 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Les services d’usinage CNC décryptés : des fichiers CAO aux pièces finies

Comprendre les services de machines CNC et leur fonctionnement
Vous êtes-vous déjà demandé comment des pièces métalliques complexes passent d’un modèle numérique affiché sur l’écran d’un ordinateur à un composant tangible et précis que vous pouvez tenir dans votre main ? Cette transformation s’opère grâce aux services de machines CNC — et bien comprendre ce processus peut vous faire gagner un temps, de l’argent et des tracas considérables sur votre prochain projet de fabrication.
Ce que font réellement les services de machines CNC
Examinons cela simplement. CNC signifie « commande numérique par ordinateur ». Lorsque vous faites appel à un fournisseur proposant des services d’usinage CNC , vous bénéficiez de capacités de fabrication dans lesquelles des logiciels informatiques préprogrammés contrôlent avec une précision exceptionnelle le déplacement des outils de coupe.
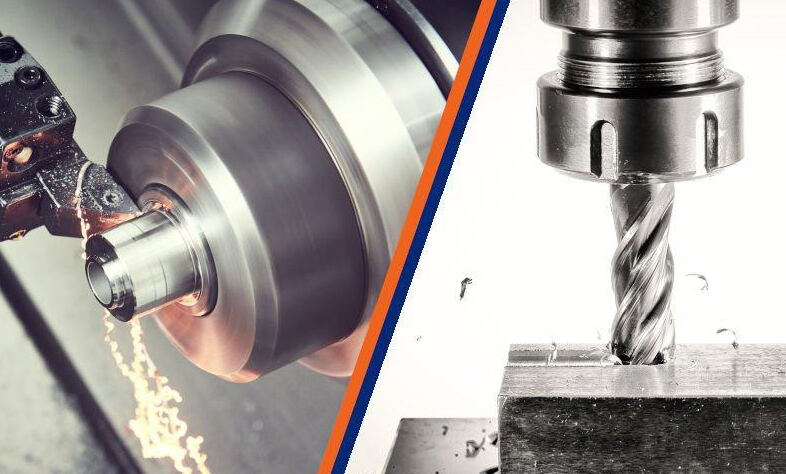
Les services de machines CNC sont des solutions professionnelles de fabrication qui utilisent des systèmes de commande informatisés pour piloter des machines-outils — notamment des fraiseuses, des tours et des systèmes à plusieurs axes — afin de transformer des blocs de matière première en pièces sur mesure, avec une grande précision et une excellente reproductibilité.
Voici comment cela fonctionne : au lieu qu’un opérateur guide manuellement chaque usinage, un ordinateur lit votre fichier de conception numérique et le traduit en mouvements précis. La machine suit des instructions codées qui déterminent tous les paramètres, de la vitesse de la broche au parcours exact de l’outil de coupe. Cette automatisation garantit que vos pièces sont produites de façon constante, précise et strictement conforme aux spécifications — que vous ayez besoin d’un seul prototype ou de milliers de composants destinés à la production.
D'une conception numérique à une pièce physique
Le processus allant de votre fichier CAO à la pièce finie suit un flux de travail optimisé, affiné par les services de fraisage CNC de précision au cours de plusieurs décennies :
- Création du modèle CAO : Votre conception 2D ou 3D définit les dimensions, les géométries et les spécifications de la pièce finale
- Conversion FAO : Un logiciel spécialisé traduit votre conception en code G — le langage de programmation compris par les machines à commande numérique (CNC).
- Réglage de la machine : Les opérateurs fixent votre matière première et montent les outils de coupe appropriés.
- Usinage automatisé : La machine exécute le programme, enlevant la matière avec précision pour fabriquer votre pièce.
Ce flux numérique vers le physique est ce qui rend les services modernes d’usinage CNC si précieux. Selon Thomas , l’usinage CNC est largement utilisé dans de nombreux secteurs, notamment l’automobile, l’aérospatiale et les télécommunications — partout où des tolérances serrées et une qualité constante sont essentielles.
L’avantage de la fabrication soustractive
Voici un concept important à comprendre : l’usinage CNC est un procédé de fabrication soustractive. Contrairement à l’impression 3D, qui construit les pièces couche par couche, la maintenance des machines CNC commence avec un bloc massif de matière — métal, plastique ou matériau composite — et retire systématiquement tout ce qui ne fait pas partie de la pièce finie.
Pourquoi cela importe-t-il pour vos projets ? La fabrication soustractive offre des avantages distincts :
- Intégrité du matériau : Vous travaillez avec un matériau massif, et non avec des dépôts stratifiés, ce qui confère des propriétés mécaniques supérieures
- Qualité de Surface: Les surfaces usinées peuvent obtenir d’excellentes finitions directement après l’usinage
- Variété de matériaux : Les procédés CNC permettent de travailler des métaux tels que l’aluminium, l’acier inoxydable, le laiton et le titane, ainsi que des plastiques techniques et des composites
- Contrôle précis : Des tolérances standard de ±0,005 pouce (0,127 mm) sont réalisables, et des tolérances plus serrées sont possibles selon les besoins
L’étendue des opérations disponibles est plus vaste que beaucoup ne le pensent. Le fraisage utilise des outils de coupe à plusieurs points en rotation pour façonner des géométries complexes. Le tournage emploie des tours pour les pièces cylindriques. Les machines multi-axes — y compris les systèmes à 4 axes et à 5 axes — permettent d’accéder à plusieurs faces d’une pièce dans un seul montage, réduisant ainsi les manipulations et améliorant la précision. Comprendre quelle opération convient précisément à vos besoins spécifiques est exactement ce que les sections suivantes vous aideront à déterminer.
Types d’opérations d’usinage CNC et leurs applications
Maintenant que vous maîtrisez les fondamentaux, la question suivante logique est la suivante : quelle opération d’usinage CNC convient le mieux à votre pièce spécifique ? La réponse dépend de sa géométrie, du matériau utilisé, des tolérances requises et du volume de production. Examinons les grandes catégories afin que vous puissiez associer les besoins de votre projet à l’approche d’usinage appropriée.
Explication des opérations de fraisage
Le fraisage est sans doute l’opération CNC la plus polyvalente disponible. Un outil de coupe multi-point en rotation se déplace sur votre pièce, en enlevant du matériau pour créer des surfaces planes, des rainures, des poches, des contours et des formes complexes en 3D. Lorsque vous contactez un prestataire proposant services de machine d'usinage CNC , vous accédez à des machines capables de traiter aussi bien des supports rectangulaires simples que des carter aérospatiaux complexes.
Il existe deux configurations principales à connaître :
- Fraisage vertical : La broche est orientée perpendiculairement à la table de travail. Ce dispositif est particulièrement adapté à l’usinage de face, au perçage et à la réalisation d’usinages sur des surfaces planes. Les services d’usinage CNC vertical sont couramment utilisés pour les prototypes, les moules et les pièces dont les caractéristiques se situent principalement sur une seule face.
- Usinage horizontal : La broche est orientée parallèlement à la table de travail. Cette configuration permet une évacuation plus efficace des copeaux et est privilégiée pour les passes plus lourdes, les pièces longues et la production en grande série. Les services d’usinage CNC horizontal excellent lorsqu’il s’agit d’usiner efficacement plusieurs faces d’une pièce.
La véritable puissance de l’usinage fraisage apparaît lorsque l’on prend en compte le nombre d’axes impliqués — c’est précisément là que de nombreux acheteurs éprouvent de la confusion.
Quand choisir l’usinage 5 axes plutôt que l’usinage 3 axes ?
Imaginez que vous usiniez une pièce. Dans l’usinage 3 axes, l’outil de coupe se déplace selon trois directions linéaires : X (gauche-droite), Y (avant-arrière) et Z (haut-bas). Cette configuration convient bien à la plupart des géométries simples, mais que se passe-t-il lorsque vous devez réaliser des dégagements, des éléments inclinés ou des contours complexes ?
C'est là qu'interviennent les axes supplémentaires. Voici la répartition pratique :
| Configuration des axes | Capacités | Applications Typiques | Niveau de complexité |
|---|---|---|---|
| 3 axes | Mouvement linéaire selon les directions X, Y et Z. La pièce doit être repositionnée pour accéder à plusieurs faces. | Pièces planes, supports simples, plaques, caractéristiques 2,5D telles que des poches et des rainures | Faible — le plus économique pour des géométries simples |
| 4 axes | Ajout d'une rotation autour de l'axe X (axe A). Usinage continu autour de surfaces cylindriques ou inclinées. | Pièces nécessitant un usinage autour d'un axe central, gravure sur des surfaces courbes, certains composants aérospatiaux | Moyen — réduit le nombre de mises en position par rapport à l'usinage 3 axes |
| 5-axes | Ajout de deux axes de rotation (généralement les axes A et B). L'outil peut aborder la pièce sous pratiquement n'importe quel angle lors d'une seule mise en position. | Pièces aérospatiales complexes, aubes de turbine, implants médicaux, roues de pompes, cavités de moules présentant des dégagements profonds | Élevé — liberté géométrique maximale, coût de la machine le plus élevé |
Alors, quand faut-il investir dans des services d'usinage CNC à 5 axes ? Considérez cette approche :
- Choisissez l'usinage à 3 axes lorsque votre pièce peut être entièrement usinée depuis une ou deux orientations avec un repositionnement simple. Il s'agit de l'option la plus économique.
- Choisissez l'usinage à 4 axes lorsque vous avez besoin d'un usinage continu autour d'un axe de rotation — pensez aux arbres à cames, aux engrenages vis sans fin ou aux pièces comportant des caractéristiques à plusieurs positions angulaires.
- Choisissez l'usinage à 5 axes lorsque votre géométrie comporte des angles composés, des cavités profondes, des dégagements ou lorsque la réduction du nombre de montages est essentielle pour respecter des tolérances serrées sur plusieurs caractéristiques.
L'écart de coût est réel, mais les avantages le sont tout autant. L'usinage à 5 axes permet souvent de réduire le coût total des pièces complexes en éliminant plusieurs montages, en améliorant la finition de surface et en assurant une meilleure précision de position entre les différentes caractéristiques.
Services de tournage et de fraisage cylindrique pour pièces cylindriques
Bien que le fraisage soit particulièrement adapté aux pièces prismatiques, le tournage est le procédé privilégié pour toute pièce cylindrique. Lorsque vous avez besoin d’arbres, de goupilles, de douilles ou de toute autre pièce présentant une symétrie de révolution, les services d’usinage CNC sur tour offrent des résultats supérieurs.
Voici comment fonctionne le tournage : votre matière première — généralement une barre ronde — tourne à grande vitesse tandis qu’un outil de coupe fixe enlève de la matière. Selon Turntech Precision , les opérations les plus courantes sur tour comprennent le tournage extérieur, l’épaulement, la rainurage, la tronçonnage, le filetage, le perçage, l’alésage, le gaufrage et le taraudage.
Chaque opération répond à des besoins spécifiques :
- Tournage : Réduit le diamètre extérieur de la pièce. Le tournage d’ébauche permet d’enlever rapidement de la matière ; le tournage de fin assure les cotes finales avec des surfaces lisses.
- Épaulement : Usine l’extrémité de la pièce perpendiculairement à l’axe, créant ainsi des surfaces planes et contrôlant la longueur totale.
- Filetage : Permet de tailler des rainures hélicoïdales destinées aux vis, aux boulons et aux assemblages filetés.
- Rainurage et tronçonnage : Crée des cannelures étroites ou sépare la pièce finie de la barre brute.
- Alésage : Agrandit les trous existants ou crée des caractéristiques internes avec une grande précision.
Les tours à commande numérique moderne combinent souvent le tournage avec des outils actifs — des outils de fraisage et de perçage motorisés capables de créer des caractéristiques hors axe sans déplacer la pièce vers une machine distincte. Cette capacité brouille la frontière entre tournage et fraisage, offrant des gains d’efficacité significatifs pour les pièces nécessitant les deux opérations.
Usinage suisse pour composants de petite taille et haute précision
Que faire si vos pièces sont minuscules, élancées ou exigent des tolérances exceptionnellement serrées ? Les tours à commande numérique standards éprouvent des difficultés avec les pièces de petit diamètre, car le matériau non supporté peut fléchir pendant l’usinage, entraînant des imprécisions.
C’est précisément pourquoi les services d’usinage CNC suisse existent. Initialement développés pour l’industrie horlogère suisse, ces machines spécialisées utilisent une douille de guidage qui soutient la pièce extrêmement près de la zone d’usinage. Comme l’explique Fictiv, cette approche empêche la déformation et permet d’atteindre des tolérances inférieures à 0,0001 pouce sur des composants délicats.
Les machines CNC suisses offrent plusieurs avantages distincts :
- Précision exceptionnelle: Le collet de guidage maintient la matière stable exactement là où s'effectue l'usinage, éliminant ainsi les erreurs liées à la flexion.
- Opérations multiples simultanées : Les machines suisses peuvent effectuer le tournage, la fraisage, le perçage et le filetage dans un seul et même montage, sur plusieurs zones.
- Idéales pour les pièces élancées : Les diamètres des pièces usinées varient généralement de 0,030 pouce à 2 pouces, ce qui convient parfaitement aux goupilles, aux arbres et aux petits éléments de fixation.
- Efficacité en grande série : L’alimentation en barre et l’usinage simultané rendent l’usinage suisse idéal pour les séries de production.
Les secteurs qui dépendent fortement de l’usinage suisse comprennent la fabrication de dispositifs médicaux (vis chirurgicales, goupilles osseuses, implants dentaires), l’électronique (broches de connecteurs, contacts) et l’aérospatiale (éléments de fixation miniatures, composants d'actionneurs). Si vos pièces sont petites, précises et produites en grande quantité, l’usinage suisse est probablement la meilleure solution pour vous.
Comprendre ces types d'opérations vous place dans une position plus forte lors de la demande de devis et de l'évaluation des fournisseurs. Toutefois, le bon procédé ne constitue qu'une partie de l'équation : la sélection de vos matériaux joue un rôle tout aussi déterminant sur le coût, les délais de livraison et la qualité réalisable.
Guide de sélection des matériaux pour les pièces usinées CNC
Vous avez identifié l'opération d'usinage adaptée à la géométrie de votre pièce. Vient maintenant une décision qui influence tout, du coût unitaire aux tolérances réalisables : quel matériau devez-vous spécifier ? Ce choix ne consiste pas simplement à retenir un métal dont le nom vous est familier, mais à faire correspondre les propriétés mécaniques, les caractéristiques d'usinabilité et les exigences d'application aux besoins spécifiques de votre projet.
Sélection de métaux pour les projets d'usinage CNC
Lors de l'évaluation des prestations d'usinage CNC de l'aluminium, vous considérez probablement le matériau le plus polyvalent du domaine de l'usinage CNC. Toutefois, l'aluminium n'est qu'une option parmi un large éventail de métaux, chacun présentant des compromis spécifiques. Examinons les choix les plus courants :
- Aluminium (6061, 7075) : Usinabilité excellente, légèreté, résistance naturelle à la corrosion et coût-efficacité. L’aluminium 6061 allie résistance et facilité d’usinage, ce qui le rend idéal pour les composants automobiles, les boîtiers d’équipements électroniques grand public et les supports aérospatiaux. La nuance 7075 offre une résistance supérieure pour des applications structurelles plus exigeantes. Les services d’usinage CNC de l’aluminium sont très prisés, car ce matériau s’usine rapidement — réduisant ainsi les temps de cycle jusqu’à 20 % par rapport à l’acier.
- Acier inoxydable (304, 316, 17-4 PH) : Lorsque vous avez besoin de durabilité dans des environnements agressifs, les services d’usinage CNC de l’acier inoxydable répondent parfaitement à vos attentes. La nuance 304 convient bien aux applications générales. La nuance 316 se distingue dans les environnements marins et médicaux grâce à sa résistance à la corrosion supérieure. La nuance 17-4 PH permet un durcissement par précipitation pour répondre aux exigences de haute résistance. Prévoyez des temps d’usinage plus longs et une usure accrue des outils comparés à l’aluminium.
- Laiton (C360) : Souvent appelé « laiton à usinage libre », ce matériau permet d’obtenir d’excellentes finitions de surface avec un minimum d’effort. Les services d’usinage CNC du laiton sont couramment spécifiés pour les quincailleries décoratives, les composants électriques, les raccords de plomberie et les instruments de précision, où l’apparence et la précision sont essentielles.
- Cuivre : La conductivité thermique et électrique supérieure du cuivre en fait un matériau indispensable pour les dissipateurs thermiques, les barres omnibus électriques et le blindage contre les interférences radiofréquence (RF). Les services d’usinage CNC du cuivre nécessitent une attention particulière au contrôle des copeaux et au choix approprié du liquide de coupe, mais ce matériau s’usine raisonnablement bien.
- Titane (Grade 2, Grade 5/Ti-6Al-4V) : Un rapport résistance/poids exceptionnel et une biocompatibilité élevée font du titane un matériau indispensable pour les structures aérospatiales et les implants médicaux. Toutefois, les services d’usinage CNC du titane sont facturés à un prix premium. Ce matériau génère une chaleur importante lors de la coupe, provoque une usure rapide des outils et nécessite des outils spécialisés ainsi que des vitesses d’usinage réduites. Cet investissement est justifié lorsque aucun autre matériau ne répond à vos exigences de performance.
- Aciers alliés (4140, 4340) : Lorsque la résistance maximale et la ténacité constituent des priorités, les services d’usinage CNC des aciers alliés offrent des solutions supérieures à celles des aciers inoxydables. Ces matériaux sont couramment traités thermiquement après usinage pour des applications exigeantes telles que les engrenages, les arbres et les composants structurels.
Comprendre les indices d’usinabilité
Voici un facteur qui affecte directement le prix cité et les délais de livraison : l'usinabilité. Selon Komacut, l'usinabilité désigne la facilité avec laquelle un matériau peut être découpé, façonné et fini. Les métaux présentant une usinabilité élevée nécessitent moins d'effort de coupe, génèrent moins de chaleur et offrent une meilleure finition de surface, ce qui les rend plus économiques pour l'usinage CNC.
Quels facteurs déterminent l'usinabilité ? Plusieurs éléments entrent en jeu :
- Dureté du matériau : Les matériaux plus durs provoquent une usure plus rapide des outils et exigent des vitesses de coupe réduites. L'Inconel 718, par exemple, requiert des outils spécialisés et des conditions de coupe précises.
- Conductivité thermique : Des matériaux tels que l'aluminium dissipent rapidement la chaleur, permettant des vitesses d'usinage plus élevées. En revanche, les matériaux à faible conductivité thermique, comme le titane, retiennent la chaleur dans la zone de coupe, ce qui impose une gestion thermique rigoureuse.
- Formation des copeaux : Certains matériaux produisent des copeaux longs et filamenteux susceptibles de s'enrouler autour des outils. D'autres se fragmentent en copeaux facilement évacuables de la zone de coupe.
Comme l’a souligné Ethereal Machines, l’utilisation de l’aluminium 6061 dans une production à grande échelle peut réduire considérablement le temps d’usinage par rapport à des matériaux plus durs, accélérant ainsi les délais de livraison sans compromettre la qualité. À l’inverse, l’usinage du titane ou des alliages résistant aux hautes températures nécessite des outils spécialisés et entraîne souvent une augmentation substantielle des coûts.
Matériaux plastiques et considérations liées à leur usinage CNC
Les métaux dominent les discussions sur l’usinage CNC, mais services d'usinage CNC de plastique remplissent des niches critiques. Les plastiques techniques offrent des avantages uniques : un poids plus léger, une isolation électrique, une résistance chimique et, souvent, un coût matériel inférieur.
- Le système de protection contre les éclaboussures: Bonne résistance aux chocs et usinabilité à faible coût. Couramment utilisés pour les prototypes et les boîtiers.
- Delrin (acétal/POM) : Excellente stabilité dimensionnelle, faible coefficient de frottement et rigidité élevée. Idéal pour les engrenages, les douilles et les composants mécaniques de précision.
- Nylon (PA6, PA66) : Résistant, durable et auto-lubrifiant. Utilisé pour les composants structurels et les pièces soumises à l’usure.
- PEEK : Plastique technique haute performance offrant une résistance chimique exceptionnelle et une stabilité thermique remarquable. Couramment utilisé dans les domaines médical et aérospatial, mais coûteux.
- Polyéthylène UHMW : Coefficient de friction extrêmement faible. Idéal pour les glissières, les guides et les applications en contact avec des aliments.
Les plastiques posent des défis d’usinage spécifiques. Ils sont plus tendres que les métaux, ce qui exige l’utilisation d’outils tranchants et d’avances adaptées afin d’éviter la fusion ou la déformation. Certains plastiques absorbent l’humidité, ce qui affecte leur stabilité dimensionnelle. Contrairement aux métaux, les plastiques ne permettent pas d’atteindre les mêmes tolérances serrées : prévoyez des spécifications légèrement moins strictes.
Comment le choix du matériau influence le coût, les délais et les tolérances
Votre sélection de matériau entraîne des effets en cascade sur l’ensemble de votre projet :
| Matériau | Coût relatif du matériau | Impact sur le temps d’usinage | Tolérances Atteignables |
|---|---|---|---|
| Aluminium 6061 | Faibles | Rapide — excellente usinabilité | ±0,001" facilement réalisable |
| Laiton C360 | Modéré | Rapide — usinage facilité | ±0,001" avec finition excellente |
| Acier inoxydable 304 | Modéré | Modéré – risques d’écrouissage | ±0,001" réalisable avec soin |
| Titane Grade 5 | Haut | Lent – usure importante des outils | ±0,001" nécessite une expertise |
| Delrin | Faible modérée | Rapide | ±0,002" est typique pour les plastiques |
L’élément clé à retenir ? Selon HPPI, il arrive que privilégier un matériau présentant une meilleure usinabilité par rapport à une option moins coûteuse réduise en réalité le coût total, en préservant la qualité des pièces et en diminuant les temps de cycle. Lors de l’évaluation des options, prenez en compte les coûts totaux sur le cycle de vie — et non seulement le prix du matériau brut.
La sélection du matériau limite également vos options de finition. Tous les traitements de surface ne sont pas compatibles avec tous les matériaux de base. Par exemple, l’anodisation donne d’excellents résultats sur l’aluminium, mais n’est pas applicable à l’acier. Le nickelage s’accorde bien avec l’acier inoxydable, mais pose des problèmes d’adhérence sur l’aluminium. Prenez en compte dès le début du processus de sélection des matériaux vos exigences finales en matière de finition afin d’éviter des imprévus coûteux.
Une fois votre matériau sélectionné, la prochaine étape cruciale consiste à préparer correctement vos fichiers CAO — car même le meilleur choix de matériau ne peut compenser des erreurs de conception qui alourdissent les coûts ou rendent la fabrication de votre pièce impossible.
Comment préparer vos fichiers CAO et éviter les erreurs de conception coûteuses
Vous avez sélectionné votre matériau et identifié le procédé d’usinage adapté. Vient maintenant une étape qui distingue les séries de production fluides des désastres coûteux : la préparation correcte de vos fichiers CAO. Étonnamment, la plupart des prestataires d’usinage CNC partent du principe que vous connaissez déjà cette étape, vous laissant apprendre par essais et erreurs coûteux. Remédions-y.
Préparer vos fichiers CAO pour réussir l’usinage CNC
Votre fichier CAO n’est pas seulement une représentation visuelle — c’est le plan définitif qui commande chaque usinage réalisé par la machine. Selon LeadCNC , toute ambiguïté, erreur ou information manquante dans votre fichier CAO se propage en aval, entraînant des trajectoires d’outils défectueuses, des collisions machines ou des pièces qui échouent aux contrôles qualité.
Avant de soumettre des fichiers à un prestataire de services d'usinage CNC pour prototype, parcourez cette liste de vérification de préparation :
- Exportez dans le format approprié : Utilisez de préférence des fichiers STEP (.step ou .stp). Le format STEP capture avec précision la géométrie et les informations topologiques, garantissant que votre modèle est transféré sous forme de solide véritable plutôt que de surfaces approximées. Évitez les fichiers STL pour les travaux de précision : ils représentent les surfaces par des triangles, ce qui n’est pas adapté aux tolérances serrées.
- Vérifiez vos unités : Cela peut sembler élémentaire, mais les erreurs d’unités provoquent des échecs complets de fabrication. Un modèle conçu en pouces mais interprété comme étant en millimètres donne une pièce réduite d’un facteur 25,4. Vérifiez systématiquement que l’export utilise bien les unités prévues (millimètres ou pouces) avec un facteur d’échelle de 1:1.
- Définissez votre système de coordonnées : Établissez une origine claire pour la pièce, alignée sur la façon dont celle-ci sera positionnée et maintenue sur la machine. Les axes X, Y et Z doivent se référer à la face principale d’usinage et à l’orientation prévue du serrage.
- Effectuez des vérifications géométriques : Utilisez les outils d'analyse de votre logiciel de CAO pour identifier les arêtes non orientables, les faces étroites ou les limites ouvertes. Ces défauts cachés peuvent totalement interrompre le calcul des trajectoires d'outil.
- Supprimez les détails superflus : Supprimez la géométrie non essentielle, telle que les logos fournisseurs, les filetages internes qui seront usinés après la fabrication ou les petits congés esthétiques situés dans des zones non critiques. La simplification du modèle accélère le traitement en FAO.
Lorsque vous travaillez avec des services personnalisés d'usinage CNC, une communication claire commence par des fichiers propres. Organisez la géométrie à l’aide de calques ou de couleurs : placez les surfaces de référence sur un calque, les caractéristiques critiques sur un autre et les zones nécessitant une finition spéciale sur un troisième.
Erreurs de conception courantes qui augmentent les coûts
Même les ingénieurs expérimentés prennent parfois des décisions de conception qui augmentent indûment les coûts d’usinage ou conduisent à des pièces tout simplement impossibles à fabriquer. Voici les écueils à éviter :
Angles intérieurs trop vifs : Les outils de coupe CNC sont cylindriques. Ils ne peuvent physiquement pas créer des angles intérieurs parfaitement droits de 90 degrés. Selon Geomiq , vous devez ajouter un rayon interne au moins 30 % plus grand que le rayon de votre outil de coupe. Par exemple, si vous utilisez une fraise de 10 mm, concevez les arêtes internes avec un rayon minimal de 13 mm. Cela réduit la contrainte exercée sur l’outil et permet d’augmenter les vitesses de coupe.
Épaisseur de paroi insuffisante : Les parois minces sont sujettes aux vibrations, à la flexion et à la déformation pendant l’usinage. Geomiq recommande une épaisseur minimale de paroi de 0,8 mm pour les métaux et de 0,15 mm pour les plastiques. Tout aussi important est le rapport largeur/hauteur : maintenez au moins un rapport de 3:1 pour les parois non supportées et libres afin d’assurer leur stabilité pendant l’usinage.
Poche et cavités excessivement profondes : Les outils de coupe ont une portée limitée. Les caractéristiques profondes et étroites obligent à utiliser des outils à grande longueur, qui sont moins rigides et plus sujets à la déflexion. Comme indiqué par Cinq cannelures , visez une profondeur maximale de poche égale à six fois le diamètre de l’outil. Au-delà de dix fois le diamètre de l’outil, la réalisation devient difficile, quelle que soit la gamme d’outils disponibles.
Tailles de trous non standard : Les trous standards peuvent être percés efficacement à l’aide de forets couramment disponibles. Pour les dimensions non standard, il faut procéder à une enlèvement progressif de matière à l’aide de fraises cylindriques, ce qui augmente considérablement le temps d’usinage et les coûts.
Profondeur de filet surestimée : La résistance des filetages réside principalement dans les premiers filets. Limitez la profondeur des filetages à un maximum de trois fois le diamètre du trou. Pour les trous borgnes, prévoyez une longueur non filetée égale à la moitié du diamètre du trou au fond.
Tolérances excessivement serrées : Appliquer des tolérances très serrées à toutes les dimensions constitue l’une des erreurs les plus fréquentes et les plus coûteuses. Les tolérances CNC par défaut de ±0,13 mm sont suffisamment précises pour la plupart des caractéristiques. Réservez les spécifications plus strictes uniquement aux surfaces d’assemblage et aux interfaces fonctionnelles où la précision revêt réellement de l’importance.
Principes de la Conception pour la Fabrication
La conception pour la fabrication (DFM) consiste à anticiper, dès la phase de conception, la manière dont votre pièce sera réellement fabriquée. Que vous travailliez avec un prestataire de service de prototypage par usinage CNC en Géorgie ou avec tout autre service de pièces usinées CNC à l’échelle mondiale, ces principes s’appliquent universellement.
Concevoir pour un outillage standard : Selon Five Flute, il est essentiel de comprendre quels éléments peuvent être usinés à l’aide d’outils couramment disponibles. La plupart des ateliers disposent de fraises de surfacage, de fraises cylindriques standard (de 1/8" à 1" de diamètre), de fraises sphériques, de forets aux dimensions normalisées, ainsi que d’outils à chanfreiner aux angles de 60°, 82° et 90°. Concevez des éléments compatibles avec ces outils afin d’éviter les retards liés à l’attente d’outillages spécifiques.
Prenez en compte la fixation dès le début : Votre pièce doit être maintenue solidement pendant l’usinage. Prévoyez des surfaces planes et parallèles pouvant reposer sur des cales parallèles et être serrées fermement dans un étau. Les pièces dépourvues de surfaces évidentes de serrage nécessitent des dispositifs de fixation sur mesure, ce qui augmente les délais et les coûts.
Minimiser les montages : Chaque fois qu'une pièce est repositionnée dans la machine, il existe un risque de mauvais alignement et un coût supplémentaire en main-d'œuvre. Concevez les pièces de manière à ce que les caractéristiques critiques puissent être usinées avec le moins d'orientations possibles. Les caractéristiques nécessitant des tolérances relatives strictes doivent être accessibles dans le même montage.
Évitez les sous-dépouilles dans la mesure du possible : Les caractéristiques qui ne peuvent pas être atteintes par l'outil de coupe depuis la direction principale de montage nécessitent soit des outils spécialisés (comme des fraises à rainure en T), soit des axes de machine supplémentaires. Si votre pièce exige des sous-dépouilles, vérifiez auprès de votre prestataire de services d'usinage prototypique CNC que celui-ci dispose des capacités appropriées avant de finaliser la conception.
Prenez en compte les contraintes internes du matériau : Le matériau brut contient souvent des contraintes internes. Lorsque de grandes quantités de matière sont retirées de façon asymétrique, la pièce restante peut se déformer après son démontage de l'élément de serrage. Pour les pièces nécessitant une importante enlèvement de matière, discutez avec votre partenaire d'usinage des stratégies de détente des contraintes.
L'effort que vous consacrez à la préparation adéquate des fichiers et à l'optimisation de la conception pour la fabrication (DFM) porte ses fruits tout au long de votre projet. Des conceptions propres permettent d'obtenir des devis plus rapidement, d'être usinées plus efficacement et d'arriver conformes aux spécifications dès la première tentative. Toutefois, même une pièce parfaitement conçue nécessite des spécifications de tolérances appropriées — et c'est précisément la signification réelle de ces chiffres que nous examinerons ensuite.
Explication des tolérances et des états de surface
Vous avez préparé un fichier CAO impeccable et choisi le matériau idéal. Il s'agit désormais d'une spécification qui influe directement à la fois sur la fonctionnalité de votre pièce et sur le budget de votre projet : les tolérances et les états de surface. Ces valeurs figurent sur tous les dessins d'usinage, mais la plupart des acheteurs n'en comprennent pas pleinement la signification — ni ne savent distinguer les cas où des spécifications plus serrées sont réellement justifiées de ceux où elles entraînent simplement une augmentation des coûts.
Comprendre les classes de tolérances et leurs applications
Qu'est-ce exactement qu'une tolérance ? Selon American Micro Industries, la tolérance d'usinage définit la variation dimensionnelle totale autorisée par rapport à une valeur spécifiée. Comme aucune machine ne produit des résultats identiques à chaque fois, les tolérances établissent une marge d'erreur contrôlée — un aspect particulièrement critique pour les pièces devant s'assembler correctement.
Les normes internationales fournissent un langage commun pour les spécifications de tolérance. La norme ISO 2768 définit les niveaux de précision à l'aide de classes de tolérance :
- f – Fin : Tolérances générales les plus serrées, destinées aux applications de haute précision
- m – Moyen : Tolérances commerciales standard, adaptées à la plupart des composants
- c – Grossier : Tolérances assouplies pour les cotes non critiques
- v – Très grossier : Tolérances les plus larges, destinées aux pièces brutes ou décoratives
Lorsque vous faites appel à des services d'usinage CNC de précision, les capacités standard atteignent généralement ±0,005 po (0,127 mm) comme valeur de référence. Les opérations de haute précision peuvent atteindre ±0,001 po ou mieux lorsque l'application exige réellement une exactitude exceptionnelle. Mais voici un point essentiel : une tolérance plus serrée n'est pas automatiquement meilleure.
| Plage de tolérance | Applications Typiques | Impact relatif sur le coût |
|---|---|---|
| ±0,030 po (0,76 mm) | Caractéristiques non critiques, trous de dégagement, cotes approximatives | Niveau de base – le plus économique |
| ±0,005" (0,127 mm) | Pièces commerciales standard, exigences générales d’ajustement | Capacité CNC standard – sans supplément |
| ±0,001" (0,025 mm) | Ajustements précis, surfaces d’assemblage, interfaces critiques | Coût environ deux fois supérieur au niveau de base |
| ±0,0001 po (0,0025 mm) | Applications ultra-précises, roulements aérospatiaux, composants optiques | Jusqu’à 24 fois le coût du niveau de base |
Selon Modus Advanced , la relation entre la tolérance et la complexité de fabrication n’est pas linéaire, mais exponentielle. Cette tolérance de ±0,001 po que vous avez spécifiée pourrait avoir doublé le coût de votre pièce et triplé son délai de livraison par rapport à une tolérance acceptée de ±0,005 po.
Sélection de la finition de surface au-delà des notions de base
La rugosité de surface mesure les écarts microscopiques présents sur la surface de votre pièce après usinage. La valeur la plus courante est Ra (rugosité moyenne), exprimée en micromètres (µm). Des valeurs Ra plus faibles indiquent des surfaces plus lisses. Selon Geomiq , les valeurs Ra typiques pour les pièces manufacturées varient généralement de 0,1 µm (extrêmement lisse) à 6,3 µm (texturée de façon visible).
Voici ce que signifient concrètement les niveaux standard de finition pour vos pièces :
- ra = 3,2 µm : Finition standard « telle que usinée », avec des marques d’outils visibles. Adaptée à la plupart des pièces commerciales et ne donnant lieu à aucun coût supplémentaire.
- ra = 1,6 µm : Marques de coupe légèrement visibles. Recommandée pour les ajustements serrés et les pièces soumises à des contraintes légères. Augmente d’environ 2,5 % le coût de production.
- ra = 0,8 µm : Finition de haute qualité nécessitant des passes de finition. Idéale pour les composants supportant des contraintes mécaniques et soumis à des vibrations. Augmente le coût d'environ 5 %.
- 0,4 µm Ra : Très lisse, sans marques visibles. Nécessite une usinage méticuleux suivi d'un polissage. Augmente le coût jusqu'à 15 %.
La finition de surface influence bien plus que l'esthétique. Des surfaces plus rugueuses augmentent le frottement entre pièces en contact. Des finitions plus lisses améliorent la résistance à la fatigue sous chargement cyclique. Pour les surfaces d'étanchéité, la valeur Ra appropriée garantit une compression correcte du joint. Lors de la spécification de finitions pour des services d'usinage CNC de haute précision, adaptez vos exigences à la fonction réelle — et non à des préférences arbitraires.
Lorsque des tolérances serrées justifient l'investissement
Alors, quand faut-il réellement payer un supplément pour des services d'usinage CNC avec tolérances étroites ? Concentrez-vous sur la nécessité fonctionnelle :
Situations nécessitant des tolérances serrées :
- Ajustements précis des roulements, où le jeu entre l'arbre et l'alésage détermine les performances
- Surfaces d'étanchéité, où la compression du joint doit être contrôlée avec précision
- Interfaces d'assemblage où plusieurs pièces doivent s'aligner avec précision
- Composants en rotation à haute vitesse dont l'équilibre est critique
Situations où les tolérances standard suffisent :
- Trous de dégagement et surfaces non appariantes
- Cotes n'ayant aucun impact fonctionnel sur l'assemblage
- Caractéristiques qui feront l'objet d'un traitement ultérieur (soudage, collage ou peinture)
- Éléments esthétiques pour lesquels l'apparence visuelle prime sur la précision
Un prestataire de services d'usinage CNC de précision peut vous aider à identifier les cotes qui nécessitent réellement un contrôle strict. Comme le souligne Modus Advanced, la tolérance la plus coûteuse est souvent celle qui n'apporte aucun avantage fonctionnel. Les ingénieurs avisés appliquent des spécifications strictes uniquement là où cela compte, et acceptent des tolérances standard partout ailleurs.
Prenez également en compte le comportement du matériau. Une pièce en aluminium de 12 pouces se dilate d'environ 0,003 pouce pour chaque variation de température de 18 °F. Spécifier des tolérances plus strictes que les variations thermiques attendues crée des difficultés de fabrication sans apporter d'avantage fonctionnel. Intégrez les conditions réelles d'utilisation lors de la définition des spécifications.
Comprendre les tolérances et les finitions vous permet de prendre des décisions éclairées, équilibrant précision et coûts. Toutefois, votre secteur d’activité peut imposer des exigences supplémentaires allant au-delà de la simple exactitude dimensionnelle : des certifications et des normes de conformité que votre partenaire en usinage doit impérativement respecter.

Exigences sectorielles spécifiques et certifications qualité
Vous avez finalisé la conception, choisi le matériau approprié et spécifié des tolérances adaptées. Mais voici un point que de nombreux acheteurs négligent jusqu’à ce qu’il soit trop tard : votre partenaire en usinage détient-il bien les certifications réellement requises par votre secteur d’activité ? Dans les secteurs réglementés, une pièce parfaitement usinée devient un déchet inutilisable si elle n’a pas été fabriquée dans le cadre du système de management de la qualité requis.
Exigences d’usinage pour le secteur automobile
Lors de l’approvisionnement de services d’usinage CNC pour l’industrie automobile, une certification prime toutes les autres : l’IATF 16949. Il ne s’agit pas simplement d’un autre label qualité, mais bien de la norme reconnue mondialement que les équipementiers automobiles (OEM) exigent de l’ensemble de leur chaîne d’approvisionnement.
En quoi l'IATF 16949 se distingue-t-elle des normes qualité de base ? Selon American Micro Industries, cette certification associe les principes de l'ISO 9001 à des exigences spécifiques au secteur visant l'amélioration continue, la prévention des défauts et une surveillance rigoureuse des fournisseurs. Le secteur automobile exige des pièces conformes et sans défaut — et l'IATF 16949 fournit le cadre permettant d’atteindre précisément cet objectif.
Un élément essentiel de la certification automobile est la maîtrise statistique des procédés (MSP). Plutôt que d’inspecter les pièces après leur fabrication, la MSP surveille en temps réel le procédé de fabrication. Des variables telles que la précision dimensionnelle, l’état de surface et l’usure des outils sont suivies en continu, les limites de contrôle déclenchant une intervention avant l’apparition de défauts. Cette approche proactive permet de détecter les problèmes alors qu’il est encore temps de les corriger.
Pour les projets automobiles, il est essentiel de s’associer à un site certifié IATF 16949 tel que Shaoyi Metal Technology garantit que vos composants répondent aux normes rigoureuses de traçabilité et de maîtrise des procédés exigées par les grands fabricants. Leur mise en œuvre de la maîtrise statistique des procédés (MSP) permet de produire des composants à tolérances élevées avec des délais de livraison pouvant être aussi courts qu’un jour ouvrable — s’adaptant sans heurt, du prototypage rapide à la production de masse.
Exigences essentielles en matière de certification aérospatiale et médicale
Les applications aérospatiales et médicales partagent une caractéristique commune : l’échec n’est pas une option. Les certifications régissant ces secteurs reflètent cette réalité.
AS9100D pour le secteur aérospatial : Si vos pièces sont destinées à voler, la certification AS9100 est impérative. Selon le Performance Review Institute , la norme AS9100 s’appuie sur les exigences de la norme ISO 9001 et y ajoute des exigences supplémentaires relatives au système qualité, définies par l’industrie aérospatiale afin de satisfaire aux exigences qualité du Département de la Défense (DOD), de la NASA et de la Federal Aviation Administration (FAA).
Que signifie concrètement cette norme pour les services d’usinage CNC aérospatial ? La norme met l’accent sur :
- Gestion des risques : L’identification systématique et l’atténuation des modes de défaillance potentiels tout au long de la production
- Gestion de configuration : Contrôle rigoureux des révisions garantissant que chaque pièce correspond à sa conception approuvée
- Sécurité du produit : Contrôles intégrés empêchant l'utilisation de pièces contrefaites et assurant la traçabilité des matériaux, du lingot à la pièce finie
- Inspection du premier article (FAI): Vérification documentée selon laquelle les procédés de production peuvent systématiquement respecter les spécifications
Lors de la recherche d’un prestataire d’usinage CNC aéronautique, vérifiez la certification AS9100D avant de poursuivre. Selon Frigate, plus de 80 % des entreprises aéronautiques mondiales exigent la certification AS9100 de leurs fournisseurs CNC.
ISO 13485 pour les dispositifs médicaux : Les services d’usinage CNC destinés au secteur médical sont soumis à la surveillance de la FDA aux États-Unis et doivent se conformer à la norme ISO 13485 — la référence en matière de système de management de la qualité pour la fabrication de dispositifs médicaux. Cette certification définit des exigences strictes en matière de conception, de fabrication, de traçabilité et d’atténuation des risques.
Les exigences clés comprennent :
- Des pratiques documentaires détaillées pour chaque étape de la production
- Une traçabilité complète par lot permettant une gestion efficace des rappels en cas de problème
- Processus validés garantissant des résultats cohérents d’un lot de production à l’autre
- Procédures efficaces de traitement des réclamations et des rappels
Les installations doivent également se conformer à la réglementation FDA 21 CFR Partie 820 (Règlement relatif au système qualité), qui régit la conception, la fabrication et le suivi des produits destinés au marché américain.
Pourquoi les certifications qualité sont-elles essentielles pour votre projet ?
Au-delà de la conformité réglementaire, les certifications constituent des indicateurs fiables d’excellence opérationnelle. Lors de l’évaluation de prestations d’usinage CNC, examinez ce que chaque certification valide concrètement :
- ISO 9001:2015 : La référence internationale reconnue pour les systèmes de management de la qualité. Démontre l’existence de procédures documentées, de la surveillance des performances et de l’engagement en faveur de l’amélioration continue. Adaptée aux applications commerciales et industrielles générales, lorsque des certifications spécifiques à un secteur ne sont pas requises.
- IATF 16949 : Un système de management de la qualité spécifique au secteur automobile, combinant la norme ISO 9001 avec les procédures d’approbation des pièces produites, les méthodologies de prévention des défauts et les exigences relatives à la gestion de la chaîne d’approvisionnement.
- AS9100D : Norme spécifique au secteur aérospatial qui ajoute des exigences en matière de gestion des risques, de maîtrise de la configuration et de traçabilité renforcée à la base fournie par l’ISO 9001.
- ISO 13485 : Système de management de la qualité pour les dispositifs médicaux, mettant l’accent sur la maîtrise de la conception, la validation des procédés et la conformité réglementaire afin d’assurer la sécurité des patients.
- NADCAP : Programme national d’accréditation des entrepreneurs aérospatiaux et de défense (NADCAP) — accrédite les procédés spéciaux tels que le traitement thermique, le traitement chimique et les essais non destructifs selon le niveau de rigueur le plus élevé.
Selon American Micro Industries, les certifications influencent l’usinage CNC en garantissant que les équipes maintiennent des normes élevées et complètent leur expérience pratique pour obtenir systématiquement des résultats supérieurs. Des procédés correctement certifiés signifient que les méthodes et les équipements eux-mêmes sont soumis à des normes documentées, favorisant ainsi la cohérence d’un lot à l’autre.
Quelles certifications votre projet exige-t-il réellement ? Posez-vous ces questions :
- Ces pièces seront-elles utilisées dans des applications aérospatiales, de défense ou spatiales ? → Exigence de la norme AS9100D
- Ces composants sont-ils destinés à des dispositifs médicaux commercialisés aux États-Unis ou dans l’UE ? → Exigence de la norme ISO 13485
- Ces pièces entreront-elles dans la chaîne d’approvisionnement d’un équipementier automobile (OEM) ? → Exigence de la norme IATF 16949
- S'agit-il d'une application commerciale générale, sans surveillance réglementaire spécifique ? → La norme ISO 9001 offre une assurance qualité adéquate
Ne partez pas du principe que les capacités générales d’usinage d’un atelier équivalent à une production certifiée. Vérifiez directement les certifications — les fournisseurs réputés affichent clairement leurs accréditations et peuvent fournir des copies de leurs certificats sur demande. L’écart de coût entre une production certifiée et une production non certifiée est nettement inférieur aux dépenses engendrées par des pièces rejetées ou des audits infructueux.
Comprendre les exigences en matière de certification protège votre projet contre les défaillances de conformité. Toutefois, les certifications ne représentent qu’un seul facteur parmi ceux qui déterminent le coût total de votre projet — et la plupart des devis d’usinage laissent les acheteurs dans l’incertitude quant aux éléments réellement déterminants du prix.
Facteurs influençant le coût de l’usinage CNC et transparence des prix
Avez-vous déjà reçu un devis d’usinage CNC qui vous a laissé perplexe quant à la manière dont l’atelier est arrivé à ce montant ? Vous n’êtes pas seul. La plupart des prestataires d’usinage traitent les prix comme une « boîte noire » : vous envoyez votre fichier, vous recevez un devis et vous espérez le meilleur. Or, comprendre ce qui détermine réellement les coûts d’usinage CNC vous place en position de maîtrise. Décortiquons ensemble l’équation tarifaire afin que vous puissiez prendre des décisions de conception plus éclairées et éviter les mauvaises surprises budgétaires.
Quels facteurs déterminent les coûts de l’usinage CNC
Selon RapidDirect, la formule fondamentale du coût est simple :
Coût total = Coût du matériau + (Temps d’usinage × Tarif horaire de la machine) + Coût de préparation + Coût de finition
Chaque composante contribue différemment selon le projet spécifique concerné. Voici leur répartition détaillée :
| Facteur de coût | Ce qu’il comprend | Impact relatif |
|---|---|---|
| Coût du matériel | Matière première nécessaire, nuance du matériau, déchets provenant de billettes surdimensionnées | 10 à 30 % du coût total |
| Temps d'usinage | Durée d’usinage, complexité des trajectoires d’outils, vitesses d’avance, changements d’outils | 40 à 60 % du coût total |
| Coût de mise en place | Programmation FAO, montage d’outillages, réglage des outils, vérification du premier article | Fixe par lot – impact important sur les faibles volumes |
| Coût de finition | Ébavurage, traitements de surface, revêtements, exigences d’inspection | 5 à 25 % selon les exigences |
Les tarifs horaires des machines varient fortement selon le type d’équipement. Selon Komacut, une fraiseuse basique à 3 axes peut coûter entre 40 et 75 $ l’heure, tandis qu’une fraiseuse à 5 axes coûte entre 75 et 150 $ l’heure, voire plus. Le type de machine dont vous avez besoin dépend entièrement de la géométrie de votre pièce : utiliser une machine à 5 axes pour un simple support représente un gaspillage financier, tandis que tenter de réaliser une géométrie aéronautique complexe sur un équipement à 3 axes crée des situations de fabrication impossibles.
Comment les choix de conception influencent-ils votre budget
Voici un fait que la plupart des acheteurs ignorent : jusqu’à 80 % de votre coût de fabrication est verrouillé dès la phase de conception. Vos décisions en matière de géométrie déterminent directement le temps d’usinage — or ce temps d’usinage constitue généralement la composante la plus coûteuse.
Les caractéristiques de conception qui font augmenter les coûts comprennent :
- Poche profonde et étroite : Nécessite des outils à grande longueur qui usinent lentement et se déforment facilement
- Parois minces : Nécessite des vitesses d'avance réduites pour éviter les vibrations et les déformations
- Angles internes serrés : Exige des outils plus petits avec des temps d'usinage plus longs
- Sous-dépouilles et contours complexes : Nécessitent souvent un usinage 5 axes ou des outillages spécialisés
- Tolérances surdimensionnées : Ajoute du temps d'inspection, des vitesses d'usinage plus lentes et un risque de rebut
Le choix du matériau génère également des effets en cascade. Selon U-Need, le titane et les aciers de haute qualité exigent des vitesses d'usinage plus lentes et provoquent une usure rapide des outils, ce qui les rend nettement plus coûteux que l'aluminium ou le laiton. Si les exigences fonctionnelles le permettent, choisir un matériau plus facile à usiner constitue l'un des moyens les plus rapides de réduire les coûts de prototypage.
Lors de l'évaluation de services d'usinage CNC pour pièces de taille moyenne ou de grande taille, les dimensions influencent le coût des matériaux. Les pièces plus grandes nécessitent davantage de matière première brute et génèrent plus de chutes. Les pièces conçues autour des dimensions standard de stock (barres, tôles ou billettes courantes) minimisent les chutes et réduisent les coûts liés aux matériaux.
Dynamique des prix entre prototypage et production
Pourquoi les prototypes coûtent-ils si cher à l’unité ? La réponse réside dans les coûts de mise en place. La programmation, la préparation des dispositifs de maintien, la mise en place des outillages et la vérification du premier article constituent des dépenses fixes qui ne varient pas en fonction de la quantité de pièces produites. Répartis sur une seule pièce, ces coûts pèsent entièrement sur chaque unité. Répartis sur des centaines de pièces, leur incidence par unité devient négligeable.
Considérez cet exemple issu de l’analyse des coûts de RapidDirect :
| Quantité | Coût de mise en place par unité | Évolution du prix unitaire |
|---|---|---|
| 1 pièce | 300 $ (mise en place entièrement absorbée) | Le plus élevé — tarif prototype |
| 10 pièces | 30 $ par unité | Réduction importante |
| 100 pièces | 3 $ par unité | Approche de l’économie de production |
| 500+ pièces | < 1 $ par unité | Services d'usinage CNC à grand volume, efficacité élevée |
C’est précisément pourquoi les services d’usinage CNC à faible volume et les services d’usinage CNC pour la production à faible volume comportent des prix unitaires plus élevés. L’investissement initial reste constant, que vous fabriquiez une seule pièce ou cinquante.
Vous recherchez un service d’usinage CNC économique sans compromettre la qualité ? Concentrez-vous sur ces stratégies :
- Simplifier la géométrie réduire le temps d’usinage et éliminer les outillages spécialisés
- Assouplir les tolérances sur les dimensions non critiques
- Choisir des matériaux usinables comme l’aluminium 6061 ou le laiton C360
- Consolider les commandes lorsque cela est possible afin de répartir les coûts de mise en place
- Limiter les exigences relatives à l’état de surface à ce qui est fonctionnellement nécessaire
Les opérations de finition ajoutent une couche de coûts supplémentaire. L’anodisation, la peinture en poudre, le polissage et les revêtements spécialisés nécessitent chacun des étapes de traitement distinctes, avec leurs propres frais de main-d’œuvre et de matériaux. Selon U-Need, les opérations de post-traitement peuvent augmenter vos coûts totaux de 5 % à 25 %, selon la complexité et la surface à traiter.
L’élément clé à retenir ? Le prix n’est pas arbitraire : il reflète directement vos décisions de conception, vos choix de matériaux, vos exigences quantitatives et vos spécifications de finition. Comprendre ces leviers vous permet d’optimiser vos coûts sans compromettre les fonctionnalités réellement essentielles pour votre application. Une fois les facteurs de coût bien identifiés, la prochaine étape consiste à déterminer où faire usiner vos pièces — et à évaluer les compromis entre prestataires locaux, en ligne et internationaux.
Choix entre prestataires locaux, en ligne et internationaux
Vous comprenez les coûts, les certifications et les exigences techniques. Une question pratique se pose désormais, qui déterminera toute votre expérience d’approvisionnement : où devez-vous réellement faire fabriquer vos pièces ? La réponse n’est pas aussi simple que de choisir le devis le moins cher. Votre choix entre ateliers locaux, plateformes en ligne et fournisseurs internationaux implique des compromis qui auront des répercussions sur les délais de livraison, la qualité de la communication et les résultats du projet.
Services CNC locaux contre services CNC en ligne
Lorsque vous recherchez des services d’usinage CNC à proximité, vous accordez la priorité à la proximité — une décision qui comporte des avantages tangibles. Selon 3ERP, le recours à un service local d’usinage CNC permet d’obtenir des délais de livraison plus courts et des coûts d’expédition réduits. Toutefois, d’autres facteurs doivent être pris en compte, au-delà de la seule géographie.
Les prestataires locaux de services d’usinage CNC offrent des avantages distincts :
- Communication directe : Réunions en personne, visites de l’atelier et retours immédiats sur les questions relatives à la conception
- Itérations plus rapides : Délais rapides pour les révisions et possibilité d’obtenir des pièces urgentes le jour même
- Construction de relations : Des partenariats à long terme dans lesquels l’atelier comprend vos spécifications et vos exigences en matière de qualité
- Logistique simplifiée : Aucune paperasse douanière, distances d’expédition plus courtes et retours plus simples en cas de problème
Les plateformes de services d’usinage CNC en ligne adoptent une approche fondamentalement différente. Selon XTJ Precision , les plateformes en ligne utilisent des devis automatisés, un suivi en temps réel et un vaste réseau de fournisseurs à travers le monde — ce qui se traduit généralement par des délais de livraison plus courts et une qualité plus constante pour les projets standards.
Dans quels cas chaque modèle est-il pertinent ?
- Choisissez l’option locale lorsque vous avez besoin d’une collaboration étroite, que vos conceptions sont complexes et nécessitent une expertise technique, ou que vous attachez de l’importance à établir une relation de fabrication à long terme
- Choisissez les plateformes en ligne lorsque vous avez besoin de devis instantanés, de pièces standardisées, d’échantillons rapides ou lorsque vous travaillez à distance avec des équipes réparties
Les services d’usinage CNC en ligne excellent en matière d’efficacité. Téléversez votre fichier, recevez un devis automatisé, suivez votre commande via un tableau de bord — le tout sans appels téléphoniques ni chaînes d’e-mails. Toutefois, comme le souligne XTJ, vous communiquerez peu avec les personnes qui fabriquent vos pièces, ce qui peut rendre plus difficile la résolution de problèmes complexes ou l’explication de besoins particuliers.
Travailler avec des partenaires internationaux en usinage
L’approvisionnement international — en particulier les services d’usinage CNC en Chine — ajoute une autre dimension à votre prise de décision. Les avantages en termes de coûts peuvent être substantiels, mais les considérations associées le sont tout autant.
Avantages des partenaires internationaux en usinage :
- Coûts de main-d'œuvre réduits : Des taux horaires réduits se traduisent par un prix unitaire inférieur, notamment pour les projets exigeant beaucoup de main-d’œuvre
- Capacité massive : Des installations de grande taille permettent une montée en puissance fluide, depuis les prototypes jusqu’à la production à forte volumétrie
- Accès étendu aux matériaux : Certains fournisseurs internationaux disposent d’inventaires de matériaux plus vastes
Défis nécessitant une gestion :
- Barrières à la communication : Différences de fuseau horaire, subtilités linguistiques et approches culturelles de la résolution des problèmes
- Délais de livraison prolongés : Le transport maritime ajoute plusieurs semaines ; le fret aérien réduit les avantages tarifaires
- Vérification de la qualité : La distance rend plus difficiles les audits des installations et les inspections en cours de production
- Préoccupations relatives à la propriété intellectuelle : La sécurité des données et la protection des conceptions exigent une gestion rigoureuse des contrats
Selon Norck, un atelier international réputé doit disposer d’un système formel de management de la qualité, tel que la certification ISO 9001, attestant d’une démarche systématique de maîtrise de la qualité tout au long des opérations. Pour les secteurs fortement réglementés, vérifiez les certifications spécifiques avant de passer commande.
Adaptation du type de service aux exigences du projet
Les caractéristiques de votre projet doivent guider votre décision d’approvisionnement. Prenez en compte les facteurs suivants lors de l’évaluation des options :
- Urgence : Vous avez besoin de pièces en quelques jours ? Les plateformes en ligne locales ou nationales sont privilégiées. Pouvez-vous attendre 4 à 6 semaines ? Les prix internationaux deviennent alors attractifs.
- Complexity: Les pièces simples et bien définies conviennent aux devis en ligne. Les géométries complexes bénéficient d’une consultation technique directe.
- Volume : Les prototypes et les petites séries privilégient l’agilité locale. La production à grande échelle justifie les coûts logistiques internationaux.
- Critique : Les composants aéronautiques ou médicaux, qui exigent une traçabilité complète, nécessitent des fournisseurs certifiés nationaux. Les pièces commerciales offrent davantage de flexibilité.
- Limites budgétaires: Les budgets serrés orientent vers l’efficacité internationale ou en ligne. Les budgets plus élevés permettent de privilégier la relation et la réactivité.
Comme le souligne 3ERP, l’option la moins chère n’est pas toujours la meilleure : la qualité ne doit jamais être sacrifiée au profit du coût. Une pièce livrée en retard, rejetée lors de l’inspection ou nécessitant une retouche coûte bien plus cher que le paiement d’une prime pour une livraison fiable.
De nombreuses stratégies d'approvisionnement réussies combinent plusieurs approches : des partenaires locaux pour les prototypes urgents et les travaux complexes de développement, des plateformes en ligne pour les pièces standardisées destinées à la production, et des fournisseurs internationaux pour les séries à haut volume où la maîtrise des coûts est cruciale. L’essentiel consiste à associer les exigences uniques de chaque projet au modèle de service qui offre la meilleure valeur globale — et non pas simplement le devis le moins élevé.

Sélectionner le bon prestataire d’usinage CNC pour votre projet
Vous avez assimilé une quantité considérable d’informations — allant des opérations d’usinage et du choix des matériaux aux spécifications de tolérances et aux facteurs de coût. Le moment de vérité est désormais arrivé : comment évaluer concrètement et sélectionner un prestataire de services d’usinage CNC adapté à vos besoins spécifiques ? Le bon partenaire ne se contente pas de livrer des pièces ; il devient une extension de votre équipe d’ingénierie, vous aidant à surmonter les défis et à passer progressivement des concepts initiaux à la production à l’échelle industrielle.
Critères clés pour la sélection d’un partenaire
Sélectionner les meilleures entreprises et prestataires de services d'usinage CNC nécessite une évaluation systématique, et non simplement l’acceptation du devis le moins élevé. Selon Avanti Engineering , les fabricants doivent définir précisément les exigences du projet, évaluer les capacités des fournisseurs, vérifier leurs certifications, prendre en compte les délais de livraison, analyser le rapport coût/valeur, et examiner la qualité de la communication ainsi que du soutien technique et ingénierie.
Voici une liste de contrôle hiérarchisée pour vous guider dans cette évaluation :
- Vérifier l’adéquation des capacités : L’atelier dispose-t-il des équipements requis pour usiner vos pièces ? Vérifiez qu’il possède les machines appropriées (à 3 axes, à 5 axes, centres d’usinage tournants, machines suisses) et qu’il est capable de travailler les matériaux spécifiés. Un prestataire de services d’usinage CNC excellent pour les prototypes en aluminium peut ne pas avoir d’expérience avec des composants aéronautiques en titane.
- Vérifier les certifications pertinentes : Associez les certifications à vos exigences sectorielles. Les projets automobiles exigent l’IATF 16949. Le secteur aérospatial requiert l’AS9100D. Les applications médicales nécessitent l’ISO 13485. Les travaux commerciaux généraux exigent au minimum l’ISO 9001:2015. Demandez des copies des certificats — ne partez pas du principe qu’ils sont en votre possession.
- Évaluez les systèmes qualité : Au-delà des certifications, comprenez leurs capacités d’inspection. Disposent-ils d’équipements de machines à mesurer tridimensionnelles (CMM) pour la vérification dimensionnelle ? Comment procèdent-ils aux inspections du premier article ? Quel est leur processus documenté pour le traitement des pièces non conformes ?
- Évaluez la performance en matière de délais de livraison : Sont-ils en mesure de respecter votre calendrier ? Selon Protolabs Network, les délais de livraison des prestataires établis peuvent varier de 5 jours ouvrables à plusieurs semaines, selon la complexité des pièces. Précisez clairement les délais standards et les délais accélérés.
- Comprenez la structure tarifaire : Une tarification transparente vaut mieux qu’un devis obscur. Les meilleurs prestataires de usinage CNC sous contrat expliquent clairement les facteurs qui déterminent leurs coûts et proposent des suggestions d’optimisation afin de réduire vos dépenses.
- Évaluer la réactivité de la communication : À quelle vitesse répondent-ils aux demandes d'information ? Désignent-ils des interlocuteurs dédiés pour le projet ? Selon Longsheng MFG, une communication efficace permet de résoudre rapidement les problèmes survenant pendant la collaboration.
- Vérifiez les références et l'historique : Demandez des études de cas ou des références clients dans votre secteur. Une expérience avérée sur des projets similaires réduit considérablement vos risques.
Passer du prototype à la production
L’un des critères de sélection les plus négligés ? L’évolutivité. Votre commande initiale pourrait ne concerner qu’un petit nombre de prototypes, mais les produits qui connaissent un succès commercial nécessitent finalement des milliers de pièces en production. Choisir un partenaire capable de grandir avec vous évite des changements de fournisseur coûteux et perturbateurs en cours de projet.
Recherchez des indicateurs d’évolutivité :
- Capacité d’équipement : La présence de plusieurs machines présentant des capacités similaires permet une production à volume élevé sans contrainte de capacité
- Documentation du processus : Des paramétrages bien documentés se transfèrent sans heurts des phases de prototype à celles de production
- Contrôle statistique des processus : La mise en œuvre de la maîtrise statistique des procédés (MSP) garantit la constance de la qualité à mesure que les volumes augmentent
- Opérations secondaires : Des capacités internes de finition, d'assemblage ou d'emballage simplifient la gestion de la chaîne d'approvisionnement à grande échelle
Envisagez ce scénario : vous développez un prototype avec un prestataire, puis vous découvrez qu’il ne dispose pas de la capacité nécessaire pour votre commande de production de 10 000 unités. Vous devez alors recertifier un nouveau fournisseur, revérifier les tolérances et, éventuellement, repenser la conception pour l’adapter aux capacités différentes des machines. Cette perturbation entraîne des coûts en termes de temps, d’argent et de dynamique.
Les partenaires certifiés IATF 16949 excellent particulièrement dans cette transition. La norme qualité automobile exige des processus documentés d’approbation des pièces de production (PPAP), qui formalisent le passage du développement à la fabrication en série. Des installations telles que Shaoyi Metal Technology illustrent parfaitement cette capacité : leurs opérations certifiées IATF 16949 et leur mise en œuvre rigoureuse de la maîtrise statistique des procédés (SPC) permettent de produire des composants à hautes tolérances avec des délais de livraison pouvant être aussi courts qu’un jour ouvrable, tout en assurant une montée en puissance fluide — de la prototypage rapide à la production de masse — pour des assemblages complexes de châssis et des douilles métalliques sur mesure.
En outre, déterminez si votre partenaire propose des services de réparation ou de maintenance pour machines à commande numérique (CNC). Les ateliers qui entretiennent eux-mêmes leurs équipements en interne font souvent preuve d’une expertise technique plus approfondie et d’une disponibilité plus fiable que ceux qui sous-traitent l’ensemble de leur maintenance. Cette capacité opérationnelle se traduit par une performance de livraison plus constante.
Faire votre prochain pas
Grâce aux connaissances acquises dans ce guide, vous êtes à présent en mesure de prendre des décisions éclairées concernant vos projets d’usinage CNC. Voici comment passer efficacement à l’étape suivante :
Pour votre projet immédiat :
- Rassemblez vos fichiers CAO, les spécifications des matériaux, les exigences de tolérance et les besoins en quantité
- Identifiez les certifications requises pour votre application
- Demandez des devis à 2 à 3 prestataires répondant à vos critères de capacités et de certifications
- Comparez non seulement les prix, mais aussi les délais de livraison, la qualité de la communication et le soutien technique fourni
Pour une réussite à long terme :
- Établissez des relations avec des partenaires qui comprennent votre secteur d’activité ainsi que vos exigences en matière de qualité
- Investissez du temps dans les revues de conception pour la fabrication avant de finaliser les plans
- Établissez des canaux de communication clairs et des attentes bien définies pour les projets en cours
- Procédez périodiquement à un audit de votre base fournisseurs afin de garantir un alignement continu de leurs capacités
N'oubliez pas que le devis le moins cher offre rarement la meilleure valeur. Des pièces livrées en retard, qui échouent aux contrôles d’inspection ou qui nécessitent des retouches coûtent bien plus cher que les économies apparentes. Le bon partenaire de services d’usinage CNC allie des prix compétitifs, une qualité fiable, une communication réactive et la capacité de soutenir votre croissance.
Que vous conceviez votre premier prototype ou que vous passiez à une production à grande échelle, les principes exposés dans ce guide — de la compréhension des opérations d’usinage à l’évaluation des certifications, en passant par l’optimisation des conceptions pour la fabrication — vous aideront à naviguer avec confiance dans le domaine de l’usinage CNC. Votre réussite industrielle commence par le choix du bon partenaire.
Questions fréquemment posées sur les services d’usinage CNC
1. Quel est le coût d’un service d’usinage CNC ?
Les coûts de l'usinage CNC varient généralement entre 50 $ et 150 $ par heure, les frais de mise en place commençant à 50 $ et pouvant dépasser 1 000 $ pour les projets complexes. Le prix total dépend du choix du matériau (l’aluminium coûte moins cher que le titane), de la complexité géométrique, des exigences de tolérance et de la quantité commandée. Les prix des prototypes sont plus élevés par pièce, car les frais de mise en place sont répartis sur un nombre moindre de pièces, tandis que des volumes de production de 500 pièces ou plus réduisent considérablement le coût unitaire, les frais de mise en place devenant alors négligeables.
2. Quels sont les services d’usinage CNC ?
Les services d'usinage CNC sont des solutions de fabrication professionnelles dans lesquelles un logiciel informatique préprogrammé commande des machines-outils, notamment des fraiseuses, des tours et des systèmes à plusieurs axes, afin de transformer des blocs de matière première en pièces conçues sur mesure. Ce procédé de fabrication soustractive consiste à retirer de la matière d’un brut solide pour créer des composants de précision aux tolérances serrées, généralement avec une précision standard de ±0,005 pouce. Ces services comprennent la fraisage, le tournage, l’usinage suisse ainsi que diverses opérations de finition pour les métaux et les plastiques.
3. Quel est le taux horaire d’une machine CNC ?
Les tarifs horaires des machines CNC varient selon le type d’équipement et la complexité de la pièce. Les fraiseuses basiques à 3 axes coûtent généralement entre 40 et 75 $ l’heure, tandis que les machines à 5 axes exigent des tarifs de 75 à 150 $ l’heure, voire plus, en raison de leurs capacités avancées. Ces tarifs reflètent les coûts d’exploitation des machines, l’usure des outillages et le niveau d’expertise des opérateurs. Choisir le type de machine adapté à la géométrie de votre pièce — plutôt que de systématiquement opter pour la solution la plus avancée — permet d’optimiser les coûts sans compromettre la qualité.
4. Quelles certifications dois-je rechercher chez un partenaire en usinage CNC ?
Les certifications requises dépendent de votre secteur d’activité. Pour les applications automobiles, la certification IATF 16949 avec une mise en œuvre du contrôle statistique des procédés est obligatoire. Les composants aérospatiaux exigent la certification AS9100D pour la gestion des risques et la traçabilité. La fabrication de dispositifs médicaux nécessite la conformité à la norme ISO 13485. Pour les applications commerciales générales, la norme ISO 9001:2015 constitue généralement la base minimale requise. Des installations certifiées IATF 16949, telles que Shaoyi Metal Technology, proposent la prototypage rapide ainsi que le passage à la production de masse, avec des délais d’exécution pouvant être aussi courts qu’un jour ouvrable.
5. Comment choisir entre des services CNC locaux, en ligne et internationaux ?
Adaptez votre décision d'approvisionnement aux exigences du projet. Les prestataires locaux excellent lorsque vous avez besoin d'une collaboration en direct, d'une assistance technique complexe ou d'un retrait le jour même pour des pièces urgentes. Les plateformes en ligne offrent des devis instantanés et des processus standardisés pour les composants simples et bien définis. Les fournisseurs internationaux permettent de réaliser des économies sur les productions à forte volumétrie, mais impliquent un délai d'expédition de 4 à 6 semaines et nécessitent une vérification rigoureuse de la qualité. De nombreuses stratégies gagnantes combinent plusieurs approches : prestataires locaux pour les prototypes, plateformes en ligne pour les pièces standard et fournisseurs internationaux pour les séries de grande série.