 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Autoteollisuuden metallivalssauksen tulevaisuus: Sähköautot ja älykkäät tehtaat
TL;DR
Se autoteollisuuden metallistampauksen tulevaisuus muuttuu kolmen voimakkaan tekijän yhteisvaikutuksen tuloksena: ajoneuvoparkkien nopea sähköistyminen, kevytaineiden käytön välttämättömyys ja valmistuslinjojen digitalisointi (teollisuus 4.0). Kun sisäsytyttimet vaihtuvat sähköisiin vetolohkoihin, stampaajat siirtyvät moottorilohkojen ja pakoputkijärjestelmien tuotannosta valmistamaan monimutkaisia akkukoteloja, väylälevyjä ja bipolaarisia levyjä. Tiukkojen kantavuus- ja tehokkuustavoitteiden täyttämiseksi valmistajat hyödyntävät edistyneitä teknologioita, kuten kuumastampausta ja Hot Form Quench (HFQ) muovaamaan erittäin korkean lujuuden teräksiä (UHSS) ja alumiiniseoksia rakenneintegriteettiä vaarantamatta.
Samanaikaisesti tuotantotila muuttuu dataohjatuksi ekosysteemiksi, jossa IoT-valmiit servojäykisteressut ja suljetut digitaaliset kaksosteknologiat ennakoivat huoltotarpeita ja varmistavat virheettömän tuotannon. Kun markkina-arvio ennustaa lähes 139 miljardin dollarin arvoa vuoteen 2030 mennessä, voittajia tässä uudessa aikakaudessa ovat toimittajat, jotka pystyvät saumattomasti yhdistämään nämä edistyneet muovausmenetelmät skaalautuviin, automatisoituun tuotantokapasiteettiin.
Sähkövaikutus: Miten sähköistyminen kirjoittaa uudelleen leikkaustoiminnan säännöt
Siirtyminen sisäsytytyksestä (ICE) sähköajoneuvoihin (EV) on yksittäinen suurin häiriötekijä autoteollisuuden metallistampauksen tulevaisuus perinteisessä ajoneuvossa on tuhansia leikattuja osia, jotka keskittyvät pääasiassa moottoriin, vaihteistoon ja pakoputkijärjestelmään. Sähköajoneuvossa nämä komponentit katoavat ja korvautuvat täysin uudella rakenteellisilla ja sähköisillä tarpeilla.
Tärkein uusi komponentti on akkuliike . Nämä massiiviset, laatikkomaiset rakenteet täytyy olla erittäin jäykkiä suojatakseen herkkiä akkukennolle törmäyksessä, mutta samalla tarpeeksi kevyitä maksimoidakseen kantaman. Niiden valmistukseen tarvitaan suurikokoisia puristimia, jotka pystyvät syviin muotoihin ja monimutkaisiin geometrioihin. Koteloiden ohella kysyntä on kasvamassa sähköjakaumakomponenteille, kuten busbaarit ja liittimiä, joissa vaaditaan nopeaa, tarkkaa metallin leikkausta kupari- ja alumiiniseoksista.
Lisäksi vetyä polttoaineena käyttävä polttokennoteknologia luo nisäkkään, mutta kasvavan kysynnän bipolaarilevyille . Näille levyille vaaditaan erittäin tarkkaa leikkausta, jotta voidaan muodostaa monimutkaiset virtauskanavat vedylle ja hapeleelle. Kuten mainittiin Die-Matic , niiden leikkaajien kysyntä, jotka pystyvät tuottamaan näitä erikoiskomponentteja vaihtoehtoisten energialähteiden sovelluksiin, on selvästi kasvanut, mikä viittaa pitkän aikavälin siirtymiseen pois perinteisistä autoteollisuuden osista.
Materiaalivallankumous: Kevyen rakenne & Kuumamuovaus
Akuston painon kompensoimiseksi autoteollisuus on aktiivisesti pyrkimässä keventämään ajoneuvoja. Tämä on laukaissut materiaalisodan erittäin korkealujuisen teräksen (UHSS) ja alumiinin välillä, ja kumpikin vaatii erilaisia vaivoinnovointikeinoja.
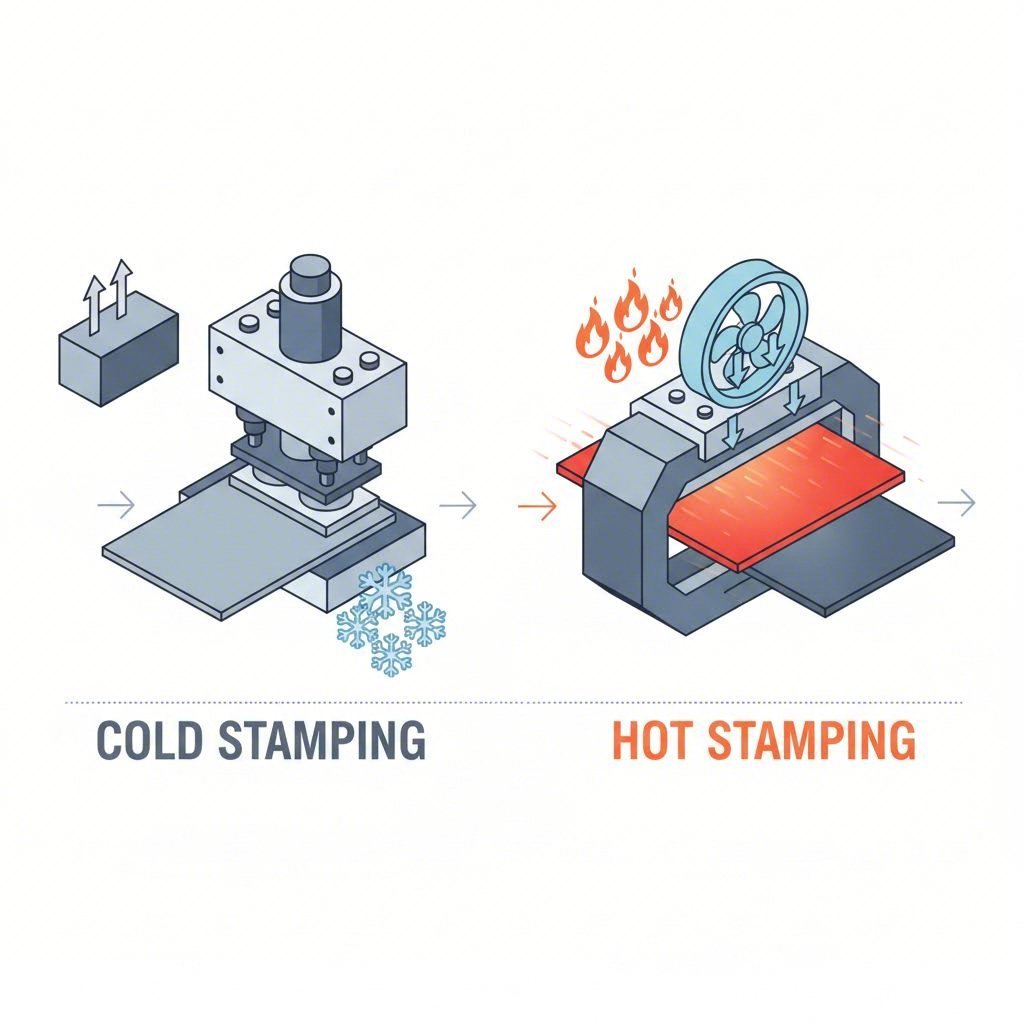
Kuumavaivanta ja puristuskovetus
Perinteinen kylmävaivaus ei selviä nykyaikaiselle UHSS-teräkselle, joka voi halkeilla tai kimpoa takaisin ennustamattomasti. Ratkaisu on lämpömerkit (tai puristuskovetus), prosessi, jossa boriteräslaatat lämmitetään yli 900 °C:seen uunissa, vaivataan hehkuvan kuumina ja jäähdytetään nopeasti muotissa. Tämä prosessi muuttaa teräksen mikrorakenteen martensiitiksi, saavuttaen vetolujuuden jopa 1 500 MPa — täydellinen turvallisuuskriittisiin osiin, kuten A-pilareihin ja sivuiskun palkkeihin.
Mukaan lukien American Industrial Company , innovaatiot kuten Hot Form Quench (HFQ) mahdollistavat nyt samankaltaiset edistysaskeleet alumiinille. HFQ mahdollistaa monimutkaisten alumiinimuotojen syvävetämisen, jotka aiemmin olivat mahdottomia, ja ratkaisee merkittävän ongelman valmistajille, jotka yrittävät käyttää alumiinia rakenteellisiin auton koriosiin.
Materiaalivertailu: Uusi standardi
| Ominaisuus | Kylmästä märkistämistä | Kuumavalssaus / Painevalmennus |
|---|---|---|
| Materiaalin soveltuvuus | Pehmeät teräkset, alhaisemman luokan alumiini | Erittäin korkealujuksinen teräs (UHSS), Boroteräs |
| Lujuustulos | Tavallinen rakennelujuus | Erityisen suuri lujuus (jopa 1 500+ MPa) |
| Monimutkaisuus | Rajoitetut syväveto-ominaisuudet | Monimutkaiset geometriat ilman jousieffektiä |
| Ensisijainen käyttötarkoitus | Kotelo-osat, kiinnikkeet, ulkokuoret | Kolariturvallisuuteen liittyvät turvakopit, akkujen suojaus |
Teollisuus 4.0: Älykäs leikkuutehdas
Ajanjakso, jolloin luotiin ainoastaan kokeneiden työkalu- ja muottimiesten intuitioon, on ohi. Tulevaisuus kuuluu älykkäälle leikkuutehtaalle , jossa yhteydet ja datanalyytikka parantavat tehokkuutta. Tämä muutos perustuu teolliseen internetiin (IIoT), jossa muotteihin upotetut anturit seuraavat painetta, lämpötilaa ja värähtelyä reaaliajassa.
Yksi merkittävimmistä edistysaskelista on servopressi . Toisin kuin pyörähammaspuristimia, joissa on kiinteä iskun pituus, servopuristimissa käytetään korkeamomenttimoottoreita, jotka ohjelmoivat liukupalan liikkeen täysin. Tämä mahdollistaa muottipuristusnopeuden optimoinnin eri vaiheissa – hidastamalla muovausvaiheessa parannetaan osan laatua ja kiihdyttämällä vetäytymisvaiheessa tuotanto nousee. AMS Metal korostaa, että tällainen valvontataso on välttämätöntä uuden sukupolven viattomien seosten muodostamiseksi ilman vikoja.
Lisäksi, digitaalisia kaksosia ovat vallankumouksellisia laadunvalvonnassa. Valmistajat voivat luoda virtuaalisen kopion leimauslinjasta simuloidakseen miljoonia kierrosta ja ennakoidakseen työkalun kulumisen ja mahdolliset vikaantumiskohdat ennen niiden syntymistä. Tämä "ennusteellinen huolto"-malli muuttaa alan toimintatapauksen häiriöiden vastaamisesta niiden kokonaan ehkäisemiseen, mikä on olennainen ominaisuus suurten OEM-valmistajien Just-In-Time (JIT) -toimitusjaksojen täyttämiseksi.
Automaatio ja robottilaitteet: nollavirheiden normaali
Metallien leimaamisen automaatio on kehittynyt paljon yksinkertaisempi kuin robotin kädet, jotka siirtävät osia säiliöstä vyöhykkeelle. Nykyaikainen linja integroi kuvasysteemit ja yhteistoimintaiset robottit (Cobots) jotta saavutetaan nollavirhe-standardi.
Nopeuskuvaajat, jotka on varustettu tekoälyalgoritmeilla, tarkistavat nyt 100 % kaikista muotista poistuvista osista ja havaitsevat mikroskooppisia halkeamia tai pinnan virheitä, joita ihmistarkkailijat eivät huomaisi. Tämä on erityisen tärkeää luokan A pintojen ja monimutkaisten sähköliittimien osalta, joissa tarkkuus on ehdoton vaatimus. Eigen Engineering huomauttaa, että nykyaikaiset leikkuuteknologiat, mukaan lukien sähkömagneettisesti avustetut prosessit, antavat valmistajille aiemmaton hallinnan materiaalin muodonmuutokselle, varmistaen että jokainen osa täsmää digitaalisen suunnittelutiedoston kanssa.
Valmistajille, jotka pyrkivät navigoimaan tässä monimutkaisessa maisemassa – nopeasta prototyyppivaiheesta uusien komponenttien massatuotantoon – kumppanit kuten Shaoyi Metal Technologyn kattavat stampausratkaisut tarjoavat tarvittavan silta. Niiden IATF 16949 -sallitut toiminnot ja suuritehoiset leikkuupressit (jopa 600 tonniin asti) on suunniteltu vastaamaan nykyaikaisten autoteollisuuden toimitusketjujen tiukkoihin vaatimuksiin, varmistaen että innovaatio ei jäänyt prototyyppivaiheeseen.
Markkinanäkymä 2030: Kasvu ja keskittyminen
Autoteollisuuden leikkausmarkkinoiden taloudellinen kehitys heijastaa näitä teknologisia muutoksia. Huolimatta globaaleista taloudellisista vastavirroista, ala on tiellä vahvaan kasvuun.
Tiedot osoittavat, että markkinat odotetaan kasvavan noin 108 miljardista dollarista vuonna 2025 lähes 139 miljardiin dollariin vuoteen 2030 mennessä , mikä johtuu yli 5 %:n vuosittaisten yhdistettyjen kasvuprosenttien (CAGR) kasvusta. Kuten Mordor Intelligence ilmoitti, Aasian ja Tyynenmeren alue jatkaa hallintansa, kattamalla noin 38 % maailmanmarkkinoiden osuudesta, ja kasvuun ovat vaikuttaneet Kiinan sähköautojen valmistuksen ja Intian autoteollisuuden keskusten nopea laajentuminen.
Tämä kasvu kuitenkin tuo mukanaan korkeampia aloituskynnyksiä. Kuumentamalla muovauslinjoille, servojauhoille ja digitaaliselle integraatiolle tarvittavat pääomakustannukset pakottavat toimialan yhdistymään. Pienet perinteiset leikkaajat joutuvat modernisoitumaan tai fuusioitumaan, kun taas suuret tier-1-toimittajat varmistavat asemiaan sijoittamalla voimakkaasti "mega-leikkuu"-teknologioihin – prosesseihin, jotka yhdistävät useita osia yhdeksi suureksi valutuoksi tai leikkaukseksi, mikä vähentää ajoneuvon painoa ja kokoonpanoajan.
Ura metallin leikkauksessa seuraavalla vuosikymmenellä
Se autoteollisuuden metallistampauksen tulevaisuus ei ole pelkkää metallin painaminen; kyse on tiedosta, materiaaliteknologiasta ja strategisesta sopeutumisesta. Sähköistyminen ja teollisuus 4.0 ovat kiristäneet vaatimuksia sille, mitä on mahdollista ja mitä odotetaan.
Autonvalmistajille ja Tier-1-toimittajille eteenpäin vievä tie edellyttää joustavuuden omaksumista. Kyky vaihtaa nopeasti teräksen ja alumiinin välillä, prototypoida monimutkaisia sähköautojen komponentteja nopeasti ja taata laatu digitaalisen varmentamisen kautta määrittelee vuoden 2030 markkinajohtajat. Kun ajoneuvo itse kehittyy pyörillä liikkuvaan tietokoneeseen, sen valmistavien tehtaiden on myös kehityttävä yhtä älykkäiksi, tarkoiksi ja ennakoiviksi.
Usein kysytyt kysymykset
1. Miten siirtyminen sähköautoihin vaikuttaa metallin syvävetoon?
Siirtyminen sähköautoihin poistaa kysynnän moottori- ja vaihdelaatikko-osille (kuten äänenvaimentimille ja polttoainesäiliöille), mutta luo suuren uuden kysynnän akkokupeille, sähköjohtimille ja rakenteellisille komponenteille, joiden tarkoitus on suojella akkupaketteja. Tämä edellyttää syvävetoajoneuvojen investointeja suurempiin puristimiin sekä oppimista työstämään johtavia materiaaleja, kuten kuparia ja kevyttä alumiinia.
2. Mikä on kuumasorvauksen etu auto-osissa?
Kuumapuraamalla valmistajat voivat muovata erittäin korkealujuista terästä (UHSS) monimutkaisiksi muodoiksi halkeamatta tai muodonmuutoksia ilman. Teräs lämmitetään ennen puristusta ja jäähdytetään muotissa, jolloin saadaan tulokseksi erittäin luja (jopa 1 500 MPa) mutta kevyt osa, joka soveltuu erinomaisesti turvallisuuskriittisiin kohtiin, kuten ovirenkaisiin ja törmäyspalkkeihin.
3. Mikä rooli IoT:lla on nykyaikaisten puristamotehtaiden toiminnassa?
IoT (Internet of Things) mahdollistaa "älykkään puristamisen" yhdistämällä puristimet ja muotit keskitetylle verkolle. Anturit seuraavat reaaliajassa muuttujia, kuten painetta, lämpötilaa ja värähtelyjä. Tämä tieto mahdollistaa ennakoivan huollon – työkalujen korjaamisen ennen kuin ne rikkoutuvat – ja varmistaa tasaisen osalaadun automaattisesti säätämällä puristimen parametreja kompensoimaan materiaalivaihteluita.