 Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —
Petits tirages, hauts standards. Notre service de prototypage rapide rend la validation plus rapide et facile —

Avantages essentiels des matrices progressives dans l'industrie automobile
TL ;DR
L'emboutissage par matrices progressives est un procédé de fabrication très avantageux pour l'industrie automobile, principalement parce qu'il permet des économies de coûts significatives en production à grand volume. Cette méthode de formage métallique permet la création rapide de grandes quantités de pièces complexes avec une précision et une régularité exceptionnelles. Les avantages fondamentaux des matrices progressives dans les applications automobiles sont une vitesse de production inégalée, une répétabilité élevée pièce à pièce et un gaspillage de matière minimisé, ce qui en fait un pilier de la fabrication moderne de véhicules.
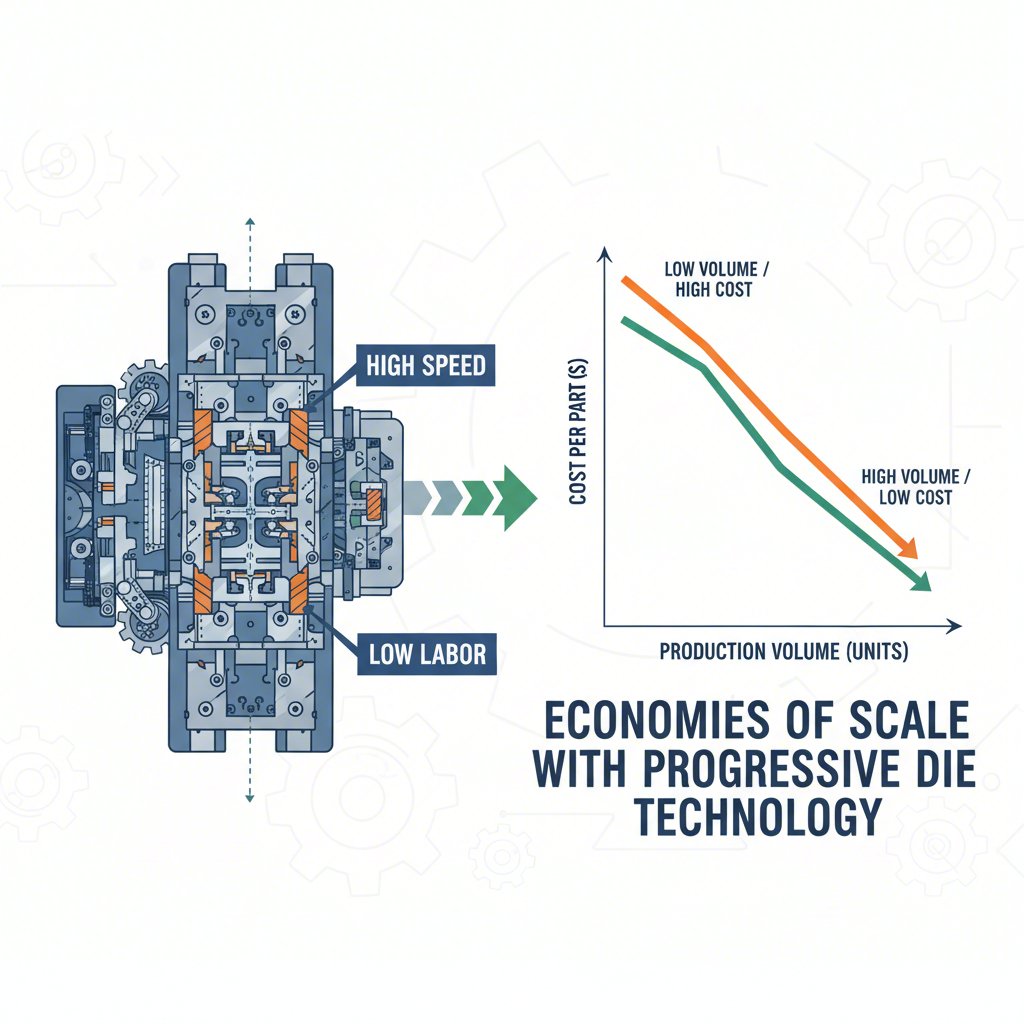
L'avantage économique fondamental : rentabilité en production à grand volume
Le principal facteur qui pousse à adopter le poinçonnage progressif dans le secteur automobile est son impact considérable sur les résultats financiers. Pour des séries de production moyennes à élevées, ce procédé offre un coût par pièce nettement inférieur à celui d'autres méthodes de fabrication. Cette efficacité économique n'est pas fortuite : elle résulte de plusieurs facteurs intégrés qui agissent conjointement pour rationaliser la production et réduire les coûts. L'investissement initial dans les outillages, qui peut varier de moins de 10 000 $ à plus de 100 000 $ selon la complexité de la pièce, est rapidement compensé par les économies substantielles réalisées lors de la production de masse.
Les principales sources de ces économies de coûts découlent de l'efficacité intrinsèque du procédé. Étant donné qu'un seul outillage effectue plusieurs opérations—telles que la découpe, le pliage et le poinçonnage—en séquence continue, le besoin d'intervention manuelle et de multiples réglages de machines est considérablement réduit. Cette automatisation entraîne une baisse des coûts de main-d'œuvre et minimise les temps d'arrêt entre les opérations. En outre, le procédé est conçu pour une utilisation optimale du matériau. Les ingénieurs conçoivent soigneusement la disposition de la bande afin d'imbriquer les pièces le plus étroitement possible, ce qui réduit significativement la quantité de métal résiduaire générée.
Par rapport au poinçonnage par matrices transfert, le poinçonnage en progression s'avère souvent plus économique pour de grandes quantités de pièces plus petites. Bien que les matrices transfert offrent une flexibilité grâce à la manipulation de pièces individuelles, l'alimentation continue par bobine métallique dans le poinçonnage progressif permet des vitesses plus élevées et une manipulation réduite, contribuant directement à son efficacité coût pour la production de masse. Cela en fait la méthode privilégiée pour de nombreux composants dans l'industrie automobile où des millions de pièces identiques sont nécessaires chaque année.
Vitesse et efficacité de production inégalées
Dans le monde rapide de la fabrication automobile, la vitesse constitue un avantage concurrentiel essentiel. Le poinçonnage par matrice progressive excelle dans ce domaine, certaines machines étant capables de produire des centaines, voire des milliers de pièces par minute. Cette vitesse incroyable est rendue possible car la matière première, une bobine de métal, est alimentée en continu et de manière autonome à travers les différentes stations de la matrice. À chaque course de la presse, une pièce finie est réalisée et éjectée, créant ainsi un flux de production fluide et hautement efficace.
Ce fonctionnement continu est comparable à une chaîne d'assemblage parfaitement optimisée intégrée dans un seul outil. Il n'y a aucune pause nécessaire pour déplacer une pièce d'une machine à une autre, ce qui constitue un goulot d'étranglement fréquent dans d'autres procédés. Le résultat est une réduction considérable des délais de fabrication, permettant aux constructeurs automobiles et à leurs fournisseurs de respecter des plannings de production serrés et de répondre rapidement aux exigences du marché. Ce niveau d'efficacité est essentiel pour maintenir le rythme des chaînes d'approvisionnement juste-à-temps qui dominent l'industrie automobile.
Par rapport à d'autres méthodes comme le poinçonnage en matrices tandem, qui offre une flexibilité pour des pièces très grandes ou complexes, les matrices progressives offrent une vitesse supérieure pour les composants à forte production. Cet avantage opérationnel accélère non seulement la production, mais améliore également la productivité globale, permettant aux fabricants de maximiser la production sur une seule ligne.
Précision exceptionnelle et cohérence pièce à pièce
L'industrie automobile exige des tolérances extrêmement serrées et une qualité inébranlable, car même de légères déviations peuvent affecter la sécurité et les performances du véhicule. Le poinçonnage progressif est réputé pour sa capacité à offrir une précision et une régularité exceptionnelles sur des millions de pièces. Cette haute répétabilité est possible parce que toutes les stations de formage et de découpe sont fixées au sein d'un ensemble de matrices unique et robuste. La bande métallique est guidée avec précision à travers chaque station, éliminant ainsi les variations pouvant survenir lorsqu'une pièce est transférée entre différentes machines.
Cette précision intrinsèque garantit que chaque composant produit est pratiquement identique au précédent. Dans les applications automobiles, cela signifie que les pièces s'assemblent parfaitement, réduisant ainsi les retouches, minimisant les déchets dus aux pièces rejetées et assurant que le produit final respecte des normes de qualité strictes. La capacité de produire des géométries complexes en un seul processus renforce davantage sa valeur, permettant la création de composants complexes à la fois légers et résistants.
C'est pourquoi les principaux fabricants s'appuient sur ce procédé pour des composants critiques. Par exemple, des fournisseurs comme Shaoyi (Ningbo) Metal Technology Co., Ltd. spécialisés dans les matrices d’emboutissage automobiles sur mesure, exploitent la précision de l’emboutissage progressif au service des équipementiers et des fournisseurs de premier rang. Leur engagement envers des normes telles que l'IATF 16949 souligne l'importance du contrôle qualité permis par cette méthode de fabrication. Cette régularité est essentielle pour un large éventail de pièces automobiles, notamment :
- Connecteurs électriques et bornes
- Supports et quincaillerie de fixation
- Boîtiers et protections de capteurs
- Composants pour systèmes de freinage et de carburant
- Renforcements structurels
Flexibilité de conception supérieure et optimisation des matériaux
Le poinçonnage progressif offre aux ingénieurs une grande liberté de conception tout en favorisant l'efficacité des matériaux. Ce procédé regroupe plusieurs opérations de travail des métaux — telles que le pliage, le repoussage, l'emboutissage et le perforage — en une séquence unique et continue. Cela permet de créer des pièces complexes, dotées de multiples caractéristiques, qui nécessiteraient autrement plusieurs étapes de fabrication distinctes, augmentant ainsi les coûts et les délais de production. Cette capacité permet aux concepteurs de développer des composants innovants optimisés pour la performance et la réduction du poids.
Un avantage clé réside dans l'utilisation hautement efficace des matières premières. Le processus débute avec une bobine de métal, et la disposition des pièces sur cette bande est minutieusement planifiée afin de minimiser les chutes. Bien qu'une bande porteuse soit nécessaire pour guider le matériau à travers la matrice, et que cette bande devienne finalement de la chute, la possibilité d'imbriquer étroitement les pièces entraîne souvent moins de déchets matériels globaux par rapport aux procédés qui emboutissent des pièces à partir de flans individuels. Cet accent mis sur l'optimisation des matériaux réduit non seulement les coûts, mais soutient également des pratiques de fabrication plus durables.
Toutefois, des compromis doivent être pris en compte. Ce procédé convient moins aux pièces profondément embouties ou aux caractéristiques nécessitant un écoulement du matériau provenant de différents angles, ce qui constitue une force du pressage par matrice à transfert. Malgré cela, pour un vaste éventail de composants automobiles, la combinaison de la polyvalence de conception et des économies de matériaux fait du pressage en matrice progressive une solution idéale, équilibrant performance, coût et durabilité.
Questions fréquemment posées
1. Quels sont les principaux avantages d'une matrice progressive ?
Les principaux avantages d'une matrice progressive sont sa rapidité, son efficacité et sa rentabilité pour la production à grande échelle. Comme le matériau avance automatiquement à travers différentes stations dans un seul outil, il permet de produire des pièces beaucoup plus rapidement que les méthodes nécessitant un transfert manuel ou robotisé entre presses. Cela entraîne une réduction des coûts de main-d'œuvre, une grande répétabilité et un coût unitaire par pièce plus faible.
2. Quels sont les inconvénients du poinçonnage avec matrice progressive ?
Les principaux inconvénients incluent des coûts élevés au départ pour la fabrication des outillages, car les matrices sont complexes et coûteuses à réaliser. Le processus est également moins souple en cas de modification de conception une fois l'outil fabriqué. De plus, comme la pièce reste attachée à une bande porteuse jusqu'à la dernière station, certaines opérations nécessitant un accès libre à la pièce ne sont pas possibles sans recourir à des procédés secondaires.
3. Combien coûte une matrice progressive ?
Le coût d'une matrice progressive varie considérablement selon la taille et la complexité de la pièce. Les coûts d'outillage peuvent être inférieurs à 10 000 $ pour des pièces petites et simples, mais dépasser facilement 50 000 $ voire 100 000 $ pour des conceptions plus grandes et plus complexes. Le coût élevé initial est généralement justifié par le faible coût unitaire obtenu lors de productions en grande série.
4. Quelle est la différence entre une matrice simple et une matrice progressive ?
Une matrice simple effectue une seule opération par course de presse, comme l'emboutissage ou le pliage. En revanche, une matrice progressive effectue plusieurs opérations simultanément à différentes stations au sein du même outil. Lorsqu'une bande métallique est alimentée à travers la matrice, elle est formée progressivement à chaque station, permettant ainsi de produire une pièce complète à chaque course de presse, ce qui la rend nettement plus efficace pour les pièces complexes et les grandes quantités.