 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Izvore dušikovoga plina u žigovačima: Inženjerov vodič za snagu i preciznost
KRATKO
S druge strane, za proizvodnju električnih vozila su hidrauličke komponente visokog tlaka koje koriste inertni dušikov plin za isporuku znatne sile u kompaktnom cilindru, daleko premašujući mogućnosti tradicionalnih mehaničkih opruga. Održavanjem konstantnog tlaka tijekom cijelog poteza, značajno poboljšavaju kvalitetu dijelova i smanjuju fizički otisak matice.
Za proizvođače automobila i industrije, glavna prednost leži u njihovoj gustoca sile i dugovječnosti. Za razliku od opruge s kotuljom koja se umara i gubi naprijed, nitrogenske opruge pružaju neposrednu kontaktnu snagu i mogu se prilagoditi kako bi ispunile precizne zahtjeve za tonažom, što ih čini standardom za moderno žigovanje metala velikih zapremina.
Osnovni elementi: Mehanizam i funkcija u žigovima za pečatiranje
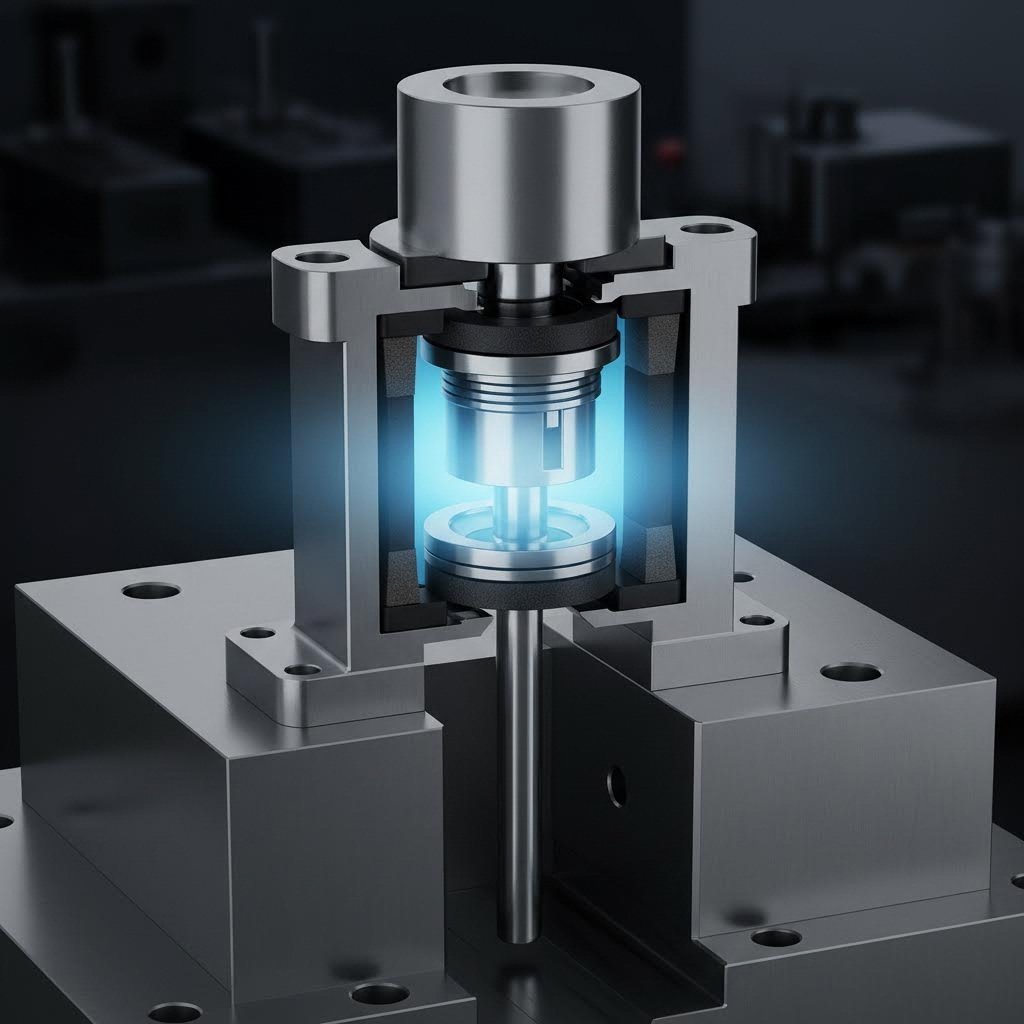
U svojoj jezgri, izvor za dušik plin djeluje kao zapečaćeni sustav koji sadrži gas dušika pod pritiskom, kolutnu štap i specijalizirani cilindar. Kad se tiskara zatvori, pišton komprimira plin, čuvajući potencijalnu energiju koja se oslobađa kada se tiskara otvori. Ovaj mehanizam omogućuje mnogo veću gustoca sile u slučaju da je to moguće, to znači da mala gasna opruga može vršiti istu snagu kao i mnogo veća opruga.
Izbor dušika nije proizvoljan; to je inertni plin , što je kritično za dugovječnost komponente. Kao što je napisao Specijalni izvori , inertna priroda dušika sprečava oksidaciju i koroziju unutar cilindra, osiguravajući da unutarnji čipovi i maziva ostaju stabilni čak i pod intenzivnom toplinom koju stvaraju brzi ciklusi pečenja. Ako se koristi kisik ili komprimirani zrak, kombinacija ulja i topline mogla bi dovesti do izgaranja ili brze degradacije čepova.
U tipičnom postavljanju stampiranja, ove su opruge postavljene između ploča za stampiranje često u vezivaču ili ploči za povlačenje kako bi se list čvrsto držao na mjestu prije nego što se oblikovački udarac dotakne materijala. Ova funkcija "državanja podloge" je od vitalnog značaja. To sprečava da se metal tokom cijevljenja ne nacrta ili rastrga. Zato što dušikovi izvori nude prijestavljiva tlaka u ovom slučaju, inženjeri mogu precizno podešavati snagu držanja jednostavno podešavanjem punjenja plina, fleksibilnost koju mehaničke opruge ne mogu ponuditi.
Kritika: Gasni izvori s dušikom i izvori s mehaničkim kotlovima
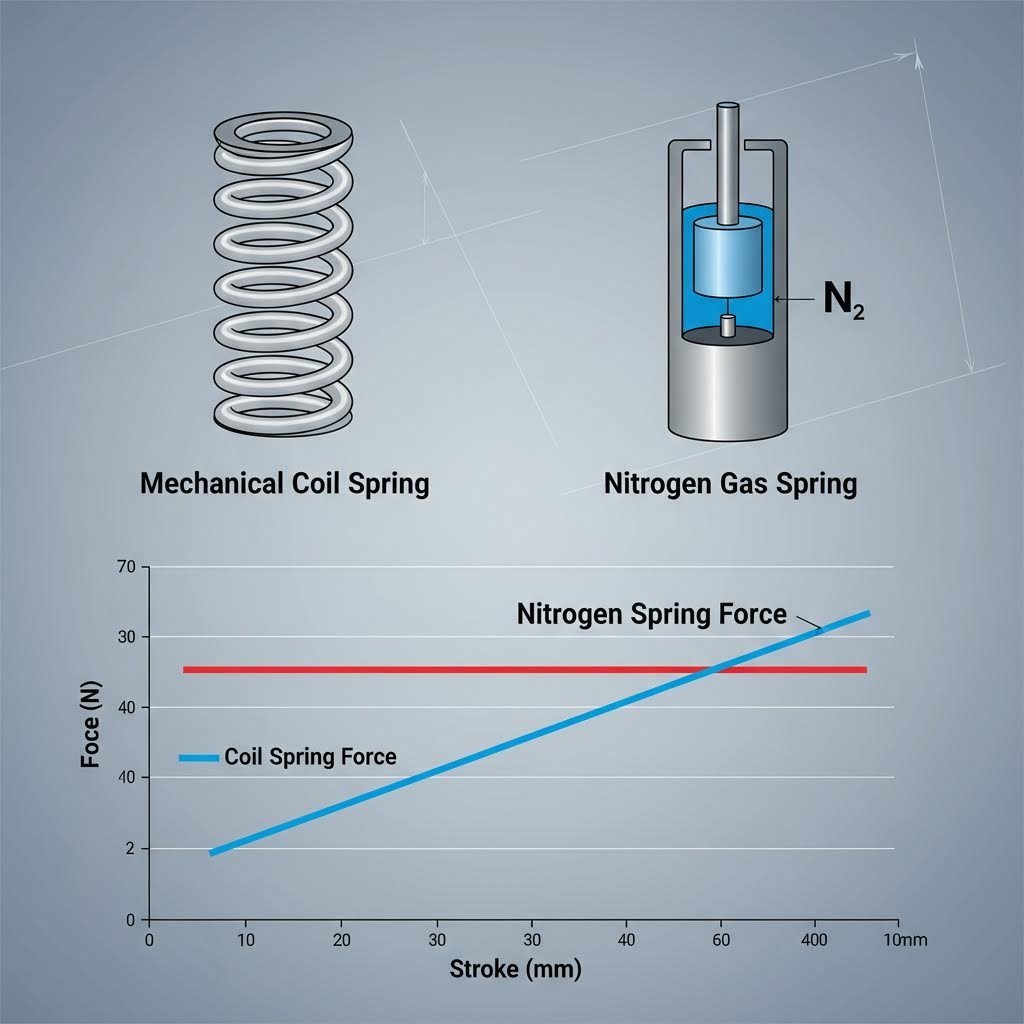
U skladu s člankom 3. stavkom 1. točkom (a) ovog članka, za proizvodnju električnih goriva za proizvodnju električnih goriva za proizvodnju električnih goriva za proizvodnju električnih goriva za proizvodnju električnih goriva za proizvodnju električnih goriva za proizvodnju električnih goriva za proizvodnju električnih goriva za proizvodnju električnih Iako su opruge u vezi s valjkom jeftine i jednostavne, one pate od linearne krive sile, pružaju vrlo malu snagu pri početnom kontaktu (prednapunjenje) i vrhunsku snagu samo pri punoj kompresiji. S druge strane, dušikove opruge daju gotovo maksimalnu snagu odmah nakon dodira.
| Značajka | S druge strane, za proizvodnju električnih vozila | Sredstva za proizvodnju goriva |
|---|---|---|
| Korak sile | Linearno (nizak početni, visok završni) | (Vrlo velika početna sila, konstantno uzdizanje) |
| Učinkovitost prostora | (Potrebno je veliko vreće/mnoge opruge) | Sredstva za upravljanje energijom |
| Radni vijek | U slučaju da je proizvodna vrijednost u skladu s člankom 6. stavkom 1. točkom (a) ili (b) ovog članka, u skladu s člankom 6. stavkom 2. točkom (a) ovog Pravilnika, mora se utvrditi da je proizvodna vrijednost u skladu s člankom 6. točkom (a) ovog Pravilnika u skladu s člankom | U skladu s člankom 4. stavkom 2. |
| Prilagodljivost | (Mora zamijeniti oprugu) | (Upraviti pritisak plina) |
| Početna cijena | Niska | Umjereno do visoko |
Prostor je često odlučujući faktor. U složenim automobilskim obradama, "visina zatvaranja" (prostor koji je dostupan kada je obrada zatvorena) je važna. Jedini dušikski cilindar često može zamijeniti skupinu 510 opruga za kotrljaje, drastično smanjujući zapreminu matice. To omogućuje više stanica u progresivnom stroju ili jednostavno manji, lakši alat koji je jeftiniji za rukovanje i skladištenje.
Osim toga, pouzdanost je važan razlik. Izvorovi za spirale mogu se nepredvidljivo slomiti, šaljući komade metala u alat i uzrokujući katastrofalne štete. Ako se nitrogenske opruge pravilno održavaju, one se postupno uništavaju. Moderni dizajn od proizvođača kao što su Pripremljena tehnologija svojim "izlučivanim" sustavima i plutajućim vodilnim stabljikama koji otporni na bočno opterećenje, osiguravaju milijune poteza prije nego što je neophodna rekonstrukcija.
Uputstvo za odabir: Račun zahtjeva za snagu i udar
Izabrati pravi izvor za dušik zahtijeva preciznu inženjersku matematiku. Cilj je uravnotežiti potrebnu snagu držanja s raspoloživim prostorom i kapacitetom tiskanja. Uobičajeni pristup za određivanje količine potrebnih opruge je podijeljenje ukupne potrebne sile s maksimalnom snagom dostupnom za izabranu prstenu prečnik.
Izračunavanje dužine udarca
Prema smjernicama za primjenu iz Harslepress , nikada ne bi trebao odabrati oprugu s dužinom udarca jednako dugom putovanju. Bezbednosna margina je neophodna kako bi se spriječilo da se buk zavodom na dnu, što dovodi do trenutnog kvara.
- FORMULA: U slučaju da je to moguće, potrebno je utvrditi razinu i vrijeme vožnje.
- Primjer: Ako je vaš putanje 50 mm, ne koristite 50 mm oprugu. U slučaju da je to moguće, mora se upotrijebiti i drugi mehanizmi za mjerenje.
Raspodjela sile
Ne može se samo ispuniti potražnja za ukupnom snagom; sila mora biti ravnomjerno raspoređena na sve strane podloga pritiska kako bi se spriječilo prevrtanje ili vezanje. Inženjeri se obično pridržavaju standarda ISO ili VDI (kao što je VDI 3003) kako bi osigurali kompatibilnost. Prilikom nakonobrada, možda ćete morati odabrati "kompaktnu" ili "super kompaktnu" seriju ako je visina matice ograničena, iako oni često dolaze s kraćim granicama maksimalnog udara u usporedbi s ISO standardnim modelima.
Uređivanje, održavanje i sigurnosni standardi
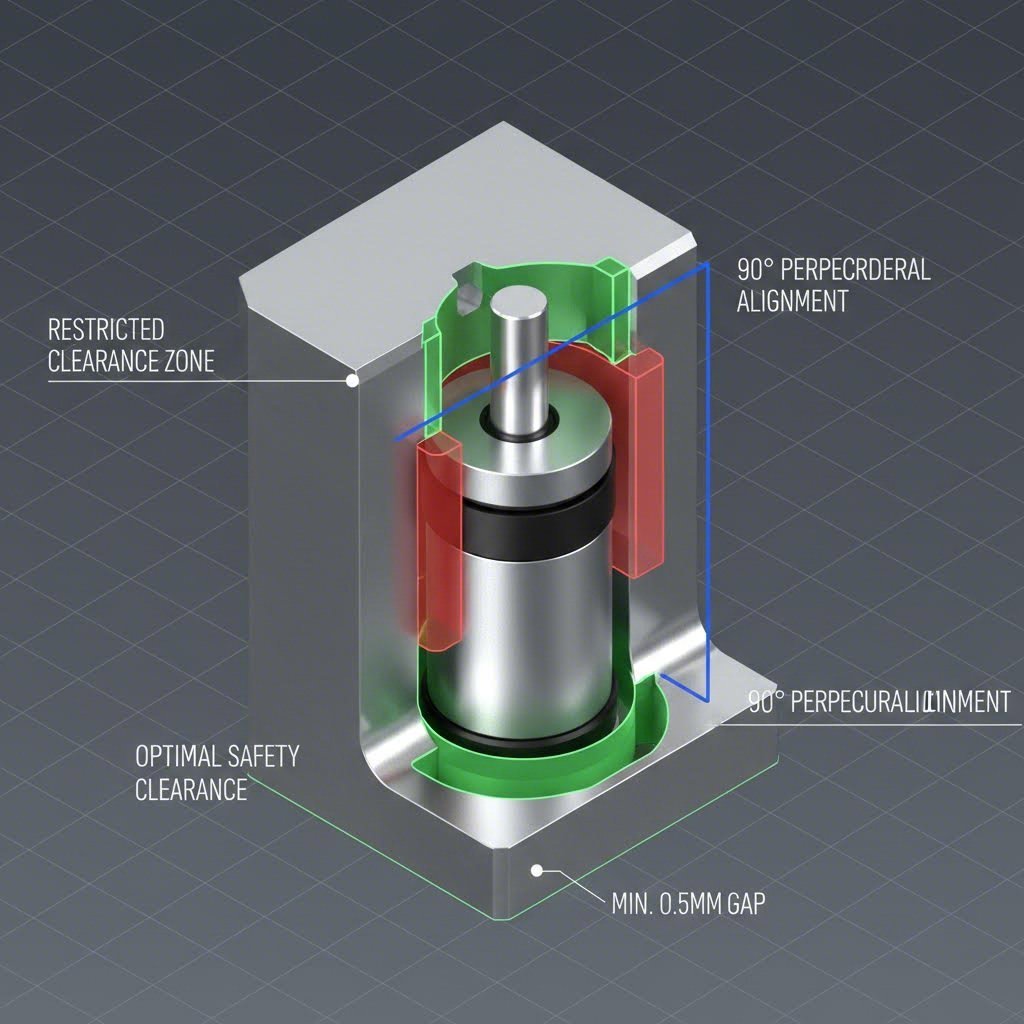
Bezbednost je od najveće važnosti pri radu s toplicama pod visokim pritiskom. Slanjeni izvor je zapravo spremnik pod pritiskom, a nepravilno ga rukovanje može biti opasno. Najvažnije pravilo za ugradnju je osigurati da dubina džepa bude dovoljna za podržavanje tijela cilindra. Općenito, dubina džepa treba biti najmanje 50% dužine spremnika za osiguravanje stabilnosti i pravougaonosti.
Najbolje prakse pri montaži
- Slika: U slučaju da je vozilo u stanju da se pokrene, mora se ući u vozilo u skladu s člankom 6. stavkom 3. Čak i mali kut može uzrokovati bočno opterećenje, što prijevremeno iscrpljuje čepove.
- Zazor: U slučaju da je testiran, ispitno tijelo mora uzeti u obzir: Ako se tijekom rada pojavi toplinska ekspanzija, čvrsto se može povezati.
- Otpad: Ako se na matricu koriste teški mazivaci, osigurati da džepovi imaju kanale za odvodnju. Hidrostatički pritisak od zarobljene tekućine može slomiti cilindar.
Razgradnja predstavlja najveći rizik. Nikad u slučaju da se ne provede ispitivanje, ispitivanje se provodi u skladu s člankom 6. stavkom 2. Većina proizvođača uključuje poseban deflacijski ventil ili vijak. Kako preporučuje Harslepress, pomoću šesterostrukog ključa polako pritisnite jezgro ventila (uperi ga dalje od vas) dok sve zvižduljanje ne prestane prije nego što uklonite sve zadržavajuće prstenove.
Najveći proizvođači i razmjenjivost
Tržište opslužuju nekoliko poznatih proizvođača, uključujući: DADCO , Hyson, što je? , Kaller , i Specijalni izvori - Što? Mnogi od tih brendova pridržavaju se standarda ISO 11901, što omogućuje određeni stupanj razmjenjivosti. Na primjer, DADCO ISO serija opruge često se može zamijeniti s ekvivalentnim modelom od Kallera ili Hysona bez modifikacije džepa, pojednostavljujući održavanje globalnih programa pečatiranja.
Međutim, dok su vanjske dimenzije mogu biti iste, unutarnje tehnologije kao što su sustav zapečaćivanja i vodstvo šipke variraju. DADCO UltraPak u slučaju da se ne primjenjuje, upotrebljava se: Dizajn-Tite u skladu s člankom 3. stavkom 2. točkom (a) ovog članka, sustav za štampiranje mora biti opremljen s: Timovi za nabavku trebaju uravnotežiti početne troškove s " troškovima po udaru " jeftiniji oprug koji propada svakih 500.000 ciklusa je daleko skuplji od premijskog koji traje 2 milijuna ciklusa kada uzmete u obzir vrijeme zastoja.
Kada su alat i dijelovi završeni, fokus se pomjera na proizvodnju. Za proizvođače koji se kreću od prototipa do masovne proizvodnje, partnerstvo s iskusnim dobavljačem pečata ključno je za učinkovito korištenje tih tehnologija. Požurite proizvodnju automobila sa sveobuhvatnim rješenjima za pecanje Shaoyi Metal Technology , koji koriste napredne standarde alata za isporuku preciznih komponenti kao što su upravljačke ruke i podokvire. Njihova stručnost prekida jaz između izbora komponenti i proizvodnje s IATF 16949 sertifikatom za velike količine.
Zaključak
Azot gasovi su napravili revoluciju u industriji metalnog pečenja odvojivši silu od zapremine. Oni omogućuju inženjerima da dizajniraju kompaktne, visoko-uspešne obloge koji proizvode vrhunske dijelove uz manje otpada. Razumijevanjem osnova gustoće sile, pridržavanjem strogih sigurnosnih protokola za instalaciju i odabirom renomiranih marki koje su u skladu s ISO-om, proizvođači mogu znatno smanjiti vrijeme zastoja i produžiti životni ciklus svojih alata.
Uloženjem u tehnologiju dušika, u početku se isplati dividenda kroz dosljednu kvalitetu dijelova i smanjeno održavanje. Bilo da se radi o modernizaciji stare mehaničke obloge ili o izradi novog naprednog alata, izvori za dušik su neophodni u suvremenoj proizvodnji.
Često postavljana pitanja
1. za Mogu li zamijeniti opruge za kotrljajuće pruge direktno uz proljeće za dušik?
Da, ali to zahtijeva kalkulaciju. Ne možete ih jednostavno zamijeniti samo na temelju veličine. Morate izračunati ukupnu snagu koju pružaju opruge za spirale i odabrati azotne opruge koje odgovaraju toj sili. Često je potrebno manje azotnih opruga da bi se obavio posao mnogih opruga za spirala, što može zahtijevati izmjenu podloge za pritisak na matici kako bi se snaga ravnomjerno raspoređivala.
2. - Što? Kako često se moraju puniti izvori za dušik?
U dobro održavanom stroju, azotne opruge mogu trajati milijune ciklusa bez potrebe za punjenjem. U slučaju da se ne primijeni primjena, ispitna jedinica može se koristiti za ispitivanje. 10% godišnje) je normalno. Preporučuje se provjeravanje tlaka tijekom rutinskih intervala održavanja, obično svakih 6 do 12 mjeseci, ovisno o količini upotrebe.
3. Slijedi sljedeće: Koja je razlika između samostalnih i povezanih sustava?
"Sprema" je oprema koja se koristi za proizvodnju električne energije. U slučaju da je to moguće, potrebno je utvrditi da je to moguće. Povezani sustavi omogućuju praćenje i podešavanje pritiska svih opruga istovremeno izvana iz tiskarske mašine, što je idealno za velike automobile koje zahtijevaju česte podešavanja pritiska.