 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Katalyyttimuuntimen koteloiden syväveto: valmistus ja varkauksilta suojautumisopas

TL;DR
Katalyyttimuuntajien kuorten syvämuovaus viittaa ensisijaisesti teolliseen metallin muovausprosessiin, jossa ruostumattomasta teräksestä valmistetut levyt painetaan suojakotelon puolikkaisiin, joita kutsutaan "simpukankuoriksi", ja jotka suojaavat keramiikkasubstraattia. Tämä valmistusvaihe sisältää hydraulisen puristuksen, leikkuumuotit ja automatisoidun saumahitsauksen tiiviin sulkeuman luomiseksi. Toissijaisesti termi kuvaa jälkivalmistusvaihetta, jossa tunnistenumeroita – kuten VIN- tai CARB Executive Order -koodeja – kaiverretaan valmiiseen kuoreen säädösten noudattamiseksi ja varkauksien ehkäisemiseksi.
Valmistusprosessi: Kelasta kuoreksi
Katalyyttimuuntajan kotelon valmistus on tarkkaa konetekniikkaa, jossa raaka-aineena olevasta ruostumattoman teräksen kelasta muodostetaan valmis autoteollisuuden komponentti, joka kestää äärimmäisiä lämpötilan vaihteluita. Prosessi alkaa käämien käsittely ja leikkaus . Ruostumattomat teräskäämit syötetään automatisoituun leikkuujärjestelmään, joka leikkaa metallin tarkasti määriteltyihin tasomaisiin levyihin eli "blankeiksi", joita optimoidaan jätteen vähentämiseksi. Nämä blankit toimivat perustavana materiaalina seuraavissa muovausvaiheissa.
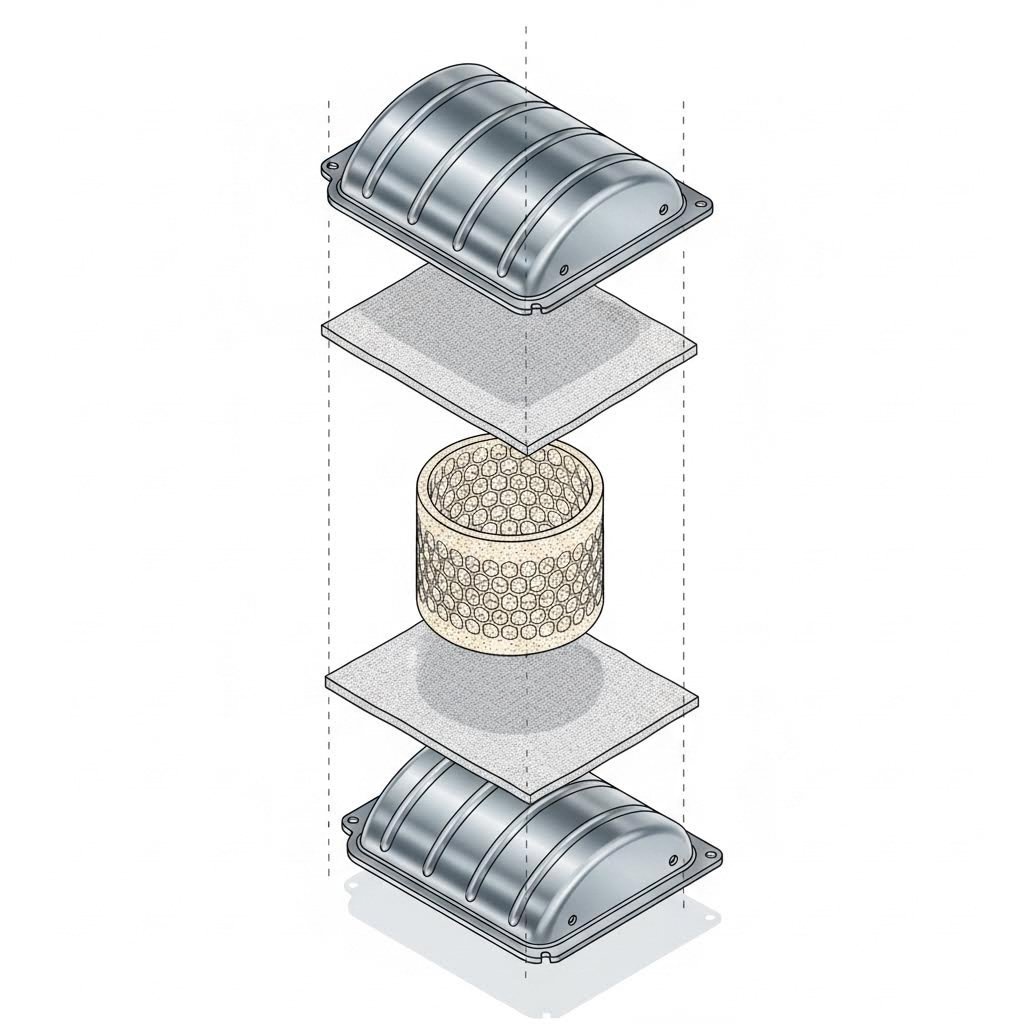
Tässä syvävetonippurointi vaiheessa metalliblankit syötetään suuritehoisiin hydraulisiin tai mekaanisiin puristimiin. Räätälöityjä työkalu- ja muottijoukkoja käyttäen puristin työntää tasolevyn kammioon muodostaakseen "simpukankuoren" muotoisen osan – yleensä koko konvertterirungon puolikkaan. Tämä menetelmä mahdollistaa monimutkaisten geometrioiden valmistuksen, jotka sopivat tiukkoihin ajoneuvon alustan tiloihin, mikä on merkittävä etu sylinterimäisiin "pyöritystyöhön" perustuviin konvertterirakenteisiin verrattuna. Punnistusprosessin on säilytettävä tiukat seinämän paksuustoleranssit, jotta kuori voi suojata sisällään olevaa haurasta keramiikkasubstraattia lisäämättä tarpeetonta painoa.
Autonvalmistajille ja tier 1 -toimittajille skaalautuvuus ja tarkkuus ovat ehdottomia vaatimuksia. Valmistajat tarvitsevat usein kumppaneita, jotka pystyvät hoitamaan koko elinkaaren nopeasta prototyyppivaiheesta massatuotantoon asti. Yritykset kuten Shaoyi Metal Technology erikoistuvat näihin kattaviin leikkuuratkaisuihin hyödyntäen painokonekapasiteettia jopa 600 tonniin saakka sekä IATF 16949 -sidospiirin laatujärjestelmiä toimittaakseen kriittisiä komponentteja, kuten muuntajan kotelot, mikrometrin tarkkuudella.
Viimeinen vaihe on raolepäily . Kun alustat ja eristysmatot on asennettu kahden leikatun kotelopuoliskon väliin, robottihitsauskennot tiivistävät reunojen. Racing Industries huomauttaa, että saumanhitsaus (ylä- ja alakoteloiden yhdistäminen) luo ilmastiiviin ja kustannustehokkaan liitoksen, joka on parempi kuin vanhat manuaaliset menetelmät. Tämä hermeettinen tiivistys on kriittisen tärkeä pakokaasuvuotojen estämiseksi ja varmistaakseen, että muuntaja toimii oikealla sisäisellä paineella.
Materiaalit ja tekniset määritykset
Oikean ruostumattoman teräksen luokan valinta leikatuille kotelosarjalle on kompromissi kustannusten, kestävyyden ja lämmönhallinnan välillä. Teollisuuden standardi on 409 ruostumaton teräs (SS409) . Tämä ferritiikkilaatu tarjoaa riittävän korroosionkestävyyden tien suolaa ja kosteutta vastaan samalla kun säilyttää hyvän hitsattavuuden ja lämpöväsymyksen kestävyyden. Se on suosituin materiaali useimmille jälkimarkkinoiden ja vakio-OEM-muuntimorungon valmistajille, koska sen lämpölaajeneminen ja -kutistuminen ovat yhteensopivia sisäisten keraamisten substraattien kanssa, mikä vähentää ytimen murskaantumisen riskiä lämpösykleissä.
Korkean suorituskyvyn tai raskaiden käyttöjen sovelluksiin valmistajat voivat vaihtaa 304 ruostumattomaan teräkseen (SS304) . Tämä austeniittinen laatu sisältää enemmän nikkeliä, jolloin saadaan parantunut kestävyys ruosteelle ja korkeissa lämpötiloissa tapahtuvalle hapettumiselle. E&E Manufacturing korostaa näiden erikoismateriaalien käytön tärkeyttä komponenttien muovauksessa, jotta ne kestävät pakoputkiston ankaran ympäristön, jossa lämpötilat ylittävät usein 800 °C (1472 °F).
Ingenieureilla on myös otettava huomioon "wash coat" -vuorovaikutukset ja lämmönhajotus. Muovattu kuori toimii lämpösuojana; jos materiaali on liian ohut, se voi vääntyä tai palaa läpi. Jos se on liian paksu, se lisää ajoneuvon haitallista painoa. Ihanteellinen muovattu kuori tasapainottaa nämä tekijät tarjoten jäykän, kestävän ulkokilven katalysaattorille.
Määräysten noudattaminen ja varkaudenestomerkinnät
Muovauksen prosessin lisäksi "stamping" on standardimenetelmä pysyvän tunnisteen asettamiseksi muuntajan kuoreen. Tällä on kaksi eri tarkoitusta: sääntelyvaatimusten noudattaminen ja varkauden estäminen. Säännellyissä markkinoissa, kuten Kaliforniassa, California Air Resources Board (CARB) määrää, että kaikissa jälkituotteen muuntimissa on oltava tiettyjä tietoja valettuina tai painettuina koteloon. Näihin kuuluu "EO-numero" (Executive Order), osanumero ja valmistuspäivämäärä. Nämä merkinnät vahvistavat, että osa täyttää päästövaatimukset, ja mahdollistavat tarkastajien erottaa lailliset osat epästandardiista vaihtoehdoista.
Varkaudenestotarkoituksiin Dot Peen -merkintä on noussut parhaaksi teknologiaksi. Pintatason hapettaviin kaiverruksiin tai etiketteihin verrattuna Dot Peen -laitteet käyttävät karbidipistintä upottamaan metalliin sarjan syviä pisteitä. Rocklin Manufacturing selittää, että tämä menetelmä luo pysyvän, väärinnettävyyttä vastustavan merkinnän – usein ajoneuvotunnistenumeron (VIN) – joka säilyy luettavana vuosien ajan tienpätkösten ja ruosteen jälkeen. Tämä jäljitettävyys vaikeuttaa varastettujen muuntimien myymistä romukauppoihin, joilta yhä useammin edellytetään ostettujen yksiköiden tunnusnumeroiden kirjaamista.
Laadunvalvonta & Tunnistaminen
Umpisellun laadun varmistaminen edellyttää kovia testejä ennen kuin sitä koskaan käytetään ajoneuvossa. Vuototestaus on ensisijainen laadunvalvontatoimenpide, jossa hitsattu umpise on paineistettu varmistaakseen, että saumahitsit eivät sisällä neulareikiä. Mikä tahansa rikkominen umpisessa mahdollistaisi käsitemättömän pakokaasun pääsyn ulos, mikä johtaisi päästötestien epäonnistumiseen. Mittojen tarkkuus varmistetaan myös koordinaattimittauskoneiden (CMM) avulla, jotta varmistetaan, että umpisessa olevat kiinnityspisteet asettuvat täsmälleen ajoneuvon pakoputkijärjestelmän kanssa kohdalleen.
Kierrätysyrityksille ja ostajille numerojen lukeminen umpisesta on avain arvon määrittämiseen. BR Metals neuvoo, että umpiseen valetut sarjanumerot ovat luotettavin tapa tunnistaa umpisessa olevien jalometallien määrä. Tehtaiden asennukset sisältävät yleensä autonvalmistajan logon (esim. Ford, Toyota) ja tietyn aakkosnumeerisen koodin, kun taas jälkimarkkinoiden yksiköt alkavat usein "N"-sarjanumerolla. Näiden valettujen koodien tunnistaminen erottaa arvokkaat OEM-jätteet alhaisemman arvoisista jälkimarkkinaosista.

Katalysaattorisi varmistaminen ja tunnistaminen
Olet sitten insinööri, joka hankkii leikattuja koteloina tuotantoon, tai ajoneuvon omistaja, jota huolestuttaa varkaudet, ymmärtääksesi on olennaista kaksinkertainen merkitys termille "leikkaus". Valmistajien kannalta keskiössä on tarkka muovaus ja materiaalin valinta kestävyyden takaamiseksi. Loppukäyttäjien näkökulmasta tärkeintä on varmistaa, että kotelossa on tarvittavat vaatimustenmukaisuusmerkinnät sekä lisätä varkauksia estäviä tunnisteita sijoituksen suojaamiseksi. Sääntöjen kiristyessä ja varkauksien säilyessä riskinä, koteloon tehdyt merkinnät ovat tulleet yhtä arvokkaiksi kuin metalli itse.
Usein kysytyt kysymykset
1. Voinko itse tehdä katalysaattoriin merkinnän varkauden ehkäisemiseksi?
Kyllä, ajoneuvon omistajat voivat merkitä omat konvertterinsä, mutta oikean työkalun käyttäminen on elintärkeää. Käsisorvia tai kemiallisia ruiskutuspaketteja on saatavilla, mutta ne eivät välttämättä riitä syvälle kestävyyden kannalta. Ammattimainen pistemerkintä (Dot Peen) suositellaan, koska se painaa metalliin syvän merkinnän, jota varastajat eivät voi helposti hionnalla poistaa ilman, että he vahingoittavat itse konvertterikuorta.
2. Mitä tietoja tulisi painaa vaihtokonvertteriin?
Lainmukaisessa jälkimarkkinoiden katalysaattorissa täytyy näkyä valmistajan koodi, osanumero ja valmistuspäivämäärä. Kaliforniassa sen on lisäksi näytettävä CARB:n toimeksiantotunnus (EO-numero) (esim. D-123-45), jotta ajoneuvo läpäisee savumittauksen. Jos nämä merkinnät puuttuvat tai ovat huonosti luettavissa, ajoneuvo saattaa epäonnistua tarkastuksessa.
3. Estääkö VIN-numeron merkintä todella varastamisen?
VIN-tunnisteen painaminen ei fyysisesti estä sen poistamista, mutta se toimii vahvana pelotteena. Luotettavat romukaupat on koulutettu hylkäämään muuntajat, joiden näkyvät VIN-merkinnät eivät täsmää myyjän henkilöllisyystodistukseen. Se luo myös todisteiden ketjun, joka auttaa viranomaisia jäljittämään varastetut osat takaisin rikollisiin toimiin.