 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Teräksen leikkauspalvelut selitetty: Menetelmät, kustannukset ja laadun salat

Teräksen leikkauspalveluiden ymmärtäminen ja niiden vaikutus valmistukseen
Kun tarvitset raakaterästä muunnettuna tarkoitetuiksi komponenteiksi projektiisi, ammattimaiset teräksen leikkauspalvelut muodostuvat olennaiseksi kumppaniksesi. Nämä erikoistuneet palvelut kattavat kaiken suorista lineaarisista leikkauksista monimutkaisiin räätälöityihin muotoihin, toimittaen täsmälleen ne mitat, joita valmistus-, rakennus- tai insinööripalveluprojektisi vaatii.
Mutta mitä oikeastaan saa, kun työskentelee metallin leikkauspalvelujen tarjoajan kanssa? Ytimessään tämä prosessi sisältää terästyökappaleiden jakamista useisiin osiin käyttäen edistyneitä teknologioita, jotka takaavat tarkkuuden, siisteitähän reunoihin ja materiaalin vähimmäishukkaan. Olitpa valmistamassa rakennushanketta varten kantavia palkkeja, koneenosia tai räätälöityjä metallileikkausratkaisuja erikoislaitteisiin, nämä palvelut yhdistävät raaka-aineen ja toiminnallisten osien välisen aukon.
Mitä teräksen leikkauspalvelut todella tarjoavat
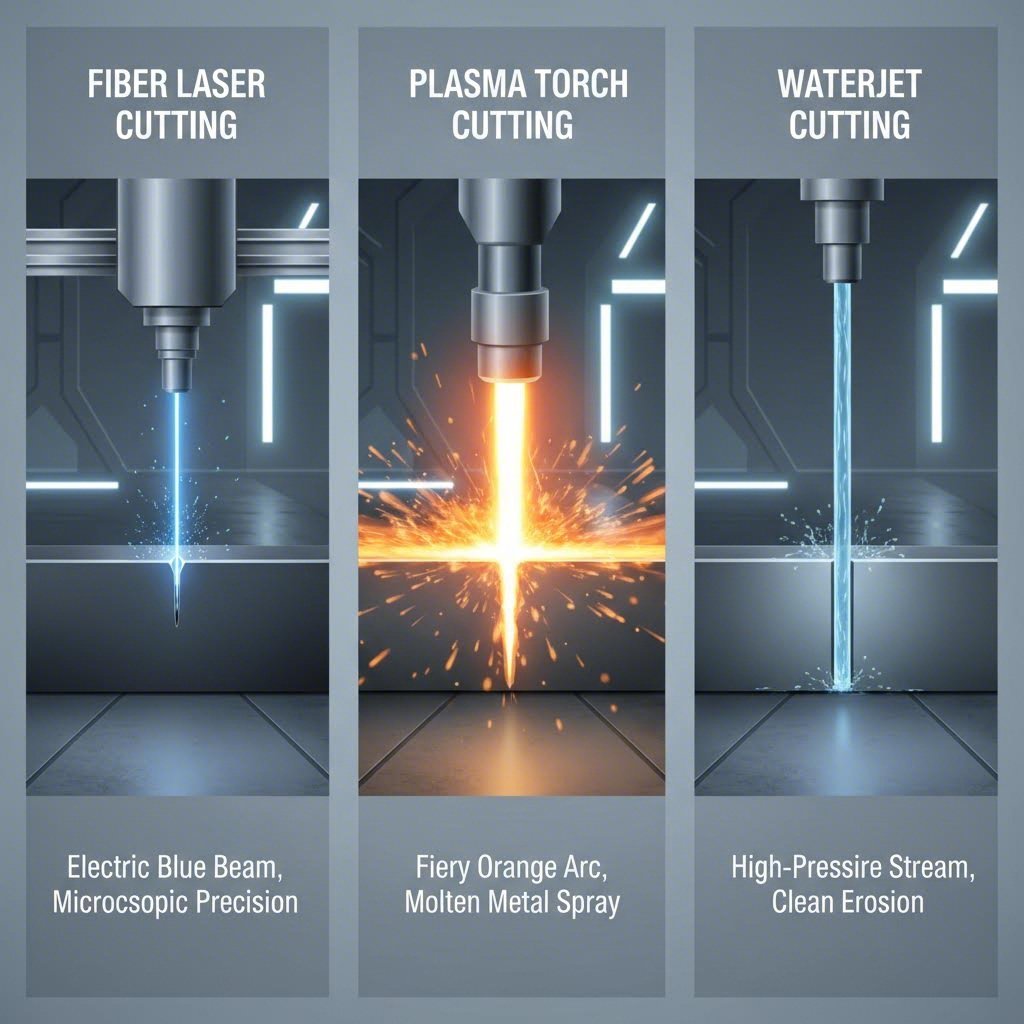
Kuvittele saavasi teräslevyt tai -levyosat, jotka sopivat täydellisesti paikalleen asennuksen aikana ja joiden reunat ovat niin sileät, että ne voidaan hitsata välittömästi. Tämän arvon ammattimainen leikkaus tuo projektiisi. Nykyaikaiset leikkaustoiminnot käyttävät edistyneitä koneita, kuten korkean tarkkuuden plasmaleikkureita, laserjärjestelmiä, vesileikkuulaitteita ja hapettavia polttimia, jotta leikkaukset täyttävät tarkat vaatimukset.
Hakusi aikana kohtaat kolme pääluokkaa palveluja:
- Lämpöleikkaus: Menetelmät, kuten laser-, plasma- ja happi-polttoaineleikkaus, jotka käyttävät lämpöä sulattaakseen teräksen läpi
- Mekaaninen leikkaus: Tekniikat, kuten sahausto, leikkaus ja punchaus, jotka käyttävät fyysistä voimaa
- Hankaavalla leikkaus: Prosessit, kuten vesileikkaus, jotka kuluttavat materiaalia hankauksen ja paineen avulla
Jokainen luokka tarjoaa erityisiä etuja materiaalin paksuudesta, toleranssivaatimuksista ja projektin aikataulusta riippuen.
Miksi tarkka leikkaus on tärkeää projektissasi
Jo pienet mittausvirheet leikkausvaiheessa voivat johtaa merkittäviin ongelmiin. Epätarkat osat, heikentynyt rakenteellinen lujuus ja kalliit korjaukset johtuvat usein epätarkoista leikkauksista. Ammattimaiset palvelut poistavat nämä riskit saavuttamalla tarkkuudet aina +/- 0,001 tuumaan menetelmillä kuten vesijet-leikkaus , varmistaen että hitsatut tai ruuvatut osat asettuvat paikoilleen vaivattomasti.
Tässä oppaassa tutustut eri leikkausmenetelmien vertailuun, siihen, mitkä tekniikat sopivat tietyille teollisuudenaloille ja materiaaleille, sekä hintaan vaikuttaviin tekijöihin. Opit myös, kuinka laatia projektimäärittelyt, jotta saat tarkkoja tarjouksia, ja kuinka arvioida palveluntarjoajia tehokkaasti. Opas antaa sinulle tarvittavat tiedot tehdäksesi varmoja päätöksiä teräksen leikkaustarpeissasi.
Täydellinen opas teräksen leikkausmenetelmiin ja -teknologioihin
Oikean leikkausmenetelmän valitseminen voi määrätä projektisi onnistumisen. Jokainen tekniikka tuo omat vahvuutensa, ja näiden erojen ymmärtäminen auttaa sinua kohdistamaan tarkan vaatimuksesi parhaaseen ratkaisuun. Käydään läpi jokainen merkittävä leikkausmenetelmä, joihin saatat törmätä, kun tutustut teräksen leikkauspalveluihin .
Lämpöleikkausteknologiat selitettyinä
Lämpöleikkausmenetelmät käyttävät keskitettyä lämpöä sulattamaan, haihduttaamaan tai hapettamaan terästä tarkalla reitillä. Nämä prosessit hallitsevat teollisia sovelluksia, koska ne selviytyvät paksuista materiaaleista tehokkaasti samalla kun säilyttävät kohtuullisen tarkkuuden.
Laserleikkaus
Kuitulaseriteknologia on vallannut tarkan leikkauksen alueen viimeisen vuosikymmenen aikana. Nämä järjestelmät tuottavat voimakkaita laserkeiloja vahvistamalla valoa optisissa kuiduissa, jotka on seostettu harvinaisilla maametalleilla, kuten itterbiumilla. Lopputulos? Poikkeuksellisen keskitetty energia, joka sulaa terästä läpi erinomaisella tarkkuudella.
Mitä tekee kuitulaserit erityisen vaikuttaviksi, on niiden skaalautuvuus. Alhaisen tehon järjestelmät, joiden teho on enintään 500 W käsittelevät materiaaleja, joiden paksuus on enintään 3 mm, ja ovat täydellisiä elektroniikka- ja lääketekniikkalaitteiden osille. Keskitehoiset laserit, joiden teho on 500 W–2 kW, leikkaavat ruostumatonta terästä enintään 8 mm:ää ja hiiliterästä enintään 18 mm:ää. Korkean tehon järjestelmät, joiden teho on 2–10 kW, käsittelevät materiaaleja, joiden paksuus on enintään 40 mm, kun taas erittäin korkean tehon laserit, joiden teho ylittää 10 kW, prosessoivat hiiliterästä, jonka paksuus on yli 80 mm.
Hankkeisiin, jotka vaativat laserleikkausta Minneapolisissa tai laserleikkausta Minnesotassa, tämä teknologia tarjoaa erittäin tiukat toleranssit vähäisen lämpövaikutusten alueen kanssa. Digitaalisesti ohjattu sädepolku eliminoi ihmisten aiheuttamat virheet, mikä takaa, että jokainen leikkaus täyttää tarkat määritykset.
Plasma-leikkaus
Teräsplasmaleikkauspalvelut tarjoavat erinomaisen tasapainon nopeuden ja kustannustehokkuuden välillä. Tämä menetelmä työntää sähköisesti ionisoitua kaasua kapean aukon läpi suurella nopeudella, luoden yli 20 000 °F:n lämpötiloja, jotka sulattavat teräksen nopeasti.
Plasma leikkaus on erinomainen paksujen materiaalien käsittelyssä, joissa laserleikkaus ei ole enää taloudellinen. Plasmasysteemejä käytetään tyypillisesti teräksen leikkaamiseen 1/4 tuumasta useisiin tuumiin paksuina, ja niitä käytetään runsaasti rakenteiden valmistuksessa ja raskaissa teollisuussovelluksissa. Leikkauksen reunojen laatu on hyvä, mutta tarkkuussovelluksissa sitä joudutaan yleensä viemään lisäkoneenpiteisiin enemmän kuin laserleikattuja reunoja.
Oksytalousleikkaus
Tämä perinteinen menetelmä yhdistää happea polttoainekaasuihin, kuten asetyleeniin tai propaaniin, luoden voimakasta lämpöä, joka hapettaa terästä leikkausviivan kohdalla. Vaikka tämä menetelmä on vähemmän tarkka kuin laser- tai plasmaleikkaus, se on edelleen korvaamaton erittäin paksujen hiiliteräslaattojen leikkaamisessa, joiden paksuus voi joskus ylittää 12 tuumaa. Se on erityisen kustannustehokas suorille leikkauksille raskaisiin rakennemateriaaleihin, joissa reunan viimeistely ei ole kriittistä.
Mekaaniset ja abrasiooniperusteiset leikkausvaihtoehdot
Kaikki projektit eivät vaadi lämpömenetelmiä. Mekaaniset ja abrasiiviset tekniikat tarjoavat erityisiä etuja, erityisesti silloin, kun lämmön aiheuttamia vyöhykkeitä on vältettävä tai kun työskennellään erikoismateriaalien kanssa.
Vesijet-leikkaus
Kuvittele teräksen leikkaaminen vedensuihkulla, joka liikkuu kolminkertaisella äänen nopeudella. Vesisuihkuleikkausjärjestelmät sekoittavat korkeapaineista vettä abrasiivisten hiukkasten kanssa, luoden leikkaavan voiman, joka kuluttaa lähes mitä tahansa materiaalia tuottamatta lämpöä. Tämä kylmäleikkausprosessi säilyttää materiaalin ominaisuudet leikkausreunalla, mikä tekee siitä ihanteellisen lämpöherkkiin sovelluksiin.
Vesisuihku leikkaa terästä ohuista levyistä yli 8 tuuman paksuisiin laattoihin asti. Lämpömuodonmuutoksen puuttuminen tekee siitä suosittua ilmailuteollisuuden komponenteissa ja tarkkuusosissa, joissa metallurginen eheys on tärkeää.
Leikkaus
Kun tarvitset nopeita ja tasaisia leikkauksia levyistä leikkaus toimittaa poikkeuksellinen tuottavuus. Tässä prosessissa kahden metalliterän väliin kohdistuu paine, jolloin materiaali myötää ja erkaantuu leikkausviivan kohdalta. Leikkaus soveltuu laajaan paksuusvaihteluun ja tuottaa osia nopeasti, vaikka reunojen laatu saattaa olla karkeampaa kuin muilla menetelmillä.
Saukominen
Hihnapyörät ja kiekkojat pysyvät olennaisina tangomateriaalin, putkien ja rakennemuotojen leikkauksessa. Laserputkileikkaus Minneapoliksissa ja vastaavat erikoistuneet palvelut käsittelevät sylinterimäisiä materiaaleja, mutta perinteinen sahausta tarjoaa kustannustehokkaita ratkaisuja suoraviivaisiin leikkauksiin kiinteissä poikkileikkauksissa, joissa ei vaadita tiukkoja toleransseja.
Teräksen leikkausmenetelmien vertailu
| Leikkausmenetelmä | Tarkkuustoleranssi | Paksuusalue | Materiaalinen yhteensopivuus | Reunan laatu | Tyypilliset sovellukset |
|---|---|---|---|---|---|
| Kuitu laser | +/- 0,001" - 0,005" | 0,03" - 3"+ (tehosta riippuen) | Hiiliteräs, ruostumaton teräs, alumiini, messinki, kupari | Erinomainen, vähäinen virne | Tarkkuusosat, elektroniikka, automaala, ilmailu ja avaruustekniikka |
| Plasma | +/- 0,015" - 0,030" | 0,25" - 6"+ | Kaikki sähköjohtavat metallit | Hyvä, saattaa vaatia hiontaa | Rakenneteräs, raskas valmistus, laivanrakennus |
| Oksyyli-polttoaineleikkaus | +/- 0,030" - 0,060" | 0,5" - 12"+ | Hiiliteräs, joitakin seoksia | Kohtalainen, hapettunut leikkausreuna | Paksun levyn leikkaus, purkutyöt, romujen käsittely |
| Vesileikkaus | +/- 0,001" - 0,005" | 0,030" - 8"+ | Kaikki materiaalit, mukaan lukien kovettu teräs | Erinomainen, ei lämpövyöhykettä | Ilmailu- ja avaruusteollisuus, tarkkuustyökalut, lämmölle herkät osat |
| Leikkaus | +/- 0,010" - 0,030" | Enintään 0,5" (tyypillinen) | Levyt, kohtalaisesti muovattava teräs | Tyydyttävä, voi sisältää rulloutta | Suurtilavuuslevyjen leikkaus, ilmanvaihto-, jäähdytys- ja yleisvalmistus |
| Saukominen | +/- 0,030" - 0,060" | Rajoitettu terän/koneen mukaan | Kaikki terästypit, sauvamateriaali, putket | Tyydyttävä, vaatii rullan poiston | Sauvamateriaalin valmistelu, rakennesosien leikkaus, putkien leikkaus |
Näiden eroavaisuuksien ymmärtäminen asettaa sinut kykyyn käydä asiantuntevia keskusteluja palveluntarjoajien kanssa. Projektisi materiaalipaksuus, vaadittu tarkkuus, reunapinnan laatuvaatimukset ja budjettirajoitteet ohjaavat sinut optimaalisen leikkuumenetelmän valintaan. Seuraavaksi tutustumme tarkemmin erityisiin paksuuskykyihin ja tarkkuustoleransseihin, jotka auttavat sinua yhdistämään projektin vaatimukset oikeaan teknologiaan.
Paksuuskyvyt ja tarkkuustoleranssit selitettyinä
Olet nähnyt, mitä kukin leikkausmenetelmä pystyy tekemään, mutta tässä siitä tulee ratkaisevaa: pystyykö valitsemasi teknologia todella käsittelemään tarkkaa materiaaliasi haluamallasi paksuudella? Ja kun se onnistuu, kuinka tarkasti leikkaukset vastaavat määriteltyjä vaatimuksiasi? Nämä kysymykset määrittävät, onnistuuko räätälöity metallileikkaushankkeesi vai tarvitseeko se kalliita uudelleenpuhuja.
Leikkausteknologian mukaiset paksuusalueet
Jokaisella leikkausmenetelmällä on optimaalinen käyttöalue, jossa se toimii parhaiten. Jos ylität nämä rajat, kohtaat hitaampia nopeuksia, heikentynyttä reunalaatua tai suorastaan kykenemättömyyttä saattaa leikkaus loppuun. Alla oleva taulukko kuvaa realistisia paksuusalueita, joita voit odottaa ammattimaisilta levyjen leikkauspalveluilta ammattimaiset levynleikkauspalvelut .
| Leikkausmenetelmä | Vähimmäispaksuus | Optimaalinen kantama | Maksimi paksuus | Paras materiaaliyhdistelmä |
|---|---|---|---|---|
| Kuitu laser | 0.03" | 0,125" - 0,75" | 1,25" (pehmeä teräs) | Hiilikova, nikelikova, alumiini |
| Plasma (X-Definition) | 0.125" | 0,25" - 1,5" | 6"+ | Kaikki sähköjohtavat metallit |
| Oksyyli-polttoaineleikkaus | 0.25" | 1" - 6" | 36" - 48" | Vain kevytteräs |
| Vesileikkaus | 0.03" | 0,5" - 4" | 8"+ | Kaikki materiaalit, mukaan lukien kovettu teräs |
| Leikkaus | 24 kalibria | 16 gauge - 0,25" | 0,5" (tyypillinen) | Levyt, kohtalaisesti muovattava teräs |
Huomaa, kuinka kukin tekniikka hallitsee tiettyjä alueita? Happileikkaus dominoi paksun levytyöskentelyä yli tuuman paksuilla teräksillä, ja jotkut laitteet voivat leikata jopa 48 tuuman paksuisia teräksiä. Samalla laserleikkaus löytää vahvuutensa noin 1,25 tuuman paksuuteen asti olevissa materiaaleissa, joissa se tarjoaa erinomaisen reunojen laadun ja tarkkuuden, mitä paksumpien leikkaamiseen soveltuvat menetelmät eivät yksinkertaisesti pysty vastaamaan.
Arvioitaessa räätälöityjä levyjen leikkuupalvelujen toimittajia, kysy erityisesti heidän laitteistonsa tehoarvoista. 6 kW:n kuitulaserilla on erilaiset paksuusrajoitukset kuin 15 kW:n järjestelmällä. Sama periaate koskee kaikkia lämpöpohjaisia menetelmiä – korkeampi teho tarkoittaa suurempaa leikattavaa paksuutta.
Tarkkuustoleranssien ymmärtäminen
Tässä materiaalin tyyppi vaikuttaa merkittävästi tuloksiisi. Hiiliteräksen, ruostumattoman teräksen ja alumiinin leikkaus samoissa paksuuksissa tuottaa erilaisia toleranssituloksia, koska kukin materiaali reagoi yksilöllisesti lämpöön, kulutukseen ja mekaaniseen voimaan.
Hiiliteräksen toleranssit
Hiiliteräs tarjoaa ennustettavimman leikkauskäyttäytymisen. Laserjärjestelmät säilyttävät yleensä toleranssit alle 0,01" (0,25 mm) hiiliteräslevyissä, kun taas X-Definition-plasmajärjestelmät saavuttavat noin 0,02" (0,5 mm) . Materiaalin tasainen koostumus ja lämpöominaisuudet tekevät siitä vertailukohteen, johon muita materiaaleja verrataan.
Ruostumattoman teräksen huomioonottaminen
Ruostumattoman teräksen korkeampi kromipitoisuus aiheuttaa haasteita. Materiaali heijastaa enemmän laserenergiaa ja johtaa lämpöä eri tavalla kuin hiiliteräs, mikä usein vaatii hitaampia leikkausnopeuksia saman toleranssin ylläpitämiseksi. Odota hieman suurempia toleransseja ruostumattoman teräksen leikkaamisessa verrattuna hiiliteräkseen vastaavissa paksuuksissa.
Alumiinin käyttäytyminen
Alumiinin korkea lämmönjohtavuus ja heijastavuus tekevät siitä erityisen vaativan materiaalin lämpökäsittelymenetelmiin. Lämpö hajaantuu nopeasti, mikä edellyttää korkeampia tehoasetuksia. Kuitulaserit käsittelivät alumiinia hyvin, mutta toleranssit ovat yleensä löysempiä kuin hiilikteräksessä. Vesileikkaus on tässä erinomainen vaihtoehto, koska se poistaa lämpötekijät kokonaan.
Kun tarkat toleranssit todella merkitsevät
Kuulostaa kalliilta, eikö niin? Tiukemmat toleranssit ovat kalliimpia – mutta kaikki projektit eivät niitä tarvitse. Harkitse tätä käytännöllistä viitekehystä:
- Tiukat toleranssit (± 0,005 tuumaa tai tiukempia): Tarkat kokoonpanot, ilmailukomponentit, osat, joita ei vaadita jälkikäsitellä, tiukat liitospinnat
- Normaalit toleranssit (± 0,015–0,030 tuumaa): Hitsatut kokoonpanot, rakenteelliset komponentit, osat, joita jälkikäsitellään, yleinen valmistus
- Löysät toleranssit (± 0,060 tuumaa tai löysempiä): Karkeat esivalmistukset kovaa koneistusta varten, romun käsittely, ei-kriittiset rakenteelliset osat
Laserin ja plasman välinen toleranssiero – noin yrityskortin paksuinen – ei ehkä oikeuta kustannuseroihin sovelluksessasi. Jos osat siirtyvät suoraan leikkuupöydältä hitsattavaksi, jossa hitsausvarat ovat huomattavasti suuremmat kuin leikkausvarat, maksat tarkkuudesta, joka katoaa seuraavassa vaiheessa.
Älykäs projektisuunnittelu yhdistää toleranssivaatimukset toiminnallisiin tarpeisiin. Toleranssien liiallinen määrittely aiheuttaa tarpeettomia kustannuksia korkeamman laiteinvestoinnin, tiheämmän tarkastuksen, kasvaneiden hylkäysmäärien ja alentuneen läpimenoajan muodossa. Ennen kuin vaadit lasertarkkuutta jokaiselle osalle, kysy itseltäsi, vaatiiko muoto, istuvuus tai toiminta todella tuota tarkkuutta.
Paksuus- ja toleranssiperusteet selkiytettyänä olet valmis tutkimaan, miten eri teollisuudenalat hyödyntävät näitä ominaisuuksia omiin valmistushaasteisiinsa.
Teollisuuden sovellukset ja menetelmäsuositukset
Oletko koskaan miettinyt, miksi autonvalmistaja valitsee laserleikkauksen kun taas telakka käyttää plasmaleikkausta? Eri teollisuudenalat kohtaavat ainutlaatuisia haasteita, jotka edellyttävät tiettyjä leikkausratkaisuja. Näiden eroavaisuuksien ymmärtäminen auttaa sinua viestimään tehokkaammin metallinleikkuupihaan kanssa ja varmistaa, että projektisi saa oikean teknologian jo alussa.
Autoteollisuuden ja liikenteen sovellukset
Autoteollisuus vaatii tarkan tasapainon kevyen rakenteen ja rakenteellisen eheyden välillä. Nykyaikaiset ajoneuvot perustuvat valmistettuun levyteräkseen kaikessa, mistä ulkokuorista turvallisuuteen kriittisiin alustakomponentteihin. Tämä ala asettaa etusijalle tiukat toleranssit, suurten tuotantomäärien mahdollistamisen sekä ankaran materiaalitodistusvaatimukset.
Mukaan lukien Prototekin analyysi automobiiliteollisuuden valmistuksesta , levymetallin työstö on olennaisen tärkeää vahvojen, kevyiden ajoneuvokomponenttien valmistuksessa, jotka vaikuttavat turvallisuuteen, ulkonäköön ja suorituskykyyn. Ajoneuvojen ulko-osat – ovet, moottoriluukut, kattoja ja vetopyörät – edellyttävät leikkausmenetelmiä, jotka tarjoavat sekä tarkkuutta että tuotantonopeutta.
Yleisiä automaalisia leikkaussovelluksia ovat:
- Alusta- ja kehärakenteet: Korkean lujuuden teräs, joka edellyttää laser- tai plasmaleikkausta 0,015" alle jäävillä toleransseilla
- Jousituksen kiinnikkeet ja kiinnityspisteet: Vaativat usein räätälöityjä metallileikkauksia erinomaisella reunaläpivuodolla seuraavaa hitsausta varten
- Koripaneelit ja rakennetehostukset: Levymetalliosat, joissa on puhtaat reunat ilman lämpövääristymiä
- Moottoritilan komponentit: Tarkkuusosat, mukaan lukien kiinnikkeet, suojakilvet ja peitteet, jotka edellyttävät tiukkaa mittojen hallintaa
- Sisätilan rakenteelliset elementit: Kojelaudan kiinnikkeet, istuinkarmit ja airbag-tuet, joissa johdonmukaisuus on tärkeää
Suositellut leikkausmenetelmät autoteollisuuteen:
- Kuitulaser: Ideaali suurten sarjojen tuotantoon karsoista ja tarkkuuskiinnikkeistä (0,03" - 0,75" paksuudella)
- Plasmaleikkaus: Kustannustehokas paksujen alustakomponenttien ja rakenteellisten elementtien osalta
- Waterjet: Suositellaan, kun lämpöä aiheuttavat vyöhykkeet on vältettävä turvallisuuskriittisissä osissa
Autonvalmistajat keskittyvät yhä enemmän keveydellisiin materiaaleihin päästöjen vähentämiseksi ja polttoaineen tehokkuuden parantamiseksi. Tämä siirtyminen alumiiniin ja korkean lujuuden terösseoksia kohtaan edellyttää leikkausteknologioita, jotka pystyvät käsittelemään näitä materiaaleja rakenneominaisuuksia kompromisoimatta.
Ilmailun ja teollisen valmistuksen tarpeet
Kun komponenttien eheys ratkaisee ihmishenkien kannalta, ilmailusovellukset vaativat saatavilla olevaa korkeinta tarkkuutta. Ilmailuteollisuuden levymetallityöstö sisältää leikkausta, taivutusta ja metallirakenteiden kokoamista lentokoneisiin, satelliitteihin ja avaruusaluksiin, joissa epäonnistuminen ei ole vaihtoehto
Tämä teollisuudenala asettaa tarkkuuden etusijalle, ja sen jälkeen materiaalien jäljitettävyyden ja sertifiointi. Kierrosaika on tärkeää, mutta ei koskaan laadun kustannuksella. Ilmailualan valmistajat työskentelevät yleensä titaaniseosten, alumiiniseosten (kuten 6061 ja 7075) sekä erikoisruostumattomien terästen kanssa, joissa vaaditaan tietyt leikkausparametrit.
Kriittiset ilmailuteollisuuden leikkaussovellukset:
- Rungon ulkopinnan paneelit: Suuret kaarevat paneelit, jotka vaativat venytysmuovauksen tarkkaa leikkausta seuraavaksi
- Siiven rakennekomponentit: Korkean lujuuden alumiini- ja titaaniosat tiukilla toleransseilla
- Moottorin kiinnitys kiinnikkeet: Kuumuutta kestävät seokset, jotka vaativat kylmäleikkausmenetelmiä
- Ohjauselementtien osat: Tarkat osat, joissa painon säästöt vaikuttavat suoraan polttoaineen kulutukseen
- Satelliitti- ja avaruusalusrakenteet: Asiakaskohtainen kuparivalmistus ja erikoisseosmateriaalit lämmönhallintaan
Suositellut leikkausmenetelmät ilmailualalle:
- Laserileikkaus: Saa aikaan toleranssit ±0,05 mm sisällä korkean tarkkuuden komponenteissa
- Vesisuihkuleikkaus: Käsittelee materiaaleja jopa 300 mm paksuisina ilman lämpövaikutuksia — ihanteellinen titaanille ja lämmölle herkille seoksille
- Plasmaleikkaus: Sopii paksumpiin rakenteellisiin komponentteihin, kun toleranssit sallivat
Meri- ja rakennusteollisuuden vaatimukset
Meriteollisuuden valmistuksessa on yksilöllisiä haasteita: suurikokoiset komponentit, korroosionkestävät materiaalit ja ulkotiloissa tapahtuva leikkaus. Laivanvarustamot käsittelevät tyypillisesti paksuja teräslevyjä runkojen, kansi- ja rakennenosien valmistukseen, joissa tuotantonopeus ja materiaalien käsittelykyky ovat tärkeämpiä kuin äärimmäisen tiukat toleranssit.
Meriteollisuuden prioriteetit:
- Suurten levyjen käsittely (usein 10' x 40' tai suurempi)
- Paksujen materiaalien tehokas leikkaus (1"–4" yleistä)
- Korroosionkestävien seosten ja meriluokan alumiinin käsittely
- Riittävien tarkkuuksien saavuttaminen hitsattuihin kokoonpanoihin
Rakentamis- ja rakenneterässovellukset:
- Palkkien ja pylväiden valmistus: Suorat leikkaukset raskaisiin rakennesauvoihin happi-polttoaineella tai plasmalla
- Liitoslevyt ja jäykisteruuvit: Plasmaleikkaus tarjoaa riittävän tarkkuuden alhaisemmalla kustannuksella
- Koristeelliset arkkitehtisuuselementit: Laserleikkaus monimutkaisiin suunnitteluun ohuissa materiaaleissa
- Siltarakenteet: Korkean tarkkuuden plasma raskaampia rakenneteräselementtejä varten sertifioituja materiaaleja käyttäen
Suositellut leikkausmenetelmät meri- ja rakennusalalle:
- Oksyturbiini: Taloudellisin suorien leikkausten tekemiseen paksuissa hiiliteräksisissä levyissä
- Plasma: Soveltuu hyvin nopeuden, kustannusten ja laadun tasapainottamiseen rakennetekniikan valmistuksessa
- Laser: Varattu tarkkaan arkkitehtoniseen työhön ja ohuempiin koristeelementteihin
Yleiset teollisuuden valmistusnäkökohdat
Erityisalojen ulkopuolella yleisiä teollisia sovelluksia ovat esimerkiksi laitteiden valmistus, maatalouskoneet, materiaalien käsittelyjärjestelmät ja lukemattomat muut käyttötavat. Nämä projektit pyrkivät yleensä tasapainottamaan kustannustehokkuutta ja toiminnallisia vaatimuksia eivätkä ne yleensä vaadi äärimmäistä tarkkuutta.
Miten teollisuudenalat priorisoivat leikkaustekijöitä:
| Teollisuus | Ensimmäinen prioriteetti | Toinen prioriteetti | Tyypillinen suvaitsevaisuus | Tuotantomäärän odotus |
|---|---|---|---|---|
| Autoteollisuus | Tuotantomäärä ja yhdenmukaisuus | Tarkkuus | ±0,25 mm – ±0,51 mm | Suuret tuotantosarjat |
| Ilmailu | Tarkkuus ja sertifiointi | Vaatimuksellinen nuhteettomuus | ±0,13 mm tai tiukempi | Pieni- keskikokoinen sarjataso |
| Merellinen | Paksun materiaalin käsittelykyky | Kustannustehokkuus | ±0,030" – ±0,060" | Projektipohjainen |
| Rakenne | Nopeus ja kustannus | Materiaalikäsittely | ±0,030" – ±0,125" | Muuttuva, usein korkea |
| Yleinen teollisuus | Kustannusoptimointi | Käsittelyaika | ±0,015" – ±0,030" | Prototyyppi tuotantoon |
Ymmärtämällä, miten projekti sopii tähän viitekehykseen, voit kommunikoida vaatimuksesi selkeästi ja välttää liiallisen tarkkojen toleranssien määrittelyn, jotka turhaan kasvattavat kustannuksia. Metallileikkaamossa kokemus omaava yritys tuntee jo nämä prioriteetit ja voi ohjata sinut oikeaan ratkaisuun.
Nyt kun ymmärrät, miten eri teollisuudenalat lähestyvät leikkausvaatimuksia, keskitytään nyt projektisi valmisteluun menestyksekkääksi selkeillä teknisillä tiedoilla, jotta saat tarkkoja tarjouksia.
Miten valmistella teräsleikkausprojektisi onnistumiseen
Olet tunnistanut oikean leikkausmenetelmän ja ymmärrät alasi vaatimukset. Nyt on kriittinen vaihe, joka erottaa sujuvat hankkeet turhauttavista viiveistä: tarpeidesi selvä viestintä palveluntarjoajille. Olitpa sitten miettimässä, mistä saada metallia leikattua prototyyppiä varten, tai etsimässä läheltäni olevaa metallinleikkauspalvelua tuotantosarjoja varten, asianmukainen valmistautuminen varmistaa tarkan tarjouksen ja tulokset, jotka vastaavat odotuksiasi.
Metallin leikkaushankkeen teknisten tietojen valmistelu
Käsitä projektisi tekniset tiedot menestyksen perustana. Puutteellinen tieto johtaa takaisin-eteen -sähköposteihin, viivästyneisiin tarjouksiin ja joskus kalliisiin väärinymmärryksiin leikkauksen alkaessa. Metallin työstöasiantuntijat korostavat että tarkkuudella on suuri merkitys laadussa – jo pienet mittausvirheet voivat johtaa viivästyksiin, materiaalin hukkaan tai virheellisesti asennettuihin kokoonpanoihin.
Ennen kuin otat yhteyttä mihinkään palveluntarjoajaan, kerää nämä keskeiset tiedot:
- Materiaalien määrittelyt: Määritä tarkka seos tai luokka (kuten 304 ruostumaton teräs, A36 hiiliteräs tai 6061 alumiini), sekä paksuus ja kaikki vaadittavat sertifiointitodistukset
- Tarve määrälle: Määritä tarkat määrät jokaiselle osalle, mukaan lukien onko kyseessä yksittäinen prototyyppi vai toistuva tuotantotilaus
- Mittojen vaatimukset: Anna kaikkien leikkausmittojen täydelliset mitat, mukaan lukien kriittiset toleranssit, joissa tarkkuudella on suurin merkitys
- Pinnan laatuvaatimukset: Ilmoita, tarvitaanko raakaa valssauspintaa, viiltoja poistettuja reunoja, tiettyjä pintakäsittelyjä tai valmistelua seuraavaa hitsausta varten
- Piirron muoto: CAD-tiedostot (DXF-, DWG- tai STEP-muodoissa) tarjoavat selkeimmän viestinnän, vaikka yksityiskohtaiset käsin piirretyt luonnokset mittoineen voivat riittää yksinkertaisemmissa töissä
- Aikatauluvaatimukset: Sisällytä sekä toivottu aikataulu että mahdolliset kiinteät deadlinet, joita ei voida ohittaa
Kun työskentelee leikkauspalvelun kanssa, tarkkojen piirustusten toimittaminen ja avoin viestintä koko tuotantoprosessin ajan auttavat pitämään projektin suunnassa ja tarkasti määrittelyjen mukaisena. Useimmat paikalliset liikkeet käyttävät edistyneitä leikkausteknologioita, kuten laser- tai plasmajärjestelmiä, jotka perustuvat tarkkoihin syöttötietoihin tarkkuuden varmistamiseksi.
Tärkeät tiedot tarkkojen tarjousten saamiseksi
Mietitkö, mistä voisin saada metallin leikattua ilman useiden tarjousten uudelleenläpikäynnin vaivaa? Vastaus on selkeässä ja ennakoivassa viestinnässä. Alatutkimukset osoittavat että puuttuvat tiedot voivat johtaa odottamattomiin kustannuksiin tai projektiviiveisiin, jos valmistajien on pyydettävä lisäselvennyksiä.
Projektimäärittelylistasi tulisi sisältää:
- Osan geometriatiedot: Kaikki mitat, taiteviivat (jos sovellettavissa), reikien sijainnit ja kriittiset ominaisuudet selvästi merkittyinä
- Materiaalin luokka ja paksuus: Tarkat seostunnukset, ei pelkästään "teräs" tai "alumiini"
- Toleranssimerkinnät: Ilmoita, mitkä mitat vaativat tiukkaa valvontaa ja mitkä voivat hyväksyä tavalliset työpajatoleranssit
- Pintalaadun vaatimukset: Määritä tarvittavat pinnoitteet, käsittelyt tai reunaesitykset
- Määrän tarkennus: Erottele näytteet, pilottierät ja tuotantomäärät, jos soveltuu
- Toimituspaikka ja aikataulu: Sisällytä toimitusosoite ja mahdolliset ajoitusrajoitukset
- Toissijaiset toiminnot: Huomioi, jos tarvitset taivutusta, hitsausta, kokoamista tai muita leikkauksen jälkeisiä prosesseja
Yleisten spesifikaatio-ongelmien ratkaiseminen
Vaikka kokeneet ostajat kohtaavatkin haasteita leikkaushankkeita valmistellessaan. Tässä on ohjeita yleisimpien ongelmien ratkaisemiseen:
Epäselvät piirustukset: Jos sinulla ei ole CAD-tiedostoja, riittävät yksityiskohtaiset käsin piirretyt luonnokset selkeine mittoineen – mutta pyri aina selkeyteen. Sisällytä kaikki olennaiset tiedot, kuten materiaalit, mitat, toleranssit ja mahdolliset erityisominaisuudet tai pinnankäsittelyt. Epätäydellinen piirustus voi johtaa hintavaihteluihin tai viivästyksiin.
Materiaalin valintaan liittyvät kysymykset: Epävarma, mikä teräsluokka sopii sovellukseesi? Keskustele projektin tavoitteista valmistajan kanssa. Kokeneet toimittajat voivat suositella materiaaleja, jotka tasapainottavat kustannustehokkuuden ja pitkän tähtäimen luotettavuuden. Metallityyppi vaikuttaa suoraan suorituskykyyn, kestävyyteen ja hintaan.
Toleranssien epävarmuus: Kun et ole varma, kuinka tiukkoja toleransseja tulisi määrittää, harkitse osan toimintoa. Liitetäänkö se suoraan muihin tarkkuuskomponentteihin? Vaaditaanko leikkauksen jälkeen koneenpuristusta? Suoraan hitsattaville osille harvoin tarvitaan laseritasoinen tarkkuus, kun taas tarkkoihin kokoonpanoihin tarvitaan tiukempaa säätöä.
Prototyypin ja sarjatuotannon huomioon ottaminen
Lähestymistapasi tulisi vaihdella projektin mittakaavan mukaan. Prototyypeille ja pienille erille tulee odottaa korkeampia kappalekustannuksia, koska asennus- ja ohjelmointityöt kohdistuvat vain harvoille yksiköille. Yksittäiset prototyypit voivat maksaa huomattavasti enemmän kappaleelta verrattuna tuotantoserioihin, joiden koko on 1 000 kappaletta.
Kun valmistautuu prototyyppitilauksiin:
- Merkitse tilaus selvästi prototyypiksi tai näytteenäytteeksi
- Kysy suunnittelupalautetta ennen kuin sitoudut tuotantotyökaluihin
- Harkitse hieman löysempiä toleransseja, jos tavoitteena on muodon ja sovituksen varmistaminen
- Pyydä materiaalitodistuksia, jos validoit suorituskykyominaisuuksia
Tuotantomittakaavan projekteille:
- Toimita tarkat määräennusteet hyödyntääksesi määräalennuksia
- Sovita toimitusaikataulut ja kestopoimintajärjestelyt, jos ne ovat sovellettavissa
- Keskustele laaduntarkastusprotokolloista ja dokumentaatiavaatimuksista
- Sitoudu materiaalien hinnat mahdollisuuksien mukaan välttääksesi kustannusvaihtelut
Selkeä viestintä on menestyksekkäiden projektien perusta riippumatta koosta. Kun valmistautuat perusteellisesti etukäteen, minimoit tarjouspyyntöjen tarkistukset, vähennät tuotannossa esiintyviä yllätyksiä ja rakennat tuottavaa suhdetta leikkauspalveluntarjoajaasi. Kun projekti on asianmukaisesti dokumentoitu, seuraava askel on varmistaa, että valitsemasi palveluntarjoaja täyttää soveltuvat laatuvaatimukset ja sertifikaatit.

Tärkeät laatustandardit ja sertifikaatit
Olet valmistanut perusteelliset spesifikaatiot ja tunnistanut potentiaaliset toimittajat – mutta miten tiedät, että he toivat johdonmukaisia tuloksia? Sertifikaatit takaavat, että leikkauspalveluntarjoaja noudattaa todettuja prosesseja, ylläpitää dokumentoituja laatuominaisia järjestelmiä ja hyväksyy säännölliset kolmannen osapuolen tarkastukset. Näiden tunnistetietojen merkityksen ymmärtäminen auttaa sinua erottamaan liikkeet, jotka lupavat laatua, niistä jotka todistavat sen.
Ymmärtääkseen ISO- ja alan sertifiointien merkityksen
Kun arvioidaan teräksenleikkauspalveluita, sertifioinnit tarjoavat objektiivista näyttöä toimittajan sitoutumisesta laadunhallintaan. Nämä eivät ole vain seinällä roikkuvia kylttejä – ne edustavat järjestelmällistä lähestymistapaa prosessien hallintaan, jatkuvaan parantamiseen ja asiakastyytyväisyyteen.
Tärkeimmät sertifikaatit ja niiden merkitys:
- ISO 9001:2015: Tämä maailmanlaajuisesti tunnustettu standardi takaa, että organisaation laadunhallintajärjestelmä täyttää johdonmukaisesti asiakastarpeet ja edistää jatkuvaa kehitystä. Lähteessä Ameritexin sertifiointiasiakirjat iSO 9001:2015 -sertifiointi osoittaa sitoutumista luotettaviin, korkealaatuisiin tuotteisiin, joita valmistetaan tehokkuudella, innovatiivisella teknologialla ja sitoutumisella.
- IATF 16949: ISO 9001 -vaatimusten pohjalta rakentuva, autoteollisuuden erityinen sertifiointi menee pidemmälle varmistamalla noudattaminen lean-valmistuksessa, virheiden ehkäisyssä, vaihtelun vähentämisessä ja hävikin eliminoimisessa. OGS Industries selittää, että IATF 16949 -sertifiointi painottaa vahvaa asiakaskeskeisyyttä, priorisoi johtavan johdon linjausta ja optimoi menettelyjä palvelujen yhdenmukaisen toimituksen varmistamiseksi.
- AS9100: Ilmailualan laatustandardi käsittelee lentokriittisten komponenttien ainutlaatuisia vaatimuksia, kuten jäljitettävyyttä, riskienhallintaa ja konfiguraationhallintaa.
- AWS D1.1/D1.6: Hitsaussertifikaatit ovat merkityksellisiä, jos leikkausprojektissasi on mukana hitsattuja kokoonpanoja, ja ne varmistavat oikeat menettelyt sekä hitsaajien pätevyydet.
- NADCAP: Kansallisen ilmailun ja puolustusteollisuuden urakoitsijoiden akkreditointiohjelman (NADCAP) sertifiointi erikoisprosesseille, kuten lämpökäsittelylle tai tuhoamattomalle testaukselle.
Mitä sertifiointi oikeastaan tarkoittaa projektillesi? Sertifioinnut toimittajat pitävät kirjaa menettelyistä jokaisessa vaiheessa – tilauksen vastaanotosta lopulliseen tarkastukseen asti. He seuraavat mittauslaitteiden kalibrointia, kouluttavat henkilökuntaa laatuvaatimuksissa ja ylläpitävät tietoja, jotka osoittavat, että jokainen osa täyttää määritellyt vaatimukset. Kun ongelmia ilmenee, heidän korjaavien toimenpiteiden järjestelmänsä estää niiden toistumisen.
Laaduntarkastus ja dokumentointi
Sertifiointien lisäksi toimittajan tarkastuskykyjen ymmärtäminen kertoo, pystyykö hän vahvistamaan projektisi vaatiman tarkan tarkkuuden. Erilaiset leikkuutekniikat tuottavat eri tasoista perustarkkuutta, ja laatuvarmistusjärjestelmät takkaavat yhdenmukaisuuden jokaisessa osassa.
Tarkkuusodotukset leikkuumenetelmän mukaan:
- Kuitulaserleikkaus: Toleranssit ±0,001"–±0,005" saavutettavissa asianmukaisella laitekalibroinnilla ja laadunvalvonnalla
- Korkean tarkkuuden plasmaleikkaus: Odota ±0,015"–±0,020" sertifioitujen prosessien ja säännöllisen laitemäntyn kanssa
- Vesisuihkuleikkaus: Toimittaa ±0,001" – ±0,005", kun operaattorit noudattavat dokumentoituja menettelyjä
- Oksyy-polttoleikkaus: Vakiokelpoisuus ±0,030" – ±0,060" paksun levyn sovelluksiin
Sertifioinnin saaneet toimipisteet käyttävät koordinaattimittakoneita (CMM), optisia vertailulaitteita ja kalibroituja mittalaitteita mittojen varmentamiseen. Ne toimittavat tarkastuskertomukset, jotka dokumentoivat todelliset mitat suhteessa määriteltyihisi vaatimuksiin — todistus siitä, että osat täyttävät vaatimukset ennen lähetystä.
Käsittelyajat ja tuotannon aikatauluodotukset
Laatusertifiointi koskee myös toimituksen luotettavuutta. Sertifioitu laatuvarmistusjärjestelmä sisältää tuotannon suunnittelun, kapasiteetinhallinnan ja ajallaan-toimitus-seurannan. Mutta millaisia realistisia aikoja sinun tulisi odottaa?
Tyypillinen käsittelyaika leikkausmenetelmän ja tilauskoon mukaan:
- Laserleikkaus (pieni erä, alle 50 osaa): 3–7 arkipäivää materiaalin saatavuudesta ja toimipisteen kuormituksesta riippuen
- Laserleikkaus (sarjatuotanto): 1–3 viikkoa, joissa vakiintuneet kehysjärjestelyt voivat lyhentää toimitusaikoja
- Plasmaleikkaus (rakennekomponentit): 5–10 arkipäivää standarditilauksille; nopeutettu palvelu usein saatavilla
- Vesisuihkuleikkaus (tarkkuusosat): 5–10 arkipäivää, koska paksujen materiaalien leikkausnopeus on hitaampaa
- Happileikkaus (raskas levy): 1–2 viikkoa riippuen levyn saatavuudesta ja monimutkaisuudesta
Useita tekijöitä vaikuttaa toimitusaikoihin leikkaustoimenpiteiden lisäksi:
- Materiaalien hankinta: Standardiseokset lähetetään nopeasti; erikoisluokitukset voivat lisätä aikaa 1–3 viikkoa
- Kehän hyödyntämisen tehokkuus: Monimutkaiset osien geometriat vaativat enemmän ohjelmointiaikaa
- Toissijaiset toiminnot: Reunien siistiminen, taivutus tai pintakäsittely pidentävät valmistumisaikoja
- Tarkastusvaatimukset: Ensimmäisen artikkelin tarkastus ja dokumentointi lisäävät käsittelyaikaa
- Nykyinen konekapasiteetti: Kausihuiput voivat pidentää normaaleja toimitusaikoja 25–50 %
Kun aikataulu on erityisen tärkeä, kysy mahdollisilta toimittajilta nykyisestä taaksepäin jääneestä työmäärästä ja nopeutusmahdollisuuksista. Erityisesti IATF 16949 -sertifioinnin saaneet toimipisteet ylläpitävät tuotannon suunnittelujärjestelmiä, jotka on suunniteltu vastaamaan autoteollisuuden vaativiin just-in-time-toimitustarpeisiin. Tämä kurinalaisuus usein johtaa ennustettavampiin toimitusajoille kaikissa asiakkaiden projekteissa.
Varustautuneena tietoutena laatuvaatimuksista ja realistisista aikatauluodotuksista olet nyt valmis arvioimaan viimeisen osan palapelistä: ymmärtämään, mitkä tekijät alentavat kustannuksia ja miten voit optimoida projektibudjettisi.
Hinnoittelutekijät ja kustannustehostamisstrategiat
Kuinka paljon teräksenleikkaushankkeesi todella maksaa? Tämä kysymys askarruttaa monia ostajia, koska hinnoittelu vaihtelee huomattavasti tekijöiden mukaan, joita ei aina ole ilmeistä nähdä etukäteen. Olet sitten etsimässä läheltä löytyvää teräksenleikkaajaa tai vertailet useiden toimittajien tarjouksia, mutta kustannustekijöiden ymmärtäminen auttaa sinua laatimaan tarkan budjetin ja löytämään säästömahdollisuuksia laadun kärsimättä.
Tärkeimmät tekijät, jotka vaikuttavat leikkauskustannuksiin
Jokainen saamasi tarjous heijastaa monimutkaista laskelmaa, johon kuuluvat materiaalit, koneaika, työvoima ja yleiskustannukset. Mukaan lukien teollisuuden hinnoittelututkimus , pelkästään laserleikkauskustannukset voivat vaihdella 0,10–1,00 $ tuumaa kohti materiaalin tyypin ja paksuuden mukaan. Käydään läpi jokainen tekijä, jotta voit arvioida kustannukset ennen tarjousten pyytämistä.
Materiaalin tyyppi ja hinta:
- Mietelämmittely: Taloudellisin vaihtoehto noin 0,50–1,00 €/kg (0,23–0,45 $/lb), mikä tekee siitä vertailuperusteen hinnoittelussa
- Muut, joissa on vähintään 50 painoprosenttia: Odota maksavasi 1,50–3,00 €/kg (0,68–1,36 $/lb) sen kestävyyden ja korroosionkestävyyden vuoksi
- Alumiini: Kustannus $2,00–$4,00/kg ($0,91–$1,81/paunna) ja vaatii tiettyjä leikkausparametreja, jotka voivat vaikuttaa koneajan käyttöön
- Erikoisalut: Mukautettu hinnoittelu materiaalin saatavuuden ja leikkausvaikeuden perusteella
Paksuuden vaikutus hintaan:
Paksujen materiaalien leikkaus vaatii enemmän tehoa, hitaampia leikkausnopeuksia ja lisääntynyttä kulutustarvikkeiden kulumista. 2 mm:n teräksinen levy leikataan huomattavasti nopeammin kuin 10 mm:n levy, mikä vaikuttaa suoraan koneaikakustannuksiin. CNC-plasmaleikkuujärjestelmät voivat leikata 1/2" terästä yli 100 tuumaa minuutissa, kun taas vesileikkuujärjestelmät tyypillisesti toimivat nopeudella 5–20 tuumaa minuutissa – ero, joka siirtyy suoraan osakustannuksiin.
Suunnittelun monimutkaisuus:
- Yksinkertaiset muodot: Noin 1 tunnin suunnittelu-/ohjelmointiaika, josta kustannus on $20–$100
- Monimutkaiset geometriat: 2–4 tuntia valmisteluaikaa, kustannus $40–$400
- Mukautetut prototyypit: yli 5 tuntia hintaan 100–500 dollaria tai enemmän monimutkaisille suunnitelmille
Määrähuomiot:
Asennus- ja ohjelmointikustannukset jakaantuvat tilausmäärän kesken. Yksittäisen prototyypin asennus voi maksaa 50–100 dollaria, mutta sama asennus 500 osan sarjassa merkitsee vain vähäistä kustannusta kohden. Suuret tilausmäärät voivat oikeuttaa materiaalialennuksiin ja eräkäsittelytehokkuuteen, jotka voivat alentaa kokonaiskustannuksia 15–30 %.
Toleranssivaatimukset:
Tiukemmat toleranssit edellyttävät hitaampia leikkausnopeuksia, tiheämpiä laadunvalvontatarkastuksia ja mahdollisesti erilaisia leikkausmenetelmiä. Tarkkuuden vaatiminen ±0,005 tuumaa, kun ±0,030 tuumaa riittäisi, lisää kustannuksia toiminnallista arvoa lisäämättä. Sovita toleranssit todellisiin tarpeisiin.
Toimitusaika:
- Tavallinen toimitusaika (5–10 päivää): Perushinnoittelu ilman lisämaksuja
- Kiireelliset tilaukset (2–3 päivää): Odota 25–50 %:n lisämaksuja prioriteettijärjestelystä
- Sama päivä tai seuraava päivä: Hinta 50–100 % korkeampi kuin tavallisilla nopeilla hinnoilla
Leikkauksen jälkeiset toimenpiteet:
Karvojen poisto, hiominen, taivutus tai maalaus lisäävät merkittävästi kustannuksia. Erittäin 1 m²:n laserileikattu osa saattaa maksaa lisäksi 5–15 dollaria karvojen poistosta ja 10–30 dollaria maalauksesta, mikä voi tuplata perusleikkauskustannukset valmiille osille.
Projektin optimointi kustannustehokkuuden vuoksi
Älykkäät ostajat eivät vain hyväksy tarjouksia – he optimoivat projektejaan ennen tarjouspyynnön tekemistä. Metallipalvelualan asiantuntijat suosittelevat useita strategioita, joilla voidaan vähentää kustannuksia kompromisseja tekemättä.
Yksinkertaista suunnittelua:
Vältä liian monimutkaisia leikkauksia, tarpeettomia hitsauksia ja hienojakoista yksityiskohtaisuutta, jotka vaativat laajaa työvoimaa ja aikaa. Standardikokoisten materiaalien käyttö vähentää jäteitä ja poistaa lisämaksut erikoisarkkimitoille. Joskus pieni muutos suunnittelussa voi säästää 20–30 % leikkauskustannuksista.
Hyödynnä järjestelytehokkuutta:
Edistynyt ohjelmisto järjestää osat levyllä maksimoidakseen materiaalin käytön. Kumppanuus lähellä sijaitsevan leikkaajan kanssa, joka hyödyntää asettelutekniikkaa, vähentää hukkapaloja ja alentaa materiaalikustannuksia. Kysy mahdollisilta toimittajilta heidän asotuskyvyistään – tämä yksi tekijä voi merkittävästi vaikuttaa osakohdaisiin hinnoitteluun.
Suunnittele erätuotantoa:
Komponenttien tuottaminen massana yksittäisten räätälöityjen osien sijaan vähentää merkittävästi kustannuksia. Erätuotanto vähentää työkalutusaikaa, työvoimakustannuksia ja kokonaiskustannuksia samalla kun ylläpidetään laadun tasaisuutta. Mahdollisuuksien mukaan yhdistä useita tilauksia tai suunnittele etukäteen hyödyntääksesi volyymihinnoittelua.
Valitse sopivat leikkausmenetelmät:
Älä maksa laserin tarkkuudesta, jos plasmaleikkaus tarjoaa riittävän laadun sovellukseesi. CNC-plasmaleikkurit tarjoavat alhaisimman leikkauskustannuksen tuumaa kohti, kulutustarvikkeiden hinta on 0,10–0,50 $ per tuuma, verrattuna laserjärjestelmiin, joiden hinta on 0,15–0,75 $ per tuuma. Valitse teknologia vastaamaan todellisia vaatimuksiasi.
Harkitse materiaalivaihtoehtoja:
Vaikka ruostumaton teräs tarjoaa lujuutta ja korroosionkestävyyttä, alumiini saattaa olla kustannustehokkaampi kevytsovelluksissa. Keskustele hankekuvistasi valmistajien kanssa, jotka voivat suositella materiaaleja, jotka tasapainottavat kustannustehokkuuden ja pitkän aikavälin luotettavuuden.
Paikallisten ja verkkopalveluiden taloudellisuus
Kun hae teräksenleikkausta läheltäni, punnitset mukavuutta vastaan mahdollisesti halvempia hintoja kaukana toimivilta toimittajilta. Molemmilla tavoilla on etunsa riippuen tarkasta tilanteestasi.
Paikallisten palvelujen edut:
- Tapaamiset kasvokkain monimutkaisissa hankkeissa vähentävät väärinymmärryksiä
- Alhaisemmat tai poistetut toimituskulut raskaille materiaaleille
- Nopeampi käsittelyaika ilman kuljetusaikaa
- Mahdollisuus tarkastaa ensimmäiset näytteet ennen täyttä tuotantoa
- Helpompi käsitellä ongelmia tai tehdä muutoksia hankkeen aikana
Verkko-/etäpalveluiden hyödyt:
- Erikoisosaaminen, jota ei ole saatavilla paikallisesti
- Merkitsevästi alhaisemmat hinnat, jotka kattavat kuljetuskustannukset
- Yksinkertaiset ja hyvin määritellyt projektit selkeillä eritelmillä
- Ei-kiireelliset aikataulut, jotka mahdollistavat kuljetuksen
Paksuille teräslevyille kuljetuskustannukset voivat nopeasti ylittää säästöt, jotka etäisten toimijoiden tarjoamat hinnat mahdollistavat. Yksittäinen 4×8 ft:n mittainen pehmeäteräslevy, jonka paksuus on 2 mm, maksaa pelkästään materiaalista noin 60–120 dollaria – saman levyn kuljettaminen maan yli voi lisätä kustannuksiin 50–150 dollaria riippuen etäisyydestä ja kuljetuspalvelusta.
Laske kokonaishinta (mukaan lukien kaikki kuljetus- ja muut liittyvät kustannukset) ennen päätösten tekemistä. Paikallinen työkonepaja, joka veloittaa leikkauksesta 15 % enemmän, saattaa silti tarjota alhaisemman kokonaishankintakustannuksen, kun kuljetuskustannukset ja kuljetusaika otetaan huomioon. Kun hinnoittelun perusteet ovat selviä, olet valmis arvioimaan palveluntarjoajia ja valitsemaan oikean kumppanin projektillesi.

Oikean teräsleikkauspalvelun valinta
Olet hallinnut tekniset tiedot ja ymmärrät projektikustannuksesi – nyt tulee päätös, joka yhdistää kaiken yhteen. Metallileikkuriliikkeen löytäminen läheltäni, joka vastaa tarkkoja vaatimuksiasi, edellyttää enemmän kuin pikahakua internetissä. Oikea toimittaja muuttuu strategiseksi kumppaniksi, joka tarjoaa johdonmukaista laatua, noudattaa määräaikoja ja kommunikoi aktiivisesti, kun haasteita ilmenee.
Palveluntuottajan kykyjen arviointi
Ennen kuin sitoudut mihinkään toimittajaan, tee perusteellinen arviointi heidän kyvykkyydestään projektisi tarpeiden kannalta. TMCO:n alan ohjeiden mukaan valmistajan kokemus on yksi vahvimmista kykyjensä indikaattoreista – vuosien kokemus usein tarkoittaa syvempää materiaalituntemusta, hiontuja prosesseja ja kykyä ennakoita ongelmia ennen kuin ne muuttuvat kalliiksi ongelmiksi.
Toimittajan arviointilista:
- Laitteistokapasiteetit: Varmista, että heillä on käytössään tarkka leikkausteknologia (laser, plasma, vesileikkuu), joka sopii materiaaliisi ja paksuusvaatimuksiisi
- Materiaali-asiantuntijuus: Vahvista kokemus tiettyjen teräsluokkien kanssa, olivatpa ne hiiliterästä, ruostumatonta terästä tai erikoisteräksistä
- Todistukset: Tarkista, että toimittajalla on vähintään ISO 9001 -sertifiointi; automaaliapplikaatioihin IATF 16949 ja ilmailualan työhön AS9100
- Sisäiset kyvykkyydet: Kokonaispalvelupajat, jotka tarjoavat leikkausta, taivutusta, hitsausta ja viimeistelyä yhden katon alla, vähentävät siirtoja ja laatueroja
- Tuotantokapasiteetti: Varmista, että toimittaja pystyy skaalautumaan prototyypeistä sarjatuotantotasolle ilman laadun heikkenemistä
- Konetekninen tuki: Toimittajat, jotka tarjoavat valmistettavuuden suunnittelua (DFM) koskevaa ohjeistusta, auttavat optimoimaan suunnittelua ennen leikkaamisen aloittamista
- Tarkastuslaitteet: Koordinaattimitattavat koneet (CMM), optiset vertailulaitteet ja dokumentoidut laatu-prosessit varmistavat mitallisen tarkkuuden
- Viestinnän reagointinopeus: Huomaa, kuinka nopeasti toimittaja vastaa alustaviin kyselyihin – tämä ennustaa projektiviestinnän laatua
Kaikki valmistamolaitokset eivät tarjoa samaa tason osaamista. Jotkut leikkaavat vain metalleja, kun taas toiset ulkoistavat koneenpurun, viimeistelyn tai kokoamisen – mikä voi johtaa viiveisiin, viestintäaukkoihin ja laadun epäjohdonmukaisuuksiin. Toimialan asiantuntijat korostavat, että nykyaikainen varustus ja teknologia ovat tärkeitä tekijöitä räätälöidyn levyvalmistuksen saralla, koska edistyneet koneet mahdollistavat tarkan leikkauksen, taivutuksen ja kokoamisen, jotka ovat olennaisia tarkkojen suunnitelmien toteuttamisessa.
Kun etsit lähellä olevia levyjen leikkaajia tai teräksen leikkaajia, keskity laitoksiin, jotka näyttävät avoimesti käyttämänsä varusteet, prosessit ja laatuohjelmat. Palveluntarjoaja, joka luottaa kykyihinsä, jakaa tämän tiedon mielellään.
Kysyttävät kysymykset ennen sitoutumista
Alkukeskusteluissa esittämäsi kysymykset paljastavat, sopiiko toimittaja tarpeisiisi. Teollisuustutkimus vahvistaa että toimittajan luotettavuus on yhtä tärkeää kuin tuotteiden laatu – luotettavat toimittajat varmistavat ajallaan tapahtuvan toimituksen ja johdonmukaisen tuotevalikoiman, mikä on ratkaisevan tärkeää projektien aikataulujen noudattamiseksi.
Olemassa olevat kysymykset mahdollisille toimittajille:
- Kuinka kauan olette valmistaneet monimutkaisia metalliosia, ja onko kokemusta vastaavista sovelluksista?
- Mitä leikkausteknologioita käytätte, ja mitkä ovat niiden paksuus- ja toleranssirajat?
- Voitteko toimittaa viittauksia tai tapaustutkimuksia projekteista, jotka ovat samankaltaisia kuin oma projekti?
- Mitä sertifikaatteja teillä on, ja voitteko toimittaa dokumentoinnin?
- Mikä on tyypillinen toimitusaikanne projekteille, jotka ovat omasta projektistani mittaluokaltaan ja monimutkaisuudeltaan verrattavissa?
- Tarjoatteko nopeutettuja palveluita, ja mitkä ovat niihin liittyvät kustannukset?
- Kuinka käsittelette suunnitelmamuutoksia tai tuotannossa ilmeneviä ongelmia?
- Mitkä tarkastusprosessit varmistavat, että osat täyttävät määritellyt vaatimukset ennen lähetystä?
- Tarjoatteko materiaalivahvistuksia ja tarkastusraportteja toimitusten yhteydessä?
- Mikä on tarjousvastauksenne kääntöaika ja kuinka yksityiskohtaisia arvioinneistanne ovat?
Kiinnitä huomiota siihen, miten toimittajat vastaavat näihin kysymyksiin. Kokeneet räätälöidyn metallin työstön asiantuntijat ymmärtävät metallien vaihtelut ja sen, miten kukin metalli käyttäytyy leikatessa, muovailemassa ja hitsatessa. Heidän tulisi selittää varmasti ja vaivattomasti laatuprosessinsa.
Kun paikalliset palvelut ovat tärkeimmillään
Maantieteellinen läheisyys tarjoaa konkreettisia etuja tietyissä projekteissa. Jos kysyt, missä saan metallin leikattua läheltäni, harkitse seuraavia tilanteita, joissa paikalliset toimittajat tarjoavat selvät edut:
- Monimutkaiset tai kehittyvät hankkeet: Vastaanottoon tapahtuva keskustelu selventää epäselvyydet nopeammin kuin sähköpostivaihto
- Raskaat materiaalit: Paksujen teräslevyjen kuljetus lisää merkittävästi kustannuksia; paikallinen nouto poistaa rahtikulut
- Tiukat aikataulut: Kuljetusajan poistaminen antaa lisää työpäiviä tuotantoon
- Ensimmäisen kappaleen tarkastus: Alkuperäisten mallien hyväksyminen paikalla ennen varsinaista tuotantoa estää kalliit virheet
- Iteratiivinen prototyypitys: Nopeat suunnittelu-testaus-muokkaus-kierrät hyötyvät maantieteellisestä läheisyydestä
- Jatkuvat suhteet: Säännölliset tilaukset luovat luottamusta ja usein avaavat etuoikeutetun kohtelun kapasiteettipulassa
Paikalliset metallivalmistusliikkeet ymmärtävät myös alueellisia markkinatilanteita, rakennusmääräyksiä ja toimialan normeja, jotka voivat vaikuttaa hankkeeseesi. Tämä kontekstuaalinen tietämys on arvokasta rakennus-, arkkitehtuuri- ja infrastruktuurisovelluksissa.
Kun etäpalvelut tai verkkopalvelut toimivat hyvin
Etäisyys muuttuu vähemmän merkitykselliseksi, kun hankkeet täyttävät tietyt kriteerit:
- Hyvin määritellyt tekniset vaatimukset: Selkeät piirustukset ja vaatimukset minimoivat viestintätarpeen
- Erikoistuneet kyvykkyydet: Yksilöllisiä leikkausteknologioita ei ehkä ole saatavilla paikallisesti
- Korkean volyymin tuotanto: Merkittävät yksikkösäästöt voivat kattaa kuljetuskustannukset
- Kevyet osat: Ohut levy rahtataan edullisesti
- Joustavat aikataulut: Ajaton projektit siedävät kuljetusaikaa ilman kiirettä
- Vakiintuneet suhteet: Kun olet kerran vahvistanut etäisen toimittajan laadun, jatkuvat tilaukset muodostuvat tavaksi
Autoteollisuuden ja tarkkavaivaisen metallin syvävetoleikkuksen sovelluksissa laskelma siirtyy kohti toimittajien löytämistä, joilla on tietyt sertifikaatit ja integroidut ominaisuudet sijainnista riippumatta. Valmistajat kuten Shaoyi (Ningbo) Metal Technology edustavat tätä lähestymistapaa tarjoamalla IATF 16949 -sallitun laadun alustoihin, suspensioihin ja rakenteellisiin komponentteihin, nopealla prototyyppivalmistuksella (5 päivää) ja tarjousten käsittelyllä 12 tunnissa. Heidän kattava DFM-tukensa tehostaa valmistusprosessia leikkaamisesta valmiisiin kokoonpanoihin – kykyjä, joita ei ehkä ole olemassa paikallisella markkinallasi.
Arvioitaessa kaukana sijaitsevia toimittajia automaatiikan sovelluksiin, tulee priorisoida niitä, jotka osoittavat:
- IATF 16949 -sertifiointi, joka takaa autoteollisuuden laatutason järjestelmät
- Nopeat prototyyppipalvelut nopeaa suunnittelun validointia varten
- Automaattinen massatuotantokapasiteetti tilavuuksien skaalautumista varten
- Kattava tekninen tuki, joka vähentää suunnittelukierroksia
- Nopea tarjousvastauksellisuus, joka osoittaa toiminnallista tehokkuutta
Pitkäkestoisten toimittajasuhteiden rakentaminen
Parhaat leikkauspalvelusuhteet menevät yli pelkkien transaktionaalisten tilausten. Luotettavat toimittajat muuttuvat osaksi tekniikkatiimiäsi ja tarjoavat näkemyksiä, jotka parantavat suunnitelmia ja vähentävät kustannuksia ajan myötä. He priorisoivat tilauksiasi kapasiteettirajoitteiden aikana, koska he arvostavat jatkuvaa suhdetta.
Aloita kokeiluprojektilla, jolla varmistetaan toimittajan kyvyt ennen suurempia tilauksia. Arvioi paitsi valmiita osia, myös koko kokemusta – tarjouksen tarkkuus, viestinnän laatu, ajoissa toimitus ja ongelmien ratkaisu. Avoin viestintä estää kalliit yllätykset ja pitää hankkeet kulkemassa suunnitelmien mukaisesti alusta loppuun.
Luotettava valmistaja tarjoaa selkeät aikataulut, projektin päivitykset ja realistiset odotukset. Vahvat viestintätaidot osoittavat toimittajaa, joka arvostaa kumppanuutta lyhytnäköisen voiton sijaan. Tällaiset suhteet tuovat kasautuvaa arvoa, kun toimittajat oppivat mieltymyksesi, ennakoivat tarpeitasi ja ehdottavat parannuksia etukäteen.
Kun toimittajan valintakriteerit on määritelty, olet valmis yhdistämään kaiken oppimasi ja ryhtymään varmoin askelin toimiin teräskäsittelyprojektissasi.
Tehdään tiedotustuotteita koskevia päätöksiä
Olet suorittanut koko teräksenleikkauspalveluiden alueen – ymmärtäen sekä lämpö- että mekaaniset tekniikat, arvioimalla toimittajia ja optimoimalla kustannuksia. Nyt on aika tiivistää nämä tiedot konkreettisiin päätöksiin, jotka vievät projektiasi eteenpäin luottavaisesti.
Sovita projekti oikeaan leikkausmenetelmään
Optimaalisen leikkaustekniikan valitseminen ei vaadi metallurgiseen asiantuntemukseen perehtymistä. Sen sijaan keskity kolmeen peruskysymykseen, jotka ohjaavat jokaista onnistunutta projektia:
Oikea leikkausmenetelmä tasapainottaa materiaalin paksuuden, vaaditun tarkkuuden ja budjettirajoitukset. Toleranssien liiallinen määrittely tuhlaa rahaa; riittämättömällä määrittelyllä taas on riski kalliille uudelleen tehtäville töille.
Harkitse ensin materiaalisi. Hiiliterästä voidaan leikata laajimmalla valikoimalla vaihtoehtoja, kun taas ruostumaton teräs ja alumiini edellyttävät tiettyjä parametreja. Arvioi sitten paksuus – laser on tehokas alle 1,25 tuuman paksuudessa, plasmaleikkaus selviytyy keskikokoisista levyistä tehokkaasti, ja hapetusleikkaus (oxy-fuel) selviytyy raskaimmista osista. Lopuksi sovita toleranssit toiminnallisiin tarpeisiin eikä toivottuun tarkkuuteen.
Ammattimaiset teräksen leikkausratkaisut onnistuvat, kun tekniset vaatimukset vastaavat todellisuutta. A luotettava valmistuskumppani voi ohjata sinut kohti leikkausmenetelmää, joka maksimoi projektisi onnistumisen kustannusrajoja kunnioittaen.
Keskustele päätösten avaintekijöistä:
- Tarkkuus alle 0,75" paksuudelle: Kuitulaser tuottaa erinomaista reuna- laatua ja tiukkoja toleransseja
- Rakenteellisille komponenteille yli 1" paksuudella: Plasma- tai hapetusleikkaus tarjoaa kustannustehokkaita tuloksia
- Lämpöherkille materiaaleille: Vesileikkaus eliminointaa lämpövääristymisen riskin
- Suurille levyjen määrille: Leikkaus tarjoaa nopean käsittelyn alhaisemmassa hinnassa
Seuraavan askeleen ottaminen luottavaisin mielin
Valmiina etenemään? Tämä teollinen metallinleikkausopas on varustanut sinut tiedoilla, joilla voit kommunikoida tehokkaasti toimittajien kanssa ja arvioida heidän vastauksiaan järkevästi. Selkeä viestintä onnistuneiden projektien perusta – puutteelliset spesifikaatiot johtavat tarjousuudelle, tuotannon viivästymisiin ja odotuksia laiminlyöviin tuloksiin.
Muista, että projektinhallinnan parhaat käytännöt korostavat tarkkojen tavoitteiden asettamista, laajuuden selkeää määrittelyä ja avointen viestintäkanavien ylläpitoa. Nämä periaatteet pätevät suoraan leikkausprojektiisi riippumatta sen koosta tai monimutkaisuudesta.
Toimintasuunnitelmasi teräksen valmistuksen leikkausmenetelmiin:
- Dokumentoi vaatimuksesi täydellisesti: Kerää materiaalispesifikaatiot, määrät, toleranssit ja aikarajoitteet ennen kuin otat yhteyttä toimittajiin
- Valmista ammattimaiset piirustukset: CAD-tiedostot DXF-, DWG- tai STEP-muodoissa välittävät tiedot tehokkaimmin – yksityiskohtaiset luonnokset toimivat yksinkertaisemmissa töissä
- Pyydä tarjouksia useilta toimittajilta: Vertaile vähintään kolmea toimipistettä ymmärtääksesi markkinahinnoittelun ja kykyjen erot
- Varmista sertifikaatit: Varmista vähintään ISO 9001 -standardin noudattaminen; vaadi IATF 16949 -standardia automobiilialalla ja AS9100 -standardia ilmailualalla
- Kysy toimitusaikoja ja kapasiteettia: Ymmärrä nykyinen taakka ja nopeutusvaihtoehdot ennen sitoutumista
- Aloita kokeilutilauksella: Testaa toimittajan kykyjä pienemmällä hankkeella ennen tuotantomäärien sitoutumista
- Arvioi kokonaiskokemus: Arvioi tarjousten tarkkuus, viestinnän laatu ja ajoissa toimitukset – ei pelkästään valmiiden osien laatua
Saatava tietämys muuttaa sinut passiivisesta ostajasta asiantuntevuuteen perustuvaksi kumppaniksi. Ymmärrät teräksen työstöleikkausmenetelmät riittävän hyvin voidaksesi esittää oikeat kysymykset, tunnistaa merkitykselliset laadunvarmistustodistukset ja optimoida hankkeita kustannustehokkuuden kannalta tekemättä kompromisseja tulosten osalta.
Tarvitsetpa puun laserleikkauspalvelua erityissovelluksiin tai raskaiden levyjen käsittelyä rakenneteräkselle, perusteet pysyvät samoina: selkeät tekniset vaatimukset, asianmukainen teknologian valinta ja varmistetut toimittajakapasiteetit johtavat onnistuneisiin tuloksiin. Tee ensimmäinen askel dokumentoimalla projektivaatimuksesi – polku raakateräksestä tarkkuuskomponentteihin alkaa selkeydestä siitä, mitä haluat saavuttaa.
Usein kysyttyjä kysymyksiä teräksen leikkauspalveluista
1. Kuinka paljon metallin leikkaaminen maksaa?
Metallin leikkauskustannukset vaihtelevat materiaalin tyypin, paksuuden, monimutkaisuuden ja leikkausmenetelmän mukaan. Laserleikkaus on tyypillisesti 0,10–1,00 $ tuumaa kohden, kun taas plasmaleikkaus tarjoaa alhaisemmat hinnat 0,10–0,50 $ tuumaa kohden. Pehmeä teräs maksaa noin 0,50–1,00 $/kg, ruostumaton teräs 1,50–3,00 $/kg ja alumiini 2,00–4,00 $/kg. Yksinkertaisten muotojen asennusmaksut ovat 20–100 $, kun taas monimutkaiset suunnitelmat voivat nousta 100–500 $. Kiireelliset tilaukset lisäävät hintaa 25–100 %, ja toissijaiset toiminnot, kuten kiiltojen poisto tai maalaus, voivat kaksinkertaistaa perusleikkauskustannukset.
2. Voitko leikata terästä kotona?
Kyllä, voit leikata hiiliterästä kotona noin 3/8 tuuman paksuiseksi ferrosmetallin leikkausteriä käyttäen ympyräsahoja tai kulmahiomakoneita. Karbidihampaiset terät kestävät pidempään kuin teräshampaiset vaihtoehdot. Leikkuuterät toimivat ohutta levyä varten, ja tavalliset sakset selviytyvät erittäin ohuista materiaaleista. Kuitenkin tarkkojen leikkauksien, monimutkaisten muotojen tai paksumpien materiaalien kohdalla ammattimaiset teräksen leikkauspalvelut, jotka käyttävät laseria, plasmia tai vesileikkuutekniikoita, tarjoavat paremman tarkkuuden, siistimmät reunat ja toleranssit jopa +/– 0,001 tuumaa.
3. Mikä on paras leikkausmenetelmä paksoille teräslevyille?
Paksujen teräslevyjen osalta hapetusleikkaus soveltuu materiaaleihin, joiden paksuus on 0,5 tuumaa yli 36 tuuman, mikä tekee siitä ihanteellisen raskaisiin rakennetyöhön. Plasmaleikkaus prosessoi tehokkaasti terästä 0,25 tuumasta yli 6 tuumaan saakka paremmalla reuna-laadulla kuin hapetusleikkaus. Vesileikkuu käsittelee jopa yli 8 tuumaa ilman lämpövaikutuksia, säilytäen materiaalin ominaisuudet. Valitse hapetusleikkaus suorille leikkauksille raskaassa hiiliteräksessä, plasmaleikkaus tasapainoiselle nopeudelle ja laadulle rakennekomponenteissa, ja vesileikkaus, kun lämpövääristymät on vältettävä tarkkuusosissa.
4. Mitä sertifikaatteja tulisi etsiä teräksen leikkuupalveluntarjoajasta?
Tärkeät sertifiointitodistukset sisältävät ISO 9001:2015 laadunhallintajärjestelmiin, IATF 16949 vaativiin autoteollisuuden sovelluksiin, jotka edellyttävät ketterää valmistusta ja virheiden ehkäisemistä, sekä AS9100 ilmailukomponentteihin, joissa vaaditaan jäljitettävyyttä ja konfiguraationhallintaa. AWS D1.1/D1.6 -sertifiointeja tarvitaan, kun projektiin kuuluu hitsaus. NADCAP-akkreditointi koskee erityismenettelyjä, kuten lämpökäsittelyä. Nämä sertifioinnit varmistavat dokumentoidut menettelyt, kalibroidut laitteet, koulutetun henkilöstön ja johdonmukaisen laadun kolmannen osapuolen auditoinnin kautta.
5. Miten valmistaudun teräksen leikkausprojektin määritelmiin?
Valmistele täydelliset tekniset vaatimukset, mukaan lukien tarkka materiaalilaatu ja seos (kuten 304 ruostumaton teräs tai A36 hiiliteräs), paksuus, määrät ja mitoitustiedot kriittisillä toleransseilla merkittyinä. Toimita CAD-tiedostot DXF-, DWG- tai STEP-muodoissa selkeän viestinnän varmistamiseksi. Sisällytä pinnoitustasoa, toimitusaikoja ja tarvittavia jälkikäsittelytoimenpiteitä koskevat odotukset. Määrittele, mitkä mitat vaativat tiukan säädön verrattuna normaalitoleransseihin. Selkeät tekniset vaatimukset estävät tarjousuudelleenottoja, vähentävät tuotantoviiveitä ja varmistavat, että lopputulos vastaa odotuksia.