 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Choix des fournisseurs de poinçonnage automobile : guide d'audit 2025
TL ;DR
Choisir des fournisseurs d'emboutissage automobile est une décision stratégique à enjeux élevés, où le prix unitaire le plus bas masque souvent des risques importants pour la chaîne d'approvisionnement. Pour protéger votre ligne de production, privilégiez les fournisseurs disposant d'une certification valide Certification IATF 16949 (et pas seulement ISO 9001), des cadres PPAP et APQP rigoureux, et des taux de rejet éprouvés inférieurs à 100 ppm (0.01%).
Une évaluation efficace exige d'auditer la capacité technique du fournisseur, notamment la plage de tonnage de ses presses (généralement comprise entre 100 et 600+ tonnes) et ses capacités internes en outillage. Qu'il s'agisse de composants structurels ou de supports de précision, les décideurs doivent valider la stabilité financière du partenaire et sa capacité à combler l'écart entre du prototype à la production en série afin d'éviter des situations coûteuses d'arrêt de ligne.
Phase 1 : Les garde-fous qualité non négociables
Dans la chaîne d'approvisionnement automobile, la gestion de la qualité est le premier filtre. Un fournisseur dépourvu des certifications adéquates représente un risque, et non une économie. La distinction entre les normes générales de fabrication et les exigences spécifiques au secteur automobile constitue le premier point de votre liste de vérification.
IATF 16949 contre ISO 9001 : La distinction essentielle
Alors que l'ISO 9001 établit une base pour la gestion de la qualité en général, elle s'avère insuffisante face aux exigences rigoureuses des constructeurs automobiles (OEM) et des fournisseurs de premier rang. IATF 16949 est la norme du secteur, conçue spécifiquement pour prévenir les défauts, réduire les variations et minimiser les gaspillages dans la chaîne d'approvisionnement automobile. Un fournisseur certifié IATF dispose de systèmes capables de gérer des composants critiques pour la sécurité, tandis qu'un fournisseur disposant uniquement de la certification ISO pourrait ne pas avoir les protocoles de traçabilité et de gestion des risques nécessaires pour des pièces telles que les freins ou les renforts de châssis.
Lors de l'évaluation des fournisseurs, méfiez-vous du terme « conforme ». Un fournisseur qui affirme être « conforme à la norme IATF » sans posséder la certification réelle n'a pas subi les audits rigoureux par un tiers qui garantissent le respect de la norme. Exigez toujours une copie à jour de leur certificat et vérifiez son authenticité.
La trinité de la qualité : PPAP, APQP et FAI
Au-delà du certificat accroché au mur, vous devez évaluer les cadres opérationnels de qualité du fournisseur. Un emboutisseur automobile sérieux se conforme à trois acronymes :
- APQP (Advanced Product Quality Planning) : Ce cadre garantit que la qualité est intégrée dès la conception du processus, avant même que la première pièce ne soit emboutie. Il implique l'utilisation d'outils d'analyse des risques comme l'AMDEC (Analyse des Modes de Défaillance et de leurs Effets) pour prédire et prévenir les défauts.
- PPAP (Processus d'Approbation des Pièces de Production) : Il s'agit de la preuve que le fournisseur est capable de produire systématiquement des pièces conformes aux spécifications, au rythme de production requis. Demandez à consulter des dossiers PPAP expurgés de projets récents afin d'évaluer leur exhaustivité et leur souci du détail.
- FAI (First Article Inspection) : Cela valide que la première série de production répond à toutes les exigences techniques.
Selon les données du secteur, les meilleurs transformateurs métallurgiques atteignent des taux de rejet aussi faibles que 0,01 % (100 PPM) , tandis que les fournisseurs moyens se situent autour de 0,53 % (5 300 PPM) . Cet écart peut faire la différence entre une ligne de montage fluide et des arrêts coûteux.
Phase 2 : Audit des capacités techniques et des équipements
Une fois les systèmes qualité vérifiés, l'attention se porte sur le matériel. Le fournisseur dispose-t-il des machines physiques et des compétences techniques nécessaires pour exécuter votre géométrie et volume spécifiques ? Cette évaluation doit couvrir la tonnage des presses, les types de matrices et la scalabilité.
Tonnage des presses et complexité des matrices
Les tendances automobiles vers l'allègement ont accru l'utilisation des aciers à haute résistance et faible alliage (HSLA) et de l'aluminium, qui nécessitent des presses plus puissantes et un outillage spécialisé. Assurez-vous que votre fournisseur potentiel dispose d'une gamme de capacités de pressage — généralement comprise entre 100 et 600 tonnes ou plus — pour gérer à la fois de petites pièces de précision et des composants structurels plus grands, comme les bras de suspension ou les sous-châssis.
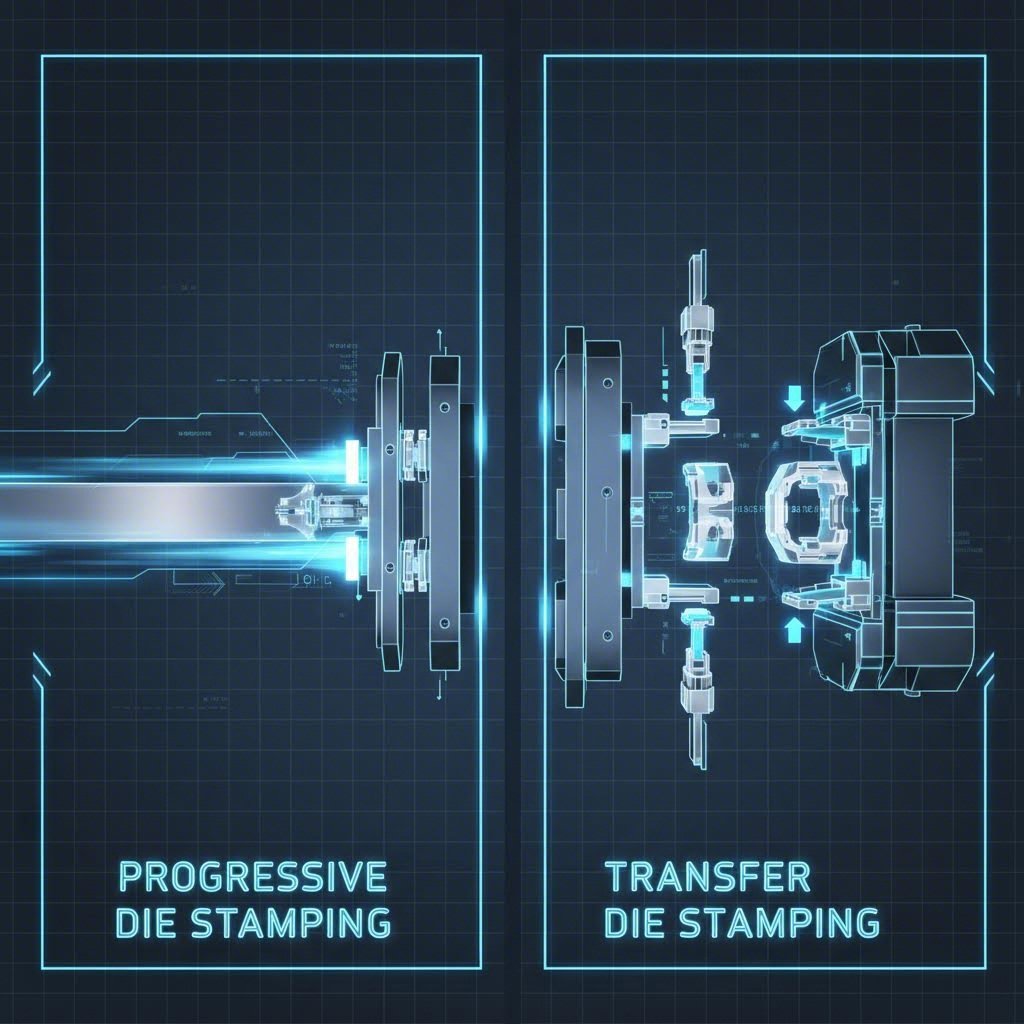
Vous devez également aligner leurs capacités de matrices sur vos besoins en volume. Estampage à matrice progressive est idéal pour les commandes à haut volume (250 000 pièces/an et plus) nécessitant rapidité et efficacité des matériaux. En revanche, Frappe de transfert est mieux adapté aux pièces plus grandes avec des formes profondes ou des géométries complexes qui passent d'une station à l'autre.
Combler l'écart : du prototype à la production de masse
Un problème fréquent dans les achats automobiles est le décalage entre les ateliers de prototypage et les unités de production. De nombreux fournisseurs excellent dans l'un mais échouent lors de la transition vers l'autre. Idéalement, vous souhaitez un partenaire capable de gérer l'ensemble du cycle de vie.
Par exemple, des fabricants comme Shaoyi Metal Technology combler cet écart en proposant des solutions complètes d'estampage, allant du prototypage rapide (livraison de 50 pièces en seulement cinq jours) à la production de masse à haut volume. Leur installation certifiée IATF 16949 utilise des presses allant jusqu'à 600 tonnes, ce qui leur permet de produire des composants critiques pour la sécurité, tels que des sous-ensembles et bras de commande, avec une précision au niveau OEM.
Maintenance des outillages en interne
Demandez de manière critique si le fournisseur entretient ses matrices en interne. Capacités d'outillage en interne réduire considérablement les temps d'arrêt. Si un outil se casse pendant une production, l'envoyer en réparation peut prendre des jours ou des semaines. Un fournisseur disposant d'un atelier interne de construction et réparation d'outils peut souvent régler le problème en quelques heures, préservant ainsi votre planning JIT.

Phase 3 : Santé financière et résilience de la chaîne d'approvisionnement
À l'ère de la fabrication juste-à-temps (JIT), la stabilité financière d'un fournisseur constitue un facteur de risque pour la chaîne d'approvisionnement. Un fabricant d'estampage en mauvaise santé financière pourrait éprouver des difficultés à acheter des matières premières en période de volatilité du marché, entraînant des arrêts de ligne dans votre installation.
Audit financier et pouvoir d'achat en matériaux
Lors de votre audit, évaluez les habitudes de réinvestissement du fournisseur. Modernise-t-il son équipement, ou fonctionne-t-il avec des actifs amortis ? Un fournisseur qui réinvestit dans des presses servo, des caméras d'inspection automatisées et des systèmes de transfert robotisés indique clairement sa viabilité à long terme.
En outre, renseignez-vous sur ses relations avec les producteurs de matières premières. Les fournisseurs bénéficiant d'un solide soutien financier et de relations durables ont souvent un meilleur « pouvoir d'achat », ce qui leur permet de s'approvisionner en acier ou en aluminium même en période de pénurie mondiale. Cela est essentiel lorsqu'on cherche à équilibrer coût et disponibilité pour les matériaux de précision.
Stabilité de la main-d'œuvre
Les connaissances techniques nécessaires pour entretenir des matrices progressives complexes résident dans la main-d'œuvre. Un taux élevé de rotation du personnel peut indiquer une perte de savoir-faire empirique, ce qui est souvent associé à une baisse de qualité. Posez des questions précises sur l'ancienneté moyenne de leurs outilleurs et des chefs de projet. Une main-d'œuvre stable est souvent synonyme de qualité constante.
Phase 4 : Liste de vérification pour la visite sur site (10 questions essentielles)
Pour passer d'un examen passif à un audit actif, utilisez ces dix questions lors de votre visite sur site ou dans le cadre du processus de demande d'information (RFI). Écoutez non seulement la réponse, mais aussi les données qui la soutiennent.
- concevez-vous et fabriquez-vous vos outillages en interne ou les sous-traitez-vous ? (Un outillage en interne signifie souvent des réparations et des modifications techniques plus rapides.)
- quelle est votre utilisation actuelle de la capacité par rapport à la capacité de pointe ? (Vous avez besoin d'une marge de sécurité pour faire face aux pics de demande.)
- pouvez-vous me montrer un dossier PPAP récent que vous avez complété ? (Vérifiez la profondeur de leur documentation.)
- quel est votre taux de rejet interne et externe (PPM) au cours des 12 derniers mois ? (Recherchez des tendances, pas seulement une image ponctuelle.)
- comment gérez-vous la volatilité des prix des matières premières ? (Ont-ils des stratégies de couverture ou des accords de report de prix ?)
- « Quel est votre plan de reprise après sinistre en cas de dommage aux outils ? » (Ont-ils une protection par capteurs pour éviter les chocs dans les matrices ?)
- « Avez-vous une expérience spécifique avec l'acier à haute résistance ou l'aluminium ? » (Ces matériaux nécessitent des stratégies différentes en matière de lubrification et de tonnage.)
- « À quelle fréquence étalonnez-vous vos équipements de contrôle ? » (La conformité exige des plannings d'étalonnage rigoureux.)
- « Quel est votre taux de livraison à temps ? » (Un taux inférieur à 98 % est un signal d'alerte pour les lignes JIT.)
- « Êtes-vous prêt à investir dans des équipements industriels dédiés pour ce programme ? » (Évalue leur engagement envers un partenariat à long terme.)
Conclusion : Adopter une approche proactive de la gestion des risques
Choisir un fournisseur de poinçonnage automobile est autant un exercice de gestion des risques qu'un processus d'approvisionnement. Le prix unitaire le plus bas est souvent associé aux coûts cachés les plus élevés, sous forme de défauts, de livraisons en retard et de surcoûts de gestion.
En priorisant la certification IATF 16949, en effectuant des audits relatifs à la redondance technique et en vérifiant la santé financière, vous construisez une chaîne d'approvisionnement résiliente plutôt que simplement à faible coût. Le bon partenaire agit comme une extension de votre propre équipe d'ingénierie, résolvant de manière proactive les défis de conception avant qu'ils ne deviennent des cauchemars en production.
Questions fréquemment posées
1. Quelle est la différence entre ISO 9001 et IATF 16949 pour l'emboutissage ?
ISO 9001 est une norme générale de management de la qualité applicable à tout secteur d'activité. L'IATF 16949 en est un complément spécifiquement destiné à l'industrie automobile, ajoutant des exigences strictes en matière de prévention des défauts, de réduction des variations dans la chaîne d'approvisionnement et d'exigences spécifiques aux clients. Pour le poinçonnage automobile, l'IATF 16949 est généralement obligatoire.
2. Pourquoi le PPAP est-il requis pour les fournisseurs de poinçonnage automobile ?
Le Processus d'approbation de pièces produites (PPAP) valide que le processus de fabrication du fournisseur est capable de produire de manière constante le produit conforme à toutes les exigences lors d'une production réelle, au rythme de production prévu. Il minimise le risque de défaillance avant le début de la production en série.
3. Comment déterminer la tonnage approprié de la presse pour mes pièces ?
La tonnage de la presse est déterminé par le périmètre de la pièce, l'épaisseur du matériau et la résistance au cisaillement du métal. Les aciers à haute résistance et les tôles plus épaisses nécessitent un tonnage nettement plus élevé. Un fournisseur compétent calculera le tonnage requis en y ajoutant une marge de sécurité afin d'assurer la durée de vie de la matrice et la qualité des pièces.
4. Quels sont les risques liés à l'approvisionnement offshore de pièces embouties automobiles ?
Bien que l'approvisionnement offshore puisse offrir des coûts unitaires plus bas, il comporte des risques tels que des délais plus longs, des coûts plus élevés de stockage, des barrières linguistiques, des préoccupations potentielles liées à la propriété intellectuelle et des perturbations de la chaîne d'approvisionnement dues à des problèmes logistiques ou géopolitiques. Une analyse du coût total d'achat est essentielle.