo tra lo stampo e il pezzo durante le operazioni di stampaggio o fusione. Una strategia di lubrificazione efficace è essenziale per ridurre l'attrito e il calore, prevenire l'usura prematura degli utensili, garantire un'elevata qualità nel distacco dei componenti prodotti e massimizzare la durata operativa degli stampi costosi.
Il Ruolo Fondamentale della Lubrificazione nelle Operazioni di Stampo Automobilistico
In qualsiasi stabilimento di stampaggio, formatura o lavorazione, l'interazione tra l'utensile e il pezzo in lavorazione è un momento di intensa frizione e generazione di calore. L'obiettivo principale della lubrificazione degli stampi è introdurre un film resistente a questo interfaccia per gestire tali forze. Questo processo non riguarda semplicemente l'applicazione di un fluido; è un elemento fondamentale di un'operazione produttiva di successo, che incide su tutto, dalla qualità del pezzo ai costi operativi. Se eseguita correttamente, una strategia di lubrificazione ben pianificata può generare significative efficienze in tutto il ciclo produttivo.
Le funzioni della lubrificazione degli stampi sono molteplici e vanno ben oltre la semplice riduzione dell'attrito. Un lubrificante adeguato crea una separazione fisica tra la superficie dello stampo e il pezzo, fondamentale per prevenire danni e garantire un distacco pulito. La durata degli utensili di alta precisione, come gli stampi per la stampaggio automotive su misura sviluppati da specialisti come Shaoyi (Ningbo) Metal Technology Co., Ltd. , dipende direttamente da un programma di lubrificazione eseguito con precisione. Senza di esso, anche gli stampi più resistenti subiranno usura precoce.
Una lubrificazione efficace degli stampi offre diversi vantaggi fondamentali:
- Gestione dell'attrito e del calore: Minimizzando la resistenza tra lo stampo e il pezzo in lavorazione, i lubrificanti dissipano l'intenso calore generato durante la formatura, elemento cruciale per mantenere la stabilità dimensionale sia dell'utensile che del componente.
- Protezione dello stampo: Il film lubrificante agisce come una barriera, prevenendo grippaggio, rigature e altre forme di usura causate dal contatto diretto metallo-metallo. Ciò si traduce direttamente in una maggiore durata degli utensili e in una riduzione dei tempi di fermo per manutenzione.
- Qualità del Pezzo Migliorata: Una lubrificazione adeguata garantisce un flusso uniforme del materiale sulla superficie dello stampo, evitando strappi, crepe e difetti estetici. Favorisce inoltre un distacco pulito del pezzo dallo stampo, prevenendo deformazioni.
- Controllo della corrosione: Molti lubrificanti per la formatura contengono additivi che proteggono sia lo stampo che il pezzo finito dall'ossidazione e dalla ruggine durante e dopo il processo produttivo.
Al contrario, le conseguenze di una lubrificazione inadeguata sono gravi. Un'applicazione insufficiente o errata del fluido porta a tassi di scarto più elevati, costose riparazioni degli stampi e fermi di produzione non pianificati. Nel settore automobilistico, dove materiali leggeri come l'alluminio sono sempre più utilizzati per migliorare l'efficienza del carburante, le esigenze sulla tecnologia di lubrificazione sono ancora maggiori. Questi materiali richiedono strategie di lubrificazione specializzate per gestirne le caratteristiche uniche di formatura e prevenire problemi come il saldamento nelle operazioni di pressofusione.
Sviluppare una Strategia Olistica di Lubrificazione
Raggiungere l'eccellenza nella lubrificazione richiede di andare oltre un approccio casuale e reattivo, adottando invece una strategia pianificata e olistica. Nella definizione di un piano di lubrificazione, specialmente in un ambiente di Cambio Stampo Rapido (QDC), le aziende non dovrebbero mai considerare un componente in modo isolato. Una strategia efficace garantisce che tutti gli elementi — dalla selezione del lubrificante e della diluizione ai metodi di applicazione e ai controlli di processo — lavorino in sinergia per ridurre i tempi di allestimento ed evitare errori.
Una strategia completa inizia con la comprensione del fatto che diversi lavori hanno requisiti differenti. Ad esempio, i produttori automobilistici (OEM) spesso dispongono di fluidi specifici e approvati per i loro utensili. Un elemento fondamentale della strategia consiste nella scelta tra un approccio reattivo basato su calendario e un sistema più avanzato basato sulle condizioni effettive. Mentre la lubrificazione programmata è più semplice, una strategia basata sulle condizioni monitora lo stato effettivo del lubrificante e delle macchine per ottimizzare l'applicazione, riducendo gli sprechi e migliorando le prestazioni. Questo approccio proattivo è fondamentale per la produzione moderna ad alta varietà.
Per sviluppare una strategia di lubrificazione solida, prendere in considerazione il seguente elenco di controllo:
- Analizzare l'Applicazione: Valutare il materiale del pezzo (ad esempio acciaio ad alta resistenza, alluminio), la complessità del componente e il tipo di operazione (ad esempio stampaggio, tranciatura profonda, pressofusione).
- Consultare i Fornitori: Collaborare con il proprio fornitore di lubrificanti per selezionare il fluido giusto. Il fornitore può fornire informazioni fondamentali sulle caratteristiche di formatura e sulla compatibilità con processi successivi come verniciatura o placcatura.
- Definire i Parametri di Applicazione: Determinare il metodo di applicazione ottimale (ad esempio, spruzzo, rullo), il posizionamento delle bocchette, il volume e i tempi. I controllori intelligenti possono memorizzare questi "profili di spruzzo" per garantire la ripetibilità ed eliminare approssimazioni durante i cambiamenti.
- Stabilire una Corretta Diluizione e Monitoraggio: Utilizzare la tabella di diluizione fornita dal fornitore di lubrificanti per stabilire il rapporto corretto di diluizione. Verificare regolarmente la concentrazione con un refrattometro per assicurare costanza.
- Integrare con le Operazioni della Pressa: Per massimizzare l'efficienza, specialmente con QDC, utilizzare sistemi come collettori con connessione rapida per le linee di lubrificazione. Questo non solo accelera il cambio produzione, ma previene anche errori come collegare il tubo sbagliato alla bocchetta sbagliata.
La tabella seguente confronta due approcci strategici, evidenziando i vantaggi di un approccio proattivo basato sui sistemi.
| Fattore | Strategia reattiva (orientata ai componenti) | Strategia proattiva (orientata al sistema) |
|---|---|---|
| Applicazione di lubrificante | Applicazione manuale o basata su intervalli fissi; spesso provoca lubrificazione eccessiva o insufficiente. | Applicazione automatizzata e basata sulle condizioni, con controllo preciso del volume e dei tempi. |
| Processo di cambio | Connessioni singole tramite tubi flessibili; elevato rischio di errori umani e contaminazione. | Utilizzo di collettori con raccordi rapidi e ricette programmate; riduce al minimo errori e tempi di fermo. |
| Monitoraggio | Controlli rari o assenti sulla concentrazione e sullo stato del lubrificante. | Monitoraggio regolare dei rapporti di diluizione e delle prestazioni del sistema; aggiustamenti basati sui dati. |
| Risultato | Qualità del pezzo incoerente, maggiore spreco di lubrificante, usura accelerata dello stampo e tempi di fermo più lunghi. | Qualità del pezzo costante, riduzione degli sprechi, vita utile dello stampo prolungata e maggiore efficienza operativa. |
La scelta del lubrificante giusto: una guida alle tipologie e alle proprietà
Il lubrificante stesso è il fondamento di qualsiasi strategia di lubrificazione degli stampi. La selezione del tipo appropriato è fondamentale e dipende fortemente dall'applicazione specifica, inclusi il materiale da formare, le temperature di esercizio e le pressioni. Le quattro principali categorie di lubrificanti industriali offrono ciascuna proprietà distinte, adatte a scenari diversi.
I tipi principali includono oli, grassi, lubrificanti secchi e lubrificanti penetranti. Per la maggior parte delle applicazioni per stampi automotive, gli oli e i composti sintetici specializzati sono i più comuni. Ad esempio, nella fusione di alluminio ad alta temperatura, i lubrificanti per stampi a base acquosa sono progettati per raffreddare efficacemente la superficie dello stampo e prevenire il saldamento, un problema comune causato dall'effetto Leidenfrost, in cui il liquido vaporizza prima di bagnare la superficie calda. Analogamente, per la stampatura di parti in alluminio per la carrozzeria bianca (BIW), i lubrificanti termofusibili possono offrire una lubrificazione limite superiore rispetto agli oli convenzionali.
La scelta corretta richiede una valutazione accurata di diversi fattori. Un lubrificante che funziona bene a basse temperature potrebbe degradarsi sotto l'elevato calore di un processo di forgiatura o di pressofusione. La seguente tabella fornisce un confronto tra i tipi comuni di lubrificanti utilizzati nella formatura della lamiera:
| Tipo di lubrificante | Proprietà chiave | Migliore per | Considerazioni |
|---|---|---|---|
| A base oleosa (minerale/sintetico) | Ottimo raffreddamento, ampia gamma di viscosità, può contenere additivi per pressioni estreme (EP). | Imbutitura generica, tranciatura, operazioni ad alta velocità. | Può causare problemi di igiene; la viscosità varia con la temperatura. |
| Emulsioni/Sintetici a base d'acqua | Proprietà di raffreddamento superiori, puliti, non infiammabili. | Fusione in pressofusione ad alta temperatura, applicazioni dove è richiesta resistenza al fuoco. | Richiede un attento monitoraggio della concentrazione; possibile sviluppo batterico. |
| Lubrificanti a Film Secco (Grafite, PTFE) | Resiste a temperature e pressioni estreme; fornisce una superficie pulita e non oleosa. | Forgiatura, estrusione e applicazioni dove è una preoccupazione la contaminazione da liquidi. | Può essere difficile da applicare in modo uniforme; potrebbe richiedere una preparazione della superficie. |
| Lubrificanti a caldo | Applicati in forma solida e si fondono con il calore; offrono un'eccellente lubrificazione di contatto. | Stampaggio di materiali complessi come le leghe di alluminio. | Richiede attrezzature specializzate per l'applicazione. |
Per guidare il processo di selezione, porsi le seguenti domande:
- Qual è il materiale della ripresa e il suo spessore?
- Quali sono le temperature massime e le pressioni coinvolte nell'operazione?
- Ci sono requisiti specifici riguardo alla finitura superficiale del pezzo finale?
- Quali sono le considerazioni ambientali, sanitarie e di sicurezza?
- Il lubrificante è compatibile con processi a valle come saldatura, verniciatura o placcatura?
Ottimizzare le prestazioni attraverso una lubrificazione strategica
In definitiva, una lubrificazione efficace per stampi automobilistici è molto più di un semplice intervento di manutenzione: rappresenta un requisito strategico fondamentale per qualsiasi operazione moderna di formatura della lamiera. Passare da un approccio basato semplicemente sull'applicazione del fluido a uno volto alla gestione di un sistema completo di lubrificazione è essenziale per raggiungere prestazioni ottimali. Una strategia di successo riconosce che la scelta del lubrificante, il metodo di applicazione e il monitoraggio del processo sono elementi interconnessi che influenzano direttamente produttività, qualità e redditività.
Analizzando attentamente le esigenze specifiche di ogni applicazione, collaborando con fornitori qualificati e sfruttando la tecnologia per garantire precisione e ripetibilità, i produttori possono ottenere benefici significativi. I risultati sono tangibili: maggiore durata degli stampi, riduzione degli scarti, tempi di cambio più rapidi e un ambiente di lavoro più pulito e sicuro. In un settore automobilistico competitivo, il controllo della lubrificazione degli stampi rappresenta un fattore differenziante fondamentale per eccellere nelle operazioni.
Domande frequenti sulla lubrificazione degli stampi
1. Qual è il lubrificante per la pressofusione?
Nella pressofusione, specialmente con metalli ad alta temperatura come l'alluminio, si utilizzano tipicamente lubrificanti specializzati a base acquosa. Questi prodotti sono progettati per lubrificare lo stampo consentendo un facile distacco del pezzo e, cosa fondamentale, per raffreddare le superfici dello stampo tra un ciclo e l'altro. Devono resistere a temperature estreme e prevenire problemi come la saldatura. Alcuni prodotti specializzati, come quelli contenenti grafite, sono utilizzati anche per la loro stabilità ad alta temperatura.
2. Quali sono i 4 tipi di lubrificanti?
I quattro principali tipi di lubrificanti industriali sono olio, grasso, lubrificanti penetranti e lubrificanti secchi. Gli oli sono liquidi ed eccellenti per il trasferimento del calore. I grassi sono semisolidi e aderiscono bene alle superfici. I lubrificanti penetranti hanno una viscosità molto bassa per infiltrarsi nelle fessure più strette. I lubrificanti secchi, come la grafite o il PTFE, sono solidi che riducono l'attrito in ambienti ad alta temperatura o in ambienti puliti.
3. Che cos'è un metodo di lubrificazione di tipo 3?
Questo generalmente si riferisce a uno dei tre metodi comuni per lubrificare macchinari come ingranaggi. I metodi principali sono la lubrificazione a grasso, la lubrificazione a bagno d'olio (dove i componenti vengono immersi in un serbatoio d'olio) e la circolazione forzata d'olio (dove una pompa distribuisce attivamente l'olio ai punti critici). La scelta del metodo dipende dalla velocità, dal carico e dai requisiti progettuali della macchina.
4. Quali sono i tre o quattro tipi di sistemi di lubrificazione?
Nel contesto dei macchinari industriali, i sistemi di lubrificazione riguardano il metodo di distribuzione. Questi includono sistemi manuali (ad esempio, pistola a grasso), sistemi centralizzati che distribuiscono automaticamente il lubrificante a più punti da un unico serbatoio, sistemi a nebbia d'olio che spruzzano un lubrificante atomizzato e sistemi di circolazione che filtrano e riutilizzano continuamente l'olio. Nelle applicazioni con matrici, il sistema è spesso un sistema automatico a spruzzo o a rullo progettato per un'applicazione precisa.