 Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
Piccole partite, alti standard. Il nostro servizio di prototipazione rapida rende la validazione più veloce e facile —
- Riduci i Costi di Estrusione dell'Alluminio con 5 Fondamentali Consigli DFM
- Il vero ROI degli stampi di estrusione personalizzati per la produzione di massa
- Prototipazione in Metallo per l'Automotive: Una Guida per un'Innovazione più Rapida
- Ricambi per Aria Condizionata Auto: Dal Compressore all'Evaporatore Svelati

Parti Stampate a Pressione: Equilibrio tra Forma, Funzionalità e Finiture
Time : 2025-11-29

TL;DR
La differenza tra parti pressofusi estetici vs funzionali non è una scelta binaria, ma uno spettro di priorità progettuali. Il successo dipende dall'equilibrio tra appeal visivo e requisiti prestazionali come durata e resistenza alla corrosione. Questo equilibrio si ottiene principalmente attraverso una selezione strategica dei materiali, l'adesione ai principi di progettazione per la producibilità (DFM) e l'applicazione fondamentale di specifiche finiture superficiali adattate all'uso finale del componente.
Definire lo spettro: priorità estetiche vs funzionali
Nel mondo della produzione, il dibattito tra forma e funzione è costante. Per i componenti pressofusi, non si tratta di scegliere l'uno a scapito dell'altro, ma piuttosto di muoversi lungo uno spettro di priorità. Quasi ogni componente richiede una combinazione di appeal estetico e prestazioni funzionali. L'elemento chiave è definire tempestivamente l'intento principale nel processo di progettazione, poiché questa decisione influenza tutte le scelte successive, dalla selezione del materiale al trattamento superficiale finale.
Le considerazioni estetiche riguardano le qualità visive e tattili di un componente. Queste sono fondamentali per i prodotti destinati ai consumatori, in cui aspetto e sensazione influenzano direttamente il valore percepito. Tra i fattori rientrano la levigatezza della superficie, la costanza del colore, la texture e l'assenza di difetti visivi come linee di divisione o segni di ritiro. Un telaio elegante per laptop, una modanatura interna automobilistica lucidata o un alloggiamento decorativo per un elettrodomestico di alta gamma sono tutti esempi in cui l'estetica è un fattore determinante. Ottenere una finitura cosmetica superiore richiede spesso una progettazione accurata dello stampo e processi secondari di finitura che possono aumentarne i costi.
I requisiti funzionali, d'altro canto, sono dettati dall'ambiente operativo e dallo scopo meccanico del componente. Queste priorità includono l'integrità strutturale, la resistenza all'usura, la protezione dalla corrosione, la conducibilità termica e la precisione dimensionale. Per un supporto interno del motore, un alloggiamento del cambio o un componente aerospaziale, la funzionalità è imprescindibile. Il componente deve funzionare in modo affidabile sotto stress, variazioni di temperatura ed esposizione a sostanze chimiche o umidità. Le finiture superficiali in questo contesto sono meno legate all'aspetto estetico e più volte a migliorare la durata e la longevità, come indicato in una guida di Kenwalt Die Casting .
Il compromesso tra queste priorità è spesso una questione di ingegneria ed economia. Ad esempio, progettare un componente con curve complesse per motivi estetici potrebbe creare difficoltà nel flusso del metallo fuso, compromettendo potenzialmente l'integrità interna. Al contrario, ottimizzare un componente per la massima resistenza potrebbe comportare una finitura meno gradevole dal punto di vista estetico. L'obiettivo di qualsiasi team produttivo è definire chiaramente l'utilizzo finale e trovare il giusto equilibrio, garantendo che il componente finale sia al contempo attraente e affidabile, senza superare i vincoli di budget.
Il ruolo fondamentale delle finiture superficiali
Le finiture superficiali sono lo strumento più efficace per migliorare sia le qualità estetiche che funzionali di un componente pressofuso. Una finitura non è semplicemente un rivestimento; è una fase critica della produzione che può trasformare una fusione grezza in un componente ad alte prestazioni e dal forte impatto visivo. Poiché Zetwerk spiega, la finitura superficiale va oltre l'aspetto estetico influenzando significativamente le prestazioni. La scelta della finitura risponde direttamente alle priorità definite nella fase di progettazione, sia che l'obiettivo sia una lucentezza simile a uno specchio, una resistenza alla corrosione elevata o una migliore conducibilità elettrica.
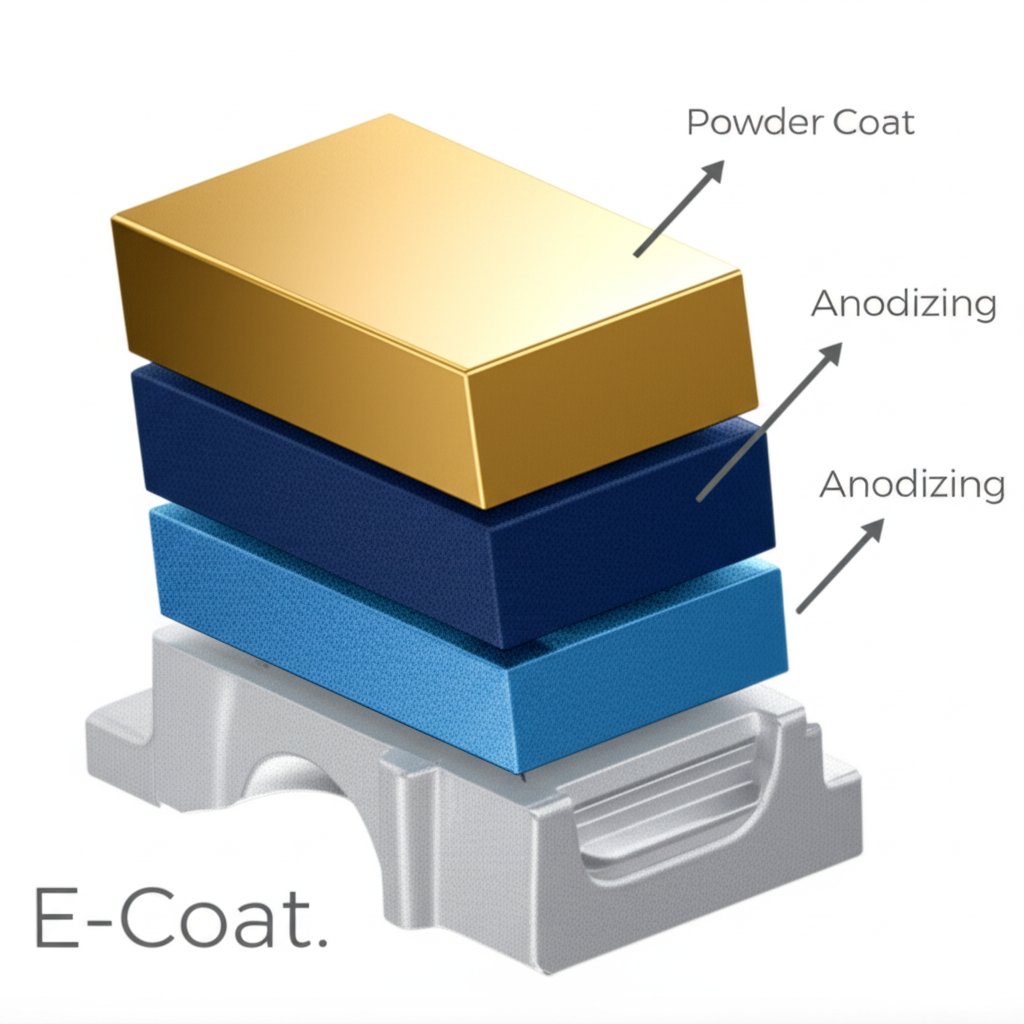
Sono disponibili diverse opzioni di finitura comuni, ognuna delle quali offre una combinazione unica di vantaggi. Anodizzazione è un processo elettrochimico che crea uno strato di ossido duro e resistente alla corrosione su parti in alluminio, perfetto per l'elettronica di consumo che richiede durata e una sensazione di qualità superiore. Rivestimento a polvere fornisce una finitura spessa, durevole e decorativa in un'ampia gamma di colori, rendendola ideale per componenti automobilistici ed attrezzature per esterni. Per le esigenze estetiche più elevate, lucidatura crea una superficie liscia e riflettente, mentre elettroplaccatura aggiunge uno strato sottile di un altro metallo (come cromo o nichel) per bellezza, resistenza all'usura e conducibilità.
Per esigenze più industriali o funzionali, trattamenti come rivestimento di conversione al cromo offrono un'eccellente resistenza alla corrosione a basso costo, risultando adatti per l'aerospaziale e l'elettronica dove le prestazioni prevalgono sull'aspetto. Analogamente, sabbiatura o pallinatura è un metodo economico per pulire un pezzo e creare una texture opaca uniforme, che funge anche da eccellente fase preparatoria per verniciature o rivestimenti.
La selezione del giusto finitura richiede un'analisi accurata dell'applicazione, dell'ambiente e del budget del pezzo. Una guida completa al costo e confronto può essere di grande aiuto per prendere una decisione informata. Per semplificare questa scelta, la tabella seguente confronta le finiture più comuni in base ai loro principali vantaggi e alle applicazioni tipiche.
| Tipo di finitura | Beneficio principale | Resistenza alla corrosione | Costo relativo | Applicazioni comuni |
|---|---|---|---|---|
| Anodizzazione | Estetico & Funzionale | Alto | Medio | Elettronica di consumo, dispositivi medici, profili architettonici |
| Rivestimento a polvere | Funzionale ed estetico | Molto elevato | Medio | Parti automobilistiche, mobili da esterno, involucri industriali |
| Lucidatura | Estetica | Basso (a meno che non sia rivestito) | Alto | Parti decorative premium, ferramenta di lusso, riflettori |
| Galvanizzazione (ad esempio, cromatura) | Estetico & Funzionale | Molto elevato | Alto | Finiture automobilistiche, rubinetteria, connettori elettrici |
| Conversione cromata | Funzionale | Medio | Bassi | Parti aerospaziali, elettronica, fondo per vernice |
| Sfossamento a colpo | Funzionale (Preparazione) | Nessuno | Bassi | Trattamento preliminare per rivestimenti, componenti industriali |
Principi fondamentali di progettazione per l'ottimizzazione dei pezzi
Molto prima dell'applicazione di una finitura superficiale, la progettazione di base di un componente pressofuso ne determina il successo finale. L'adesione ai principi del Design for Manufacturability (DFM) è essenziale per creare componenti funzionalmente validi ed esteticamente gradevoli. Questi principi garantiscono che il pezzo possa essere prodotto in modo efficiente, con difetti minimi e a costi ridotti. Come illustrato in una guida completa alla progettazione , variabili chiave come lo spessore delle pareti, i raggi di raccordo e gli angoli di sformo sono fondamentali.
Uno dei principi più importanti è mantenere spessore uniforme della parete . Variazioni brusche di spessore possono causare un raffreddamento irregolare del metallo fuso, portando a difetti come porosità (vuoti interni) e segni di ritiro (avvallamenti superficiali). Questi non solo indeboliscono il pezzo (un guasto funzionale), ma ne compromettono anche l'aspetto estetico (un difetto estetico). Mantenendo pareti con spessore uniforme, i progettisti garantiscono un flusso regolare del metallo e l'integrità strutturale.
Raccordi e raggi —l'arrotondamento degli spigoli interni ed esterni vivi—sono un altro elemento fondamentale. Gli spigoli interni vivi creano concentrazioni di tensione, rendendo il pezzo soggetto a fratture sotto carico. Aggiungendo un raccordo generoso, la tensione viene distribuita in modo più uniforme, migliorando notevolmente la resistenza e la durata a fatica del componente. Dal punto di vista estetico, gli spigoli arrotondati conferiscono un aspetto più morbido e finito. Analogamente, angoli di Sformo (una leggera svasatura delle pareti verticali) sono necessarie per espellere il pezzo dallo stampo senza danneggiarlo, preservando la finitura superficiale attentamente progettata.
La selezione del materiale svolge anche un ruolo fondamentale. Le leghe di alluminio sono popolari per l'ottimo equilibrio tra leggerezza e resistenza, risultando ideali per numerose applicazioni automobilistiche ed elettroniche. Le leghe di zinco offrono un'elevata fluidità, consentendo dettagli complessi e pareti molto sottili, caratteristica vantaggiosa per componenti piccoli e complessi. Per applicazioni che richiedono resistenza e durata estreme, specialmente nel settore automobilistico, possono essere considerati processi alternativi. Ad esempio, alcuni componenti soggetti ad alte sollecitazioni traggono beneficio dalla forgiatura a caldo. Aziende come Tecnologia del metallo di Shaoyi (Ningbo) si specializzano in parti forgiati di precisione per il settore automobilistico, offrendo soluzioni robuste dove le prestazioni meccaniche sono la priorità assoluta.
Per garantire una progettazione corretta, gli ingegneri dovrebbero verificare un elenco di controllo di questi principi fondamentali prima di finalizzare un modello:
- Spessore del muro: È il più uniforme possibile? Le transizioni sono graduate?
- Angoli di sformo: È prevista una sufficiente svasatura (tipicamente da 1 a 3 gradi) su tutte le superfici parallele all'apertura dello stampo?
- Raggi e arrotondamenti: Tutti gli angoli interni ed esterni vivi sono arrotondati con raggio generoso?
- Linea di divisione: La linea di divisione è posizionata in un'area non critica o meno visibile per ridurne l'impatto estetico?
- Costole e bossaggi: Vengono utilizzate costole per rinforzare pareti sottili invece di aumentare lo spessore complessivo? Sono correttamente proporzionate (ad esempio, 50-60% dello spessore della parete)?
Trovare il giusto equilibrio per il tuo progetto
In definitiva, creare un componente pressofuso di successo richiede un compromesso strategico e un design intelligente. Non si tratta di scegliere tra estetica o funzionalità, ma di definire la combinazione ideale dei due aspetti per una specifica applicazione. Dando priorità alle esigenze fin dall'inizio, i progettisti possono prendere decisioni consapevoli che guidano l'intero processo produttivo. Un prodotto destinato al consumatore potrebbe privilegiare una finitura superficiale perfetta, mentre un componente industriale darà priorità alla resistenza del materiale e alla resistenza alla corrosione sopra ogni altra cosa.
Il percorso dal concetto al componente finito si basa su un approccio olistico. Inizia con principi fondamentali di progettazione che prevengono difetti e garantiscono la producibilità. Prosegue con una accurata selezione dei materiali, in linea con gli obiettivi di prestazioni e costi. Infine, si conclude con la scelta di una finitura superficiale che esalta le qualità intrinseche del componente, offrendo la necessaria durata, protezione ed estetica. Dominando l'interazione tra questi elementi, i produttori possono realizzare componenti pressofusi non solo adatti all'uso previsto, ma anche eccezionali per qualità.
Domande frequenti
1. Qual è il materiale più adatto per la pressofusione?
Le leghe di alluminio sono tra i materiali più utilizzati per la pressofusione perché offrono un ottimo equilibrio tra resistenza, leggerezza e resistenza alla corrosione. Ciò le rende una scelta eccellente per un'ampia gamma di applicazioni, dai componenti automobilistici all'elettronica di consumo. Anche le leghe di zinco sono comuni, apprezzate per la loro capacità di formare parti complesse e dettagliate con alta precisione.
2. Qual è la differenza tra pressofusione e fusione tradizionale?
La differenza principale risiede nel processo e nei materiali. La pressofusioni utilizza una pressione elevata per iniettare metallo fuso in uno stampo riutilizzabile in acciaio (uno stampo), risultando ideale per la produzione in grande quantità di metalli non ferrosi come alluminio e zinco. Altri metodi di fusione, come la fusione in sabbia o la fusione a cera persa, utilizzano stampi monouso e sono spesso più adatti per volumi ridotti o per la fusione di metalli ferrosi come ferro e acciaio.
3. Quali sono gli svantaggi della pressofusione ad alta pressione (HPDC)?
Uno svantaggio significativo dell'HPDC è il potenziale rischio di porosità. Poiché il metallo fuso viene iniettato molto rapidamente, l'aria può rimanere intrappolata, creando piccole cavità all'interno del pezzo. Questa porosità può indebolire le proprietà meccaniche del componente e comprometterne l'integrità strutturale. Anche l'elevato costo iniziale degli utensili (l'inserto in acciaio) rende questo processo meno economico per piccole serie produttive.
4. La fusione in pressofusione è una manifattura additiva?
No, la pressofusione è un processo di produzione formativo, non additivo. La manifattura additiva, come la stampa 3D, costruisce un oggetto strato dopo strato partendo da zero. Al contrario, la pressofusione forma un pezzo iniettando materiale fuso in uno stampo o in un dado preesistente per dargli la forma finale.