 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

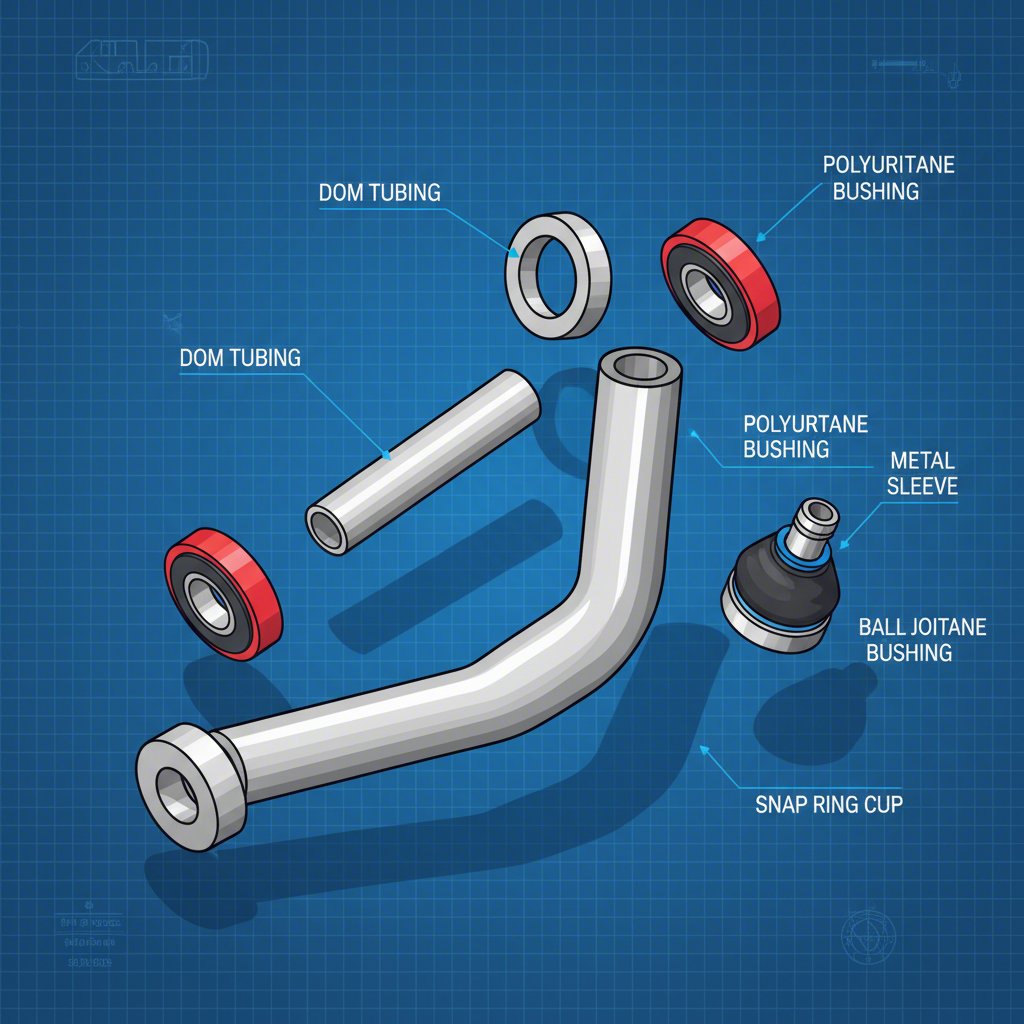
Olennaiset osat putkimaisen nivelvarren valmistukseen
TL;DR
Mukautettujen putkimaisien ohjaustankojen valmistaminen edellyttää tiettyjä osia ja tarkkaa prosessia. Olennaiset komponentit sisältävät korkean lujuuden DOM- tai Chromoly-putket, kierteiset hitsattavat liittimet sauvasaranoille, korkealaatuiset laakeripalat (Delrin tai polyuretaani) sekä koneistetut pallokarjalupat. Valmistusprosessi perustuu tarkkaan suunnitteluun, putkien tarkkaan leikkaamiseen ja rei'ittämiseen, kokoonpanoon jäykässä työkalussa geometrian ylläpitämiseksi sekä huolelliseen TIG-hitsaukseen maksimaalisen lujuuden ja turvallisuuden saavuttamiseksi.
Ohjaustankojen valmistuksen olennaiset komponentit
Putkimaisten poikittaisjousitusjärjestelmien rakentaminen alusta alkaen on palkitseva projekti, joka antaa sinulle täyden hallinnan ajoneuvosi jousitusgeometriassa. Onnistuminen riippuu kuitenkin oikeista materiaaleista alusta alkaen. Näitä osia ei voi löytää paikallisesta rautakaupasta; ne ovat erikoistuneita komponentteja, jotka kestävät valtavia rasituksia. Korkealaatuisten osien hankkiminen on ensimmäinen ja tärkein askel valmistusprosessissa.
Putkimaisten poikittaisjousitusjärjestelmien perusta on itse putki. Useimmat valmistajat valitsevat vedettyjen mandreliputkien (DOM) teräksen ja 4130 Chromoly-teräksen välillä. Kuten valmistajien tuotteissa huomataan Porterbuilt , paksuseinäinen DOM-putki on suosittu valinta sen korkean lujuuden, erinomaisen yhdenmukaisuuden ja kustannustehokkuuden vuoksi, mikä tekee siitä ihanteellisen kadun- ja suorituskykysovellusten käyttöön. Kromoli (chromoly) tarjoaa paremman lujuus-painosuhteen, mikä tekee siitä suositun materiaalin kilpa-ajoissa, joissa jokainen unssi merkitsee, ja tämä vaihtoehto on yksityiskohtaisesti esitetty huippuluokan räätälöidyn rakenteiden yhteydessä. Valinta riippuu projektisi budjetista ja suorituskykypäämärästä.
Putken lisäksi tarvitset useita keskeisiä komponentteja, jotta voit luoda toimivia ja säädettäviä varrettuja. Verkkopalveluntarjoajat, kuten JOES Racing Products ja CB Chassis Products tarjoavat kattavan valikoiman näitä osia. Tyypillinen ostoslista sisältää:
- Hitsattavat putkipäät (bungs): Nämä kierteiset upotukset hitsataan DOM-putkien päihin ottamaan vastaan heim-liitokset (sauvapäät) tai kierteiset säätimet, mikä mahdollistaa tarkan asennon säätämisen.
- Laakerikupit ja vaipat: Nämä komponentit painetaan säätövarsien telinpuoleisiin kiinnityspisteisiin. Suorituskykyvaihtoehdot sisältävät Delrinin, joka tarjoaa vähimmäispoikkeaman ja pitkän käyttöiän, tai polyuretaanin, joka tarjoaa tasapainon suorituskyvyn ja värähtelyn vaimennuksen välillä.
- Pallokarhakupit tai levyt: Nämä pitävät pallokarhaa säätövarren pyöräpuolella. Ne voivat olla levyjä ruuvattaville pallokarhoille tai koneistettuja kuppeja painettaville tyypeille, ja niiden on oltava tarkasti sijoitettuja ja hitsattuja.
- Kiinnityslevyt ja -kiinnikkeet: Nämä hitsataan ajoneuvon runkoon tarjotakseen kiinnityskohdat säätövarren kierteille.
Projekteihin, jotka vaativat yksilöllisiä määritelmiä, suurta tuotantotilavuutta tai erinomaista tarkkuutta komponenteissa, kuten CNC-koneistetuissa levyissä ja pallokarhakupeissa, voi olla hyödyllistä tehdä yhteistyötä erikoistuneen valmistajan kanssa. Tällaisia yrityksiä ovat Shaoyi (Ningbo) Metal Technology Co., Ltd. tarjoaa mukautettuja autoteollisuuden leikkaus- ja metallikomponenttivalmisteita, jotka tarjoavat tarkan tarkkuuden, joka on keskeistä jouhistososiin. Tämä takaa täydellisen istuvuuden ja metallurgisen yhdenmukaisuuden, jotka ovat elintärkeitä sekä turvallisuudelle että suorituskyvylle.
Materiaalivertailu: DOM-teräs vs. 4130 Chromoly
| Ominaisuus | DOM-teräs | 4130 Chromoly |
|---|---|---|
| Lujuus | Erittäin vahva ja kestävä useimmissa sovelluksissa. | Korkeampi vetolujuus, joka mahdollistaa ohuempia seiniä ja kevyemmän painon samalla lujuudella. |
| Paino | Painavampi kuin Chromoly vastaavassa lujuudessa. | Kevyempi, mikä tekee siitä ideaalin kilpa-ajoissa ja jousittamattoman massan vähentämiseen. |
| Kustannus | Edullisempi ja laajasti saatavilla. | Huomattavasti kalliimpi. |
| Hitsauskelpoisuus | Helpompi hitsata MIG- tai TIG-menetelmällä; vähemmän herkkä lämmölle. | Edellyttää TIG-hitsausta. Esilämmitys ja jälkilämmitys tarvitaan yleensä vain seinämän paksuudeltaan yli 3 mm kohteissa. |
| Ideaalikäyttö | Katuajot, räätälöidyt kuorma-autot (C10, S10) ja yleinen valmistus. | Ammattimainen moottoriurheilu, maastokilpailut ja sovellukset, joissa painolla on ratkaiseva merkitys. |
Valmistusprosessi: Suunnittelusta lopulliseen hitsaukseen
Komponenttien ollessa saatavilla valmistusprosessi alkaa. Tässä vaiheessa tarkkuus, kärsivällisyys ja oikeat työkalut ovat ensiarvoisen tärkeitä. Ohjaustankojen valmistus ei ole vain putkien hitsaamista yhteen; se on insinööritaitoa, joka vaikuttaa suoraan ajoneuvon käsittelyyn ja turvallisuuteen. Koko prosessin on oltava systemaattinen, jotta lopputuote on sekä vahva että geometrisesti täydellinen.
Matka raaka-aineesta valmiiksi tuotteeksi noudattaa selkeää askeljärjestystä. Kuten kattavassa rakennelokissa kuvataan Wilhelm Raceworks , jopa näennäisesti pienet yksityiskohdat, kuten riittävien kaarevuussäteiden varmistaminen terävien kulmien sijaan, voivat vaikuttaa merkittävästi osan kestävyyteen ja väsymiseen. Ammattimainen lähestymistapa edellyttää huolellista suunnittelua ja toteutusta jokaisessa vaiheessa.
Tässä on vaiheittainen katsaus valmistusprosessiin:
- Suunnittelu ja mittaus: Ensimmäinen askel on saattaa suunnittelu loppuun, joko käyttämällä CAD-ohjelmistoa jännitysanalyysiin tai mittaamalla ajoneuvosi suspensiolevien kiinnityskohdat huolellisesti. Sinun on määritettävä haluttu pituus, pallokarjan kulma ja tukipisteiden sijainnit saavuttaaksesi tavoiteltu siirtymäkulma-, eteenpäinvinoutumis- ja rollkeskus.
- Leikkaus ja uritus: Leikkaa DOM- tai kromoli-tiivit tarkkaan suunnitelluihin pituuksiin. Putkien päät, jotka liitetään muihin putkiin, on 'uritettava' tai 'saksettu' sopimaan täydellisesti tiiviisti, jotta saadaan vahva hitsaussuhde. Putkuristin on paras työkalu tähän tehtävään.
- Koneenpito ja valmistelu: Kaikki erikoispalat, kuten nivelliitoksen kiinnikkeet, saattavat joutua sorvattaviksi tai jyrsittäviksi. Ennen hitsausta kaikki osat on puhdistettava perusteellisesti, jotta mikään öljy, rasva tai hartsi ei pääse saastuttamaan hitsiä.
- Jiggin rakentaminen: Tämä on epäilemättä tärkein vaihe. Valmistusjiggi on kiinnike, joka pitää kaikki ohjaustangon yksittäiset osat täsmälleen lopullisissa asennoissaan. Tarkka ja jäykkä jiggi on olennaisen tärkeä, jotta ohjaustanko ei vääntyisi hitsauksen lämmössä ja sen lopullinen geometria on oikea.
- Esihitsaus ja tarkistus: Aseta kaikki osat jiggiin ja tee pieniä esihitsuja pitämään ne paikoillaan. Kun osat on esihitsattu, irrota vasara jiggestä ja koeasenna se ajoneuvoon tarkistaaksesi mitat ja varavälit ennen lopullista hitsausta.
- Lopullinen hitsaus: Jousituskomponenteissa volframi-inerttikaasuhitsausta (TIG) suositellaan sen tarkkuuden ja vahvojen, siistejä hitsausliitoksia tuottavan ominaisuuden vuoksi. Hitsaa saumat vaihtelevassa järjestyksessä lämmön tasaisempi jakautuminen ja vääntymisen minimoimiseksi. 4130-kromomolyylille hitaan jäähtymisen (esimerkiksi osan kääriminen hitsausvilttiin) on oltava tarpeen estämään materiaalin haurastuminen; esilämmitys puolestaan vaaditaan yleensä vain putkille, joiden seinämän paksuus on yli 0,120 tuumaa.
- Viimeistely: Hitsauksen ja jäähtymisen jälkeen vakiovarsi voidaan pinnoittaa jauhepinnoitteella tai maalata korroosiosuojaksi. Lopuksi asennetaan välikappaleet ja pallokiinnike kokoonpanon valmistamiseksi.
Putki- vs. levyvarret: Kriittinen suunnitteluratkaisu
Mukautettuja ohjaustankoa suunniteltaessa yksi perustavanlaatuinen valinta, johon valmistaja törmää, on käyttääkö putkimaista vai levyistä rakennetta. Vaikka molemmat voivat olla erittäin vahvoja, niiden rakenne antaa niille erilaisia ominaisuuksia, jotka tekevät niistä sopivia eri käyttötarkoituksiin. Näiden erojen ymmärtäminen on avainasemassa joustojärjestelmän rakentamisessa siten, että se vastaa ajoneuvon tarkoitettua käyttöä.
Putkimaisten ohjaustankojen nimestä johtuen niitä valmistetaan pääasiassa pyöreästä tai joskus neliömäisestä putkistosta. Tämä rakenne kestää erinomaisesti monisuuntaisia voimia, kuten vääntökuormia (kiertovoimia) sekä työntö- ja vetovoimia (vetolujuutta ja puristuslujuutta), joita esiintyy yleisesti tiellä ajettaessa suorituskykyajossa. Pyöreä muoto jakaa rasituksen tasaisesti, mikä tekee siitä tehokkaan ja kevyen ratkaisun useimpiin käyttötarkoituksiin kadunajoneuvoista tietä kilpaileviin autoihin.
Levykäsivarsu, joka on yleinen äärimmäisessä maastokilpailussa, on valmistettu useista litteistä teräslevyistä, jotka on leikattu ja hitsattu yhteen laatikkomainen rakenne. Tämä rakennustapa luo erityisen vahvan ja jäykän käsivarren, erityisesti suorille pystysuorille iskuille, kuten suuren hypyn aikana. Vaikka levykäsivarsi on usein painavampi kuin putkikäsivarsi, sen vahvuus voi olla etu raakalaismaisissa olosuhteissa. Kuten yksi foorumikäyttäjä totesi: 'Levykäsivarsu on vahvempi. Putkia on parempi käyttää esimerkiksi vierähdyssuojassa, jossa voimat (iskut) voivat tulla mistä tahansa kulmasta.' Tämä korostaa keskeistä kompromissia näiden kahden suunnittelun välillä.
Vertailu: Putki- vs. Levyohjauskäsivarret
| Ominaisuus | Putkiset ohjausrankat | Levyohjauskäsivarret |
|---|---|---|
| Lujuusprofiili | Erinomainen vääntöjäykkyys ja vetolujuus/puristuslujuus. Tehokas useista kulmista tulevien kuormitusten käsittelyssä. | Erittäin korkea lujuus suoria pysty- ja sivukuormia vastaan. Voi olla vahvempi, mutta painonsuhteessa tehottomampi. |
| Paino | Yleensä kevyempi tietyllä lujuustasolla pyöreän putken tehokkuuden vuoksi. | Yleensä painavampi ja kömpelömpi, koska laatikkorakenteen muodostamiseen tarvitaan enemmän materiaalia. |
| Valmistuksen monimutkaisuus | Edellyttää tarkkaa putkien reikien leikkausta ja robustia kiinnitysvarretta. Hitsaus voi olla monimutkaista kaarevissa liitoksissa. | Edellyttää CNC- tai plasmaleikkausta levyille sekä kattavaa hitsausta. Sisäisiä äänenvaimentimia tarvitaan usein. |
| Kustannus | DOM-putken materiaalikustannukset ovat kohtalaiset. Kromomoly vaikeuttaa kustannuksia merkittävästi. | Teräslevyn materiaalikustannukset voivat olla korkeat, ja työvoima-/leikkauskustannukset ovat usein suuremmat. |
| Ideaalikäyttö | Katuajo, tietajo, vetovoimakilpailut, räätälöidyt kuorma-autot ja suurin osa teillä ajettavista ajoneuvoista. | Trophya-kuorma-autot, kallionkiipeilyajoneuvot ja äärimmäiset maastossa ajettavat ajoneuvot, jotka kestävät ankaria törmäyksiä. |