 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Sélection d’un fabricant de pièces CNC : 9 facteurs critiques que la plupart des acheteurs négligent

Comprendre la fabrication de pièces CNC et son impact industriel
Vous êtes-vous déjà demandé ce qui rend les pièces de précision modernes si incroyablement précises ? La réponse réside dans une technologie qui a transformé à jamais la fabrication. Lorsque vous approvisionnez des composants pour votre projet, comprendre les fondements du fonctionnement d’un fabricant de pièces CNC vous confère un avantage significatif pour prendre des décisions éclairées.
L’usinage CNC est un procédé de fabrication soustractive dans lequel un logiciel informatique préprogrammé contrôle le déplacement d’outils et de machines d’usine afin de produire des pièces de précision à partir de matériaux bruts, avec une exactitude répétable.
Du plan au composant de précision
Alors, concrètement, qu’est-ce que la FAO ? Fondamentalement, l’acronyme FAO signifie « commande numérique par ordinateur » — une méthode dans laquelle des instructions numériques guident des outils de coupe avec une précision exceptionnelle. Imaginez prendre une conception 3D complexe depuis votre écran d’ordinateur et la voir se transformer en un composant physique, avec une précision allant jusqu’au millième de pouce. C’est exactement ce qui se produit chaque jour dans les ateliers modernes d’usinage.
Le processus commence par un fichier CAO (Conception Assistée par Ordinateur) contenant toutes les dimensions et spécifications de votre pièce. Ce plan numérique est traduit en code G, le langage compris par les machines à commande numérique. Une fois programmée, la machine exécute chaque trajectoire d’usinage avec une précision mécanique que la main humaine ne saurait reproduire de façon constante.
La révolution numérique dans la fabrication de pièces
Comprendre ce qu'est la commande numérique par ordinateur (CNC) vous permet d'apprécier pourquoi cette technologie est devenue indispensable. Avant l'avènement du contrôle informatisé, des tourneurs-fraiseurs qualifiés actionnaient manuellement les machines, ce qui rendait chaque pièce légèrement différente de la précédente. Le sens de l'acronyme CNC va bien au-delà d'une simple automatisation : il incarne un changement fondamental vers une précision programmable et reproductible.
Les systèmes CNC actuels s'intègrent parfaitement aux logiciels de conception, permettant à la fois la réalisation rapide de prototypes et la production en série à partir des mêmes fichiers numériques. Ce lien direct entre conception et fabrication élimine les erreurs d'interprétation et réduit considérablement les délais de livraison. Lorsque vous transmettez vos spécifications à un fabricant, ses machines peuvent souvent commencer à produire les pièces en quelques heures.
Pourquoi la CNC domine-t-elle la fabrication moderne ?
La définition de la CNC englobe bien plus que du simple équipement : elle décrit une approche globale de la production. Voici pourquoi cette technologie domine le secteur :
- Cohérence : Chaque pièce est identique à la précédente, que vous commandiez 10 ou 10 000 unités
- Complexity: Des géométries complexes, autrefois impossibles à réaliser, deviennent désormais courantes
- Vitesse : Les changements automatiques d'outils et le fonctionnement continu maximisent le débit
- Flexibilité : Le passage d'une pièce à une autre ne nécessite qu'une modification du programme
Lorsque vous explorez le paysage de la fabrication de pièces usinées CNC, vous découvrirez que le choix du bon partenaire implique bien plus qu'une simple évaluation des équipements. Les sections suivantes détaillent les facteurs critiques que la plupart des acheteurs négligent — des procédés d'usinage et de la sélection des matériaux aux spécifications de tolérances et aux certifications sectorielles, qui influencent directement la réussite de votre projet.
Procédés fondamentaux d'usinage CNC que tout acheteur devrait connaître
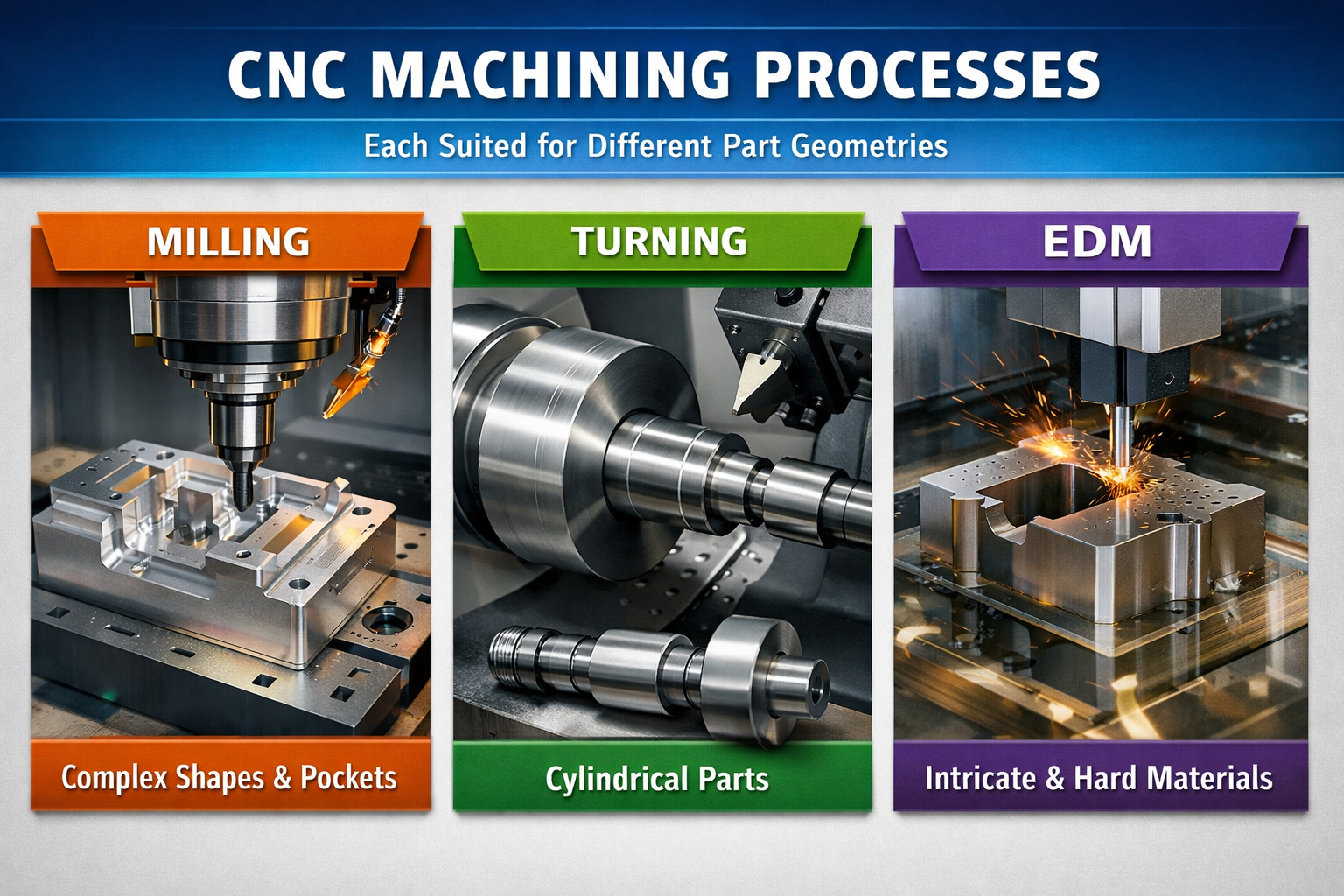
Cela semble complexe ? Voici ce qu'il faut retenir : tous les procédés CNC ne conviennent pas à toutes les pièces. Lorsque vous évaluez un fabricant de pièces CNC, comprendre les différences fondamentales entre les opérations de fraisage, de tournage et d'usinage par électroérosion (EDM) vous permet de formuler clairement vos exigences et d'évaluer si le fournisseur dispose des capacités appropriées pour votre projet.
Explication du fraisage CNC
Imaginez un outil de coupe rotatif se déplaçant sur une pièce fixe, enlevant progressivement le matériau couche par couche. Voilà l’essence de la fraiseuse. Une fraiseuse à commande numérique (CNC) utilise des fraises rotatives pour enlever du matériau d’une pièce, créant ainsi des surfaces planes, des rainures, des poches et des contours 3D complexes avec une précision remarquable.
Les deux configurations principales que vous rencontrerez sont la fraiseuse verticale et la fraiseuse horizontale. Sur une fraiseuse verticale, la broche est orientée verticalement — idéale pour les projets nécessitant un travail détaillé sur une face particulière d’un composant, tels que de grandes plaques métalliques ou des matrices d’emboutissage . Les fraiseuses horizontales positionnent la broche horizontalement, ce qui les rend mieux adaptées aux pièces plus lourdes, à la découpe de gorges et à la réalisation de rainures.
Voici ce qui distingue les fraiseuses horizontales :
- Une évacuation supérieure des copeaux grâce à la gravité qui éloigne les déchets de la zone de coupe
- La possibilité d’utiliser simultanément plusieurs fraises grâce au montage sur arbre
- Une meilleure prise en charge des pièces lourdes et complexes
- Déflexion réduite de l'outil pendant les passes d'usinage agressives
Lorsque vous demandez des devis, savoir si la géométrie de votre pièce convient à l'usinage vertical ou horizontal vous aide à identifier les fabricants disposant d'équipements adaptés.
Opérations de tournage et capacités des tours
Alors que le fraisage fait tourner l'outil, le tournage opère à l'inverse : la pièce tourne tandis qu'un outil de coupe fixe lui donne sa forme. Un tour à commande numérique (CNC) excelle dans la production de pièces cylindriques ou rondes, telles que des arbres, des douilles et des éléments filetés. Si votre conception présente une symétrie de révolution, le tournage est généralement plus rapide et plus économique que le fraisage.
Similaire aux machines de fraisage, les tours existent en configurations horizontale et verticale. Les centres d’usinage tournants horizontaux dominent la plupart des ateliers de fabrication en raison de leur souplesse et de leur adéquation aux pièces allongées, telles que les arbres. Ils acceptent des alimentateurs à barres et des contre-pointes, ce qui accroît leur polyvalence. Les centres d’usinage tournants verticaux — parfois appelés tours à tourelle verticaux — conviennent mieux aux pièces de grand diamètre, lourdes et courtes. La gravité facilite le positionnement des pièces et l’évacuation des copeaux, ce qui explique leur grande popularité dans la production de composants automobiles.
Lors de l’évaluation des capacités de tournage d’un fabricant, déterminez s’il est en mesure de répondre aux exigences relatives au rapport longueur/diamètre et au poids de votre pièce.
Quand l’usinage par électro-érosion devient indispensable
Certain géométries ne peuvent tout simplement pas être obtenues par usinage conventionnel. C’est là qu’intervient l’usinage à électro-érosion (EDM). Une machine à électro-érosion utilise des étincelles électriques pour éroder le matériau, créant ainsi des formes complexes dans des métaux trempés sans contact physique entre l’outil et la pièce.
Une machine à électro-érosion filaire fait passer un fin fil électrode à travers le matériau, découpant des profils complexes avec une précision extraordinaire — atteignant des tolérances aussi serrées que ± 0,0001 pouce. Cela rend l’EDM indispensable pour :
- Les aciers à outils trempés, qui détruiseraient des outils d’usinage conventionnels
- Les angles intérieurs vifs, impossibles à réaliser avec des outils rotatifs
- Les pièces délicates, incapables de résister aux efforts de coupe
- Des finitions de surface extrêmement fines, sans opérations secondaires
Comparaison de vos options de procédé
Le tableau ci-dessous résume les cas dans lesquels chaque procédé fournit des résultats optimaux :
| Type de processus | Meilleures applications | Tolérances typiques | Adéquation des matériaux |
|---|---|---|---|
| Usinage CNC | Surfaces planes, poches, rainures, contours 3D, pièces prismatiques | ± 0,0002 pouce à ± 0,001 pouce | La plupart des métaux et des plastiques ; l’aluminium, l’acier et le laiton excellent |
| Tournage CNC | Pièces cylindriques, arbres, composants filetés, douilles | ± 0,0002 pouce à ± 0,001 pouce | Matières premières rondes ; excellente pour l’acier et l’aluminium |
| EDM | Matériaux trempés, profils complexes, angles vifs, détails fins | ± 0,0001 po | Matériaux conducteurs uniquement ; idéal pour les aciers à outils et les carbures |
De nombreux projets nécessitent plusieurs procédés travaillant en synergie. Un fabricant disposant de capacités complètes — fraisage, tournage et usinage par électro-érosion sous un même toit — peut rationaliser votre chaîne d’approvisionnement et assurer un meilleur contrôle qualité. Lorsque vous poursuivez votre processus de sélection, le prochain facteur critique consiste à comprendre comment le choix du matériau influe à la fois sur le procédé d’usinage et sur les performances de votre pièce finale.
Guide de sélection des matériaux pour les composants usinés CNC
Vous avez identifié le bon procédé d’usinage — maintenant vient une décision tout aussi cruciale. Le matériau que vous choisissez influence directement le temps d’usinage, l’usure des outils, les performances de la pièce et votre résultat net. Lors de l’évaluation d’un fabricant de pièces usinées CNC, comprendre son expertise en matière de matériaux vous aide à déterminer s’il est en mesure de livrer des pièces usinées conformes à vos spécifications exactes.
Métaux les mieux adaptés à l’usinage
Tous les métaux ne se comportent pas de la même manière sous l’action d’un outil de coupe. L’usinabilité — c’est-à-dire la facilité avec laquelle un matériau peut être usiné tout en obtenant une bonne finition de surface et une longue durée de vie des outils — varie considérablement selon les alliages. Voici ce que vous devez savoir sur les options les plus courantes :
Aluminium (6061 et 7075)
L’aluminium est le matériau phare de l’usinage CNC. Selon l’analyse de JLCCNC, l’aluminium 6061 se distingue comme le meilleur choix global pour les pièces destinées à un usage général, lorsque résistance modérée et faible coût sont les critères prioritaires. Son indice d’usinabilité élevé permet des temps de cycle plus courts, une usure réduite des outils et un coût unitaire inférieur.
- Indice d’usinabilité : Excellent (environ 270 % par rapport à l’acier)
- Résistance : Modéré ; adapté aux composants structurels ne supportant pas de charges extrêmes
- Critères de coûts : L’option la plus économique pour la fabrication de prototypes et la production
- Meilleures Applications : Supports aéronautiques, boîtiers électroniques, dispositifs de fixation automobiles
Acier et acier inoxydable
Lorsque la durabilité, la dureté ou la résistance à la corrosion sont prioritaires, Pièces en acier CNC deviennent le choix logique. Les aciers faiblement alliés en carbone usinent relativement facilement, tandis que les nuances inoxydables sollicitent davantage les outils de coupe, mais offrent des performances supérieures dans des environnements exigeants.
- Indice d’usinabilité : Modéré (les nuances inoxydables sont plus difficiles à usiner que les aciers au carbone)
- Résistance : Élevée ; excellente pour les applications supportant des charges et résistant à l’usure
- Critères de coûts : Coûts d’usinage plus élevés en raison d’une usure accrue des outils et de vitesses d’avance réduites
- Meilleures Applications : Instruments médicaux, équipements de transformation alimentaire, composants de la chaîne cinématique automobile
Bronze et cuivre
Le laiton offre un équilibre idéal entre fonctionnalité et esthétique pour les composants usinés, notamment en petites séries. Ses propriétés d’usinage facilité permettent d’atteindre des tolérances serrées et d’obtenir d’excellentes finitions de surface directement après usinage. Le cuivre, bien qu’il partage certaines caractéristiques, doit être réservé aux applications nécessitant une forte conductivité électrique ou thermique.
- Indice d’usinabilité : Excellent pour le laiton ; bon pour le cuivre
- Résistance : Modéré ; non adapté aux pièces structurelles soumises à de fortes contraintes
- Critères de coûts : Coût du matériau supérieur à celui de l’aluminium ; coût d’usinage inférieur grâce à une formation optimale des copeaux
- Meilleures Applications : Connecteurs électriques, raccords de plomberie, quincaillerie décorative
Titane
Le titane offre un rapport résistance/poids inégalé et une résistance à la corrosion exceptionnelle — mais à un surcoût significatif. Ce métal n’est économiquement justifié que dans les secteurs où les exigences de performance priment sur tous les autres critères, tels que l’aérospatiale et les implants médicaux.
- Indice d’usinabilité : Mauvais ; nécessite des outils spécialisés et des vitesses d’usinage réduites
- Résistance : Exceptionnel ; rapport résistance/poids le plus élevé parmi les métaux courants
- Critères de coûts : Coûts élevés du matériau et de l’usinage ; justifiable uniquement pour des applications critiques
- Meilleures Applications : Composants structurels aérospatiaux, implants médicaux, pièces haute performance pour la course automobile
Plastiques techniques pour pièces de précision
Les pièces mécaniques usinées en métal ne constituent pas toujours la solution adaptée. Les plastiques techniques offrent des avantages distincts, notamment une masse réduite, une résistance chimique et une isolation électrique. Les fabricants de pièces usinées recourent de plus en plus à des polymères avancés afin de répondre aux exigences variées des applications.
Les plastiques couramment usinables sur machines à commande numérique (CNC) comprennent :
- Acétal (Delrin) : Excellente stabilité dimensionnelle et faible coefficient de friction, idéal pour les engrenages et les roulements
- Nylon : Bonne résistance à l’usure et excellente ténacité ; adapté aux bagues et aux rouleaux
- PEEK : Option haute performance offrant une résistance exceptionnelle aux produits chimiques et à la chaleur
- PTFE : Inertie chimique remarquable et faible coefficient de friction
- Le système de protection contre les éclaboussures: Coût-efficace pour les prototypes et les composants non critiques des machines CNC
- PEHD et PP : Options résistantes aux produits chimiques pour les réservoirs et les applications de manutention des fluides
Adaptation des matériaux aux exigences de l'application
Choisir entre le métal et le plastique — ou sélectionner l’alliage approprié — exige de trouver un équilibre entre plusieurs facteurs. Prenez en compte ces principes directeurs :
Lorsque les pièces en métal usinées par CN sont pertinentes :
- Des charges mécaniques élevées ou des concentrations de contraintes sont présentes
- Les températures de fonctionnement dépassent les limites du plastique (généralement au-dessus de 121 °C)
- Une conductivité électrique ou thermique est requise
- La dureté de surface et la résistance à l’usure sont critiques
- La pièce nécessite des filetages ou acceptera des inserts pressés
Lorsque les plastiques offrent des avantages :
- La réduction de poids constitue un objectif de conception prioritaire
- L'isolation électrique est nécessaire
- L'exposition aux produits chimiques corroderait les métaux
- Les propriétés auto-lubrifiantes réduisent les besoins de maintenance
- Applications sensibles au coût où les propriétés du matériau sont suffisantes
La sélection du matériau affecte également directement le calendrier de votre projet. Pour une production en petites séries ou la fabrication de prototypes, des matériaux tels que l'aluminium et le laiton réduisent les risques et les coûts grâce à des temps d'usinage plus courts et des mises en place plus simples. Lorsque vous évaluez ces options de matériaux, le facteur critique suivant consiste à comprendre comment les spécifications de tolérance se traduisent par des performances réelles — ainsi que les implications en termes de coûts, souvent sous-estimées par de nombreux acheteurs.
Spécifications relatives aux tolérances et exigences de précision expliquées
Voici une question qui distingue les acheteurs expérimentés des novices : quelle précision réelle vos tolérances doivent-elles avoir ? La compréhension des spécifications de tolérance est un point critique où de nombreuses décisions d’approvisionnement échouent — soit en sur-spécifiant des tolérances qui alourdissent inutilement les coûts, soit en sous-spécifiant et en obtenant des pièces qui ne fonctionnent pas correctement. Lors de l’évaluation d’un fabricant de pièces usinées CNC, ses capacités en matière de tolérances révèlent beaucoup sur la qualité de ses équipements et le niveau de maîtrise de ses procédés.
Usinage à tolérance standard vs usinage à tolérance serrée
Imaginez les tolérances comme la plage de variation dimensionnelle acceptable par rapport à votre conception initiale. Selon les normes industrielles, les tolérances usuelles pour l’usinage CNC se situent généralement autour de ±0,005 po (0,13 mm), conformément à la classe moyenne ISO 2768-1. Ce seuil de référence prend en compte les variations normales liées à la précision des machines, aux effets thermiques et à l’usure des outils, tout en permettant des taux de production économiques.
Mais que se passe-t-il lorsque les tolérances standard ne suffisent pas ? Les pièces usinées CNC de précision nécessitent des approches spécialisées. L’usinage haute précision peut atteindre des tolérances aussi serrées que ±0,001 po (0,025 mm), tandis que les applications extrêmement exigeantes — comme les instruments chirurgicaux — peuvent exiger des tolérances comprises entre ±0,0002 po et ±0,0005 po (0,005 à 0,013 mm). Toutefois, seulement environ 1 % des pièces requièrent réellement des tolérances dans cette plage extrême.
Les pièces CNC de précision diffèrent des composants CNC usinés standard sur plusieurs points essentiels :
- Exigences en matière d'équipement : Broches haute précision équipées de roulements en céramique ou à air, assurant une concentricité inférieure à 0,0001 po
- Contrôles environnementaux : Zones à température contrôlée, garantissant une stabilité de ±0,5 °C
- Vérification de la qualité : Protocoles d’inspection renforcés utilisant des instruments de mesure étalonnés
- Temps d'usinage : Avances et vitesses de coupe réduites afin de minimiser la déformation thermique
Lorsque la précision est primordiale
Toutes les caractéristiques de votre pièce ne nécessitent pas le même niveau de tolérance. Une spécification intelligente consiste à appliquer des tolérances serrées uniquement là où la fonctionnalité l’exige — surfaces d’assemblage, ajustements pour roulements ou éléments critiques d’alignement — tout en laissant les cotes non critiques aux tolérances standard.
Examinez ces scénarios où des composants usinés CNC de précision justifient l’investissement :
- Interfaces d’assemblage : Pièces devant s’assembler précisément avec d’autres composants
- Ensembles rotatifs : Arbres et roulements nécessitant des ajustements spécifiques
- Surfaces d'étanchéité : Lorsque la précision dimensionnelle empêche les fuites
- Boîtiers optiques ou électroniques : Applications exigeant un alignement précis
L’usinage CNC de grandes pièces présente des défis uniques en matière de maîtrise des tolérances. La dilatation thermique devient plus significative à mesure que les dimensions des pièces augmentent, rendant les environnements à température contrôlée encore plus essentiels pour maintenir la précision sur des pièces de grande taille.
La relation coût-tolérance
Voici la réalité que la plupart des acheteurs ignorent : resserrer les tolérances au-delà de ce qui est fonctionnellement nécessaire n’améliore pas votre pièce — cela augmente simplement votre coût. Selon les données relatives à l’usinage de précision , le passage d’un usinage standard à un usinage sous contrôle thermique entraîne une augmentation des coûts de 25 à 50 %, tandis qu’atteindre les tolérances les plus serrées avec un contrôle environnemental complet peut faire augmenter les coûts de 100 à 200 %.
Le tableau ci-dessous précise ce que signifient les différentes classes de tolérances pour votre projet :
| Plage de tolérance | Applications Typiques | Impact sur les coûts | Équipement requis |
|---|---|---|---|
| les mesures de sécurité doivent être prises en compte dans les mesures de sécurité. | Pièces industrielles générales, supports, carter | Base | Équipement CNC standard, environnement d’atelier normal |
| ±0,005 po (±0,13 mm) | Ensembles fonctionnels, composants automobiles | augmentation de 10 à 25 % | Machines bien entretenues, surveillance du climat |
| ±0,002" (±0,05 mm) | Automobile haute performance, équipements industriels | augmentation de 50 à 100 % | Broches de précision, régulation de la température à ±3 °C |
| les mesures de sécurité doivent être prises en compte dans la mesure où elles sont conformes aux exigences de la présente annexe. | Pièces aéronautiques, dispositifs médicaux | augmentation de 100 à 150 % | Machines haute précision, fixation améliorée |
| ±0,0005 po (±0,013 mm) | Instruments chirurgicaux, équipement optique | augmentation de 150 à 200 % | Contrôle environnemental complet, isolation aux vibrations |
Le choix des matériaux influence également les tolérances réalisables. Les pièces usinées avec précision par CN en aluminium permettent d’atteindre plus facilement des tolérances plus serrées que celles en titane, en raison des différences de machinabilité. Les matières plastiques posent des défis supplémentaires : leur flexibilité et leur sensibilité thermique limitent souvent les tolérances pratiques à la classe Moyenne selon la norme ISO 2768-1.
Lorsque vous communiquez avec les fabricants, incluez directement sur vos dessins 2D un tableau des tolérances précisant quelles dimensions sont critiques. Cela évite le surdimensionnement des tolérances et aide les fabricants à établir des devis précis. La compréhension de ces dynamiques de tolérance vous prépare à l’élément suivant, essentiel : la manière dont les exigences spécifiques à chaque secteur industriel influencent le choix des fabricants, au-delà des seules capacités générales d’usinage.
Exigences sectorielles spécifiques pour la fabrication de pièces usinées par CN
Avez-vous déjà remarqué comment un atelier mécanique automobile local gère les projets différemment d’un site de production d’instruments chirurgicaux ? Ce n’est pas le fruit du hasard. Chaque secteur impose des exigences radicalement différentes à ses partenaires fabricants de pièces usinées CNC — et comprendre ces distinctions vous aide à identifier des fournisseurs véritablement qualifiés pour votre application spécifique, plutôt que des prestataires se contentant d’affirmer des capacités généralistes.
Normes d’usinage pour le secteur automobile
Lorsque vous approvisionnez des composants destinés à des applications automobiles, la constance à grande échelle devient primordiale. Que vous recherchiez un atelier mécanique automobile à proximité ou que vous évaluiez des fournisseurs mondiaux, la fabrication mécanique automobile exige des compétences spécifiques que les ateliers de fabrication générale peuvent ne pas posséder.
Le secteur automobile fonctionne selon la norme IATF 16949 — la référence mondiale en matière de management de la qualité automobile, qui intègre les principes de la norme ISO 9001 tout en y ajoutant des exigences propres au secteur. Cette certification ne se résume pas à de simples documents administratifs : elle traduit un engagement fondamental envers :
- Prévention des défauts : Systèmes conçus pour détecter les problèmes avant qu’ils n’atteignent votre chaîne de montage
- Amélioration continue: Procédures documentées visant à améliorer continuellement l’efficacité et la qualité
- Surveillance des fournisseurs : Qualification rigoureuse et suivi continu des sources de matériaux
- Traçabilité des produits : Une documentation complète depuis la matière première jusqu'au composant fini
Un atelier de réparation de moteurs travaillant sur des composants de transmission fait face à des défis différents de ceux d’un atelier de fabrication produisant des panneaux de carrosserie. Les pièces usinées par CN pour l’industrie automobile doivent résister aux vibrations, aux cycles thermiques et aux contraintes mécaniques sur des centaines de milliers de kilomètres. Cela signifie que les fabricants doivent mettre en place des contrôles de processus robustes afin que chaque pièce — qu’il s’agisse de la première ou de la dix-millième — respecte exactement les mêmes spécifications.
Exigences de fabrication des dispositifs médicaux
La fabrication de dispositifs médicaux s’inscrit dans un environnement réglementaire où les erreurs peuvent avoir des conséquences mortelles. L’enjeu exige des cadres de certification nettement plus stricts que ceux applicables aux usages industriels généraux.
L’ISO 13485 constitue la norme de référence en matière de management de la qualité pour la production de dispositifs médicaux. Cette certification exige :
- Gestion des risques : Identification systématique et atténuation des modes de défaillance potentiels
- Contrôles de conception : Validation documentée garantissant le bon fonctionnement des pièces conformément à leur usage prévu
- Traçabilité complète : Traçabilité de chaque composant jusqu’aux lots spécifiques de matériaux, machines et opérateurs
- Traitement des réclamations : Procédures formalisées pour l’enquête sur les problèmes de qualité et leur résolution
- Considérations stérilité : Sélection des matériaux et des finitions répondant aux exigences de stérilisation
Outre la norme ISO 13485, les installations doivent se conformer à la réglementation américaine FDA 21 CFR Partie 820 — Règlement relatif au système qualité régissant la fabrication des dispositifs médicaux aux États-Unis. L’ensemble de ces exigences garantit que les instruments chirurgicaux, les implants et les équipements de diagnostic répondent aux normes rigoureuses de sécurité et de performance.
Exigences de précision aérospatiale
La fabrication aérospatiale représente probablement l’environnement de certification le plus exigeant en usinage de précision. Lorsque des composants fonctionnent à 30 000 pieds, la qualité n’est pas négociable : elle est critique pour la survie.
La norme AS9100 s'appuie sur les fondements de la norme ISO 9001 tout en y ajoutant des exigences spécifiques au secteur aérospatial, ce qui distingue les fabricants qualifiés des ateliers mécaniques généraux :
- Gestion de configuration : Des contrôles stricts garantissant que les modifications de conception sont correctement documentées et mises en œuvre
- Inspection du premier article (FAI): Une vérification exhaustive permettant de s'assurer que les pièces fabriquées correspondent aux conceptions approuvées
- Prévention des corps étrangers (FOD) : Des protocoles empêchant la contamination des assemblages critiques
- Prévention des pièces contrefaites : Des contrôles de la chaîne d'approvisionnement assurant l'authenticité des matériaux
- Contrôles des procédés spéciaux : Une surveillance renforcée des opérations critiques telles que le traitement thermique, le placage et autres
De nombreux programmes aérospatiaux exigent également l'accréditation NADCAP pour les procédés spéciaux. Contrairement aux certifications générales, NADCAP examine les contrôles propres à chaque procédé à un niveau très détaillé — validant ainsi le fait que le traitement thermique, les traitements chimiques et les essais non destructifs répondent aux normes les plus exigeantes du secteur.
Pour les travaux liés à la défense, la conformité aux ITAR (Règlement international sur le commerce des armes) ajoute une couche supplémentaire. Les ITAR régissent la gestion des données techniques et des composants sensibles, et exigent un statut d’inscription auprès du Département d’État des États-Unis ainsi que des protocoles stricts de sécurité de l’information.
Comparaison des certifications : adaptation des exigences aux applications
Comprendre quelles certifications sont pertinentes pour votre application permet d’éviter à la fois les coûts liés à une surqualification et les risques associés à un fournisseur sous-qualifié :
| Certification | Industrie principale | Domaines d'attention clés | Pourquoi cela compte |
|---|---|---|---|
| ISO 9001 | Fabrication générale | Systèmes de management de la qualité, amélioration continue | Certification de base démontrant l’engagement en matière de qualité |
| IATF 16949 | Automobile | Prévention des défauts, surveillance des fournisseurs, traçabilité | Exigée par les principaux équipementiers ; 67 % des équipementiers automobiles imposent au minimum l’ISO 9001 |
| AS9100 | Aérospatial | Gestion des risques, maîtrise de la configuration, inspection de première pièce (FAI) | Indispensable pour participer à la chaîne d’approvisionnement aérospatiale |
| ISO 13485 | Appareils médicaux | Gestion des risques, traçabilité, conformité réglementaire | Obligatoire pour les composants de dispositifs médicaux réglementés par la FDA |
| NADCAP | Aéronautique/Défense | Accréditation de procédé spécial | Valide les capacités de traitement thermique, d’essais non destructifs (END) et de traitement chimique |
| ITAR | Défense | Sécurité de l’information, contrôles à l’exportation | Obligatoire pour les données techniques et composants liés à la défense |
Voici ce que de nombreux acheteurs négligent : les certifications ne sont pas interchangeables. Un atelier mécanique automobile disposant de la certification IATF 16949 démontre des compétences spécifiques au secteur automobile, mais cette certification ne l’autorise pas à effectuer des travaux aérospatiaux exigeant la norme AS9100. De même, un atelier de fabrication disposant uniquement de la certification ISO 9001 peut ne pas posséder les systèmes qualité spécialisés requis dans les domaines médical ou aérospatial.
Selon recherche industrielle les entreprises disposant de certifications sectorielles remportent en moyenne 15 % de marchés supplémentaires par rapport à celles qui ne possèdent que des certifications qualité générales. L’investissement dans une certification spécialisée traduit une capacité réelle et un engagement que les équipes achats reconnaissent.
Lorsque vous évaluez des partenaires potentiels en matière de fabrication, vérifiez directement leurs certifications — demandez des copies des certificats et confirmez leur statut actuel auprès des organismes délivrant ces certificats. Cette diligence raisonnable revêt une importance encore plus grande lorsqu’il s’agit d’évaluer les options de finition de surface, qui influencent considérablement à la fois les performances des pièces et leur conformité réglementaire dans des applications exigeantes.
Options de finition de surface pour les pièces usinées CNC
Vous avez sélectionné le procédé, le matériau et les tolérances appropriés — mais il reste un dernier facteur susceptible de faire ou défaire votre projet. La finition de surface transforme les pièces fraichement usinées sur machine-outil à commande numérique (CNC) d’éléments fonctionnels en produits finis prêts pour l’assemblage ou l’utilisation finale. Comprendre vos options vous permet de communiquer clairement vos spécifications à tout fabricant de pièces usinées CNC et garantit que vos pièces fonctionnent exactement comme prévu.
Finitions fonctionnelles contre finitions esthétiques
Voici une distinction que de nombreux acheteurs négligent : tous les finis ne remplissent pas la même fonction. Certains finis améliorent principalement l’apparence, tandis que d’autres offrent des avantages fonctionnels essentiels, tels que la protection contre la corrosion ou une meilleure résistance à l’usure. Une spécification judicieuse consiste à choisir en fonction de vos besoins réels, plutôt que de recourir par défaut à des options coûteuses dont vous n’avez pas besoin.
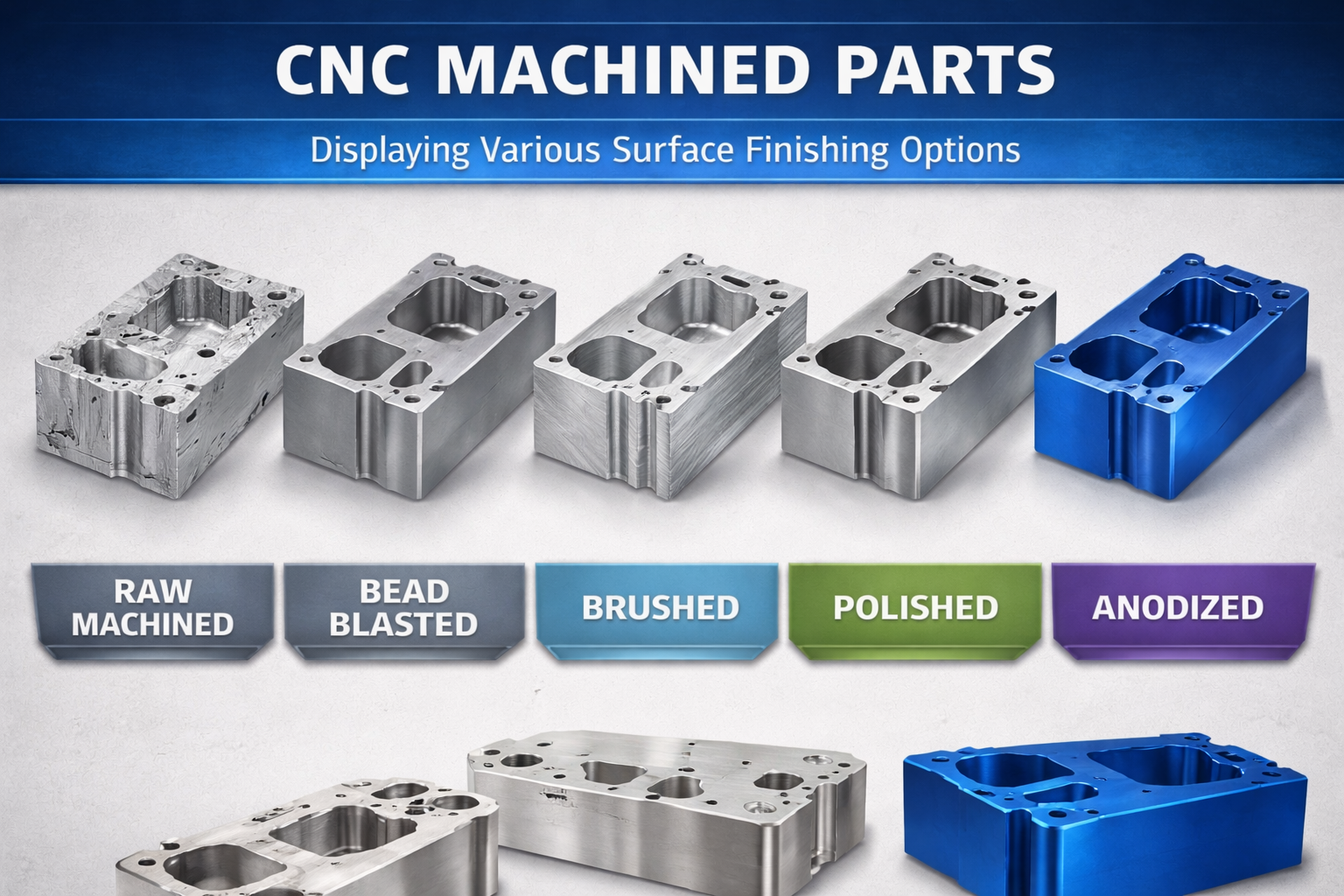
Finition « tel qu’usiné »
L’option la plus économique laisse les pièces usinées CNC avec la texture de surface créée lors de l’usinage. Selon les normes industrielles en matière de finition, les finis « tels que usinés » courants varient de 1,6 μm Ra (norme industrielle pour les applications générales) à 3,2 μm Ra pour les pièces dont la qualité de surface n’est pas critique. Ce fini convient bien lorsque :
- Les pièces resteront cachées à la vue dans les assemblages finaux
- La texture de surface n’affecte pas la fonctionnalité
- Des contraintes budgétaires privilégient la réduction des coûts
- Les pièces recevront ultérieurement une finition supplémentaire dans la chaîne logistique
Polissage et lustrage
Lorsque l'aspect visuel est primordial, le polissage élimine les marques d'usinage et crée des surfaces lisses et brillantes. Obtenir une rugosité moyenne arithmétique (Ra) de 0,4 μm permet d'atteindre une finition quasi miroir, essentielle pour les composants nécessitant un frottement minimal ou une apparence haut de gamme. Toutefois, cette douceur a un coût : le polissage augmente généralement de façon significative le temps de traitement et le coût de production des pièces usinées.
Le soufflage de perles
Ce procédé mécanique projette des billes de verre contre la surface de la pièce, créant ainsi une texture mate uniforme. Le grenaillage à billes élimine efficacement les légères imperfections de surface tout en préparant les pièces pour des traitements de revêtement ultérieurs. Il est particulièrement prisé pour les produits usinés CNC, où une apparence cohérente et non réfléchissante est recherchée, sans toutefois supporter le coût du polissage.
Revêtements protecteurs pour environnements agressifs
Lorsque vos pièces sont exposées à des produits chimiques corrosifs, aux intempéries ou à des conditions de fonctionnement exigeantes, les finitions protectrices deviennent indispensables, et non plus facultatives.
Anodisation
L'anodisation crée une couche d'oxyde durable sur les pièces en aluminium, améliorant considérablement la résistance à la corrosion et la dureté de surface. Trois types répondent à des besoins différents :
- Type I (acide chromique): Couche la plus fine, préservant des tolérances serrées ; privilégiée pour les applications aérospatiales exigeant une résistance à la fatigue
- Type II (acide sulfurique): Option la plus courante, offrant un bon compromis entre coût et performance ; accepte des colorants teintés pour une personnalisation esthétique
- Type III (anodisation dure) : Couche la plus épaisse et la plus durable, destinée aux applications industrielles et militaires exigeant une résistance extrême à l'usure
Revêtement en poudre
Cette finition polyvalente consiste à appliquer électrostatiquement une poudre sèche, puis à la polymériser par cuisson thermique afin de former une couche protectrice robuste. La peinture en poudre offre une durabilité exceptionnelle face aux chocs, aux produits chimiques et aux rayons UV. Avec un large choix de couleurs disponible, elle assure à la fois une protection fonctionnelle et un attrait visuel — ce qui la rend idéale pour les produits grand public et les équipements extérieurs.
Options de plaquage
Le placage métallique dépose des couches minces de métaux protecteurs ou fonctionnels sur les surfaces des pièces :
- Nickel chimique : Revêtement uniforme sans courant électrique ; assure une excellente résistance à la corrosion et une dureté homogène sur des géométries complexes
- Plaquage au chrome : Fournit des surfaces brillantes et réfléchissantes avec une bonne résistance à l’usure
- Pour les produits de la catégorie 5A001.a., les éléments suivants doivent être utilisés: Protection anticorrosion économique, couramment utilisée dans les applications automobiles
- Plaqué en or: Conductivité électrique supérieure pour les connecteurs électroniques
Passivation
Pour les produits en acier inoxydable usinés CNC, la passivation améliore la résistance naturelle à la corrosion en éliminant le fer libre présent à la surface et en favorisant la formation d’une couche oxyde protectrice. Ce traitement chimique est essentiel pour les composants médicaux et agroalimentaires, où la prévention de la contamination est critique.
Sélection de la finition selon l’application
Le choix de la finition appropriée implique un équilibre entre les besoins de protection, les exigences esthétiques et les contraintes budgétaires. Le tableau ci-dessous fournit des orientations pour associer les finitions aux applications courantes :
| Type de finition | Niveau de protection | Apparence | Meilleures applications | Coût relatif |
|---|---|---|---|---|
| Usiné standard | Faibles | Marques d’outils visibles ; aspect fonctionnel | Composants internes, prototypes, pièces cachées | $ |
| Le soufflage de perles | Faible-Moyen | Texture mate uniforme | Électronique grand public, préparation avant revêtement | $$ |
| Polissage | Faibles | Finition très brillante, semblable à un miroir | Dispositifs médicaux, composants décoratifs, boîtiers optiques | $$$ |
| Anodisation (type II) | Moyen-Élevé | Mat ou satiné ; disponible en plusieurs couleurs | Supports aéronautiques, produits grand public, boîtiers électroniques | $$ |
| Anodisation (type III) | Très élevé | Généralement gris foncé ou noir | Équipements militaires, machines industrielles, surfaces résistant à l’usure | $$$ |
| Revêtement en poudre | Haut | Large gamme de couleurs ; lisse ou texturé | Équipements extérieurs, pièces automobiles, produits grand public | $$ |
| Nickel chimique | Haut | Finition métallique brillante | Géométries complexes, composants hydrauliques, valves | $$$ |
| Revêtement chromé | Moyen-Élevé | Très réfléchissants, aspect miroir | Finitions automobiles, quincaillerie décorative | $$$$ |
| Plaquage au zinc | Moyenne | Chromate bleu-argent ou jaune | Éléments de fixation, supports, composants du plancher automobile | $$ |
Selon les estimations des coûts de finition, les traitements simples comme le sablage à billes varient généralement de 30 à 50 $ par pièce, tandis que l’anodisation ou le plaquage nickel sans courant peuvent atteindre 100 à 200 $ par pièce, selon la taille et la complexité. Prévoir ces coûts dès la phase de conception permet d’éviter des surprises budgétaires.
Le choix de la finition influe également sur les délais de production. Les finitions simples ajoutent quelques heures à la fabrication, tandis que les traitements complexes tels que l’anodisation ou la galvanoplastie allongent les délais de 24 à 48 heures — hors temps de préparation et de séchage. Lors de l’évaluation des fabricants, vérifiez leurs capacités internes en matière de finition par rapport aux procédés sous-traités, qui peuvent engendrer des délais de transport supplémentaires et une plus grande complexité de coordination.
Comprendre les options de finition vous prépare au prochain facteur critique dans le choix d’un fabricant : la manière dont divers facteurs de coût se combinent pour déterminer le prix final par pièce — et où se trouvent les opportunités d’optimiser votre investissement sans compromettre la qualité.
Facteurs de coût influençant le prix des pièces usinées CNC
Voici une question qui surprend bon nombre d’acheteurs : pourquoi deux pièces apparemment similaires donnent-elles des devis radicalement différents ? La réponse réside dans la compréhension des facteurs de coût cachés qui déterminent le prix des pièces usinées CNC. Que vous travailliez avec un fabricant local de pièces usinées ou avec une usine mondiale de pièces usinées CNC, les mêmes facteurs fondamentaux déterminent votre facture finale.
Les véritables facteurs de coût dans la fabrication CNC
Lorsque vous demandez un devis pour des pièces usinées CNC sur mesure, les fabricants évaluent plusieurs variables qui s’accumulent pour former le prix par pièce. Selon analyse des prix du secteur , ces facteurs sont classés du plus fort au moins fort impact :
- Complicité de la conception: Les conceptions complexes avec des détails précis ou des géométries élaborées nécessitent une programmation plus poussée, des réglages supplémentaires de la machine et, parfois, des outils spécialisés. Les pièces simples coûtent environ 20 $ l’heure d’usinage, tandis que les pièces complexes font grimper les tarifs à 35–70 $ l’heure.
- Sélection des matériaux : Les coûts des matières premières varient considérablement : l’aluminium coûte de 5 à 10 $ le kilogramme, tandis que l’acier inoxydable coûte de 8 à 16 $ le kilogramme. Au-delà du prix du matériau, l’usinabilité influence le temps de cycle et l’usure des outils, ce qui augmente les coûts.
- Exigences de tolérance : Des tolérances plus serrées exigent des vitesses d’usinage réduites, des changements d’outils fréquents et des contrôles qualité renforcés. Spécifier une tolérance de ±0,001 po au lieu de ±0,005 po peut augmenter le temps d’usinage de 50 % ou plus.
- Volume de production : Les coûts fixes, tels que la programmation et la mise en place, sont répartis sur l’ensemble des unités produites. Les séries courtes entraînent des coûts unitaires plus élevés, tandis que les commandes en grande quantité bénéficient des économies d’échelle.
- Type de machine : Les machines à trois axes coûtent généralement entre 10 et 20 $ l’heure, tandis que les machines à cinq axes, dotées de capacités avancées et plus complexes à exploiter, coûtent entre 20 et 40 $ l’heure.
- Exigences de finition : Chaque finition supplémentaire — anodisation, placage, polissage — augmente les coûts de main-d’œuvre, de temps machine et de matériaux pour votre projet.
Comprendre cette hiérarchie vous aide à déterminer en priorité où optimiser. Une légère modification de la complexité de conception permet souvent de réaliser des économies plus importantes que le simple changement de matériau.
Prix basé sur le volume et économies d'échelle
Imaginez commander un seul prototype ou commander 1 000 pièces destinées à la production. La programmation, la préparation des fichiers CAO et la mise en configuration de la machine ne sont effectuées qu’une seule fois — quel que soit le volume commandé. Cela crée une relation inverse entre le volume de commande et le coût unitaire, une relation que les experts en fabrication de pièces mécaniques reconnaissent comme le levier de réduction des coûts le plus puissant qui soit.
Voici à quoi ressemblent concrètement les chiffres :
- Unité simple : Coûts complets de mise en configuration et de programmation supportés par une seule pièce — prix unitaire le plus élevé
- 5 unités : Le prix unitaire diminue d’environ 50 % par rapport au prix unitaire d’une seule pièce
- 100 unités : Les coûts de mise en configuration deviennent négligeables par pièce ; seuls les coûts de matière et le temps de cycle déterminent le prix
- 1 000 unités ou plus : Le prix unitaire peut chuter à 10-20 % du coût d’une seule unité
Pour les pièces usinées destinées à la production, regrouper les commandes en lots plus importants — même si cela implique de détenir un certain stock — permet souvent de réduire considérablement le coût total du projet. De nombreux fabricants de pièces usinées CNC proposent des structures tarifaires dégressives qui récompensent les engagements en volume.
De faibles quantités commandées posent également des défis pratiques. Selon les données sectorielles, de nombreux fournisseurs appliquent des seuils minimums de commande qui peuvent dépasser vos besoins pour une production à faible volume. Lors de la phase de prototypage, tenez compte de ce fait dans votre processus de sélection des fournisseurs.
Équilibrer qualité et budget
Chaque décision de conception que vous prenez avant d’envoyer vos fichiers à une usine de fabrication de pièces usinées CNC affecte la réalisabilité — et le coût. Les acheteurs avisés optimisent leurs conceptions pour la production, plutôt que de considérer l’usinage comme une simple étape secondaire.
Envisagez ces stratégies de conception permettant de réduire les coûts sans sacrifier la fonctionnalité :
- Évitez les cavités profondes : Les espaces creux dont la profondeur est nettement supérieure à la largeur nécessitent des outils spécialisés et des vitesses d’usinage réduites
- Utilisez des tailles de trous standard : Le respect des incréments standard des forets (par pas de 1/64 po) élimine le besoin d’outillages sur mesure
- Angles internes arrondis : Les angles internes vifs exigent des outils spécialisés et augmentent la complexité — arrondissez ces bords
- Augmentez l’épaisseur des parois : Les pièces à parois minces nécessitent un contrôle plus précis et des dispositifs de serrage spécialisés, ce qui augmente les coûts
- Limitez les filetages : Chaque élément fileté ajoute du temps d’usinage ; envisagez des méthodes alternatives de fixation lorsque cela est possible
- Supprimez les textes superflus : Le gaufrage ou la gravure ajoutent du temps machine sans apporter de bénéfice fonctionnel, sauf si requis pour l’identification
La relation entre les délais de livraison et les prix mérite également une attention particulière. Les délais de livraison standard permettent aux fabricants de planifier efficacement votre commande en parallèle avec d'autres projets. Les commandes express — notamment celles qui exigent un approvisionnement accéléré des matériaux ou du travail supplémentaire — peuvent augmenter les coûts de 25 à 50 %, voire davantage. Une planification anticipée reste la stratégie de réduction des coûts la plus souvent négligée.
Lorsque vous comparez des devis pour des pièces usinées sur mesure par fraisage CNC et des composants standards issus d’un catalogue, gardez à l’esprit que la fabrication sur mesure implique inévitablement des frais liés à la programmation et à la mise en place. Toutefois, les pièces sur mesure répondent exactement aux besoins de votre application, ce qui peut permettre d’éliminer des opérations secondaires ou des étapes d’assemblage que des composants standards pourraient nécessiter.
Une approche pratique consiste à utiliser cette formule pour estimer si un projet est financièrement pertinent :
Coût estimé = (Coût des matériaux + Coût de mise en place) + (Temps d’usinage × Taux horaire) + Coût des finitions
Cette analyse vous aide à identifier les composants de coût qui offrent le plus grand potentiel d'optimisation pour votre projet spécifique. Grâce à cette compréhension des facteurs influençant les coûts, vous êtes à même d’évaluer les partenaires de fabrication potentiels sur des critères réellement déterminants : leurs capacités, leurs systèmes qualité et leur aptitude à livrer des résultats constants à des prix concurrentiels.

Comment choisir le bon fabricant de pièces usinées CNC
Vous maîtrisez désormais les fondamentaux techniques — procédés, matériaux, tolérances et finitions. Il reste maintenant la décision qui déterminera si toutes ces connaissances se traduiront par des pièces réussies : le choix du partenaire de fabrication. Sélectionner un fournisseur de pièces usinées CNC ne consiste pas simplement à trouver le devis le plus bas. Il s’agit plutôt d’identifier un partenaire dont les capacités, les systèmes qualité et les pratiques de communication correspondent aux exigences de votre projet.
Évaluation des capacités du fabricant
Lors de l'évaluation de fournisseurs potentiels de pièces usinées, vous devez adopter une démarche systématique qui va au-delà des simples déclarations superficielles. Selon les meilleures pratiques du secteur, l’évaluation des fournisseurs de machines à commande numérique (CNC) exige l’analyse de plusieurs dimensions de leur activité.
Évaluation du matériel et de la technologie
Un fournisseur de pièces usinées équipé de centres d’usinage multicoupes avancés démontre sa capacité à traiter des géométries complexes. Mais ne vous arrêtez pas au simple nombre de machines : examinez attentivement ces facteurs spécifiques :
- Âge et état de la machine : Les équipements plus récents permettent généralement de respecter des tolérances plus serrées et entraînent moins d’arrêts non planifiés
- Intégration des logiciels CAO/FAO : Les logiciels modernes permettent une programmation plus rapide et réduisent les erreurs de traduction issues de vos fichiers de conception
- Capacités d'automatisation : Le chargement robotisé, les systèmes de palettes et l’usinage « sans lumière » (lights-out machining) témoignent de l’efficacité de la production
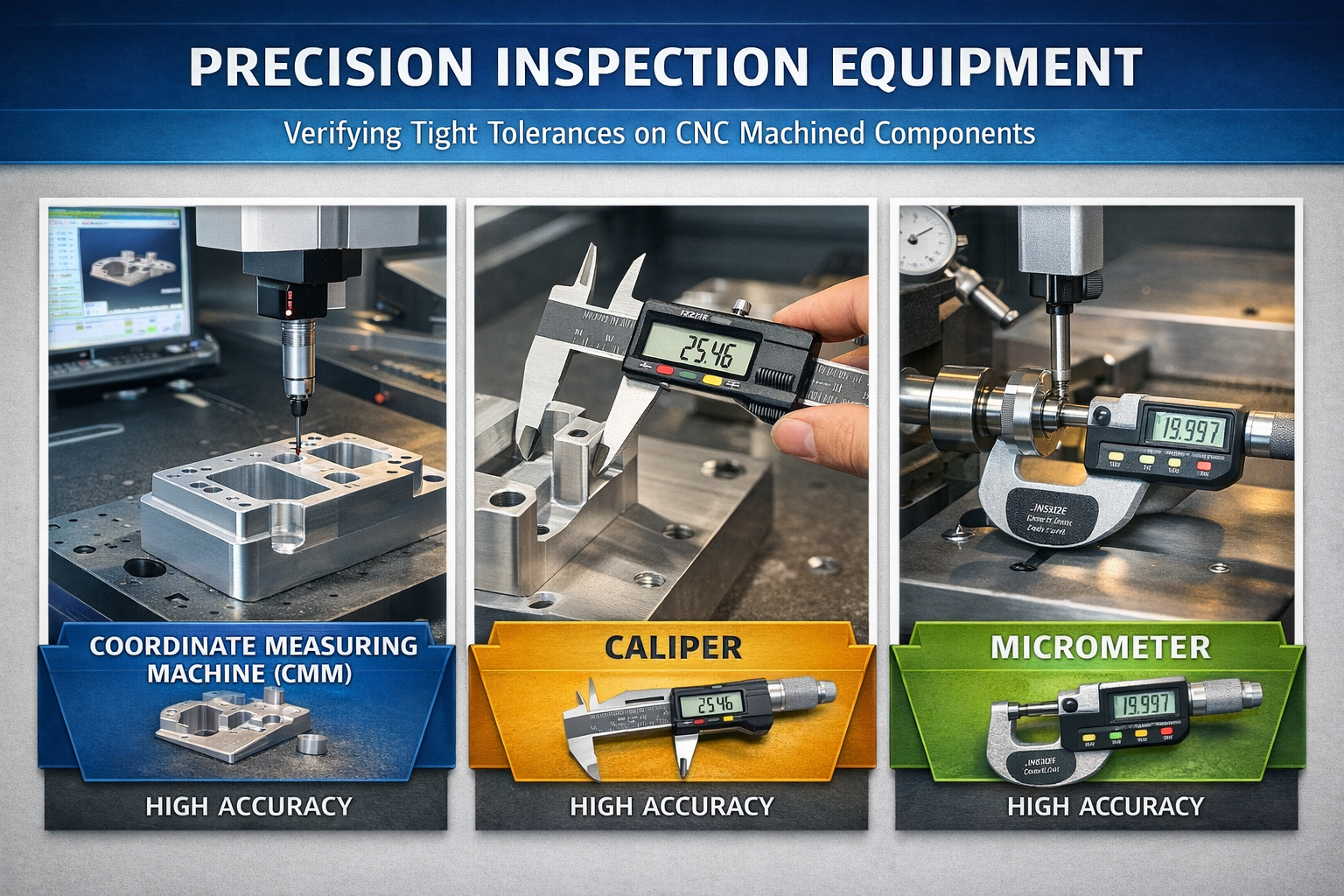
- Équipement d'inspection: Les machines à mesurer tridimensionnelles (MMT), les comparateurs optiques et les appareils de mesure de la rugosité de surface valident les affirmations relatives à la précision
L'expertise en matière de matériaux représente un autre indicateur critique de capacité. Les fabricants de pièces usinées expérimentés avec le matériau spécifique que vous utilisez — qu’il s’agisse d’aluminium, de titane ou de plastiques techniques — sont en mesure d’anticiper les difficultés d’usinage et d’optimiser les procédés en conséquence. Un large portefeuille de matériaux témoigne d’une compétence technique et d’une souplesse adaptées à diverses applications.
Évaluation de la capacité de production
Le fabricant est-il en mesure de traiter à la fois votre commande actuelle et votre croissance future ? Évaluez ces indicateurs de capacité :
- Nombre de machines dédiées à votre type de pièce (fraisage, tournage ou EDM)
- Organisation des postes de travail — un seul poste, deux postes ou fonctionnement 24/7
- Taux d’utilisation actuel des capacités et délais d’exécution habituels
- Capacité à passer progressivement de petites séries de prototypes à des volumes de production
Un fournisseur disposant d’une capacité évolutive réduit le risque de goulots d’étranglement lorsque votre projet passe de la phase de prototypage à la production à plein régime. Pour les applications automobiles, des fabricants tels que Shaoyi Metal Technology illustrent cette capacité, offrant la fabrication rapide de prototypes avec des délais d’exécution aussi courts qu’un jour ouvrable, tout en s’adaptant sans heurt aux volumes de production de masse — une combinaison qui soutient les cycles de développement produit agiles.
Des systèmes qualité qui comptent
Au-delà des certifications affichées sur les sites web, comprendre comment les fabricants mettent concrètement en œuvre leur contrôle qualité permet de distinguer les partenaires fiables de ceux qui se contentent de cocher les cases de conformité.
Contrôle Statistique des Processus (CSP)
La maîtrise statistique des procédés (MSP) représente la référence en matière de surveillance des procédés dans la fabrication de précision. Plutôt que d’inspecter les pièces après leur achèvement — alors que les défauts se sont déjà produits —, la MSP suit en temps réel les variables du procédé, permettant aux opérateurs de détecter les écarts avant qu’ils ne génèrent des pièces défectueuses.
Selon recherche en gestion de la qualité , une mise en œuvre efficace de la MSP procure des avantages mesurables :
- Détection précoce de l’usure des outils avant qu’elle n’affecte la précision dimensionnelle
- Indicateurs de capabilité du procédé (valeurs Cpk) attestant d’une performance constante
- Analyse des tendances empêchant la dérive vers les limites de tolérance
- Documentation soutenant les exigences de traçabilité
Lors de l'évaluation d'un fournisseur potentiel de composants usinés CNC, demandez-lui des précisions sur sa mise en œuvre de la maîtrise statistique des procédés (SPC). Les fabricants dotés de systèmes qualité fondés sur la SPC — tels que les installations certifiées IATF 16949 — démontrent un engagement en faveur de la prévention des défauts, et non pas uniquement de leur détection.
Protocoles d'inspection
Une inspection rigoureuse va au-delà de la simple possession d'équipements coûteux. Examinez le processus d'inspection du fabricant :
- Inspection du premier article (FAI): Vérification dimensionnelle complète avant le démarrage des séries de production
- Contrôle en cours de processus : Contrôles réguliers pendant la production permettant de détecter rapidement les anomalies
- Inspection finale : Vérification exhaustive par rapport à vos spécifications avant expédition
- Documentation : Rapports d'inspection, certificats de matériaux et documents de traçabilité
Les fournisseurs de premier plan maintiennent des taux de réclamations nettement inférieurs aux moyennes sectorielles grâce à des approches qualité systématiques. Des procédures de double contrôle — inspection effectuée sur le site de fabrication suivie d'une vérification indépendante — réduisent à une fraction de pour cent le nombre de défauts atteignant les clients.
Signaux d'alerte à surveiller
L'expérience apprend aux acheteurs à reconnaître les signes avant-coureurs qui prédisent des problèmes futurs. Veillez à ces indicateurs lors de votre évaluation :
- Affirmations vagues sur les capacités : Les fabricants incapables de préciser leurs capacités en matière de tolérances ou leur expertise matériaux peuvent manquer de compétence réelle
- Prix nettement inférieurs à ceux des concurrents : Des devis irréalistement bas signalent souvent des raccourcis pris sur les matériaux, le contrôle qualité ou des frais cachés qui apparaîtront ultérieurement
- Réticence à fournir des références : Les fournisseurs établis partagent volontiers les coordonnées de leurs clients afin de vérifier leurs capacités
- Réactivité médiocre en matière de communication : Des réponses lentes ou incomplètes pendant la phase de devis préfigurent des difficultés similaires durant la production
- Certifications absentes ou expirées : Vérifiez systématiquement la validité des certificats directement auprès des organismes délivrants
- Absence de gestion de projet dédiée : Les composants CNC complexes nécessitent un accompagnement technique tout au long de la production — les fournisseurs ne disposant pas d’un support ingénierie vous laissent seuls face aux problèmes
Selon les recherches sur l’évaluation des fournisseurs, la transparence des structures tarifaires compte autant que le montant final. Un devis détaillé, ventilant les coûts des matériaux, le temps d’usinage et les prestations de finition, indique un fournisseur qui maîtrise sa propre structure de coûts — et qui est donc en mesure de maintenir une tarification et une qualité stables.
Établir des relations productives avec les fournisseurs
Trouver le bon fabricant n’est que le point de départ. Pour maximiser la valeur, il faut établir des relations collaboratives mutuellement bénéfiques.
Pratiques de communication
Une communication claire permet d’éviter les malentendus à l’origine des retards, des travaux de reprise et des frustrations. Évaluez les partenaires potentiels selon les critères suivants :
- Délai de réponse aux demandes techniques
- Disponibilité d’un soutien technique pour l’optimisation de la conception
- Communication proactive sur l’état d’avancement de la production ou sur d’éventuels problèmes
- Compétences linguistiques adaptées aux besoins de votre équipe
Les fournisseurs proposant des chefs de projet dédiés offrent une meilleure assistance tout au long des phases de conception et de production. Ce point de contact unique simplifie la coordination et garantit que vos exigences ne se perdent pas dans la traduction entre les départements.
Avantages d'un partenariat à long terme
Considérer l’approvisionnement de pièces usinées sur machines à commande numérique (CNC) comme un exercice purement transactionnel limite la valeur que vous pouvez tirer de vos relations avec les fabricants. Les partenariats à long terme offrent des avantages que les commandes ponctuelles ne sauraient fournir :
- Optimisation du processus : Les fournisseurs familiarisés avec vos pièces améliorent continuellement leur efficacité
- Planification prioritaire : Des relations établies signifient souvent un traitement privilégié en cas de contraintes de capacité
- Saisie du design : Des partenaires expérimentés détectent les problèmes de réalisabilité avant qu’ils ne se transforment en difficultés coûteuses
- Programmes de gestion des stocks : Les commandes cadencées (blanket orders) et les systèmes Kanban réduisent vos coûts de stockage
Liste de contrôle pour l’évaluation des fabricants
Utilisez cette liste de contrôle complète lors de la comparaison de fournisseurs potentiels de composants usinés sur machines CNC :
| Catégorie d'évaluation | Questions clés | À quoi s'attendre |
|---|---|---|
| Capacités techniques | Quels types de machines et quelles configurations d’axes sont disponibles ? Quels systèmes CAO/FAO sont utilisés ? | Machines multi-axes, logiciels modernes, capacités d’automatisation |
| Expertise Matériaux | Quels matériaux usinez-vous régulièrement ? Pouvez-vous fournir des exemples ? | Expérience avec vos matériaux spécifiques ; un portefeuille étendu témoigne de la polyvalence |
| Certifications de qualité | Quelles certifications sectorielles détenez-vous ? Quand ont-elles été auditées pour la dernière fois ? | ISO 9001 actuelle comme niveau minimal ; IATF 16949 pour le secteur automobile ; AS9100 pour l’aéronautique |
| Systèmes de qualité | Comment mettez-vous en œuvre la maîtrise statistique des procédés (MSP) ? Quels équipements d’inspection utilisez-vous ? | Capacités de machines à mesurer tridimensionnelles (MMT), procédures MSP documentées, protocoles d’inspection en cours de fabrication |
| Capacité de production | Quels sont les délais habituels ? Êtes-vous capable de passer du prototype à la production en série ? | Délais réalistes, capacité avérée à monter en puissance, planification de mesures de secours |
| Communication | Qui sera mon interlocuteur principal ? Comment traitez-vous les questions techniques ? | Gestion de projet dédiée, disponibilité d’un soutien technique, réactivité |
| Transparence des prix | Pouvez-vous fournir une ventilation détaillée des coûts ? | Séparation claire des coûts des matériaux, de l’usinage, des finitions et des mises en place |
| Historique | Pouvez-vous fournir des références clients ? Quel est votre taux de livraison dans les délais ? | Références vérifiables, indicateurs de livraison supérieurs à 95 %, faible taux de réclamations |
Pour les acheteurs qui s’approvisionnent en composants automobiles usinés CNC, la certification IATF 16949 constitue une garantie essentielle de la capacité du fournisseur à répondre aux exigences rigoureuses du secteur. Des fabricants tels que Shaoyi Metal Technology associent cette certification à des systèmes qualité fondés sur la maîtrise statistique des procédés (SPC) et à des capacités de prototypage rapide : c’est précisément cette combinaison que les acheteurs doivent rechercher lorsqu’ils construisent des chaînes d’approvisionnement automobiles alliant rapidité, qualité et rentabilité.
Avec une approche systématique d’évaluation des fabricants en main, vous êtes désormais prêt à passer de l’évaluation à l’action. La dernière étape consiste à traduire vos besoins en spécifications claires et à établir des relations de travail productives permettant d’obtenir des résultats cohérents dans le temps.
Passer à l’action concernant vos exigences en pièces usinées CNC
Vous avez assimilé les facteurs critiques que la plupart des acheteurs négligent — il est maintenant temps de mettre cette connaissance en pratique. Passer de la recherche aux résultats exige une démarche structurée qui transforme votre compréhension des pièces usinées CNC en résultats concrets pour vos projets. Traçons ensemble la voie à suivre.
Votre feuille de route pour l’approvisionnement de pièces usinées CNC
Prêt à approvisionner votre prochaine pièce usinée CNC ? Suivez cette séquence éprouvée afin de minimiser les risques et de maximiser les résultats :
- Finalisez vos fichiers de conception : Préparez des modèles CAO complets dans des formats universels (STEP, IGES), accompagnés de dessins 2D précisant les tolérances critiques, les états de surface et les exigences relatives au matériau
- Définissez clairement vos spécifications : Grade du matériau du document, exigences en matière de tolérance pour chaque dimension critique, spécifications de finition et toute certification sectorielle requise
- Identifier les fabricants potentiels : Sélectionner les fournisseurs en fonction de leurs capacités d’équipement, de leurs certifications pertinentes et de leur expérience dans votre application spécifique
- Demander des devis détaillés : Soumettre des demandes de prix (DAP) accompagnées de toute la documentation nécessaire et demander une ventilation détaillée des coûts, distinguant clairement les coûts des matériaux, de l’usinage et de la finition
- Évaluer et comparer les réponses : Évaluer les capacités techniques, les systèmes qualité, la réactivité en matière de communication et la valeur globale — et non pas uniquement le prix
- Effectuer une diligence raisonnable : Vérifier les certifications, demander des références et confirmer les engagements en matière de délais de livraison avant de passer les commandes
- Commencer par la validation du prototype : Commandez des échantillons pour vérifier la précision dimensionnelle et la qualité de la finition avant de vous engager sur des volumes de production
De la spécification à la production
Une communication claire évite les malentendus coûteux. Lors de la soumission de vos exigences concernant les pièces usinées CNC, veuillez inclure les éléments essentiels suivants :
- Tableaux de tolérances : Précisez quelles dimensions sont critiques par rapport aux dimensions standard — évitez de spécifier des tolérances excessives pour les caractéristiques non fonctionnelles
- Certifications des matériaux : Indiquez si vous exigez des rapports d’essais sur échantillon ou une traçabilité spécifique du matériau
- Exigences d'inspection : Définissez les besoins en inspection du premier article ainsi que les attentes en matière de documentation qualité continue
- Considérations relatives au montage des pièces usinées : Si votre composant s’interface avec d’autres pièces, fournissez les dessins des composants associés ou le contexte d’assemblage
Selon les experts en préparation de la conception, consulter les technologues de votre fabricant dès la phase de conception peut réduire les coûts de 20 à 30 % tout en améliorant la fabrication. Cette approche collaborative permet de détecter les problèmes potentiels avant qu’ils ne deviennent des difficultés coûteuses en production.
Passer à l'étape suivante
Armé des neuf facteurs critiques abordés dans ce guide, vous êtes à même de prendre des décisions éclairées en matière d’approvisionnement, qui équilibrent qualité, coût et fiabilité. Que vous ayez besoin d’une seule pièce usinée sur machine-outil à commande numérique (CNC) pour la phase de prototypage ou de milliers de composants destinés à la production, les principes restent les mêmes : définir clairement les spécifications, évaluer de façon systématique et nouer des relations avec des partenaires compétents.
Pour les applications automobiles exigeant des assemblages de châssis de précision, des douilles métalliques sur mesure ou d’autres composants critiques, les fabricants certifiés IATF 16949 et dotés de systèmes qualité fondés sur la maîtrise statistique des procédés (SPC) garantissent la régularité requise par votre chaîne d’approvisionnement. Shaoyi Metal Technology exemplifie cette capacité globale, en proposant des services d’usinage CNC de précision pouvant s’adapter aussi bien au prototypage rapide — avec des délais de livraison pouvant être aussi courts qu’un jour ouvrable — qu’à des volumes de production de masse complets.
Votre prochain projet de pièces usinées par commande numérique commence par une seule étape : préparer vos spécifications et contacter des fabricants qualifiés capables de transformer vos conceptions en composants de précision. Les connaissances que vous avez acquises ici garantissent que cette conversation débute dans une position de confiance éclairée.
Questions fréquemment posées sur la fabrication de pièces CNC
1. Qu’est-ce que l’usinage CNC et comment fonctionne-t-il ?
L’usinage CNC est un procédé de fabrication soustractive dans lequel un logiciel informatique préprogrammé commande des outils de coupe afin de produire des pièces de précision à partir de matériaux bruts. Ce procédé commence par un fichier CAO contenant les spécifications de la pièce, qui est ensuite traduit en code G, langage compris par les machines CNC. La machine exécute alors chaque trajectoire d’usinage avec une précision mécanique, atteignant des tolérances aussi fines que ±0,0002 pouce pour l’usinage standard et ±0,0001 pouce pour les opérations d’usinage par électro-érosion (EDM). Cette technologie permet une précision répétable, qu’il s’agisse de produire 10 ou 10 000 unités identiques.
2. Quelles certifications dois-je rechercher chez un fabricant de pièces CNC ?
Les certifications dont vous avez besoin dépendent de votre secteur d'activité. La norme ISO 9001 constitue la certification de base en matière de management de la qualité pour la fabrication générale. L'IATF 16949 est indispensable pour les applications automobiles, avec un accent particulier mis sur la prévention des défauts et la traçabilité. La norme AS9100 est requise pour les composants aérospatiaux et couvre notamment la gestion de la configuration ainsi que l'inspection du premier article. La norme ISO 13485 régit la fabrication des dispositifs médicaux et impose des exigences strictes en matière de gestion des risques. L'accréditation NADCAP valide les procédés spéciaux, tels que le traitement thermique, dans le domaine aérospatial. Vérifiez toujours la validité des certificats directement auprès des organismes certificateurs avant de collaborer avec un fabricant.
3. Quel est le coût de l’usinage CNC ?
Les coûts de l'usinage CNC dépendent de plusieurs facteurs classés par ordre d'impact : la complexité de la conception (les conceptions simples coûtent 20 $/heure contre 35 à 70 $/heure pour les pièces complexes), le choix du matériau (l'aluminium à 5-10 $/livre contre l'acier inoxydable à 8-16 $/livre), les exigences en matière de tolérances (des tolérances plus serrées peuvent augmenter le temps d'usinage de 50 %), le volume de production (les coûts de mise en place sont répartis sur l'ensemble des unités), le type de machine (machine à 3 axes à 10-20 $/heure contre machine à 5 axes à 20-40 $/heure) et les exigences en matière de finition. Grâce aux économies d'échelle, le coût unitaire peut chuter à 10-20 % du prix unitaire lors de la commande de plus de 1 000 pièces.
4. Quels matériaux peuvent être usinés par CN ?
Les machines CNC travaillent avec une large gamme de métaux et de plastiques. L’aluminium 6061 offre les meilleures performances globales pour les pièces destinées à un usage général, avec une excellente usinabilité. L’acier et l’acier inoxydable offrent une durabilité et une résistance à la corrosion supérieures pour les applications exigeantes. Le laiton assure une excellente usinabilité pour les connecteurs électriques et les quincailleries décoratives. Le titane présente le rapport résistance/poids le plus élevé, ce qui le rend idéal pour les composants aérospatiaux et les implants médicaux. Les plastiques techniques tels que le Delrin, le Nylon, le PEEK et le PTFE présentent des avantages tels qu’un poids réduit, une résistance chimique et une isolation électrique, adaptés à des applications spécifiques.
5. Comment choisir entre usinage CNC par fraisage, tournage et EDM ?
Choisissez en fonction de la géométrie et du matériau de votre pièce. Le fraisage CNC utilise des outils de coupe rotatifs sur des pièces fixes, ce qui le rend idéal pour les surfaces planes, les cavités, les rainures et les contours 3D sur des pièces prismatiques. Le tournage CNC fait tourner la pièce à usiner contre un outil fixe, ce qui convient particulièrement aux pièces cylindriques telles que les arbres, les douilles et les éléments filetés. L’usinage par électro-érosion (EDM) utilise des étincelles électriques pour éroder le matériau sans contact physique, ce qui est essentiel pour les aciers à outils trempés, les angles internes vifs et les pièces délicates ne pouvant pas supporter les efforts de coupe. De nombreux projets nécessitent plusieurs procédés, ce qui rend avantageux, du point de vue du contrôle qualité, de faire appel à des fabricants disposant de l’ensemble de ces capacités sous un même toit.