 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Le service d’usinage CNC en ligne décrypté : du devis à la pièce finie
En quoi l'usinage CNC en ligne se distingue-t-il des ateliers mécaniques traditionnels ?
Imaginez téléverser un fichier CAO à minuit et vous réveiller le lendemain matin avec un devis détaillé dans votre boîte de réception. Voilà la réalité d’un service d'usinage CNC en ligne — une approche centrée sur le numérique qui a profondément transformé la manière dont les ingénieurs, les concepteurs et les développeurs de produits accèdent à la fabrication de précision.
Les ateliers mécaniques traditionnels fonctionnent selon un rythme bien connu : appels téléphoniques, échanges par courriel, consultations en personne et devis qui peuvent prendre plusieurs jours, voire plusieurs semaines, à être établis. Vous nouez des relations avec des tourneurs-fraiseurs locaux, discutez des spécifications directement au comptoir et vous demandez souvent si les prix proposés sont concurrentiels. Bien que cette approche pratique présente certains avantages, elle crée des obstacles — notamment lorsque vous êtes pressé par un délai ou que vous vous trouvez loin de prestataires de services CNC de qualité.
Un service en ligne de CN, en inversant entièrement ce modèle. Ces plateformes numériques vous relient directement à des réseaux de fabricants certifiés via une seule interface, éliminant ainsi les limites géographiques liées à la recherche de « CN à proximité » et les échanges chronophages propres aux processus traditionnels de demande de devis.
Du fichier CAO à la pièce finie en quelques jours
Le flux de travail est remarquablement simple. Vous téléversez vos fichiers de conception — généralement au format STEP ou IGES — et des algorithmes basés sur l’intelligence artificielle analysent immédiatement la géométrie de votre pièce. En quelques secondes, vous recevez des devis d’usinage en ligne qui prennent en compte le choix du matériau, les tolérances, les finitions de surface et la complexité de la production. Selon InstaWerk, ces algorithmes comparent votre composant à des bases de données contenant des centaines de milliers de pièces déjà fabriquées afin de générer instantanément un prix précis.
Cette rapidité est cruciale. Les développeurs matériels savent que les produits physiques doivent être validés par l’expérimentation, et non pas uniquement par simulation. Plus vite vous recevez des pièces entre vos mains, plus vite vous pouvez itérer, tester et affiner vos conceptions.
Comment les plateformes numériques ont transformé l’accès à la fabrication
L’infrastructure technologique qui permet cette transformation associe plusieurs éléments :
- Moteurs de devis instantanés qui éliminent des jours d’attente pour obtenir un devis CNC en ligne
- Rétroaction automatisée sur la conception qui détecte les problèmes de fabricabilité avant la production
- Systèmes de gestion des commandes qui acheminent les commandes vers des fabricants spécialisés au sein de vastes réseaux de fournisseurs
- Suivi en direct qui vous tiennent informé tout au long de la production
Ces plateformes exploitent leur pouvoir d’achat en regroupant les commandes et en attribuant les travaux à des partenaires spécialisés en usinage CNC. Une pièce tournée en titane est confiée à des fabricants experts dans le titane ; un composant aluminium complexe à 5 axes est acheminé vers des ateliers disposant précisément de cette expertise. Le résultat ? Une qualité constante, des prix compétitifs et un accès à des capacités qui pourraient ne pas exister dans votre région.
Pour les développeurs de produits, cela signifie se concentrer sur la conception plutôt que de passer des heures à préparer des lots de données, à contacter les fabricants par courriel et à attendre plusieurs jours des réponses. Le processus fastidieux de comparaison des devis en termes de délais de livraison et de coûts ne prend plus que quelques minutes, et non plus plusieurs semaines.
Comprendre l'usinage CNC par fraisage, tournage et usinage multiaxe
Vous avez donc téléchargé votre fichier CAO et obtenu un devis instantané — mais comment savoir quel procédé d’usinage convient le mieux à votre pièce ? Comprendre la différence entre le fraisage CNC, le tournage CNC et des méthodes spécialisées telles que l’usinage par électro-érosion (EDM) vous aide à prendre des décisions plus éclairées concernant le coût, le délai de livraison et la qualité de la pièce. Examinons chaque procédé en termes simples.
Le fraisage CNC expliqué simplement
Imaginez un outil de coupe en rotation se déplace sur une pièce fixe, en enlevant le matériau couche par couche. Voilà ce qu’est l’usinage CNC en résumé. La machine de découpe CNC utilise des outils à multiples points — fraises cylindriques, fraises frontales ou fraises à nez sphérique — pour créer des surfaces planes, des poches, des rainures et des contours 3D complexes.
Ce qui rend le fraisage si polyvalent, c’est sa capacité à se déplacer selon plusieurs axes. Voici comment les capacités se répartissent :
- usinage 3 axes : L’outil se déplace selon les axes X (gauche-droite), Y (avant-arrière) et Z (haut-bas). Idéal pour les géométries simples — supports, boîtiers et panneaux plats. Selon Xometry, ces machines sont économiques et nécessitent une formation minimale, ce qui les rend parfaites pour les pièces simples.
- fraisage 4 axes : Ajoute une rotation autour d’un axe, permettant d’usiner des caractéristiques sur plusieurs faces sans repositionner manuellement la pièce.
- services d’usinage CNC à 5 axes : L'outil peut s'approcher de votre pièce sous pratiquement n'importe quel angle, permettant ainsi de réaliser des contours complexes, des dégagements et des surfaces sculptées lisses en une seule configuration. Ces machines excellent dans la fabrication de composants aéronautiques, d'implants médicaux et de cavités de moules.
Le compromis ? Plus d'axes signifient des coûts plus élevés pour la machine et une complexité accrue de la programmation. Une machine à 3 axes peut coûter entre 25 000 $ et 50 000 $, tandis qu'un équipement à 5 axes peut varier de 80 000 $ à plus de 500 000 $. Toutefois, pour les pièces complexes, l'usinage à 5 axes réduit souvent le coût total en éliminant plusieurs configurations et en améliorant la précision.
Applications idéales pour les pièces usinées CNC :
- Boîtiers et carter comportant des logements et des éléments de fixation
- Supports et composants structurels percés sur plusieurs faces
- Cavités de moules nécessitant des surfaces lisses et profilées
- Pièces prototypes présentant une géométrie 3D complexe
Lorsque le tournage l’emporte sur le fraisage
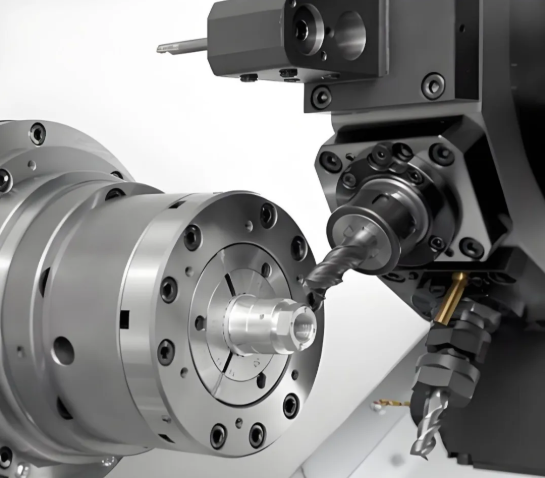
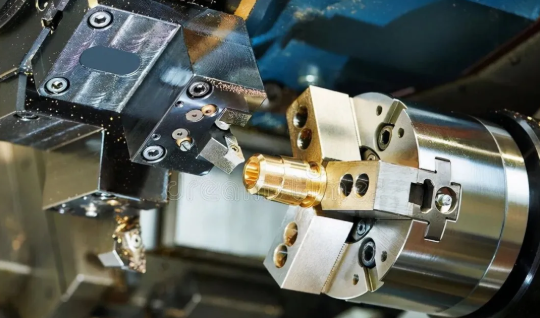
Imaginez maintenant l’inverse : votre pièce tourne rapidement tandis qu’un outil de coupe fixe façonne sa surface. C’est le tournage CNC, et c’est la méthode la plus rapide pour produire des pièces cylindriques ou coniques, telles que des arbres, des goupilles, des douilles et des éléments filetés.
Un service de tournage CNC utilise des tours équipés d’outils de coupe à pointe unique qui se déplacent le long des axes X et Z. Comme la pièce tourne en continu, le tournage permet d’obtenir une excellente concentricité et circularité — des caractéristiques essentielles pour les composants devant s’ajuster précisément dans des ensembles.
Pourquoi choisir un service de tournage CNC ?
- Vitesse : Des trajectoires d’outil plus simples et une action de coupe continue rendent le tournage plus rapide que la fraisage pour les pièces rondes
- Rentabilité : Les outils à pointe unique sont peu coûteux, et les alimenteurs de barres permettent une production à grande échelle avec une intervention minimale de l’opérateur
- Précision : Des tolérances de ±0,002 po sont standard, et une précision de ±0,001 po est atteignable sur des machines bien étalonnées
Les centres d'usinage CNC modernes incluent souvent des outils actifs — des outils rotatifs montés sur la tourelle — capables d'effectuer des opérations d'usinage CNC telles que le perçage de trous transversaux ou le fraisage de surfaces planes, sans déplacer la pièce vers une machine distincte. Cette capacité hybride comble l'écart entre l'usinage par tournage pur et le fraisage.
Applications idéales pour les pièces tournées :
- Arbres, essieux et rouleaux
- Fixations et raccords filetés
- Bagues, entretoises et manchons
- Tout composant présentant une symétrie de révolution
Usinage par électroérosion (EDM) pour des applications spécialisées
Que se passe-t-il lorsque l'usinage CNC conventionnel ne convient pas — par exemple, lorsqu'il faut obtenir des angles internes extrêmement nets ou usiner des aciers à outils trempés ? C'est alors que l'usinage par électroérosion (EDM) entre en jeu.
L'EDM élimine la matière à l'aide d'étincelles électriques entre une électrode et la pièce à usiner, conductrice, les deux étant immergées dans un fluide diélectrique. Aucune force de coupe mécanique n'est impliquée, ce qui permet d'usiner des matériaux extrêmement durs ou des caractéristiques délicates qui casseraient des outils traditionnels.
Applications courantes de l'EDM :
- Usinage par électro-érosion à fil pour des profils complexes et des composants de matrices à tolérances serrées
- Usinage par électro-érosion à enfonçage pour des cavités complexes de moules
- Usinage par électro-érosion de petits trous pour les canaux de refroidissement dans les pièces aéronautiques
L’électro-érosion est plus lente et plus coûteuse que la fraisage ou le tournage ; elle est donc généralement réservée à des besoins spécialisés plutôt qu’à la production générale.
Choisir le procédé adapté à votre projet
Voici un cadre décisionnel rapide : si votre pièce est principalement ronde ou symétrique autour d’un axe central, commencez par le tournage. Si elle nécessite des faces planes, des poches ou une usinage multi-facettes, le fraisage est la solution adaptée. Vous avez besoin des deux ? De nombreuses plateformes en ligne acheminent votre travail vers des centres combinés tournage-fraisage qui regroupent les deux procédés dans une seule mise en position.
La géométrie de votre pièce détermine en définitive le choix du procédé — et la maîtrise de ces fondamentaux vous permet de communiquer plus efficacement avec votre partenaire de fabrication tout en optimisant les coûts et les délais de livraison.
Guide de sélection des matériaux pour les pièces usinées CNC
Vous avez identifié le bon procédé d’usinage pour votre géométrie — mais qu’en est-il du matériau ? Cette décision détermine souvent si votre pièce fonctionne parfaitement ou tombe en panne sur le terrain. Le choix d’un matériau inadapté peut entraîner une usure excessive des outils, une instabilité dimensionnelle ou une défaillance prématurée de la pièce. Le bon choix équilibre les exigences mécaniques, les conditions environnementales, l’usinabilité et le budget.
Contrairement aux simples listes de matériaux que vous trouverez ailleurs, examinons un cadre décisionnel qui vous aide à évaluer les options en fonction des besoins spécifiques de votre projet.
Métaux les mieux adaptés à l’usinage
En ce qui concerne l’usinage de l’aluminium, peu de matériaux offrent la même combinaison d’usinabilité, de rapport résistance/poids et de rentabilité. C’est pourquoi les alliages d’aluminium dominent la production CNC dans des secteurs aussi variés que l’aérospatiale et l’électronique grand public.
Mais l’aluminium n’est pas votre seule option. Voici comment se comparent les métaux courants lorsque vous évaluez un service d’usinage CNC en ligne :
| Matériau | Propriétés clés | Indice d'usinabilité | Applications Typiques | Coût relatif |
|---|---|---|---|---|
| Aluminium 6061 | Bonne résistance mécanique, excellente résistance à la corrosion, soudable | Excellent (90 %) | Composants structurels, châssis, supports, pièces à usage général | Faible ($) |
| Aluminium 7075 | Haute résistance, résistant à la fatigue, moins résistant à la corrosion que l’alliage 6061 | Bon (70 %) | Structures aérospatiales, composants à haute contrainte, équipements sportifs | Moyen ($$) |
| Acier inoxydable 304 | Excellente résistance à la corrosion, bonne résistance mécanique, non magnétique | Modéré (45 %) | Équipements alimentaires, dispositifs médicaux, applications marines | Moyen ($$) |
| Acier inoxydable 316 | Résistance à la corrosion supérieure, notamment aux chlorures | Modéré (40 %) | Traitement chimique, quincaillerie marine, instruments chirurgicaux | Moyen-Élevé ($$$) |
| Laiton | Usinabilité excellente, bonne résistance à la corrosion, finition décorative | Excellente (100 %) | Raccords, vannes, connecteurs électriques, quincaillerie décorative | Moyen ($$) |
| Bronze | Résistance à l’usure excellente, faible frottement, bonne résistance à la corrosion | Bonne (65 %) | Paliers, douilles, quincaillerie marine, engrenages | Moyen-Élevé ($$$) |
| Titane Grade 5 | Rapport résistance/poids exceptionnel, biocompatible, résistant à la corrosion | Mauvais (22 %) | Aérospatiale, implants médicaux, automobiles hautes performances | Élevé ($$$$) |
Veuillez noter que l’indice d’usinabilité influence directement vos coûts de production. Le laiton s’usine comme du beurre : il constitue en effet la référence (100 %) par rapport à laquelle les autres matériaux sont évalués. L’usinage du bronze exige davantage de précautions en raison de sa dureté, mais les pièces en bronze usinées par CN offrent une résistance à l’usure exceptionnelle pour les applications de paliers et de douilles. Le titane, bien qu’il offre des caractéristiques de performance inégalées, nécessite des outillages spécialisés, des avances plus lentes et davantage de temps-machine, ce qui augmente tous les éléments de votre devis.
Choix entre acier aluminium et alliages spécialisés
Cela semble complexe ? Voici un cadre pratique fondé sur les recommandations du guide de sélection des matériaux d'HPPI :
Étape 1 : Définir vos exigences fonctionnelles. Quelles charges la pièce devra-t-elle supporter ? Doit-elle présenter une conductivité électrique ? Entrera-t-elle en contact avec des substances corrosives ou des températures extrêmes ?
Étape 2 : Prendre en compte l'environnement de fonctionnement. Une pièce destinée à une application en eau salée nécessite une protection contre la corrosion différente de celle d'une pièce placée à l'intérieur d'un boîtier sous climatisation.
Étape 3 : Évaluer l'usinabilité par rapport à votre budget. Parfois, un matériau plus facile à usiner, bien que présentant des performances légèrement inférieures, offre en réalité une meilleure valeur ajoutée lorsqu'on prend en compte la réduction de l'usure des outils et des temps de cycle plus courts.
Pour les applications sensibles au poids, comme les composants aérospatiaux, l’aluminium 7075 est souvent privilégié, bien qu’il soit plus coûteux que l’aluminium 6061 — son rapport résistance/poids supérieur justifie ce surcoût.
Plastiques techniques : quand le métal n’est pas la solution
Le métal n’est pas toujours le bon choix. Les plastiques techniques tels que le délrin et le nylon offrent des avantages remarquables pour les bonnes applications : poids plus léger, coût inférieur, lubrification naturelle et excellente résistance chimique.
Mais choisir entre ces deux plastiques populaires exige de comprendre leurs caractéristiques distinctes. Selon la comparaison établie par Penta Precision, les différences se manifestent clairement en pratique :
| Propriété | Delrin (acétal/POM) | Nylon (PA6/PA66) |
|---|---|---|
| Absorption d'humidité | Très faible (0,2 %) | Élevée (2,5–3 %) |
| Stabilité dimensionnelle | Excellent | Modérée (gonflement à l’humidité) |
| Résistance à la chaleur | 100–110 °C en continu | 120–130 °C (grades chargés de verre) |
| Résistance aux chocs | Bon | Excellent |
| Usinabilité | Excellente — découpes nettes, finition lisse | Modérée — tendance à l’ébouriffage et à la déformation |
| Coût relatif | 10–30 % plus élevé | Coût matériel inférieur |
Le matériau Delrin excelle là où des tolérances serrées et une résistance à l’humidité sont essentielles. Il usine proprement, offrant des arêtes nettes et des surfaces lisses directement après usinage — nécessitant peu ou pas de post-traitement. Pensez aux engrenages de précision, aux composants de valves et aux assemblages à tolérances serrées, où la stabilité dimensionnelle est impérative.
Le nylon destiné à l’usinage constitue un choix judicieux lorsque vous avez besoin d’une excellente résistance aux chocs ou d’une meilleure tenue à la chaleur. C’est le matériau privilégié pour les pièces soumises à des contraintes mécaniques sévères — composants dynamiques, applications dans le compartiment moteur ou situations où une certaine flexibilité sous charge est même souhaitable. N’oubliez toutefois que le caractère hygroscopique du nylon peut entraîner un gonflement de 2 à 3 % dans des environnements humides, ce qui risque de compromettre des ajustements critiques.
Métal contre plastique : un guide décisionnel rapide
Quand opter pour le plastique Delrin plutôt que pour l’aluminium ? Prenez en compte les scénarios suivants :
- Privilégiez les plastiques techniques lorsque : Vous avez besoin d'une réduction de poids, d'une lubrification naturelle, d'une isolation électrique ou d'une résistance chimique à des substances attaquant les métaux
- Choisissez les métaux lorsque : La résistance structurelle est primordiale, les températures de fonctionnement dépassent 150 °C ou la pièce doit supporter de fortes charges mécaniques
- Prendre en compte l'environnement : Les plastiques résistent généralement mieux à la corrosion que la plupart des métaux, mais l'exposition aux UV et certains produits chimiques peuvent dégrader progressivement les performances des polymères
Les contraintes budgétaires influencent souvent également la décision. Le plastique Delrin coûte généralement plus cher que l'aluminium au kilogramme, mais sa densité plus faible permet d'obtenir davantage de pièces par livre de matériau — et sa bonne usinabilité réduit le temps de production.
Le matériau que vous sélectionnez a un impact sur tous les aspects de votre projet — de la première estimation jusqu’aux performances à long terme de la pièce. Comprendre ces compromis avant de télécharger votre fichier CAO contribue à garantir que vos pièces répondent aux spécifications sans dépasser votre budget.
Comment spécifier précisément ce dont vous avez réellement besoin
Vous avez sélectionné votre matériau, choisi le procédé d’usinage adapté — il ne reste plus qu’à définir la spécification qui peut faire ou défaire votre budget : les tolérances. Voici le problème : de nombreux ingénieurs appliquent par défaut les tolérances les plus serrées possibles, pensant ainsi garantir la qualité. En réalité, une sur-spécification des tolérances peut doubler ou tripler le coût de vos pièces sans améliorer leur fonctionnalité.
Quelle est donc la tolérance à prévoir pour les taraudages, les usinages fraisés ou les diamètres tournés ? Plus important encore : dans quels cas des tolérances plus serrées sont-elles réellement justifiées ? Démêlons le jargon et vous proposons un cadre pratique pour spécifier exactement ce dont vos pièces usinées ont besoin — ni plus, ni moins.
Tolérances standard contre tolérances de précision : explication
La tolérance définit la variation acceptable d’une cote. Lorsque vous spécifiez un diamètre de trou de 0,500" ± 0,005", vous indiquez au fabricant que toute valeur comprise entre 0,495" et 0,505" convient à votre application.
Selon les recommandations en matière de tolérances de Xometry, les tolérances standard pour l’usinage CNC de précision se répartissent comme suit :
- Pièces métalliques : ±0,005 po (±0,127 mm) est la tolérance standard par défaut
- Pièces plastiques : ±0,010 po (±0,254 mm) en raison de la flexibilité du matériau pendant la découpe
À titre indicatif, une feuille de papier a une épaisseur d’environ 0,003 po. Les tolérances standard conviennent parfaitement à la plupart des applications — supports, boîtiers, couvercles et composants mécaniques généraux — lorsque des ajustements précis ne sont pas critiques.
Mais que se passe-t-il lorsque vous avez besoin de services d’usinage de précision avec des spécifications plus strictes ? C’est à ce moment que les coûts commencent à augmenter :
| Catégorie de tolérance | Plage typique | Multiplicateur de coût | Exigences supplémentaires |
|---|---|---|---|
| Standard | ±0,005 po (±0,127 mm) | 1x (valeur de référence) | Équipement standard, inspection par échantillonnage |
| Précision | les mesures de sécurité doivent être prises en compte dans la mesure où elles sont conformes aux exigences de la présente annexe. | 3 à 5 fois | Outils spécialisés, contrôles environnementaux, inspections prolongées |
| Ultra-précision | ±0,0004 po (±0,010 mm) | 8 à 15 fois | Équipements spécialisés, inspection à 100 %, opérations de soulagement des contraintes |
Remarquez-vous cette relation ? Selon La recherche DFM de Modus Advanced , dès lors que les tolérances se resserrent au-delà de ±0,005 po, les coûts augmentent de façon exponentielle — et non linéaire. Le passage des tolérances standard aux tolérances de précision peut multiplier le coût des pièces par trois à dix, selon la géométrie et les dimensions.
Lorsque les tolérances étroites ont réellement de l'importance
Voici la question que la plupart des guides sur les tolérances évitent : à quel moment avez-vous réellement besoin de services d’usinage CNC de précision plutôt que de spécifications standard ?
Des tolérances plus serrées sont justifiées lorsque :
- Les pièces associées doivent s’ajuster avec un jeu minimal (ajustements forcés, alésages de roulements)
- Les surfaces d’étanchéité exigent un contact constant (rainures pour joints toriques, faces de joints)
- Les composants tournants ou glissants nécessitent un alignement précis (arbres, pistons, tiges de soupape)
- Les ensembles optiques ou électroniques exigent un positionnement exact
Les tolérances standard conviennent parfaitement pour :
- Les trous de dégagement destinés aux éléments de fixation
- Les dimensions externes non critiques
- Les surfaces qui subissent un finissage secondaire
- Les caractéristiques qui n’affectent ni le montage ni la fonction
Considérez les éléments filetés comme un exemple pratique. Pour un filetage NPT de 3/8 pouce, le diamètre majeur est de 0,675 pouce, avec des tolérances normalisées intégrées directement dans la spécification du filetage lui-même. De même, un trou de 1 4 NPT suit des normes établies : vous n’avez pas besoin de sur-spécifier ces éléments, car l’opération de filetage contrôle intrinsèquement les dimensions critiques.
Conception pour la fabrication : éviter les erreurs coûteuses
Environ 70 % des coûts de fabrication sont déterminés lors de la phase de conception, selon les recherches de Modus Advanced. Cela signifie que vos décisions en matière de tolérances sur le plan ont un impact sur les coûts plus important que presque toutes les opérations réalisées en atelier.
Voici des principes pratiques pour optimiser vos spécifications :
- Appliquez des tolérances serrées uniquement aux caractéristiques critiques. Si une cote n’affecte ni l’ajustement, ni la forme, ni la fonction, laissez-la à la tolérance standard.
- Prenez en compte le comportement du matériau. Des matériaux plus souples, comme le nylon ou le PEHD, se déforment pendant l’usinage, ce qui rend plus difficile l’obtention de tolérances serrées.
- Pensez à l’inspection. Les caractéristiques difficiles à usiner sont également difficiles à mesurer. Des tolérances complexes peuvent nécessiter des équipements d’inspection spécialisés, ce qui augmente les coûts.
- Surveillez les changements de procédé. Spécifier un alésage de ±0,001" alors qu’un usinage à ±0,005" serait suffisant peut obliger le fabricant à réaliser cet alésage sur un tour plutôt que sur une fraiseuse, ce qui accroît les coûts de mise en place et les délais de livraison.
La meilleure façon d’appliquer des tolérances consiste à n’appliquer des tolérances serrées et/ou géométriques que sur les zones critiques, uniquement lorsque cela est nécessaire pour répondre aux critères de conception.
Lorsque vous téléversez votre conception sur un service en ligne d’usinage CNC, l’algorithme de devis évalue chaque indication de tolérance. Assouplir les spécifications non critiques, par exemple en passant de ±0,001" à ±0,005", peut réduire votre devis de 30 % ou plus, sans aucune incidence sur les performances de la pièce.
Comprendre les facteurs qui déterminent les coûts d’usinage vous permet de maîtriser les compromis entre précision et budget — ce qui nous amène au processus complet de commande en ligne et à la manière d’éviter les erreurs courantes tout au long de ce parcours.
Le processus complet de commande en ligne d’usinage CNC, étape par étape
Vous connaissez les procédés d’usinage, vous avez sélectionné votre matériau et défini des tolérances raisonnables. Maintenant vient la question pratique : comment transformer réellement ce fichier CAO en pièces usinées sur mesure qui se trouvent bientôt sur votre bureau ?
Le flux de travail pour commander des pièces usinées CNC en ligne diffère considérablement de la fabrication traditionnelle. Plus besoin d’échanger des appels téléphoniques avec les responsables d’ateliers ni de transporter des échantillons à travers la ville pour obtenir des devis. À la place, vous naviguez dans un système numérique conçu pour la rapidité — mais qui récompense la préparation rigoureuse et pénalise les fichiers mal structurés ou négligés.
Suivons ensemble l’intégralité du processus, du téléchargement du fichier à la découverte de vos pièces usinées CNC finies, sorties de leur emballage.
Préparer vos fichiers CAO pour réussir
Voici un rappel de la réalité : selon le guide de commande de Bolang, la réussite de votre commande en ligne dépend à 90 % de la qualité de vos fichiers. Les moteurs de devis automatisés, tout comme les ingénieurs humains, s’appuient sur des formats spécifiques pour générer des prix précis et des trajectoires d’usinage fiables.
Votre modèle 3D constitue la source principale de vérité. Toutefois, tous les formats de fichiers ne se valent pas :
- STEP (.step / .stp) : La référence absolue pour l’usinage CNC. Les fichiers STEP préservent avec précision la géométrie, les courbes et les définitions des arêtes, contrairement aux formats basés sur des maillages qui en font la perte. La plupart des plateformes en ligne privilégient ce format.
- IGES (.iges / .igs) : Un autre format standard de l’industrie, bien adapté au transfert de données de surfaces 3D entre différents systèmes de CAO.
- Parasolid (.x_t / .x_b) : Natif des logiciels Siemens NX et SolidWorks, ce format garantit une grande précision géométrique.
- SOLIDWORKS (.sldprt) : De nombreuses plateformes acceptent directement les fichiers natifs SolidWorks.
Et les fichiers STL ? Selon Guide de préparation des fichiers Dipec , vous devriez éviter les fichiers STL pour l’usinage CNC. Les fichiers STL sont basés sur un maillage et approximent les surfaces à l’aide de triangles, ce qui peut entraîner une perte de détails lors de la génération du parcours d’outil. Ils conviennent parfaitement à l’impression 3D, mais ne possèdent pas la précision géométrique requise par les machines CNC.
Au-delà du format de fichier, les détails de préparation sont essentiels :
- Définissez les unités correctes. Des erreurs entre millimètres et pouces produisent des pièces dont la taille est 25 fois supérieure ou inférieure à celle attendue.
- Définissez un point d’origine clair. Cela aide les fabricants à orienter correctement votre pièce.
- Vérifiez la présence de surfaces ouvertes ou de lacunes. Des modèles étanches empêchent les erreurs de devis et les confusions en fabrication.
- Supprimez les caractéristiques inutiles. La géométrie de construction, les corps cachés et les surfaces en double peuvent perturber l’analyse automatisée.
Pour les pièces présentant des tolérances serrées, ne vous fiez jamais uniquement au modèle 3D. Joignez un dessin PDF 2D précisant les cotes critiques, les exigences de finition de surface et les tolérances géométriques. Cela élimine toute ambiguïté et garantit que vos pièces tournées CNC ou usinées répondent exactement aux spécifications requises.
Que se passe-t-il après votre téléchargement ?
Dès que vos fichiers sont déposés sur la plateforme, voici le parcours étape par étape allant du modèle numérique à la pièce physique :
- Analyse géométrique instantanée : Des algorithmes d’intelligence artificielle analysent votre modèle en quelques secondes, identifiant des caractéristiques telles que les perçages, les cavités, les filetages et les dépouilles. Le système signale les éventuels problèmes d’usinabilité — par exemple, des angles internes trop vifs nécessitant l’électroérosion (EDM), des parois trop minces susceptibles de se déformer pendant l’usinage, ou des caractéristiques inaccessibles avec les outils standards.
- Devis automatisé : En fonction de la complexité géométrique, du choix des matériaux, des exigences en matière de tolérances et de la quantité, vous recevez un devis presque immédiatement. Selon les données de Bolang, les matériaux représentent environ 20 % des coûts d’usinage, tandis que le temps machine en représente 80 % — la complexité de la conception a donc l’impact le plus important sur votre devis.
- Boucle de rétroaction sur la conception : Les plateformes réputées fournissent des retours sur la conception pour la fabrication (DFM) avant que vous ne passiez commande. Elles proposent des modifications permettant de réduire les coûts — par exemple, l’ajout de rayons de congé aux angles internes, l’ajustement des épaisseurs de paroi ou la recommandation de substitutions de matériaux. Ce dialogue itératif peut permettre d’économiser 20 à 50 % sur les pièces complexes.
- Confirmation de la commande et acheminement : Une fois le devis approuvé, votre commande entre dans la file d’attente de production. Les plateformes numériques acheminent les commandes vers des fabricants spécialisés au sein de leur réseau — ainsi, votre pièce en titane est envoyée vers des ateliers expérimentés dans l’usinage du titane, tandis qu’un composant en aluminium à plusieurs axes est dirigé vers des installations disposant de capacités 5 axes.
- Production : Les programmeurs CNC génèrent les trajectoires d’outils à partir de votre modèle, sélectionnent les outils de coupe appropriés et configurent la machine. Pour les commandes de prototypage CNC, la production commence généralement dans les 24 à 48 heures suivant la confirmation de la commande.
- Contrôle qualité : Les pièces usinées CNC subissent une vérification dimensionnelle. Les commandes standard font l’objet d’un contrôle par échantillonnage, tandis que les pièces de précision peuvent faire l’objet d’un contrôle à 100 % accompagné de rapports de mesures documentés.
- Finition de surface : Si vous avez spécifié des traitements tels que l’anodisation, la peinture en poudre ou le grenaillage, les pièces passent en finition avant l’emballage final.
- Expédition : Les pièces sont soigneusement emballées afin d’éviter tout dommage pendant le transport. Les prototypes en aluminium standard sont généralement expédiés sous 3 à 5 jours ouvrables ; les séries de production de 100 unités ou plus nécessitent en général de 2 à 4 semaines, selon les exigences de finition.
Erreurs courantes compromettant les commandes
Même les ingénieurs expérimentés commettent parfois des erreurs lors du processus de commande. Selon l’analyse de JUPAICNC, ces pièges sont à l’origine des retards et des dépassements budgétaires les plus fréquents :
- Spécifications incomplètes : Fournir un modèle 3D sans tolérances, sans indications de matériau ni de finition oblige les fabricants à deviner — ou à rejeter votre commande en attendant des précisions.
- Sélection inappropriée du matériau : Choisir un matériau en fonction de sa notoriété plutôt que des exigences d’application. Cette pièce en acier inoxydable pourrait tout à fait être usinée en aluminium, à moitié prix, si les exigences de résistance le permettent.
- Tolérances surdimensionnées : Exiger une tolérance de ±0,001" sur chaque cote alors qu’une tolérance de ±0,005" conviendrait parfaitement augmente considérablement les coûts sans améliorer la fonctionnalité de la pièce.
- Délais irréalistes : Supposer que l’usinage CNC est aussi rapide que l’impression 3D. Les pièces complexes nécessitent une programmation, plusieurs montages et du temps d’inspection. Accélérer les délais entraîne des compromis sur la qualité.
- Ignorer les retours relatifs à la conception pour la fabrication (DFM) : Lorsque la plateforme suggère des modifications de conception, les rejeter sans réflexion signifie souvent payer un prix premium pour des caractéristiques qui pourraient être simplifiées.
Plus votre fichier est bon, meilleur sera le résultat obtenu.
Prendre une heure supplémentaire pour préparer des fichiers propres, spécifier uniquement les tolérances nécessaires et examiner les commentaires relatifs à la conception pour la fabrication (DFM) peut permettre d’éviter plusieurs jours de retard et des centaines de dollars de coûts supplémentaires sur votre commande de pièces usinées sur mesure.
Une fois vos pièces en cours d’acheminement, comprendre les facteurs ayant déterminé ce devis final — et savoir comment optimiser vos commandes futures — devient la prochaine compétence précieuse à développer.
Facteurs de prix et stratégies d'optimisation des coûts
Vos pièces ont été expédiées dans le cadre d’une commande précédente, et vous examinez maintenant la facture en vous demandant : pourquoi ce devis était-il si élevé ? Ou peut-être téléversez-vous une nouvelle conception et observez-vous l’évolution du prix à mesure que vous ajustez certains paramètres. Comprendre les facteurs réels qui influencent le coût de l’usinage CNC vous aide à prendre des décisions plus éclairées avant de cliquer sur « commander ».
Voici ce que la plupart des plateformes ne vous diront pas directement : le coût des métaux usinés représente seulement environ 20 % de vos frais totaux. Les 80 % restants proviennent du temps machine — ce qui signifie que la complexité de la conception, les exigences en matière de tolérances et l’efficacité de la production ont un impact bien plus important sur votre résultat net que le choix du matériau seul.
Quels facteurs déterminent les coûts de l’usinage CNC
Analysons les principaux facteurs de coût afin que vous puissiez anticiper les prix avant de télécharger votre fichier CAO :
- Sélection des matériaux : Les prix des matières premières varient considérablement. Selon l’analyse des coûts d’Unionfab, l’aluminium se situe au niveau le plus bas ($), tandis que le titane et le magnésium sont soumis à des tarifs premium ($$$$$). N’oubliez pas toutefois que les matériaux plus durs usent également les outils plus rapidement et nécessitent des vitesses d’usinage plus lentes, ce qui augmente les coûts au-delà du simple prix de la matière première.
- Complexité des pièces : Des poches profondes, des angles internes aigus, des parois minces et des géométries complexes augmentent tous le temps d’usinage. Les caractéristiques nécessitant plusieurs montages ou des outillages spécialisés entraînent des coûts de main-d’œuvre supplémentaires ainsi que des changements d’outils sur la machine. Une pièce pouvant être usinée en un seul montage coûtera toujours moins cher qu’une pièce nécessitant trois repositionnements.
- Exigences de tolérance : Comme nous l’avons mentionné précédemment, le passage de tolérances standard (±0,005 po) à des tolérances de précision (±0,001 po) peut multiplier les coûts par un facteur de 3 à 5. Chaque indication de tolérance stricte implique des vitesses de coupe réduites, un temps d’inspection supplémentaire et, éventuellement, l’utilisation d’équipements spécialisés.
- Quantité : Celui-ci joue en votre faveur. Les coûts de préparation — programmation, montage, sélection des outils — restent fixes, qu’il s’agisse de produire une seule pièce ou cent pièces. Répartir ces coûts sur un plus grand nombre d’unités réduit considérablement le coût unitaire. Selon les données d’Unionfab, les coûts unitaires peuvent diminuer de 50 % ou plus lorsqu’on passe de prototypes uniques à des lots de cinq pièces.
- Finitions de surface : La finition « tel que usiné » est fournie en standard, sans coût supplémentaire. Toutefois, l’anodisation ajoute 3 à 12 $ par pièce, la galvanoplastie coûte de 10 à 30 $, et les traitements spécialisés, tels que la passivation ou la gravure laser, augmentent encore davantage les coûts. Chaque finition nécessite une manipulation supplémentaire, un temps de traitement accru et des contrôles qualité additionnels.
- Délai de livraison : Les délais de production standard (7 à 15 jours ouvrables) offrent le meilleur rapport qualité-prix. Les commandes express nécessitant un délai de livraison de 1 à 3 jours impliquent du travail supplémentaire, une perturbation du planning de production et un transport accéléré : prévoyez une majoration de 25 à 100 % par rapport aux tarifs standard.
Méthodes intelligentes pour réduire les coûts des pièces
Maintenant que vous connaissez les facteurs influençant les coûts, voici comment optimiser vos commandes de pièces usinées sans compromettre leur fonctionnalité :
- Simplifiez la géométrie lorsque possible. Évitez les angles intérieurs vifs : spécifiez des rayons d’arrondi au moins égaux au tiers de la profondeur de la cavité. Selon les recommandations DFM de Hubs, des rayons plus grands permettent d’utiliser des outils plus gros, ce qui accélère l’usinage et réduit les coûts.
- Utilisez des dimensions d’outils normalisées. Caractéristiques de conception adaptées aux fraises et aux forets couramment disponibles. Les diamètres des trous sont définis par incréments de 0,1 mm (jusqu’à 10 mm) ou selon les tailles fractionnaires standard, ce qui élimine les frais liés à des outils spécifiques.
- Optimisez l’épaisseur des parois. Pour les pièces métalliques, maintenez une épaisseur minimale de 0,8 mm ; pour les pièces plastiques, ne descendez pas en dessous de 1,5 mm. Des parois trop fines nécessitent des passes plus lentes et risquent de se déformer, ce qui augmente les temps de cycle.
- Appliquez des tolérances serrées de façon sélective. Seules les surfaces d’assemblage critiques requièrent des spécifications de précision. Assouplir les dimensions non essentielles, en passant d’une tolérance de ±0,001 po à ±0,005 po, peut réduire les coûts de 30 % ou plus.
- Choisissez la finition « tel que usiné » lorsque celle-ci est acceptable. Spécifier des états de surface uniquement là où cela est fonctionnellement nécessaire permet d’éviter les opérations secondaires et les coûts associés.
- Regroupez vos commandes de manière stratégique. Si vous avez besoin de 3 pièces dès maintenant et que vous pourriez en commander 10 supplémentaires ultérieurement, passer une commande unique de 13 pièces revient généralement moins cher que deux commandes distinctes, grâce au partage des coûts de mise en place.
- Sélectionnez des matériaux usinables. L’aluminium 6061 s’usine plus rapidement que l’acier inoxydable—souvent deux fois plus vite. Lorsque les exigences de résistance le permettent, le choix d’alliages plus usinables réduit le temps de cycle et l’usure des outils.
Quand les services accélérés sont justifiés
Les commandes express ne constituent pas toujours un gaspillage d’argent. Voici les cas où payer un supplément est justifié :
- Projets critiques sur le chemin critique : Lorsqu’un prototype retardé bloque tout le lancement d’un produit, les frais accélérés pâlissent face au coût d’un manquement aux fenêtres opportunes du marché.
- Validation de la conception avant la réalisation des outillages : Dépenser davantage pour confirmer une conception avant d’investir dans des moules d’injection ou des outillages de production permet souvent d’éviter des erreurs bien plus coûteuses.
- Engagements clients : Lorsque des engagements de livraison sont en jeu, la production accélérée protège des relations dont la valeur dépasse largement le montant des frais accélérés.
Pour les projets non urgents, les délais standards offrent la même qualité à un coût nettement inférieur. Une bonne planification—téléchargement précoce des fichiers, réponse rapide aux commentaires issus de l’analyse de fabrication (DFM) et évitement des modifications de conception de dernière minute—permet de maintenir vos commandes dans des plannings économiques.
Les découpes CNC les plus coûteuses ne sont pas celles qui nécessitent des équipements spécialisés, mais celles réalisées sur des pièces conçues sans tenir compte de l’optimisation des coûts. Grâce à ces stratégies, vous êtes désormais en mesure d’évaluer non seulement le coût de vos pièces, mais aussi comment le choix du procédé de fabrication se compare entre différentes technologies de production.
Usinage CNC contre impression 3D, moulage par injection et tôlerie
Vous avez optimisé votre conception pour l’usinage CNC et vous comprenez les facteurs influençant les coûts — mais voici une question essentielle : l’usinage CNC est-il réellement le procédé de fabrication adapté à votre projet ? Parfois, la réponse est oui. Parfois, l’impression 3D, le moulage par injection ou la fabrication de tôlerie offrent de meilleurs résultats à moindre coût.
Effectuer ce choix dès les premières étapes permet d’économiser de l’argent, du temps et évite des frustrations. Selon le guide de sélection des procédés de fabrication de Protolabs, comprendre les domaines d’excellence de chaque procédé vous aide à associer les méthodes de production aux exigences réelles de votre projet, plutôt que de recourir par défaut à des techniques familières.
Comparons ces quatre grandes approches de fabrication côte à côte.
Cadre décisionnel : usinage CNC contre impression 3D
Le débat usinage CNC contre impression 3D revient constamment dans le développement de produits — et il n’existe pas de gagnant universel. Chaque méthode domine des cas d’usage spécifiques.
Optez pour l'usinage CNC lorsque vous avez besoin de :
- Propriétés mécaniques supérieures issues de matériaux massifs en métal ou en plastique technique
- Tolérances serrées (±0,025 mm réalisables contre ±0,127 mm typique pour l’impression 3D)
- Prototypes fonctionnels correspondant aux propriétés matérielles des pièces de série
- Quantités allant de 1 à plusieurs centaines de pièces, économiquement viables
Choisissez l’impression 3D lorsque vous avez besoin de :
- Délais rapides pour les prototypes CNC — livraison parfois le jour même
- Géométries internes complexes impossibles à usiner (structures en treillis, canaux de refroidissement conformes)
- Validation de conception à faible coût avant de lancer l’usinage CNC du prototype
- Prototypage en fibre de carbone avec renfort continu de fibres
- Pièces uniques hautement personnalisées pour lesquelles les coûts d’outillage ne sont pas justifiés
Selon Analyse de fabrication de Gizmospring , l’impression 3D excelle dans la réalisation rapide de prototypes, car ses délais d’exécution courts et ses coûts réduits permettent une itération rapide. Toutefois, l’usinage CNC s’impose lorsque la précision, la résistance des matériaux et la qualité de surface sont primordiales.
Pour la prototypage par usinage CNC, le point optimal apparaît lorsque vous avez besoin d’une validation fonctionnelle — des pièces capables de supporter des charges réelles, et non simplement de vérifier un ajustement. Un support imprimé en 3D peut confirmer la géométrie, mais une version usinée en aluminium confirme effectivement les performances réelles.
Lorsque le moulage par injection est plus pertinent
C’est ici que le volume change tout. Le moulage par injection nécessite un investissement initial important dans l’outillage — généralement compris entre 3 000 $ et plus de 100 000 $, selon la complexité — mais le coût unitaire diminue considérablement à grande échelle.
Le point de basculement : Selon les données de Protolabs, le moulage par injection devient généralement plus rentable que l’usinage CNC pour des séries comprises entre 100 et 500 pièces, selon la géométrie et le matériau. Pour des séries de production supérieures à 10 000 pièces, le coût du moulage par injection ne représente qu’une fraction de celui des alternatives usinées CNC.
Le moulage par injection est privilégié lorsque :
- Les volumes de production dépassent 500 pièces identiques
- Les pièces nécessitent des caractéristiques complexes qui seraient coûteuses à usiner (systèmes d’emboîtement, charnières intégrées, parois minces)
- Vous avez besoin d’une répétabilité constante sur des milliers d’unités
- Les plannings de production à long terme justifient l’investissement dans les outillages
L’usinage CNC reste supérieur lorsque :
- Vous avez besoin de services d’usinage de prototypes pour valider la conception avant de vous engager dans la fabrication de moules
- Les quantités restent inférieures au seuil de basculement vers le moulage par injection
- Des pièces métalliques sont requises (le moulage par injection concerne principalement les plastiques)
- Des modifications du design restent probables — les adaptations des moules sont coûteuses
De nombreux produits à succès utilisent stratégiquement les deux méthodes : l’usinage de prototypes permet une validation rapide de la conception, puis le moulage par injection prend le relais pour la production en série une fois que les spécifications sont figées.
Tableau comparatif des méthodes de fabrication
Cette comparaison couvre les critères décisionnels clés pour l’ensemble des quatre principales méthodes de fabrication :
| Critères | Usinage CNC | impression 3D | Moulage par injection | La fabrication de tôlerie |
|---|---|---|---|---|
| Quantités idéales | 1 à 500 pièces | 1 à 50 pièces | 500 à 1 000 000+ pièces | 10 à 10 000 pièces |
| Options de matériaux | Métaux, plastiques, composites (plus de 50 options) | Polymères, résines, certains métaux (sélection limitée) | Principalement des thermoplastiques (large sélection de polymères) | Tôles métalliques : aluminium, acier, acier inoxydable, cuivre |
| Capacité de précision | ±0,001" réalisable | ±0,005" en général | ±0,003 po (typique) | ±0,005" à ±0,010" |
| Délai de livraison habituel | 3 à 15 jours ouvrables | 1 à 5 jours ouvrables | 2 à 6 semaines (y compris la fabrication de l’outillage) | 5-15 jours ouvrables |
| Coût de configuration/outillage | Faible (0–500 $) | Aucun | Élevé (3 000–100 000 $ et plus) | Faible à modéré (100–2 000 $) |
| Coût par pièce (10 unités) | $$ | $$ | $$$$$ (outillage amorti) | $$ |
| Coût par pièce (1 000 unités) | $$ | $$$ | $ | $ |
| Idéal pour | Pièces métalliques/plastiques de précision, prototypes fonctionnels | Prototypage rapide, géométries complexes, personnalisation | Production plastique à grand volume | Boîtiers, supports, panneaux |
Faire le bon choix pour votre projet
Lors de l’évaluation des services d’usinage de prototypes ou de la fabrication en série, examinez ces critères décisionnels :
- Quelle est votre quantité ? Les faibles volumes privilégient l’usinage CNC ou l’impression 3D ; les volumes élevés privilégient le moulage par injection ou la tôle emboutie.
- Quelles propriétés matérielles nécessitez-vous ? Si la résistance mécanique, la résistance à la chaleur ou des alliages métalliques spécifiques sont déterminants, l’usinage CNC ou la tôlerie sont probablement les solutions les plus adaptées.
- Quelle est la précision dimensionnelle requise ? Des exigences de précision élevées écartent souvent l’impression 3D et la tôlerie.
- Quel est votre délai ? Des besoins urgents en prototypes CNC pourraient privilégier la rapidité de l’impression 3D ; les délais de production permettent d’absorber les délais plus longs du moulage par injection.
- Votre conception est-elle définitive ? Si des modifications restent probables, évitez les coûteuses modifications des outillages utilisés dans le moulage par injection.
De nombreux prestataires en ligne de usinage CNC proposent désormais plusieurs méthodes de fabrication via une seule plateforme — ce qui vous permet de réaliser des prototypes grâce à l’usinage CNC rapide, de valider vos conceptions avec des pièces usinées fonctionnelles, puis de passer au moulage par injection pour la production en série, sans changer de fournisseur.
Comprendre ces compromis vous permet de prendre des décisions de fabrication fondées sur les exigences de votre projet plutôt que sur votre familiarité avec un procédé donné. Toutefois, choisir la bonne méthode ne constitue qu’une partie de l’équation : garantir que votre partenaire de fabrication respecte les normes de qualité adaptées à votre secteur d’activité ajoute une autre dimension critique à prendre en compte.
Certifications sectorielles et normes de qualité expliquées
Vous avez sélectionné une méthode de fabrication et comprenez les facteurs qui déterminent le prix — mais voici une question qui distingue la prototypage occasionnel de la production sérieuse : votre partenaire en usinage CNC détient-il les certifications requises par votre secteur d’activité ? Pour les composants aérospatiaux, les dispositifs médicaux ou les ensembles automobiles, une réponse négative peut entraîner le rejet des pièces, l’échec d’audits ou, pire encore, des conséquences plus graves.
Les certifications ne sont pas simplement des logos raffinés sur un site web. Selon le guide des certifications de 3ERP, elles constituent une preuve documentée qu’un fabricant a mis en œuvre des systèmes de management de la qualité, fait l’objet d’audits réguliers menés par des tiers indépendants et assure la traçabilité tout au long du processus de production. Comprendre ce que signifie concrètement chaque certification vous aide à choisir une entreprise d’usinage de précision adaptée aux exigences spécifiques de votre projet.
Décoder les certifications ISO AS9100 et IATF
Démêlons la confusion créée par la multitude de certifications industrielles. Chaque norme répond à des préoccupations sectorielles spécifiques — et connaître leurs différences vous permet de vérifier si un partenaire potentiel est réellement en mesure de répondre aux exigences de votre application.
ISO 9001 : Le fondement de la gestion de la qualité
Considérez l’ISO 9001 comme la certification de base pour toute opération industrielle sérieuse. Elle établit les exigences d’un système de management de la qualité (SMQ) centré sur la satisfaction client, la régularité des livrables et l’amélioration continue. Selon Hartford Technologies , l’ISO 9001 s’applique à tous les secteurs, quelle que soit leur taille, et constitue la certification fondamentale définissant les préalables à un système de qualité robuste.
Lorsque vous faites appel à un service d’usinage CNC en ligne certifié ISO 9001, vous êtes assuré que :
- Des procédures documentées régissent chaque étape de la production
- Les exigences des clients sont identifiées et suivies de façon systématique
- Des audits internes vérifient le respect continu des exigences
- Les actions correctives traitent les non-conformités avant qu'elles ne deviennent des tendances
AS9100 : Contrôle qualité de niveau aérospatial
L'usinage CNC de composants aérospatiaux exige plus qu'une simple gestion de la qualité générale. L'AS9100 s'appuie sur les fondements de l'ISO 9001 tout en y ajoutant des exigences spécifiques au secteur aérospatial en matière de gestion des risques, de maîtrise de la configuration et de traçabilité des produits. Chaque composant doit être traçable jusqu'à sa source de matière première, et des évaluations des risques de défaillance sont obligatoires tout au long de la validation de la conception.
Pour les applications d'usinage aérospatial, la certification AS9100 indique qu'un fabricant comprend l'environnement zéro tolérance de l'aviation. Les pièces destinées aux aéronefs — qu'il s'agisse de composants structurels, d'ensembles moteurs ou de boîtiers d'avionique — exigent ce niveau de contrôle documenté.
ISO 13485 : Normes de fabrication des dispositifs médicaux
L'usinage médical comporte des responsabilités uniques. Une défaillance d’un instrument chirurgical ou d’un composant d’implant peut coûter des vies. La norme ISO 13485 établit un système de management de la qualité (SMQ) spécifiquement conçu pour la production de dispositifs médicaux, en mettant l’accent sur la gestion des risques, la conformité réglementaire et la traçabilité complète, depuis la conception jusqu’à la maintenance.
L'usinage de dispositifs médicaux selon la norme ISO 13485 exige :
- Une documentation rigoureuse des processus de conception, de fabrication et de validation
- La capacité démontrée à identifier et à atténuer les risques pour la sécurité des patients
- Le respect des obligations réglementaires dans tous les marchés ciblés
- Des produits répondant aux critères de sécurité et de performance définis
IATF 16949 : Excellence dans le secteur automobile
Développé par le Groupe de travail international de l'industrie automobile (International Automotive Task Force), l'IATF 16949 représente la norme mondiale de management de la qualité spécifiquement conçue pour la fabrication automobile. Il s'appuie sur l'ISO 9001 tout en intégrant des exigences supplémentaires relatives à la conception de produits, aux processus de production et aux normes spécifiques clients qui définissent la chaîne d'approvisionnement automobile.
Quelle est la valeur ajoutée particulière de l'IATF 16949 ? Les installations certifiées mettent en œuvre la maîtrise statistique des procédés (Statistical Process Control, SPC) afin de surveiller en temps réel les variables de production, garantissant ainsi la constance des composants à tolérances élevées sur des séries de production étendues. Cela revêt une importance capitale lors de la fabrication d'ensembles de châssis, de composants de freinage ou de douilles métalliques de précision, où la constance dimensionnelle influe directement sur la sécurité et les performances du véhicule.
Pour les applications automobiles nécessitant des capacités de fabrication certifiées, Les solutions d'usinage automobile de Shaoyi démontrer à quoi ressemble une production certifiée IATF 16949 en pratique — livrant des ensembles de châssis complexes et des composants métalliques de précision avec des délais de livraison aussi courts qu’un jour ouvrable, tout en maintenant des contrôles qualité stricts.
Choisir les certifications adaptées à vos besoins sectoriels
Quelles certifications devez-vous vérifier avant de passer une commande ? Cela dépend entièrement de l’usage final de vos pièces. Voici une analyse pratique par secteur industriel :
Fabrication générale et prototypage :
- La certification ISO 9001 fournit une assurance qualité adéquate
- Privilégiez la qualité de la communication et la réactivité aux retours sur l’ingénierie pour la fabrication (DFM)
- Les capacités de précision comptent davantage que les certifications spécialisées
Aérospatiale et Défense :
- La certification AS9100 est généralement obligatoire pour les composants critiques pour le vol
- La conformité ITAR est requise pour les articles liés à la défense figurant sur la liste américaine des matériels de guerre
- Attendez-vous à une documentation rigoureuse et à une traçabilité complète des matériaux
Dispositifs médicaux et santé :
- La certification ISO 13485 est indispensable pour les produits médicaux réglementés
- L’enregistrement auprès de la FDA peut être requis pour les dispositifs médicaux destinés au marché américain
- Des certifications des matériaux et une documentation relative à la biocompatibilité sont souvent nécessaires
Industrie automobile :
- La certification IATF 16949 est exigée par les principaux constructeurs automobiles (OEM) et les fournisseurs de premier rang (Tier 1)
- Une documentation relative au PPAP (Processus d’approbation des pièces en production) est fréquemment attendue
- Des capacités de maîtrise statistique des procédés garantissent une qualité constante en production
Ces certifications démontrent à nos clients que nous prenons la qualité au sérieux. Il ne s’agit pas simplement de documents administratifs : elles traduisent un engagement envers l’excellence dans chaque pièce que nous fabriquons.
Selon le guide des certifications du Machine Shop Directory, 67 % des constructeurs automobiles (OEM) exigent de leurs fournisseurs la certification ISO 9001 — et les ateliers disposant de certifications spécifiques à leur secteur remportent en moyenne 15 % de contrats supplémentaires. L’investissement consenti dans ces certifications porte ses fruits grâce à un accès élargi aux marchés et à une confiance accrue de la part des clients.
Au-delà de l’ouverture des portes vers des secteurs réglementés, les certifications stimulent les améliorations internes. Le processus d’audit oblige les fabricants à examiner leurs flux de travail, à documenter leurs procédures et à mettre en place des contrôles permettant de réduire les erreurs et les gaspillages. Vous bénéficiez de ces gains d’efficacité grâce à une qualité plus constante et, souvent, à des prix plus bas, car les améliorations opérationnelles s’accumulent au fil du temps.
Savoir quelles certifications sont essentielles pour votre application est indispensable — mais vérifier qu’un partenaire potentiel détient effectivement ces accréditations et garantit une qualité constante dans la pratique exige une approche d’évaluation systématique.
Comment évaluer et choisir le bon partenaire en ligne pour l’usinage CNC
Vous comprenez les certifications et connaissez les normes exigées par votre secteur d’activité, mais comment vérifiez-vous concrètement qu’un partenaire de fabrication potentiel tient ses promesses ? Choisir le mauvais atelier d’usinage CNC peut entraîner des retards dans les délais, le rejet de pièces et des ruptures de communication frustrantes qui compromettent l’ensemble de votre calendrier de projet.
Que vous recherchiez des « ateliers d’usinage CNC à proximité » ou que vous évaluiez des plateformes numériques mondiales, le processus de sélection exige une évaluation systématique plutôt qu’une décision intuitive. Selon le guide de sélection des partenaires de TQ Manufacturing, les entreprises rencontrent fréquemment des écueils courants tels qu’une qualité inconstante, des livraisons tardives et une communication défaillante — des problèmes qui conduisent à des reprises coûteuses, à des retards de production et à une insatisfaction client.
Construisons ensemble un cadre pratique pour évaluer les services d’usinage CNC sur mesure, permettant de distinguer les partenaires fiables des fournisseurs à risque.
Signaux d’alerte lors du choix d’un partenaire CNC
Avant d’entrer dans le détail des critères à rechercher, identifions les signes avant-coureurs qui devraient vous inciter à envisager d’autres fournisseurs. Selon la liste de contrôle destinée aux ingénieurs de JUPAICNC, les acheteurs expérimentés apprennent à détecter rapidement ces problèmes, ce qui leur permet de gagner du temps et d’éviter des erreurs coûteuses.
Signes avant-coureurs indiquant des problèmes potentiels :
- Absence de certifications : L’absence de certifications reconnues au niveau industriel en matière de contrôle qualité, telles que l’ISO 9001, révèle des contrôles de processus insuffisants. Pour les secteurs réglementés, l’absence de certifications spécifiques au secteur (AS9100, ISO 13485, IATF 16949) entraîne immédiatement la disqualification d’un fournisseur.
- Réponses floues concernant les capacités : Lorsque vous interrogez le fournisseur sur ses capacités en matière de tolérances, son expertise des matériaux ou ses délais de livraison et qu’il vous fournit des réponses imprécises, attendez-vous à une ambiguïté similaire pendant la phase de production.
- Temps de réponse lent pendant l’évaluation : Si le fournisseur met plusieurs jours à répondre à vos premières demandes, préparez-vous à des retards de communication également pendant la production. Testez sa réactivité avant de vous engager.
- Aucun retour DFM proposé : Les ateliers de mécanique de précision de qualité, situés à proximité ou ailleurs, identifient de manière proactive les problèmes de fabricabilité. Les fournisseurs qui se contentent de fournir des devis sans apporter d’avis sur la conception livrent souvent des pièces présentant des défauts évitables.
- Expérience limitée en matière de matériaux : Un atelier d’usinage CNC situé à proximité, spécialisé uniquement dans l’aluminium, ne saura pas vous accompagner efficacement si votre projet exige une expertise en acier inoxydable ou en titane.
- Retards fréquents de livraison : Renseignez-vous sur les taux de livraison dans les délais. Un mauvais historique révèle des problèmes de gestion des capacités qui auront un impact sur votre projet.
- Absence de processus structuré pour les commandes express : Lorsque des prototypes urgents doivent être réalisés — et cela arrivera — les fournisseurs dépourvus de capacités d’accélération vous laissent sans solution.
Si un fournisseur présente plusieurs signaux d’alerte, il est préférable d’envisager d’autres options.
Questions à poser avant de passer votre commande
Maintenant, changeons de perspective. Voici ce qu’il faut vérifier activement lors de l’évaluation d’ateliers d’usinage à proximité ou de plateformes de fabrication numérique. Selon le guide de fabrication d’UPTIVE, le choix du bon partenaire, doté d’une expérience pertinente, peut vous permettre d’économiser potentiellement des milliers de dollars, car il connaît bien les écueils courants ainsi que les méthodes les plus efficaces pour les éviter.
Certification et vérification de la qualité :
- Quelles certifications qualité déteignez-vous, et quand ont-elles été auditées pour la dernière fois ?
- Pouvez-vous fournir des rapports d’inspection, des documents relatifs au contrôle qualité ou des rapports d’inspection du premier article (FAI) ?
- Comment gérez-vous les pièces non conformes — quelle est votre procédure d’action corrective ?
Communication et gestion de projet :
- Aurais-je un chargé de compte dédié ou un interlocuteur unique ?
- Comment communiquez-vous les mises à jour du projet, les retards ou les problèmes imprévus survenant pendant la production ?
- Quel est votre délai de réponse habituel aux questions techniques ou aux demandes de précisions concernant les devis ?
Capacités techniques :
- Quelles plages de tolérances pouvez-vous atteindre de façon fiable ? (Vérifiez-les, si possible, à l’aide d’exemples de pièces)
- Quels matériaux maîtrisez-vous, et pouvez-vous partager des études de cas de projets similaires ?
- Quelles configurations de machines utilisez-vous — 3 axes, 4 axes, 5 axes, centres d’usinage combinés fraiseur-tourneur ?
Évolutivité et flexibilité :
- Pouvez-vous traiter à la fois des quantités prototypes et des séries de production de 1 000 pièces ou plus ?
- Quelle est votre capacité à absorber une augmentation des volumes de commandes sans retards de livraison ?
- Acceptez-vous les projets urgents ou les modifications de conception de dernière minute ?
Délais et livraison :
- Quel est votre délai d’exécution habituel, et quel est votre taux de livraison dans les délais ?
- Proposez-vous un suivi en temps réel des commandes et des mises à jour de statut ?
- Comment gérez-vous votre capacité de production afin d’éviter les retards pendant les périodes de forte demande ?
Le facteur d’extensibilité : du prototype à la production
C’est ici que de nombreux fabricants rencontrent des difficultés. Trouver des ateliers mécaniques locaux capables de réaliser des prototypes unitaires est facile. En revanche, trouver des partenaires capables de passer sans heurts du prototypage rapide à la production de masse tout en garantissant une qualité constante — voilà le défi.
Selon les recherches d’UPTIVE, le passage du prototype à la production nécessite des partenaires capables de gérer :
- Support des itérations de conception : Des partenaires de qualité fournissent des retours sur la conception pour la fabrication (DFM) afin d’optimiser votre prototype pour une production rentable et évolutive
- Essais de validation à faible volume : Avant de lancer la production à grande échelle, des petites séries permettent de détecter précocement les problèmes de fabrication
- Montée en échelle de production : Lorsque la demande augmente, votre partenaire doit être en mesure de s’agrandir avec vous sans compromettre la qualité
- Contrôles qualité rigoureux et constants : Les mêmes inspections rigoureuses qui valident votre prototype doivent s’appliquer à chaque unité produite
L’équilibre idéal ? Des installations offrant des délais de livraison d’un jour pour les prototypes urgents, tout en respectant des normes de qualité adaptées à la production. Cette combinaison témoigne à la fois d’une excellence opérationnelle et d’une flexibilité centrée sur le client.
Pour les applications automobiles nécessitant cette capacité de passage du prototype à la production, Les services d'usinage CNC de précision de Shaoyi illustrent ce à quoi ressemble une fabrication en ligne prête pour la production — allant de la prototypage rapide à la production de masse d’ensembles de châssis complexes et de composants métalliques sur mesure, soutenus par la certification IATF 16949 et le contrôle statistique des procédés garantissant une sortie constante aux tolérances élevées.
Votre liste de vérification d'évaluation
Avant de passer votre prochaine commande, vérifiez ces facteurs critiques :
| Critères d'évaluation | Ce qu'il faut vérifier | Pourquoi cela compte |
|---|---|---|
| CERTIFICATIONS | ISO 9001 au minimum ; certifications spécifiques au secteur selon les besoins | Des systèmes qualité documentés réduisent les défauts et les retouches |
| Communication | Délai de réponse inférieur à 24 heures ; interlocuteur dédié disponible | Une mauvaise communication entraîne des retards et des erreurs de spécification |
| Retour d’expérience sur la conception | Suggestions proactives en matière de conception avant la production | Permet de détecter les problèmes coûteux avant qu’ils ne deviennent des défauts de fabrication |
| Capacité de tolérance | Précision documentée correspondant à vos exigences | Garantit que les pièces répondent aux spécifications fonctionnelles |
| Expertise Matériaux | Expérience avec vos matériaux spécifiques ; études de cas disponibles | Une connaissance approfondie des matériaux évite les erreurs d’usinage |
| Extensibilité | Capacité à produire aussi bien des prototypes que des volumes de série | Évite le changement de fournisseur à mesure que votre projet évolue |
| Livraison à temps | Historique démontré de taux de livraison ponctuelle supérieur à 95 % | Des pièces livrées en retard perturbent les plannings de production et les engagements pris envers les clients |
Le choix du bon partenaire de service d’usinage CNC en ligne est l’une des décisions de fabrication les plus importantes que vous puissiez prendre. Un partenaire fiable améliore la qualité des produits, optimise l’efficacité de la production et garantit des livraisons dans les délais — ce qui vous permet de vous concentrer sur l’innovation conceptuelle plutôt que de gérer des crises au sein de votre chaîne d’approvisionnement.
En évaluant systématiquement les fournisseurs selon ces critères, vous sélectionnez en toute confiance un partenaire de fabrication conforme à vos normes de qualité, à vos attentes en matière de délais de livraison et à vos besoins d’évolutivité. L’investissement initial consacré à une évaluation rigoureuse porte ses fruits à chaque commande qui arrive dans les délais, conforme aux spécifications et prête à être utilisée.
Questions fréquemment posées sur les services d’usinage CNC en ligne
1. Quelle est la différence entre l’usinage CNC en ligne et les ateliers mécaniques traditionnels ?
Les services d’usinage CNC en ligne utilisent des plateformes numériques permettant d’obtenir instantanément des devis, de télécharger des fichiers CAO et d’accéder à distance à une fabrication de précision, sans avoir recours à des appels téléphoniques ni à des consultations en personne. Les ateliers mécaniques traditionnels exigent des demandes de devis manuelles, des échanges par courriel et sont souvent limités géographiquement. Les plateformes numériques acheminent les commandes vers des fabricants spécialisés au sein de vastes réseaux, garantissant ainsi une qualité constante et des prix compétitifs, tout en livrant les pièces en aussi peu que 1 à 3 jours pour les prototypes.
2. Comment obtenir un devis instantané pour l’usinage CNC en ligne ?
Téléversez votre fichier CAO 3D (de préférence au format STEP ou IGES) sur une plateforme en ligne d’usinage CNC. Des algorithmes basés sur l’intelligence artificielle analysent immédiatement la géométrie de votre pièce, le choix du matériau, les tolérances et les finitions de surface afin de générer un devis précis en quelques secondes. Le système signale les problèmes de fabricabilité et fournit des recommandations relatives à la conception pour la fabrication avant la production. La plupart des plateformes permettent également d’ajuster les quantités, les matériaux et les délais de livraison afin d’afficher en temps réel les variations de prix.
3. Quels formats de fichiers sont les mieux adaptés aux commandes d’usinage CNC en ligne ?
Les fichiers STEP (.step/.stp) constituent la référence absolue pour l’usinage CNC, car ils préservent avec précision la géométrie, les courbes et les définitions des arêtes. Les formats IGES et Parasolid fonctionnent également bien. Évitez les fichiers STL, qui utilisent des approximations par maillage triangulaire et manquent donc de précision pour la génération des trajectoires d’outils CNC. Pour les pièces présentant des tolérances serrées, joignez un dessin 2D au format PDF indiquant les cotes critiques, les états de surface et les tolérances géométriques, en complément de votre modèle 3D.
4. Quel est le coût de l’usinage CNC et quels facteurs influencent les prix ?
Les coûts de l’usinage CNC dépendent du choix du matériau (20 % du coût), du temps machine (80 % du coût), de la complexité de la pièce, des tolérances requises, de la quantité, des finitions de surface et des délais de livraison. Les pièces en aluminium coûtent moins cher que celles en titane ; les tolérances standard (±0,005 po) sont nettement moins chères que les spécifications de précision (±0,001 po). Les commandes par lots réduisent le coût unitaire en répartissant les frais de mise en place. Les commandes express avec un délai de livraison de 1 à 3 jours comportent généralement une majoration de 25 à 100 % par rapport aux délais standards de 7 à 15 jours.
5. Quand dois-je choisir l’usinage CNC plutôt que l’impression 3D ou le moulage par injection ?
Choisissez l'usinage CNC lorsque vous avez besoin de propriétés mécaniques supérieures à partir de métaux massifs ou de plastiques techniques, de tolérances serrées (±0,025 mm), de prototypes fonctionnels correspondant aux matériaux utilisés en production, ou de quantités allant de 1 à 500 pièces. L'impression 3D excelle pour les itérations rapides, les géométries internes complexes et la validation de conception à faible coût. Le moulage par injection devient rentable à partir de 500 pièces, mais nécessite un investissement initial important dans les outillages (3 000 $ à 100 000 $ et plus). De nombreux projets utilisent l'usinage CNC pour la phase de prototypage, puis passent au moulage par injection pour la production en série.