 Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —
Male količine, visoki standardi. Naša usluga brzog prototipiranja čini potvrdu bržom i lakošću —

Bitne metode popravka automobilskih alata za vrhunsku učinkovitost
KRATKO
Metode popravka alata u automobilskoj industriji obuhvaćaju niz aktivnosti, od proaktivnog, preventivnog održavanja do reaktivnih, složenih popravaka. Osnovni princip je sistematski pregled, čišćenje, oštrienje i optimizacija alata kako bi se spriječili kvarovi. Kada dođe do oštećenja, koriste se metode poput preciznog brušenja, laserskog zavarivanja i zamjene komponenti kako bi se vratila funkcionalnost, osiguravajući maksimalnu produktivnost i dosljedan kvalitet dijelova u proizvodnji.
Razumijevanje održavanja alata naspram popravke alata
U svijetu automobilske proizvodnje, izrazi 'održavanje alata' i 'popravka alata' često se koriste naizmjenično, ali predstavljaju suštinski različite filozofije i prakse. Razumijevanje ove razlike je prvi korak ka stvaranju robusnog sustava koji minimizira vrijeme nedostatka rada i maksimalizira vijek trajanja ključne alatne opreme. Jedan pristup je proaktivan i planiran, dok je drugi reaktivan i često hitan.
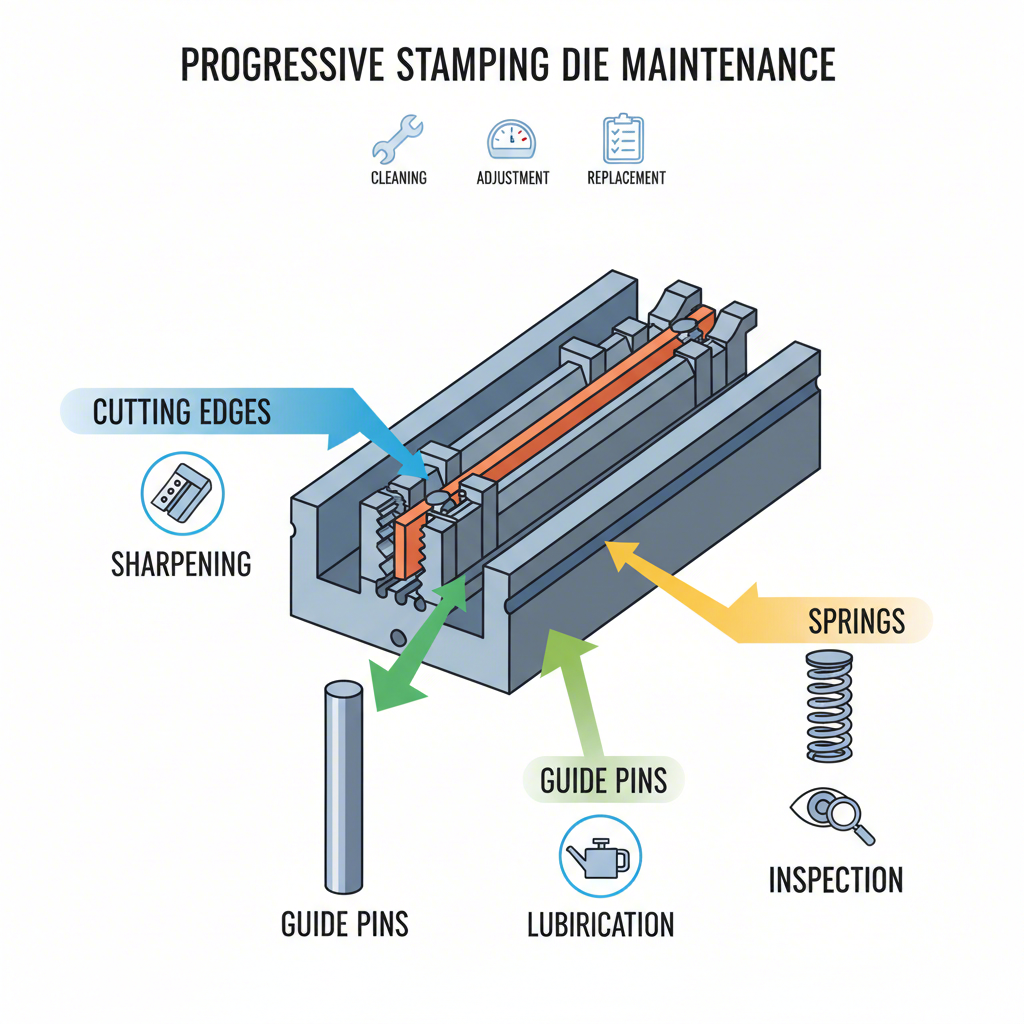
Održavanje alata je sistematski, preventivni pristup. Njegov primarni cilj je spriječiti probleme prije nego što nastanu. Kao što stručnjaci ističu, ovo uključuje redovne, planirane aktivnosti poput oštrenja reznih dijelova, čišćenja alata, provjere labavih komponenti kao što su vodilice ili vijci te zamjene dijelova poput opruga prije nego što dođu do točke kvara. Cilj je držati alat u okviru optimalnih radnih parametara, osiguravajući dosljednu kvalitetu proizvedenih dijelova i sprječavajući neočekivane prekide u proizvodnji. Dobro proveden program održavanja ključna je osnova učinkovite proizvodnje, izravno doprinoseći poboljšanoj pouzdanosti opreme i smanjenju troškova povezanih s otpadom i greškama.
Popravak kalupa, s druge strane, je reaktivni proces. Dogodi se kada je kalup već prestao funkcionirati ili proizvodi dijelove izvan specifikacije. To može uključivati popravak puknutog dijela kalupa, zavarivanje oštećene površine nakon kvarа komponente ili rješavanje ozbiljnog zagrijavanja. Iako je nužan, prevelika ovisnost o popravcima ukazuje na temeljne probleme u dizajnu, postavljanju ili samom programu održavanja. Učestali popravci su skupi, ne samo zbog troškova rada i materijala, već i zbog gubitka vremena rada prese te kašnjenja u proizvodnji. Proizvodna operacija koja se stalno nalazi u 'režimu popravka' često se suočava s neučinkovitosti i nepredvidivim rezultatima.
Kako bi se bolje ilustrirale strategijske razlike, razmotrite sljedeću usporedbu:
| Aspekt | Održavanje alata | Popravak kalupa |
|---|---|---|
| Vrijeme | Proaktivno i planirano | Reaktivno i vanplanirano |
| Vrata | Sprječavanje kvara, osiguravanje kvalitete | Vraćanje funkcionalnosti nakon kvara |
| Trošak | Niži, predvidljivi operativni troškovi | Veći, nepredvidljivi hitni troškovi |
| Utjecaj na proizvodnju | Minimizira poremećaje | Uzrokuje značajno vrijeme nedostupnosti |
| Tipične aktivnosti | Čišćenje, oštrenje, pregled, podmazivanje | Zavarivanje, brušenje pukotina, zamjena slomljenih dijelova |
Konačno, uspješan pogon daje prednost održavanju kako bi se smanjila potreba za popravkom. Uvođenjem stroge preventivne održavanja, proizvođači mogu prepoznati i riješiti habanje prije nego što dovede do katastrofalnog kvara. Ovaj pristup temeljen na podacima, koji se često upravlja putem formalnog sistema radnih naloga , pretvara radionicu alata iz reaktivne jedinice za gašenje požara u proaktivnu snagu za kvalitetu i produktivnost.
Osnovne metode za popravak i održavanje alata
Kompleksan program održavanja alata temelji se na nekoliko osnovnih metoda koje rješavaju najčešće uzroke habanja i kvarova. Kada se ove tehnike pravilno i dosljedno primjenjuju, čine osnovu preventivnog održavanja i manjih popravaka. Oni osiguravaju da alati ostanu oštri, ispravno poravnati i slobodni od onečišćenja koja mogu uzrokovati oštećenja ili greške na dijelovima.
Oštrienje je jedna od najvažnijih zadaća održavanja. Tijekom vremena, rezni rubovi i površine probojnika matrice prirodno se tupi, što uzrokuje nastanak žuljeva na probijenim dijelovima te povećani napon na alatu i preši. Ispravno oštrienje uključuje više od jednostavnog brušenja površine. Zahtijeva korištenje odgovarajuće vrste brusnog kamena za specifični čelik alata kako bi se spriječilo pregrijavanje, koje može omekšati metal i uzrokovati pukotine. Osim toga, ključno je izvesti ispravan kut kosine — kut na reznim dijelovima — kako bi se smanjila rezna sila, smanjio udarni učinak i produljio vijek trajanja matrice i preše.
Kalibriranje je još jedna ključna tehnika koja se koristi za održavanje točnog vremenskog taktiranja i poravnanja dijelova alata. Kalibri su tanke metalne pločice postavljene ispod dijelova alata kako bi se prilagodila njihova visina. Međutim, ovo se mora pažljivo izvoditi. Korištenje previše tankih kalibra može stvoriti 'sprženi' efekt, omogućujući neželjeno pomjeranje koje može dovesti do nesuglasnosti kvalitete proizvedenih dijelova. Najbolja praksa je korištenje manjeg broja debljih kalibra kad god je to moguće. Tijekom ovog procesa ključno je osigurati da svi kalibri budu bez žuljeva i da postoji odgovarajući razmak za vijke, osovinice i otvore za otpadnu strugu kako bi se spriječio međusobni utjecaj.
Uređena rutina čišćenja i inspekcije je bez sumnje najvažnija preventivna mjera. Redovita inspekcija omogućuje tehničarima da uoče potencijalne probleme prije nego što eskaliraju u veće popravke. Temeljit proces uključuje nekoliko ključnih koraka:
- Provjerite labave spojne elemente: Sustavno provjerite da su svi vijci i osi čvrsto stegnuti i na svom mjestu. Labavi dio može dovesti do nepravilnog poravnanja i katastrofalnog oštećenja alata.
- Provjerite habanje i oštećenja: Potražite znakove zalepljivanja (oblik habanja uzrokovano prianjanjem između kliznih površina), kao i oštećene ili puknute dijelove alata koji bi mogli trebati zamijeniti.
- Ispitajte opruge i komponente: Provjerite ima li slomljenih opruga i zamijenite ih ako su na kraju predviđenog vijeka trajanja. Osigurajte da su svi reznici čvrsto učvršćeni u svojim držačima.
- Očistite i podmazite: Uklonite sav otpad, čepiće i nataložene maziva s alata. Nakon čišćenja, podmažite sve potrebne spojne površine kako biste osigurali glatko funkcioniranje.
Alati potrebni za obavljanje ovih zadataka mogu varirati od osnovnih do specijaliziranih. Tipični alatni komplet za održavanje alata uključivao bi:
- Precizne brušilice (odabrane za određeni čelik alata)
- Uljaricu i dijamantne ratne za finu obradu
- Alati za precizna mjerenja poput šestara i mikrometara
- Ključevi za moment zatezanja kako bi se osiguralo pritezanje spojki prema specifikaciji
- Sredstva za čišćenje i odgovarajući podmazivači
Ovladavanjem ovih osnovnih metoda, radionica za kalupe može znatno smanjiti učestalost velikih popravaka, produljiti vijek trajanja alata te osigurati dosljednu proizvodnju visokokvalitetnih automobilskih dijelova.
Napredne i brze tehnike popravka
Iako redovito održavanje može spriječiti mnoge probleme, neke vrste habanja ili oštećenja zahtijevaju naprednije tehnološke intervencije. Za složene kalupe za auto ploče, gdje je preciznost od ključne važnosti, a prestanak rada iznimno skup, nužne su napredne i brze tehnike popravka. Ove metode idu dalje od tradicionalnog brušenja i podmicanja, koristeći sofisticiranu tehnologiju za obnovu izvornih geometrije i svojstava površine kalupa s izvanrednom točnošću.
Jedna od najučinkovitijih modernih metoda je **zavarivanje ili oblaganje laserom**. Ova tehnika koristi laserski snop visoke energije kako bi stopila punilo (najčešće prah slitine ili žica) na oštećenom ili istrošenom dijelu kalupa. Postupak stvara gusto, metalurški povezano sloj popravka koji je iznimno jak i izdržljiv. Glavna prednost laserskog zavarivanja je minimalna zona termičkog utjecaja (HAZ). Za razliku od tradicionalnog zavarivanja, koje može zagrijati veliko područje i uzrokovati izobličenje cijelog dijela kalupa, laser usmjerava intenzivnu energiju na vrlo malu točku. Ova preciznost omogućuje popravke složenih detalja bez ugrožavanja integriteta okolnog alatnog čelika.
Druga metoda visoke preciznosti je **obrada električnim pražnjenjem (EDM)**. EDM se često koristi za popravak oštećenja, pukotina ili drugih lokalnih nedostataka s kirurškom preciznošću. Postupak koristi električne varnice za eroziju metala, što omogućuje tehničaru uklanjanje oštećenog materijala ili dodavanje novog materijala putem mikro-EDM prevlake. Kao i kod laserskog zavarivanja, EDM ima vrlo malu zonu utjecaja topline, zbog čega je idealan za popravak alata visoke preciznosti gdje je održavanje dimenzionalne stabilnosti kritično.
Osim popravka geometrije, jednako važno je obnoviti površinska svojstva kalupa. Upravo tu dolaze do izražaja tehnike **inženjerstva i kaljenja površina**. Ako je površina kalupa izgubila tvrdoću zbog habanja, može se obnoviti postupcima poput ponovnog kaljenja ili žarenja. Za još veću izdržljivost mogu se nanijeti napredne površinske prevlake. Prevlike metodom fizičke taloženja iz pare (PVD), kao što su titan nitrid (TiN) ili krom nitrid (CrN), stvaraju izuzetno tvrdu, niskofrikcijsku sloj na površini kalupa. To ne samo da poboljšava otpornost na habanje, već može poboljšati i tok materijala tijekom procesa utiskivanja, znatno produljujući vijek trajanja kalupa. Vodeći proizvođači u autoindustriji često se oslanjaju na partnere s dubokim stručnim znanjem u ovim područjima. Na primjer, stručnjaci poput Shaoyi (Ningbo) Metal Technology Co., Ltd. iskorištava napredne tehnologije i precizno inženjerstvo za proizvodnju visokokvalitetnih posebnih alata za automobilsku utiskivanje, pri čemu su principi popravka i održavanja ključni za postizanje potrebne dugotrajnosti i učinkovitosti za OEM-e i dobavljače prvog nivoa.
Odabir odgovarajuće napredne tehnike ovisi o specifičnom problemu. Tvrtka može odabrati lasersko zavarivanje za popravak dijela alata s velikim trošenjem, nakon čega slijedi precizna NC (Numerička kontrola) obrada kako bi se obnovila točna geometrija. Odluka o ulaganju u ove tehnologije umjesto u tradicionalne metode često ovisi o faktorima poput složenosti alata, volumena proizvodnje i ogromnih troškova neplaniranog prestanka rada.

Uloga i odgovornosti stručnjaka za održavanje alata
Iza svakog dobro održavanog alata i uspješnog proizvodnog ciklusa nalazi se stručnjak za održavanje alata. Ova uloga, koja se često naziva Izrada alata i kalupa ili Tehničar za održavanje kalupa, ključna je za čitav proizvodni ekosustav. Ti stručnjaci nisu jednostavno mehaničari; oni su visoko kvalificirani obrtnici koji kombiniraju mehaničke sposobnosti s dubokim razumijevanjem metalurgije, precizne obrade i samog procesa utiskivanja. Njihova stručnost izravno utječe na učinkovitost proizvodnje, kvalitetu dijelova i poslovnu rentabilnost.
Osnovne odgovornosti tehničara za održavanje alata su višestruke. Njegova glavna dužnost je izvođenje planiranog preventivnog održavanja i provedba potrebnih popravaka alata. To uključuje otklanjanje poteškoća koje nastanu tijekom proizvodnje, dijagnosticiranje uzroka problema — bilo da je riječ o tupom proboju, neispravno poravnatom komponenti ili istrošenom oblikovanom dijelu — te izvođenje odgovarajućeg popravka. Oni koriste širok spektar specijaliziranih alata, od precizijskih brušilica i glodalica do napredne dijagnostičke opreme, kako bi osigurali da svaki dio alata funkcionira kako je predviđeno.
Tipičan dan stručnjaka za održavanje alata uključuje različite zadatke. Mogu započeti pregledom radnih naloga s prethodne smjene kako bi prioritetirali svoj posao. To može podrazumijevati pažljivo rastavljanje alata, oštriti sve njegove reznе dijelove, podešavanje komponenti kako bi se vratilo ispravno vrijeme i ponovno sastavljanje za sljedeću seriju. Također su odgovorni za dokumentiranje svih obavljenih radnji, što stvara vrijednu povijest koja se može koristiti za predviđanje budućih potreba za održavanjem i identifikaciju ponavljajućih problema koji mogu ukazivati na nedostatak u dizajnu alata.
Postati vješt tehničar za održavanje alata zahtijeva poseban skup vještina. Ključne osobine uključuju:
- Mehanička sposobnost: Intuitivno razumijevanje načina rada mehaničkih sustava je osnovno.
- Pažnja na detalje: Posao je precizan, često se bavi tolerancijama izmjerene u tisućinkama inča. Mala pogreška može dovesti do velikih problema u proizvodnji.
- Vještine rješavanja problema: Tehničari moraju biti u mogućnosti analizirati problem, prepoznati njegov temeljni uzrok i osmisliti učinkovito rješenje, često pod pritiskom.
- Vještina rada s alatima: Vladanje ručnim alatima i naprednom opremom, uključujući brušilice, tokarilice i ponekad CNC strojeve, nužno je.
Često postavljana pitanja
1. Što je popravak kalupa?
Popravak kalupa uključuje održavanje i popravak kalupa, specijaliziranih alata koji se koriste u proizvodnji za rezanje ili oblikovanje materijala. Obveze osobe za popravak kalupa uključuju otklanjanje poteškoća koje nastanu tijekom proizvodnje, dijagnosticiranje uzroka greške ili kvara te korištenje odgovarajućih alata i metoda za vraćanje kalupa u ispravno radno stanje.
2. Što radi tehničar za održavanje kalupa?
Tehničar za održavanje kalupa stručnjak je zadužen za izradu i održavanje tehničkih alata koji se koriste za proizvodnju komponenata. Njegov posao uključuje planirano preventivno održavanje, kao što su čišćenje i oštrienje, te izvođenje složenih popravaka kako bi se osiguralo ispravno funkcioniranje kalupa, visokokvalitetna proizvodnja dijelova i dug vijek trajanja.
3. Što je održavanje alata i kalupa?
Održavanje alata i kalupa je sustavan proces njihove njege kako bi se osigurala njihova dugovječnost i učinkovitost. Uključuje redovne aktivnosti poput provjere habanja, čišćenja dijelova, podmazivanja pokretnih elemenata, oštrenja reznih bridova te zamjene istrošenih ili oštećenih dijelova. Cilj održavanja kalupa je spriječiti neočekivane kvarove i održavati kontinuitet te kvalitetu proizvodnje.