 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Edistyksellinen muovauspuristus autonosissa: suurten sarjojen opas
TL;DR
Edistyksellinen muottiprosessi on nopea metallin muovausmenetelmä, jossa jatkuva metallinauha syötetään peräkkäisten vaiheiden läpi, ja jokaisella puristuspäällä valmistuu valmis osa. Autoteollisuudessa tämä menetelmä on kultainen standardi pienien ja keskikokoisten tarkkuusosien — kuten kiinnikkeet, sähköliittimet ja anturipidikkeet — massatuotannossa, tiukilla toleransseilla (usein ±0,001 tuumaa) ja vähäisellä hukalla. Siirtosyvästyksen, joka käsittelee yksittäisiä osia suuremmille rakenteellisille komponenteille, kanssa vertailtaessa etenevä syvästö maksimoi tehokkuuden suurten sarjojen tuotannossa, mikä tekee siitä olennaisen Just-in-Time (JIT) -toimitusketjuissa.
Edistyksellinen muottiprosessi: Autoteollisuuden tuotannon moottori
Autonvalmistuksen korkean panostason maailmassa, jossa tuotantomäärät saavuttavat usein miljoonia yksikköjä vuodessa, nopeus ja johdonmukaisuus ovat ehdottoman tärkeitä. Vaiheittainen muovaus toimii tämän ekosysteemin selkärangana, muuntaen raakametallikelat valmiiksi komponenteiksi nopeudella, joka voi ylittää 1 000 osaa minuutissa. Prosessi perustuu yksilölliseen syöttömekanismiin: jatkuva metallinauha puretaan kelalta ja syötetään automaattisesti muovauspuristimeen.
Puristimen sisällä metallinauha edistynyt kuumapaineisto toimii moniasemaisena työkaluna. Kun nauha etenee askelittain, se pysähtyy tarkoissa väleissä, joissa eri toimenpiteet – kuten leikkaus, taivutus, rei'itys, perforointi ja puristus – suoritetaan samanaikaisesti jokaisessa asemassa. Tärkeintä on, että osa pysyy kiinni metallinauhassa ("web") aina viimeiseen asemaan asti, jossa se irrotetaan ja poistetaan. Tämä jatkuva kiinnitys takaa huomattavasti paremman tarkkuuden ja hallinnan verrattuna manuaalisiin menetelmiin, mikä vähentää merkittävästi kierrosaikoja ja työkustannuksia.
Autoteollisuuden insinööreille ensisijainen arvo on toistettavuus . Kun kertamuovi on rakennettu ja validoitu, se voi tuottaa miljoonia identtisiä osia käytännössä nollalla mitallisella hajonnalla. Tämä kyky on elintärkeä automaattisille kokoonpanolinjoille, joissa jopa mikronin luokan poikkeama liittimessä tai kiinnikkeessä voi aiheuttaa lukkiutumisen tai toimintahäiriön. Lisäksi toissijaisten operaatioiden, kuten kierteiden viemisen tai kontaktien asennuksen, integrointi suoraan muottiin (muotissa tapahtuva kokoonpano) tehostaa entisestään valmistustilaa.
Edistyneellä leikkuulla valmistetut olennaiset auton osat
Vaikka suuret koripanelit valmistetaan yleensä siirtomuoteilla tai sarjalinjoilla, edistynyt leikkuuleikkauksella hallitsee tuhansien pienempien, mutkikkaampien osien tuotanto, jotka saavat ajoneuvon toimimaan. Nämä komponentit voidaan kategorisoida niiden mukaan, mitkä ajoneuvojärjestelmät ne tukevat.
Kori- ja rakennekomponentit
Ajoneuvon rakenteellinen eheys riippuu lukemattomista vahvistusosista, jotka piiloutuvat sisustuksen taakse. Edistynyt vaivanta soveltuu erinomaisesti korkean lujuuden teräksestä valmistamiseen istuinten kiskoja, nojatuolin mekanismeja ja turvavyön kiinnikkeitä . Näillä osilla on oltava kestävät mekaaniset ominaisuudet, mutta niitä on tuotettava suuria määriä vastaamaan ajoneuvokokoonpanon tahtia. Muita yleisiä sovelluksia ovat:
- Lukkoluvun ja tappiluvun osat
- Ikkunan nostimien komponenteille
- Ohjauskiskot ja vahvistuspalkit
- Airbag-kaulukset
Sähkö- ja sähköajoneuvojärjestelmät
Kun teollisuus siirtyy kohti sähköajoneuvoja (EV), vaivattujen sähkökomponenttien kysyntä on noussut jyrkästi. Kuparia ja messingiä vaivataan monimutkaisiin geometrioihin johtavuuden ja yhteyksien helpottamiseksi. Busbaarit , jotka jakavat tehoa sähköautojen akkupaketeissa, ovat erinomainen esimerkki osista, jotka hyötyvät progressiivisen leimauksen tarkkuudesta. Prosessi mahdollistaa monimutkaisten päätelajien muotojen ja kehysten yhteyksien luomisen vahingoittamatta materiaalin herkkää pintaa. Avain sähköosat ovat:
- Pullot ja niiden osat
- Sähköiset laitteet
- Sähkölaitteet ja niiden osat
- Akkujen kosketuslevyjä
Moottorin ja alustan laitteisto
Hukuun alla komponenttien on kestettävä äärimmäistä lämpöä, tärinää ja syövyttävää ympäristöä. Ruostumaton teräs ja erikoislevyjä tulostetaan polttoainesiirtoliittimen, venttiilipeitteen ja lämpösuojat - Mitä? Chassissa käytetään myös leimattua jarruliimat, ABS-anturiliimat ja -puhelinpyyhkeet . Näihin turvallisuuskriittisiin sovelluksiin vaikuttaa ratkaisevasti se, että leikkausprosessin tuottama johdonmukainen raerakenne varmistaa osien rakenteellisen eheyden syklisen kuormituksen alaisena.
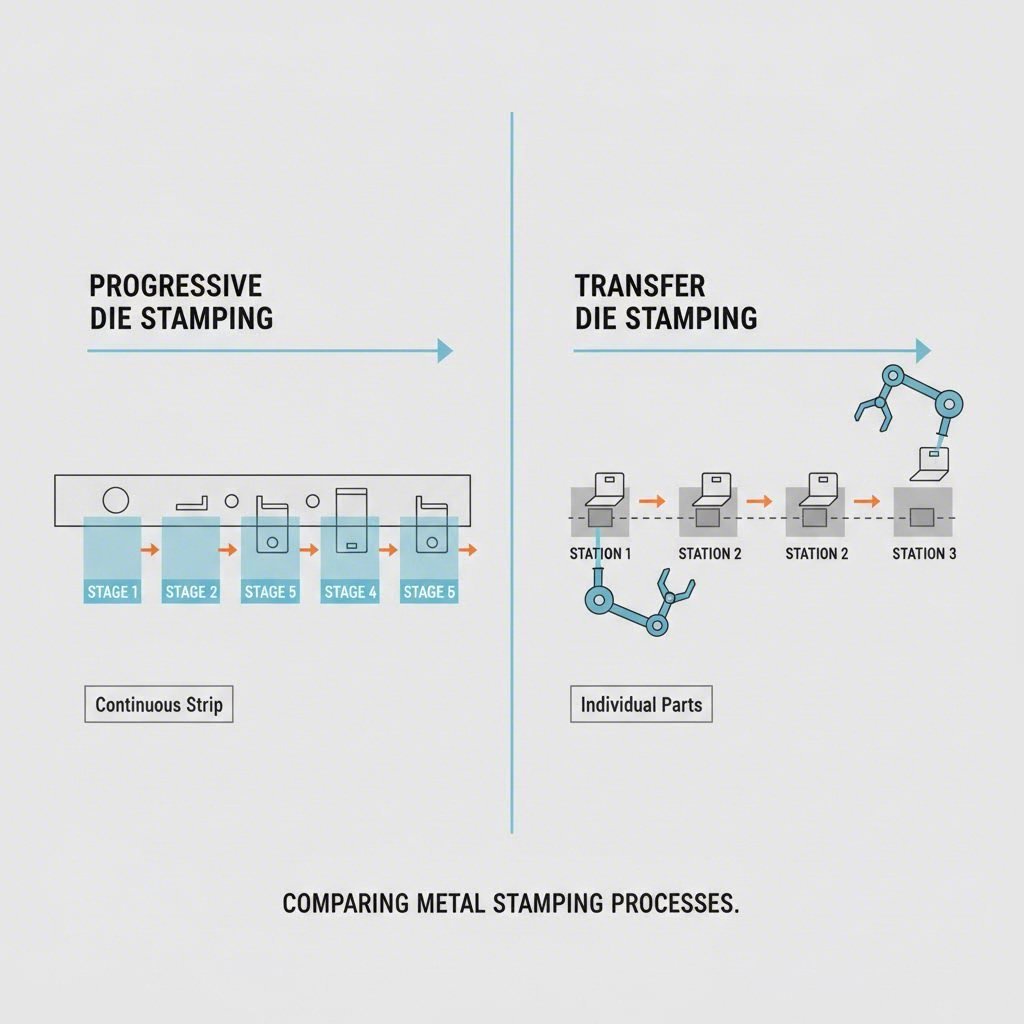
Edistävä die vs. siirtodie: Oikean menetelmän valinta
Yksi automaatiin liittyvän hankinnan johtajan tärkeimmistä päätöksistä on oikean leikkausmenetelmän valinta. Vaikka edistyvä leikkaus on tehokas, se ei ole yleisratkaisu. Valinta perustuu usein osan kokoon, geometriaan ja tuotantotilavuuteen.
| Ominaisuus | Progressiivinen muottileimaus | Siirtovalmistus |
|---|---|---|
| Osat käsitteleminen | Osa pysyy kiinni metallinauhassa asti prosessin loppuun saakka. | Osa leikataan irti (tyhjennys) ensin, jonka jälkeen sitä siirretään mekaanisilla sormilla. |
| Ideaalinen osan koko | Pieni keskikokoinen (esim. liittimet, kiinnikkeet). | Suuri (esim. poikkijäsenet, kehärailit, syvät kotelot). |
| Tuotantonopeus | Erittäin korkea (jatkuva sykli). | Kohtalainen (rajoitettu siirtomekanismin nopeudella). |
| Työkalukustannus | Korkeampi alkuperäinen investointi (monimutkainen yksittäinen työkalu). | Muuttuva, mutta usein korkeampi kappalekustannus hitaamman nopeuden vuoksi. |
| Paras valinta | Suuret määrät tarkkoja osia tiukilla toleransseilla. | Syvän muotoiltuja osia tai suuria rakenteellisia komponentteja. |
Progressiivinen muottileimaus on selvä voittaja pienille osille, jotka vaativat korkeaa tuotantonopeutta ja tiukkoja toleransseja. "Nauha"-menetelmä poistaa tarpeen monimutkaisille siirtomekanismeille, mikä vähentää osien epäkohdan mahdollisuutta. Se ei kuitenkaan sovellu hyvin syvään muotoiluun (jossa osan syvyys ylittää halkaisijan), koska nauha rajoittaa materiaalin virtausta.
Siirtovalmistus , toisin kuin edellinen, on välttämätön suurille osille, kuten suspensio-ohjaushautoille tai öljypannuille. Koska osa irrotetaan nauhasta välittömästi, sitä voidaan käsitellä vapaasti – kääntää tai kallistaa – asemien välillä. Tämä mahdollistaa syvemmät muotoilut ja monimutkaisemmat muovausoperaatiot, jotka repisivät nauhan progressiivisessa työkalujärjestelyssä.
Materiaalin valinta autoteollisuuden suorituskyvylle
Edistyneen vaivutuksen monipuolisuus mahdollistaa valmistajille erilaisten materiaalien käytön, joista jokainen on valittu tietyillä suoritusvaatimuksilla autoteollisuuden ympäristössä.
Korkean lujuuden, matalaleakaisin (HSLA) teräs on työjuhta rakenteellisille ja turvallisuuskomponenteille. Se tarjoaa erinomaisen lujuus-painosuhteen, mikä tekee siitä keskeisen osan törmäysturvallisuutta parantavissa osissa, kuten vaimenninvahvisteissa ja pilarikiinnikkeissä. Näiden kovettuneiden materiaalien vaivutukseen tarvitaan kestäviä työkaluja, jotka on valmistettu karbidista tai korkealaatuisista työkaluteräksistä, jotta estetään ennenaikainen kuluminen.
Alumiini on yhä suositumpi kevytaineen käytössä polttoaineen säästämiseksi ja sähköautojen (EV) kantaman parantamiseksi. Vaikka alumiini on alttiimpi kimpoamiselle (palautumiselle alkuperäiseen muotoonsa taivutuksen jälkeen) kuin teräs, edistyneet vaivutusmuottiratkaisut kompensoivat tätä liiallisella taivutuksella. Yleisiä sovelluksia ovat lämpösuojat, kiinnikkeet ja koristeosat.
Muut, joissa on vähintään 50 painoprosenttia ne ovat välttämättömiä tulevaisuuden sähköistä ajamista varten. Niiden erinomainen sähköjohtavuus tekee niistä standardin päätteisiin, liittimisiin ja bussipaikoihin. Progressiivisessa leimauksessa nämä pehmeät metallien muodostaminen voidaan tehdä suurilla nopeuksilla, mutta on huolehdittava romun käsittelystä ja pintahajoamisen estämisestä.
Laadunvaatimukset ja strateginen hankintamenettely
Autotoiminnan toimitusketjussa laadulla on tiukat maailmanlaajuiset standardit, erityisesti IATF 16949 - Mitä? Tämä sertifiointi varmistaa, että leimausalan toimittajalle on käytössä vahvat laadunhallintajärjestelmät, joissa keskitytään vikojen ehkäisemiseen ja vaihtelun vähentämiseen. Kun insinöörit tarkastavat kumppaniaan, heidän tulisi etsiä valmiuksia, jotka ylittävät perus leimaamisen, kuten linjojen näkemisjärjestelmät, jotka tarkastavat 100% osista kriittisiä mittoja varten.
Autovalmistajien yleinen haaste on löytää toimittaja, joka voi kattaa aukon alkuperäisen suunnittelun ja täysimittaisen tuotannon välillä. Vaikka jotkut kaupat käsittelevät vain suuria tilauksia, ketterät kumppanit kuten Shaoyi Metal Technology tarjoavat kattavia stampausratkaisuja, jotka skaalautuvat nopeasta prototypoinnista suurten sarjojen valmistukseen. Hyödyntämällä IATF 16949 -sertifioitua tarkkuutta ja painokapasiteettia jopa 600 tonniin asti, he voivat toimittaa keskeisiä komponentteja, kuten säätövarret ja alustat, noudattaen samalla kansainvälisiä OEM-turvallisuusstandardeja. Tämä joustavuus mahdollistaa suunnitelmien validoinnin prototyypillä ennen kuin tehdään suuria työkaluinvestointeja miljoonien osien valmistamiseksi.
Lopulta oikea hankintapäätös edellyttää tasapainottamista yksikköhinnan ja riskin välillä. Kotimainen toimittaja saattaa tarjota nopeampaa viestintää, mutta vakiintunut kansainvälinen kumppani, jolla on IATF-sertifiointi, voi usein tarjota merkittäviä kustannusedullisia etuja vaarantamatta materiaalin laatua tai toimitusaikoja.

Johtopäätös: Tehokkuuden ajaminen autoteollisuudessa
Edistysvaiheinen vaivutus jatkaa ollessaan keskeinen teknologia autoteollassa, mahdollistaen monimutkaisten, kestävien ja tarkkojen komponenttien massatuotannon, joita modernit ajoneuvot vaativat. Tästä prosessista saadaan skaalautuvuutta ja kustannustehokkuutta, jotta kokoonpanolinjat pysyvät liikkeellä – olkoon kyseessä sähköliittimi sähköautojen akussa tai korkean lujuuden kiinnitysosat istuimessa. Hankintatiimeille ja insinööreille on olennaista ymmärtää tämän menetelmän mekaniikka, materiaalirajoitteet ja hankintastandardit autoteollisen toimitusketjun optimointiin ja ajoneuvon laadun varmistamiseen.
Usein kysytyt kysymykset
1. Mikä on ero edistysvaiheisen vaivutuksen ja siirtovaivutuksen välillä?
Pääasiallinen ero on osassa käsitellyssä. Progressiivisessa kuormituslaitteessa osa pysyy kiinnitettynä jatkuvaan metallinauhaan, kun se liikkuu eri asemien läpi. Siirto-kuitulevyn leimauksessa osa leikataan ensin nauhoista ja siirretään sitten mekaanisesti asemasta toiseen. Progressiivinen on yleensä nopeampaa ja parempaa pienille osille, kun taas siirto sopii suuremmille, syvälle vetäville osille.
2. Suomalainen Mitä materiaaleja käytetään yleisimmin autojen progressiivisessa kuormituslauseessa?
Autotyynyllä käytetään rakenteellisiin osiin usein korkean lujuuden, matalaleijuisen teräksen (HSLA) käyttöä sen kestävyyden vuoksi. Alumiinia käytetään laajalti kevyiden komponenttien, kuten lämpösuojeluvälineiden ja kiinnikkeiden, valmistuksessa. Kupari ja messing ovat standardia sähkökomponenteissa, kuten liittimissä ja bussipaikoissa, niiden korkean johdon vuoksi.
3. Hän ei ole kuollut. Miksi IATF 16949-sertifiointi on tärkeää leimausalan toimittajien kannalta?
IATF 16949 on kansainvälinen laatujohtamisstandardi, joka on tarkoitettu erityisesti automaaliiteollisuudelle. Se varmistaa, että leikkaustoimittaja noudattaa tiukkoja vianehkäisy-, jätemäärän vähentämistoimenpiteitä sekä jatkuvaa kehitystyötä. IATF-sertifioinnin saaneelta toimittajalta hankinta on usein pakollinen vaatimus OEM:ille, jotta osien turvallisuus ja luotettavuus voidaan taata.