 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Odabir odgovarajućeg čelika za alate za automobilske kalupe

Alatni čelik je kategorija visoko-ugljičnih legiranih čelika koja je koncipirana za izuzetnu tvrdoću, otpornost na habanje i žilavost. U automobilskoj industriji, posebni sortimenti alatnog čelika za automobile alate su neophodni za izradu izdržljivih alata za proizvodnju velikih serija. Sortimenti poput D2 koriste se za hladno utiskivanje, dok je H13 standard za visokotemperaturne primjene poput alatnog lijeva i kovanja, osiguravajući preciznost i dug vijek trajanja.
Razumijevanje alatnog čelika: Svojstva i uloga u proizvodnji automobila
Alatni čelik je skupina visokougljičnih legiranih čelika posebno formuliranih i termički obrađenih za izradu alata, kalupa i modela. Za razliku od standardnog ugljičnog čelika, koji se sastoji uglavnom od željeza i ugljika, alatni čelik sadrži značajne količine legirajućih elemenata poput kroma, molibdena, vanadija i volframa. Ovi elementi stvaraju tvrde karbidne čestice unutar matrice čelika, pružajući mu superiorna svojstva potrebna za oblikovanje drugih materijala pod ekstremnim tlakom i temperaturom. Pojam 'čelik za kalupe' često se koristi kao sinonim za alatni čelik, iako se obično odnosi na sorte alatnog čelika posebno odabrane za izradu kalupa zbog njihove visoke tvrdoće i otpornosti na habanje.
Učinkovitost alatnog čelika u proizvodnji automobila ovisi o preciznom ravnoteženju mehaničkih svojstava, koja se postižu pažljivim legiranjem i zahtjevnim procesom termičke obrade koji uključuje austenizaciju, kaljenje i popuštanje. Ovaj proces prilagođava konačnu mikrostrukturu čelika kako bi se optimizirala njegova svojstva za određeni zadatak. Na primjer, matrica za utiskivanje ploča karoserije mora otpornosti na abrazivno trošenje tijekom milijuna ciklusa, dok matrica za kovanje radilice mora izdržati ekstremne udare i toplinu bez pucanja ili deformacije.
Ključna svojstva zbog kojih je alatni čelik nezamjenjiv za automobilske matrice uključuju:
- Izuzetna tvrdoća: Mnogi kaljeni alatni čelici mogu postići tvrdoću veću od 60 HRC (Rockwell C skala), što im omogućuje da rezaju i oblikuju druge metale bez gubitka oblika.
- Visoka otpornost na oštrće: Prisutnost tvrdih karbida, osobito u sortama s visokim udjelom kroma poput D2, omogućuje čeliku da otpornost na abraziju uzrokovane kontaktom s limom i drugim materijalima, što je ključno za produljenje vijeka trajanja alata. Prema stručnjacima za proizvodnju u Protolabsu ova svojstva osiguravaju dosljednu kvalitetu dijelova tijekom dugih serija proizvodnje.
- Čvrstoća: To je sposobnost materijala da apsorbira udar i energiju bez loma. Sorte otporne na udar, poput S7, dizajnirane su da izdrže ogromne udarne opterećenja koja su uobičajena u određenim operacijama oblikovanja i probijanja.
- Termalna stabilnost: Čelici za toplu obradu, poput H13, konstruirani su tako da zadržavaju svoju tvrdoću i čvrstoću na povišenim temperaturama koje se javljaju u procesima valjanja pod tlakom i kovanja, sprječavajući omekšavanje i preranu neispravnost.
U proizvodnji automobila velikih serija, korištenje odgovarajućeg alatnog čelika ključni je faktor operativne učinkovitosti. Dobro odabrani materijal kalupa smanjuje vrijeme zaustavljanja rada zbog održavanja i zamjene, minimizira greške na dijelovima i konačno snižava trošak po komadu. Početna ulaganja u visokoučinkoviti alatni čelik isplaćuju se kroz povećanu produktivnost i pouzdanost na proizvodnoj liniji.
Ključni sortimenti alatnih čelika za automobilske kalupe: Detaljna usporedba
Odabir određenog sortimenta alatnog čelika određuje se zahtjevima proizvodnog procesa. Klasifikacijski sustav American Iron and Steel Institute (AISI) grupira ove čelike prema njihovim svojstvima i metodi kaljenja. Za automobilske kalupe najvažnije su kategorije Čelika za hladnu obradu (A i D serija), Čelika za toplu obradu (H serija) i Čelika otpornih na udarce (S serija). Razumijevanje karakteristika najčešćih sortimenata osnovno je za dizajn izdržljivog i učinkovitog alata.
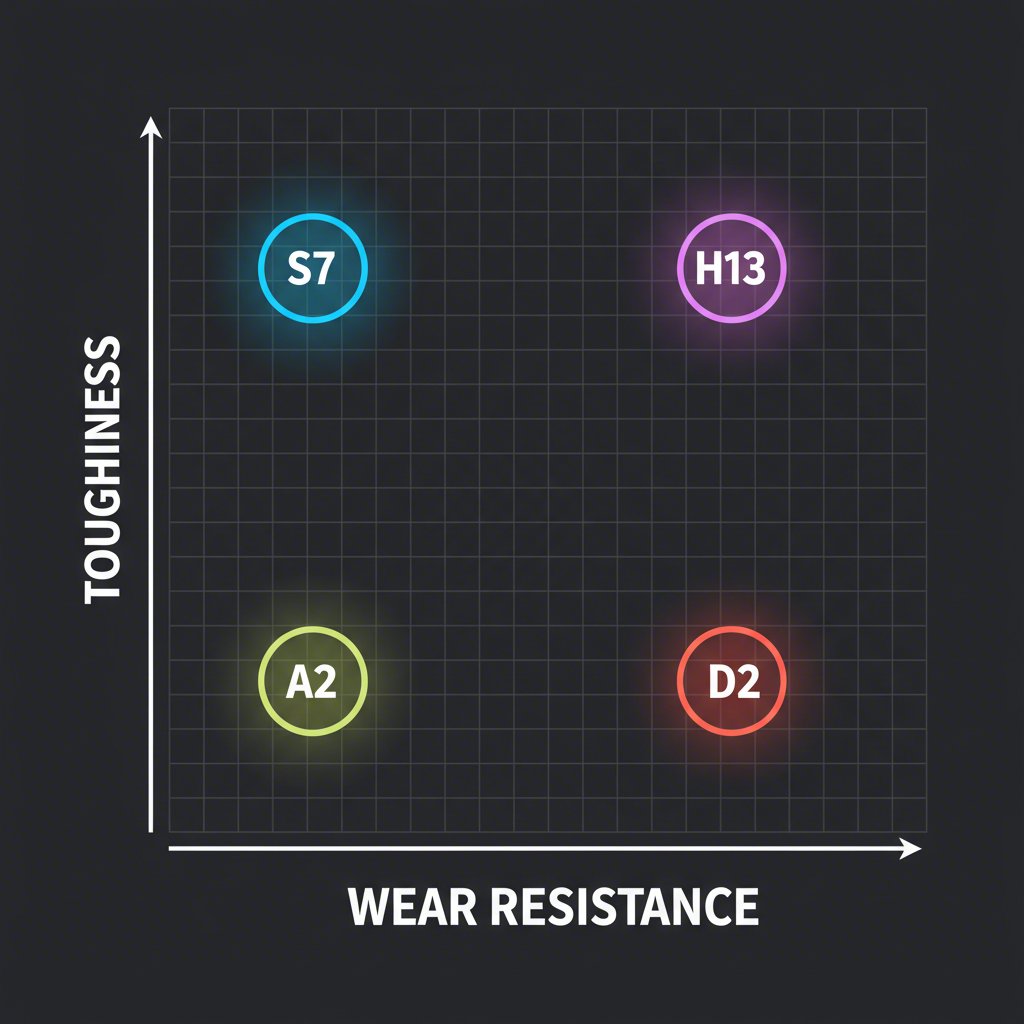
Među najčešće navedenim čelicima za automobilske primjene su D2, A2, H13 i S7. Svaki od njih nudi jedinstven skup svojstava. D2, čelik visokog udjela ugljika i kroma, poznat je po izuzetnoj otpornosti na habanje, što ga čini vrhunskim izborom za režne i žigove. A2 je kaljeni čelik zrakom koji pruža dobar balans otpornosti na habanje i žilavosti uz odličnu dimenzionalnu stabilnost tijekom toplinske obrade, čime postaje svestrani izbor za oblikovne žige. H13 je industrijski standard za primjene s vrućim radom, nudeći izvrsnu otpornost na termičku umornost. S7 pruža iznimnu žilavost pri udaru, što ga čini idealnim za žige koje moraju podnijeti ponavljane, jakе udarce.
Kako bi se olakšao odabir, donja tablica uspoređuje ove ključne sorte alatnih čelika koji se koriste u proizvodnji automobilskih žiga.
| Odlomak čelika | AISI tip | Ključna svojstva | Primarna primjena za automobilske žige |
|---|---|---|---|
| H13: | Rad na visokoj temperaturi (H-serija) | Čvrstoća na visokoj temperaturi, dobra žilavost, otpornost na termičku umornost | Preljevni, ekstrudirani i kovački žigi |
| D2 | Hladni rad (D-serija) | Izvrsna otpornost na habanje i abraziju, visoka tlačna čvrstoća | Visokoserijske matrice za utiskivanje, izrezivanje i oblikovanje |
| A2 | Hladnoobradivi (A-serija) | Dobar odnos otpornosti na habanje i žilavosti, izvrsna dimenzijska stabilnost | Matrice za oblikovanje, matrice za utiskivanje, probojci, alati za rezanje |
| S7 | Otporni na udarce (S-serija) | Izvrsna žilavost pri udaru, dobra otpornost na habanje, visoka čvrstoća | Matrice za teška opterećenja pri utiskivanju, probijanju i oblikovanju koje zahtijevaju apsorpciju udara |
Odabir između ovih sorti često uključuje kompromis. Na primjer, dok D2 nudi veću otpornost na abrazivno habanje, on je krtiji od S7. Inženjer može odabrati D2 za jednostavnu matricu za izrezivanje, dok bi za matricu za mintanje koja podnosi velike udarne sile odabrao žilaviji S7. Slično tome, iako A2 nudi bolju žilavost od D2, ne doseže vijek trajanja D2-a u uvjetima intenzivnog habanja. Konačni izbor ovisi o temeljitom analiziranju specifičnih naprezanja kojima će matrica biti izložena tijekom svog radnog vijeka.
Uspoređivanje čelika s procesom: Primjena u izradi alata za automobilsku industriju
Odabir odgovarajuće sorte alatnog čelika izravno je povezan s konkretnim proizvodnim procesom u kojem će se koristiti. Svaki način oblikovanja metala u automobilskoj industriji — od utiskivanja lima za vrata do kovanja dijela motora — nameće posebna opterećenja na alat. Usvajanje svojstava čelika prema tim zahtjevima ključno je za uspjeh.
Alati za utiskivanje i oblikovanje
Utiskivanje, izrezivanje i oblikovanje su hladni procesi obrade koji uključuju oblikovanje lima pri sobnoj temperaturi. Glavni izazov za alate u ovim primjenama je abrazivno trošenje uzrokovano stalnim kontaktom s obradnom komadom, kao i potreba za oštrim, trajnim rezanim rubovima. Zbog toga su čelici za hladnu obradu s visokim udjelom ugljika i kroma standard u industriji. Vodeći dobavljači poput Southern Tool Steel preporučujemo D2 alatni čelik za velike serije utiskivanja gdje je otpornost na habanje najvažniji prioritet. Bogati krom karbidi osiguravaju izuzetnu dugovječnost. Za primjene koje zahtijevaju bolji balans čvrstoće i otpornosti na habanje, ili gdje složeniji oblici povećavaju rizik od lomljenja, A2 alatni čelik je odličan izbor zbog svoje izvrsne dimenzionalne stabilnosti i izdržljive prirode. Kada projekt zahtijeva složene i iznimno pouzdane kalupe za utiskivanje, ključno je raditi s posebnim proizvođačem. Na primjer, Shaoyi (Ningbo) Metal Technology Co., Ltd. nudi stručno projektiranje i proizvodnju prilagođenih automobilskih kalupa za utiskivanje, koristeći duboko znanje o materijalima kako bi optimizirao performanse alata i njihov vijek trajanja za OEM-ove i dobavljače prvog nivoa.
Kalupi za lijevanje pod tlakom i kovanje
Litje pod tlakom i kovanje su postupci obrade na visokoj temperaturi koji uključuju oblikovanje metala pri izuzetno visokim temperaturama. Kalupi koji se koriste u ovim uvjetima moraju izdržati jak termički šok — brze cikluse zagrijavanja i hlađenja — kao i eroziju od taljenog metala i visoke tlačne sile. Glavni materijal za ove primjene je Alatni čelik H13 . Kao što objašnjavaju stručnjaci na meviy , H13 je dizajniran da zadrži svoju tvrdoću i čvrstoću čak i pri radu na crveno vrućim temperaturama, što je ključno za sprječavanje preranog oštećenja kalupa. Njegova izvrsna žilavost i otpornost na termičku umornost omogućuju mu da izdrži tisuće ciklusa bez pucanja, čineći ga najčešćim izborom za proizvodnju složenih automobilskih dijelova poput blokova motora, kućišta mjenjača i komponenti za ovješenje.
Kalupi za udarne i dinamičke opterećenja
Određene operacije proizvodnje automobila, poput jakog probojavanja, kaljenja ili rezanja, izlažu matricu naglim i intenzivnim udarnim silama. U takvim slučajevima potreban je čelik maksimalne žilavosti kako bi se spriječio katastrofalan kvar zbog pucanja ili olupavanja. Čelik za alate S7 posebno je dizajniran za ovu svrhu. Njegova se sastava optimizira kako bi osigurala izuzetnu otpornost na udar, čineći ga znatno žilavijim od vrsta iznimno otpornih na habanje, poput D2. Iako možda neće trajati tako dugo u isključivo abrazivnim primjenama, S7 je najsigurniji i najpouzdaniji izbor za alate koji moraju apsorbirati značajna udarna opterećenja tijekom rada.
Kriteriji za odabir: Kako odabrati najbolji čelik za alate za svoje matrice
Odabir optimalnog alatnog čelika za automobilske kalupe ključna je inženjerska odluka koja usklađuje učinkovitost, izradivost i trošak. Sustavan pristup koji uzima u obzir sve radne varijable dovest će do pouzdanijeg i ekonomičnijeg alata. Odabir se rijetko temelji na jedinoj svojstvu, već na pronalaženju najboljeg kompromisa među suparničkim karakteristikama kako bi se zadovoljila specifična primjena.
Inženjeri moraju procijeniti nekoliko ključnih čimbenika kako bi donijeli obrazloženu odluku. Ti čimbenici određuju kako će kalem raditi i koliko dugo će trajati u proizvodnji. Zanemarivanje bilo kojeg od njih može dovesti do preranog otkaza alata, skupih zastojima i nesuglasne kvalitete dijelova. Glavni aspekti uključuju:
- Radna temperatura: Ovo je prva i najvažnija razlika. Je li proces primjena na hladno, poput štancanja, ili radni proces na visokoj temperaturi, poput kovanja? Čelici za rad na visokim temperaturama, poput H13, obavezni su za visokotemperaturna okruženja, dok čelici za rad na hladno nude veću tvrdoću za operacije pri sobnoj temperaturi.
- Otpornost na trošenje naspram žilavosti: Ovo je klasičan kompromis pri odabiru alatnih čelika. Visoka otpornost na trošenje (idealna za rezanje i štancanje) obično se postiže visokom tvrdoćom i sadržajem karbida, što može učiniti čelik krhkim. Visoka žilavost (idealna za udarna opterećenja) zahtijeva čelik koji se može malo deformirati bez loma, često na račun neke otpornosti na trošenje.
- Potrebna tvrdoća (HRC): Željena tvrdoća, izmjerena na Rockwell C skali, mora biti specificirana na temelju primjene. Reznica može zahtijevati tvrdoću od 60-62 HRC kako bi održala oštricu, dok se kalibracijska matrica može kaliti na nešto nižu tvrdoću kako bi se povećala njezina žilavost.
- Dimenzijska stabilnost: Za složene i visoko precizne kalupe, ključno je da čelik zadrži oblik i veličinu tijekom procesa termičke obrade. Čelici koji se kaljenjem tvrde na zraku, poput A2, poznati su po izvrsnoj dimenzijskoj stabilnosti, što minimizira izobličenja i smanjuje potrebu za skupom mehanizacijom nakon termičke obrade.
- Cijena i obradivost: Iako je učinkovitost od presudne važnosti, budžet je uvijek faktor. Visoko legirani, visokoučinski čelici skuplji su i mogu biti teži za obradu u usporedbi s jednostavnijim kvalitetama. Ukupna cijena, uključujući sirovinski materijal, obradu i termičku obradu, mora se usporediti s očekivanim vijekom trajanja i učinkovitošću kalupa.
Kako bi se ovo primijenilo u praksi, razmotrite sljedeći scenarij: za kalup visokog volumena koji proizvodi jednostavne automobilske nosače (proces hladnog obrade), glavni problem je abrazivno trošenje. D2 bi bio jak kandidat zbog izuzetne otpornosti na trošenje. Međutim, ako isti kalup ima oštre unutarnje kutove ili se koristi za oblikovanje čelika visoke čvrstoće, rizik od lomljenja bi se povećao. U tom slučaju, izdržljiviji A2 ili čak S7 mogli bi biti bolji izbor kako bi se spriječio prerani kvar, čak i ako to zahtijeva učestalije oštrenje. Prije konačnog odabira materijala, dizajner bi uvijek trebao postaviti ključna pitanja:
- Koji je primarni način kvara koji moram spriječiti (trošenje, lomljenje, pucanje ili deformacija zbog topline)?
- Koje su maksimalne temperature i udarne sile kojima će kalup biti izložen?
- Koliko je kritična dimenzionalna točnost nakon termičke obrade?
- Koji je ciljni obujam proizvodnje i očekivani vijek trajanja kalupa?
- Koji je ukupni budžet za materijal, obradu i termičku obradu?
Često postavljana pitanja
1. Koji se alatni čelik koristi za razlijevanje pod tlakom?
Najčešći alatni čelik za kalupljenje pod tlakom je H13. Pripada kategoriji vrućeg rada (H-serija) i posebno je dizajniran da izdrži visoke temperature i termičke cikluse svojstvene procesu kalupljenja pod tlakom. Izvrsna kombinacija crvene tvrdoće, žilavosti i otpornosti na termičku umornost čini ga idealnim za rad s tekućim metalima poput aluminija i cinka, bez pucanja ili preranog omekšavanja.
2. Koji se čelik koristi za kalupe?
Širok spektar alatnih čelika koristi se za kalupe, ovisno o primjeni. Za primjene na hladno, poput utiskivanja i oblikovanja, uobičajeni izbori su D2 i A2. Za procese na vruće, poput kovanja i kalupljenja pod tlakom, H13 je industrijski standard. Za primjene koje zahtijevaju visoku otpornost na udarce, često se koristi udarno otporni čelik S7. Konkretni izbor ovisi o čimbenicima poput radne temperature, zahtjeva za otpornošću na habanje i opterećenjem udarcima.
3. U čemu je razlika između kalupnog čelika i alatnog čelika?
Alatni čelik je široka kategorija čelika koja je dizajnirana za izradu alata. Kalupni čelik je izraz koji se često koristi za određene sorte alatnog čelika koje su posebno pogodne za izradu kalupa. U osnovi, svi kalupni čelici su alatni čelici, ali nisu svi alatni čelici optimizirani za izradu kalupa. Kalupni čelici biraju se zbog njihove specifične kombinacije visoke tvrdoće, otpornosti na habanje, žilavosti i, u slučaju kalupa za toplu obradu, termičke stabilnosti.