 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

CAD-tiedoston latauksesta ovelle: Kuinka verkkopohjainen CNC-palvelu tosiasiassa toimii

Mitä verkkopohjainen CNC-palvelu todellisuudessa tarkoittaa nykyaikaista valmistusta?
Oletko koskaan miettinyt, kuinka insinöörit muuntavat digitaalisen suunnittelun tarkkaan metalliosaan ilman, että he kävisivät koskaan konepajassa? Juuri tämän verkkopohjainen CNC-palvelu mahdollistaa. Ajattele sitä digitaalisena sillana, joka yhdistää tietokonesi näytön edistyneeseen valmistuslaitteistoon missä tahansa maailmassa.
Perimmiltään verkkopohjainen CNC-palvelu on pilvipohjainen alusta, johon voit ladata kolmiulotteisia CAD-tiedostoja, saada heti hinnoittelun ja jossa tarkkuus-CNC-osat valmistetaan ja toimitetaan suoraan ovelle. Ei puhelinkutsuja. Ei odotusaikoja tarjousten saamiseksi. Ei alueellisia rajoituksia. Lataat vain suunnitelmasi, valitset vaatimuksesi, ja alusta hoitaa kaiken työstöstä laadun tarkastukseen asti.
Digitaalisesta tiedostosta fyysiseen osaan
Taika tapahtuu kautta virtaviivainen digitaalinen työnkulku kun lataat CAD-mallin (yleensä STEP-, IGES- tai STL-muodossa), alustan algoritmit analysoivat välittömästi osasi geometriaa. Ne laskevat koneistusajan, arvioivat monimutkaisuutta ja ottavat huomioon materiaalikustannukset. Sekuntien sisällä saat verkkopohjaisen CNC-tarjouksen, joka perinteisesti vaatisi päiviä saada käyttöön tavallisista kanavista.
Tämä CNC-valmistusprosessi poistaa takaisin-ja-edestä -sähköpostivaihtoja, jotka aikoinaan määrittelivät valmistussuhteita. Sen sijaan, että selittäisit vaatimuksiasi useille toimittajille, alusta lukee suoraan suunnittelutiedostosi ja muuntaa sen toimeenpanettavaksi tuotantodataksi.
Verkkopohjainen valmistusvallankumous
Miksi tämä on tärkeää? Perinteiset koneistustyönkulut sisältävät usein pyyntöjen lähettämistä useille paikallisille työkonepajoille, odottamista manuaalisia arviointeja ja ehtojen neuvottelua. Verkkopohjainen CNC-konepalvelu tiivistää koko tämän prosessin minuuteiksi eikä viikoiksi.
Jokainen moderni alusta sisältää nämä välttämättömät komponentit:
- Välitön tarjousmoottori: Tekoälyllä varustetut järjestelmät, jotka analysoivat 3D-mallisi ja tuottavat tarkat hinnoittelut geometrian, toleranssien ja tuotantovaatimusten perusteella
- Materiaalivalintaliittymä: Laajat kirjastot, jotka tarjoavat metalleja, muoveja ja erikoismateriaaleja yksityiskohtaisine ominaisuusmäärittelyineen
- Valmistusmenetelmävaihtoehdot: Valinta jyrsintä-, kääntö-, moniakselisesta koneistuksesta sekä erilaisista pinnankäsittelytoimenpiteistä, jotka on mukautettu käyttötarkoitukseesi
- Tilauksen seurantatyökalupaneeli: Todellisaikainen näkyvyys tuotannon tilanteeseen, laatuinspektion tuloksiin ja toimituspäivityksiin
Kuinka pilvipohjainen koneistus toimii
Kuvittele, että teet tilauksen kannettavalla tietokoneellasi kello 9.00 ja tiedät tarkasti, milloin tarkkuusosasi saapuvat – ilman yhtäkään puhelinkutsua. Tämä on pilvipohjaisten CNC-palvelualustojen voima.
Työnkulku noudattaa loogista järjestystä. Ensimmäiseksi lataat suunnittelutiedostosi ja määrittelet vaatimukset, kuten materiaalin tyypin, pinnankäsittelyn ja toleranssitasot. Järjestelmä suorittaa sitten automatisoidun valmistettavuuden suunnitteluanalyysin (DFM), joka tunnistaa mahdolliset ongelmat ennen tuotannon aloittamista. Tämä estää kalliita virheitä ja varmistaa, että osasi on optimoitu tehokkaaseen koneistukseen.
Kun tilaus on hyväksytty, se ohjataan alustan globaaliin verkostoon kuuluviin sertifioituin valmistusyhteistyökumppaneihin. Nämä teollisuuslaitokset toimivat standardoitujen laatuvaatimusten mukaisesti, mikä takaa yhtenäiset tulokset paikasta riippumatta. Tuotannon aikana integroidut laatuvarmistusjärjestelmät tarkistavat, että kaikki mitat täyttävät määrittämäsi vaatimukset.
Tuloksena on saumaton yhteys digitaalisen suunnittelun ja fyysisen tuotannon välillä, joka mahdollistaa tarkkojen CNC-osien toimituksen nopeammin, läpinäkyvämmin ja usein edullisemmin kuin perinteiset menetelmät.
CNC-poraus-, kääntö- ja moniakseliset ominaisuudet
Olet siis ladannut CAD-tiedostosi ja saanut heti tarjouksen. Mutta nyt alusta pyytää sinua valitsemaan konepuruamismenettelyn. CNC-jyrsintä? CNC-kääntö? 5-akselinen konepuruaminen? Jos nämä vaihtoehdot tuntuvat ylivoimaisilta, et ole yksin. Useimmat verkkopalvelut luettelevat näitä menettelyjä ilman, että selittäisivät, mikä niistä sopii todella parhaiten sinun projektisi.
Tässä on totuus: oikean menettelyn valinta ei liity tekniseen sanastoon – se liittyy osan muodon sovittamiseen siihen menetelmään jolla se voidaan valmistaa tehokkaimmin. Käydään läpi jokainen vaihtoehto käytännöllisillä termeillä.
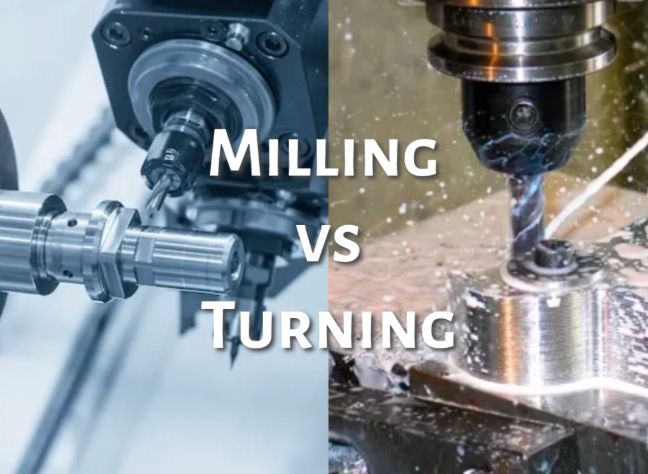
Jyrsintä vs. kääntö selitetty yksinkertaisesti
Perustavanlaatuinen ero CNC-konepuruamisen jyrsinnän ja käännön välillä johtuu yhdestä kysymyksestä: mikä pyörii leikkausprosessin aikana?
In CNC-kierto , työkappaleesi pyörii nopeasti, kun paikallaan oleva leikkaustyökalu poistaa materiaalia. Kuvittele pyöreä sauvamainen työkappale, joka pyörii kääntökonemaisessa koneessa, kun työkalu poistaa ylimääräistä materiaalia. Tämä prosessi on erinomainen sylinterimäisten muotojen valmistamiseen – akselit, pinnat, palat ja kierrekomponentit. Jos osasi on pääasiassa pyöreä tai symmetrinen keskiakselin suhteen, CNC-kääntöpalvelut tuottavat yleensä nopeammin ja edullisemmin.
In CNC-mylly , päinvastoin tapahtuu. Työkappaleesi pysyy suhteellisen paikoillaan, kun pyörivä monipisteinen leikkaustyökalu liikkuu sen pinnan yli. Kuvittele esimerkiksi päätyhylsy, joka pyörii korkealla nopeudella ja kaivertaa taskuja, uria ja monimutkaisia muotoja alumiinilohkoon. CNC-jyrsittyjä osia käytetään parhaiten silloin, kun tarvitset tasaisia pintoja, kulmassa olevia ominaisuuksia tai monimutkaisia kolmiulotteisia geometrioita, jotka eivät pyöri keskiakselin ympäri.
Tässä on käytännöllinen tapa tehdä päätös: tarkastele osasi poikkileikkausta. Jos se on pyöreä koko pituudeltaan, kääntö on todennäköisesti paras vaihtoehto. Jos osassa on tasaisia pintoja, taskuja tai ominaisuuksia usealla eri sivulla, poraus on järkevämpi vaihtoehto.
Milloin 5-akselinen koneistus on järkevää
Standardi 3-akselinen poraus liikuttaa työkalua X-, Y- ja Z-suuntiin. Tämä riittää moniin osiin, mutta mitä tapahtuu, kun suunnittelussasi on alakuvioita, kaarevia pintoja tai ominaisuuksia yhdistelmäkulmissa?
Tässä vaiheessa 5-akseliset CNC-koneistuspalvelut tulevat oleellisiksi. Nämä edistyneet koneet lisäävät kaksi kiertymäakselia, mikä mahdollistaa työkalun lähestymisen työkappaleeseen lähes mistä tahansa kulmasta. Sen sijaan, että sinun täytyy uudelleensijoittaa osaa useita kertoja (mikä aiheuttaa suuntausvirheitä), 5-akselinen kone valmistaa monimutkaiset geometriat yhdessä asennuksessa.
Milloin tulisi määritellä 5-akseliset ominaisuudet? Harkitse näitä skenaarioita:
- Ilmailu-avaruuskomponentit: Turbiinisiivet, impellerit ja rakenteelliset kiinnikkeet, joissa on luonnollisia kaarevia muotoja
- Lääketieteelliset implantit: Hipat, selkärankakomponentit ja kirurgiset välineet, jotka vaativat sileitä, muovattuja pintoja
- Autonosat: Moottorikoteloita syvillä koloilla ja yhdistetyillä kulmilla
- Muottikolot: Monimutkaiset työkalut alakulmien ja hienojen pintayksityiskohtien kanssa
Kompromissi? Viisiakselinen koneistus on yleensä kalliimpaa korkeamman konepalkkion ja ohjelmointimonimutkaisuuden vuoksi. Mutta monimutkaisille osille se säästää usein rahaa kokonaisuudessaan, koska useita asennuksia ei tarvita ja toleranssien kertymävirheiden riski vähenee.
Erittäin pienille, monimutkaisille pyöritysosille – kuten niille, joita käytetään lääkintälaitteissa tai elektroniikassa – sveitsiläinen pyöritys tarjoaa toisen erikoistuneen vaihtoehdon. Nämä koneet ohjaavat sauvamateriaalia suoraan työkalun läheisyyteen sijaitsevan putken läpi, mikä mahdollistaa erinomaisen tarkkuuden hyvin pienillä halkaisijoilla, joita tavallisilla pyörityskeskuksilla ei voida saavuttaa.
Oman osan sovittaminen oikeaan prosessiin
Väärän valinnan seurauksena maksat enemmän kuin tarpeellista tai odotat pidempään toimituksesta. Käytä tätä vertailua ohjataksesi valintaa:
| Prosessityyppi | Parhaat käyttösovellukset | Typilliset toleranssit | Monimutkaisuustaso | Suhteellinen hinta |
|---|---|---|---|---|
| CNC-kierto | Akselit, pinnit, varret, kierreputket, sylinterimäiset koteloit | ±0,001"–±0,005" (±0,025 mm–±0,127 mm) | Matala – Keskitaso | $ (Edullisin pyöreille osille) |
| 3-akselinen CNC-myrkky | Tasaiset komponentit, kiinnikkeet, koteloit, yksinkertaiset taskut ja reiät | ±0,001"–±0,005" (±0,025 mm–±0,127 mm) | Keskikoko | $$ (Standardi prismamaisille osille) |
| 5-akselinen CNC-mylly | Tuulivoimalan siivet, impellereitä, lääketieteellisiä implanteja, ilmailurakenteita, monimutkaisia muotteja | ±0,0005"–±0,002" (±0,013 mm–±0,05 mm) | Korkea | $$$ (Premium-monimutkaisille geometrioille) |
| Sveitsin koneistus | Mikroskopiikkiruuveja, lääketieteellisiä pinoja, elektronisia kosketinosa, kellokomponentteja | ±0,0002"–±0,001" (±0,005 mm–±0,025 mm) | Korkea | $$$ (Erikoistunut pienille halkaisijoille) |
Huomaa, kuinka CNC-kääntöosat ja CNC-jyrsintäosat täyttävät perustavanlaatuisesti erilaisia suunnittelun vaatimuksia. Tarkka CNC-koneistus ei tarkoita edistyneimmän vaihtoehdon valintaa – se tarkoittaa kykyjen sovittamista todellisiin tarpeisiisi.
Monet verkkopalvelut tarjoavat nyt automatisoituja prosessisuosituksia lataamasi geometrian perusteella. Kuitenkin näiden erojen ymmärtäminen auttaa sinua tarkistamaan näitä suosituksia ja tekemään perusteltuja päätöksiä, kun hankeesi jää epäselväksi alueeksi.
Oikean prosessin valinnan jälkeen seuraava ratkaiseva päätöksesi koskee kymmeniä saatavilla olevia materiaaleja – jokaisella on omat ominaisuutensa, jotka vaikuttavat suoraan suorituskykyyn, koneistettavuuteen ja hintaan.
Täydellinen materiaalivalintaan perustuva opas CNC-projekteihin
Olet valinnut koneenpuristusmenetelmäsi. Nyt tulee kysymys, joka vaikuttaa suoraan osasi suorituskykyyn, käyttöikään ja hintaan: mikä materiaali sinun tulisi valita? Tämä päätös vaikuttaa kaikkeen – siitä, kuinka nopeasti osaa voidaan työstää, siihen, miten se käyttäytyy todellisessa käytössä aiheutuvan rasituksen alla.
Useimmat verkkopalvelut tarjoavat kymmeniä eri CNC-työstöön soveltuvia materiaaleja, mutta niissä selitetään harvoin mIKSI miksi valitsisit yhden toisen sijaan. Muutetaan tämä tilanne. Olipa kyseessä kevyen mutta vahvan CNC-alumiinin tai kulutuskestävän pronssin työstöstä, materiaalien ominaisuuksien ymmärtäminen auttaa sinua tasapainottamaan suorituskykyä budjetin kanssa.
Metallit lujuuden ja kestävyyden varmistamiseksi
Metallit ovat edelleen tarkkaa valmistusta tukeva perusta . Niiden yhdistelmä voimakkuutta, lämmönjohtavuutta ja kestävyyttä tekee niistä välttämättömiä kuormitettuihin sovelluksiin, kotelointirakenteisiin ja kovien olosuhteiden alaisiin komponentteihin.
Alumiini hallitsee verkkopohjaista CNC-koneistusta hyvistä syistä. Se koneistetaan nopeasti, sen tuotantokustannukset ovat alhaisemmat ja se tarjoaa erinomaisen lujuus-massasuhde. Seoksia kuten 6061-T6 käytetään hyvin korrosiota kestävien ja hitsattavien komponenttien valmistukseen, mikä tekee niistä ideaalisia esimerkiksi koteloita, kiinnikkeitä ja kuluttajatuotteita varten. Korkeamman lujuuden vaativiin sovelluksiin 7075-T6-tyyppinen seos tarjoaa suorituskykyä, joka lähestyy joitakin teräksisiä materiaaleja – vaikkakin korkeammalla materiaalikustannuksella.
Teräs teräs tulee kyseeseen, kun tarvitaan puhtaasti lujuutta. Hiiliteräkset kuten 1018 koneistuvat hyvin ja ne soveltuvat erilaisiin lämpökäsittelyihin. Kovan työkalumateriaalin tai kulumisresistenttien komponenttien valmistukseen 4140-esikovetettu teräs tarjoaa käytännöllisen tasapainon. Teräksen tiukkuus tarkoittaa kuitenkin raskaampia osia, ja sen sitkeys lisää koneistusaikaa verrattuna alumiiniin.
Ruostumaton teräs yhdistää korroosionkestävyyden kunnolliseen lujuuteen. Laatu 304 soveltuu useimpiin yleiskäyttöisiin sovelluksiin, kun taas laatu 316 erinomaisesti kestää meriympäristöjä ja kemikaaleja. Kompromissi? Ruostumaton teräs kovettuu työstön aikana, mikä vaatii hitaammat leikkausnopeudet ja erityisvälineet – tämä lisää tuotantokustannuksia.
Messinki ja pronssi tarjoavat ainutlaatuisia etuja. Messinki koneistuu erinomaisesti ja tuottaa loistavan pinnanlaadun vähällä työkalukulumalla. Se on ihanteellinen koristehardwarelle, sähkökomponenteille ja liitännöille. CNC-bronziin kuuluvat laadut, kuten C932 -laakeribronzi, ovat erinomaisia laakeri- ja nivelpalapsovelluksiin niiden luonnollisen voitelun ja kulumisominaisuuksien vuoksi. Kun koneistat bronzia, huomaat sen olevan hieman kalliimpaa kuin messinki, mutta se on kuitenkin kannattavaa kitkakriittisiin komponentteihin.
Tekniikkamuovit erityistarpeisiin
Kun paino, sähköinen eristävyys tai kemiallinen kestävyys ovat tärkeämpiä kuin raakalujuus, insinöörimuovit tarjoavat erinomaista suorituskykyä. Nämä materiaalit korvaavat usein metalleja sovelluksissa, joissa niiden ainutlaatuiset ominaisuudet oikeuttavat vaihdon.
Delrin (POM/Asetaali) delrin® erottautuu tarkkuusmekaanisten komponenttien valinta-aineena. Tämä Delrin®-muovi tarjoaa erinomaisen mitallisesti vakauden, alhaisen kitkan ja vaikuttavan kulumiskestävyyden. Sen jäykkyys ja kriipymisvastus tekevät siitä ideaalin valinnan hammaspyörille, laakeriin ja liukumekanismeihin, joissa johdonmukainen suorituskyky on tärkeää pitkän ajan ajanjaksoilla. Delrin® koneistuu ihmeellisen hyvin – puhtaat leikkaukset, tiukat toleranssit ja sileät pinnat saavutetaan helposti.
Nylon (PA) tarjoaa suurempaa joustavuutta ja iskunvastusta kuin Delrin. Työstettävän nyloniin perustuvat osat soveltuvat hyvin osiin, jotka täytyy ottaa vastaan iskuja tai joiden täytyy taipua kuormituksen alaisena. Kuitenkin työstettävä nyloni imee kosteutta ympäristöstä, mikä voi vaikuttaa mittoihin ja mekaanisiin ominaisuuksiin. Tämä kosteudenimeytävä luonne tarkoittaa, että nyloni-osat voivat muuttua hieman kosteissa olosuhteissa – mikä on kriittinen huomio tarkkuussovelluksissa.
Jolloin siis Delrin ylittää nylomin suorituskyvyn?
- Paras mitallinen vakaus vaihtelevassa ilmastossa
- Alhaisemmat kitkakertoimet liukuvissa sovelluksissa
- Tarkemmat toleranssit ja sileämmät pinnat
- Vastus muodonmuutokselle (creep) pitkäaikaisen kuorman vaikutuksesta
Valitse nyloni, kun tarvitset:
- Korkeampaa iskun- ja väsymisvastusta
- Suurempaa joustavuutta ja venymää
- Alhaisempia materiaalikustannuksia vähemmän kriittisiin sovelluksiin
Polykarbonaatti tulee kuvioon, kun optinen läpinäkyvyys tai erinomainen iskunkestävyys ovat tärkeitä. Se on huomattavasti kestävämpää kuin akryyli, mutta säilyttää silti läpinäkyvyytensä. Suojakansit, näköikkunat ja turvallisuuskomponentit valmistetaan usein polycarbonaattia käyttäen. Polycarbonaatti on kuitenkin herkempi naarmuuntumaan kuin lasi, ja sen koneistuksessa on oltava varovainen, jotta vältetään jännitysrikkoja.
Materiaalien valinta sovelluksen perusteella
Materiaalin valinta ei koske ainoastaan ominaisuuksia, vaan myös niiden sovittamista tarkoituksenmukaisesti tiettyihin vaatimuksiin samalla kun hallitaan kustannuksia. Tässä on kattava vertailu, joka ohjaa päätöksentekoa:
| Materiaali | Tärkeitä ominaisuuksia | Parhaat käyttösovellukset | Konepellisuusluokitus | Kustannustaso |
|---|---|---|---|---|
| Alumiini 6061-T6 | Kevyt, korrosiosta kestävä, hitsattava | Koteloit, kiinnikkeitä, kuluttajatuotteita, lämmönpoistimia | Erinomainen | $ |
| Alumiini 7075-T6 | Korkea lujuus, väsymisvastuskykyinen | Ilmailurakenteet, korkean rasituksen alaiset komponentit | Hyvä | $$ |
| Teras 1018 | Vetokelpoinen, helposti hitsattava, pinnan kovettuva | Akselit, pinnit, yleiset mekaaniset osat | Hyvä | $ |
| Teräs 4140 | Korkea lujuus, kuumenkäsittelty | Hammaspyörät, akselit, työkaluosat | Kohtalainen | $$ |
| Rostiton 304 | Korroosionkestävä, ei-magneettinen | Elintarviketeollisuuden laitteet, lääketieteelliset laitteet, merenkulun kiinnityskalusteet | Kohtalainen | $$ |
| Rostoton 316 | Korroosionkestävyys | Kemiallinen käsittely, merenkulku, lääketieteelliset implantit | Kohtalainen | $$$ |
| Pronssi C360 | Erinomainen koneistettavuus, sähkönjohtokykyinen | Sähköliittimet, koristekoristeet, kiinnityskappaleet | Erinomainen | $$ |
| Pronssi C932 | Kulumakestävä, itsevoiteleva | Pallikannukset, laakerit, työntölevyt | Erittäin Hyvä | $$ |
| Delrin (POM) | Alhainen kitka, mitallisesti vakaa, jäykkä | Hammaspyörät, laakerit, tarkkuusmekanismit | Erinomainen | $$ |
| Nylon 6/6 | Iskunkestävä, joustava, kestävä | Kulumislevyt, rullat, rakenteelliset komponentit | Hyvä | $ |
| Polykarbonaatti | Läpinäkyvä, iskunkestävä | Näkölasit, suojakansit, linssit | Hyvä | $$ |
Milloin alumiini voittaa teräksen? Alumiini voittaa, kun paino on ratkaiseva tekijä, kun korrosionkestävyys on tärkeää ja kun nopeampi koneistus vähentää kustannuksia. Teräs voittaa, kun maksimaalinen lujuus, kovuus tai kulumiskestävyys ovat ensisijaisia – ja kun painolla ei ole merkitystä.
Koneistettavuusluokitus vaikuttaa suoraan kannattavuuteen. Luokiteltuja "erinomaisiksi" materiaaleja voidaan leikata nopeammin, niiden työkalujen vaihtoja tarvitaan vähemmän ja ne tuottavat paremman pinnanlaadun suoraan koneelta. Teollisuuden tutkimusten mukaan CNC-koneistuksessa käytettävän materiaalin koneistettavuus vaikuttaa suoraan aikaan ja kustannuksiin – hyvän koneistettavuuden omaavia materiaaleja voidaan leikata nopeammin ja niiden työkalujen vaihtoja tarvitaan vähemmän, mikä vähentää kokonaiskustannuksia.
Harkitse kustannus-suorituskyky-suhteita huolellisesti. Osan valmistaminen messingistä saattaa olla kalliimpaa raaka-aineena kuin alumiinista, mutta jos messinki tarjoaa vaaditut kulumisominaisuudet ja alumiini epäonnistuu käytössä, korkeammat alkuinvestoinnit estävät kalliita kenttäkorvauksia.
Raaka-aineominaisuuksien lisäksi sertifikaatit ovat tärkeitä säänneltyihin aloihin. Materiaalitestejä koskevat raportit (MTR) tarjoavat dokumentoidun todistuksen koostumuksesta ja ominaisuuksista – mikä on välttämätöntä ilmailu-, lääketieteellisissä ja autoteollisuuden sovelluksissa. Kun tilaat verkkopalveluiden kautta, varmista, että valitsemallasi materiaalilla on saatavilla asianmukaiset sertifiointivaihtoehdot.
Kun materiaali on valittu, seuraavat kriittiset tekijät – tarkkuusvaatimukset ja pinnankäsittelyt – määrittävät, täyttääkö osa toiminnalliset vaatimukset vai jääkö se odotusten alle.
Toleranssit ja pinnankarheus selitetty käytännön sovelluksille
Olet valinnut koneistusprosessisi ja valinnut täydellisen materiaalin. Nyt tulee päätös, joka aiheuttaa vaikeuksia jopa kokeneille insinööreille: kuinka tiukat toleranssit sinun tulisi määritellä ja mitä pinnanlaatua sinulla todella tarvitaan? Jos määrittelet toleranssit liian löysästi, koneistetut osat eivät toimi asianmukaisesti. Jos määrittelet ne liian tiukasti, maksat huomattavasti enemmän ilman mitään todellista hyötyä.
Tässä on asia, jonka useimmat alustat eivät kerro sinulle: se 0,001 tuuman toleranssi, jonka olet aikeissa määritellä, saattaa kaksinkertaistaa osien kokonaishinnan ja kolminkertaistaa toimitusaikaa. Kun ymmärtää, milloin tarkkuuskoneistuspalvelut oikeuttavat hinnanlisänsä – ja milloin standarditoleranssit riittävät täysin – voidaan säästää rahaa samalla kun varmistetaan, että tarkkuuskoneistetut osat toimivat täsmälleen niin kuin suunniteltiin.
Mitkä toleranssit sinulla todella tarvitaan
Toleranssi määrittelee, kuinka paljon mitan arvo saa poiketa sen määritetystä arvosta. Kun CNC-koneistettavan osan mitattu arvo on 25,00 mm ja toleranssi ±0,10 mm, tarkastus on hyväksytty, jos arvo on välillä 24,90–25,10 mm. Melko yksinkertaista. Mutta toleranssin tiukentamisen valmistustekniset vaikutukset eivät kuitenkaan ole lainkaan yksinkertaisia.
Standardit koneistustoleranssit – yleensä ±0,10 mm (±0,004 tuumaa) – kattavat suurimman osan yleiskäyttösovelluksia tehokkaasti. Konepaja toimii normaalilla nopeudella, käyttää standardityökaluja ja suorittaa säännöllisiä laadunvalvontatarkastuksia. Siirtyminen tarkkoihin toleransseihin ±0,025 mm (±0,001 tuumaa) muuttaa kaiken. Lämpötilan säätöön perustuvat työympäristöt tulevat välttämättömiksi. Koneiden lämpötilan pitää vakautua. Tarkastusmenettelyt laajenevat merkittävästi. Tutkimuksen mukaan valmistuskustannustutkimus siirtyminen standarditoleransseista tarkkoihin toleransseihin tuplaa yleensä kustannukset, kun taas erittäin tarkat toleranssit voivat nostaa kustannuksia jopa 24-kertaisiksi.
Joten milloin tiukemmat tarkkuusvaatimukset oikeuttavat lisäinvestoinnin? Harkitse seuraavia skenaarioita:
- Liitospinnat: Kun kaksi CNC:llä porattua komponenttia on sovitettava tarkasti yhteen – esimerkiksi akseli laakeriin tai pistoni sylinteriin
- Kokoonpanoliitokset: Kun osasi liittyy muihin tarkkuuskomponentteihin hyvin pienellä varausvälillä
- Tiivistyssovellukset: Kun tiivisteet tai O-renkaat vaativat tiettyä puristusta toimiakseen
- Korkean nopeuden pyöriminen: Kun epätasapaino tiukoissa tarkkuusvaatimuksissa aiheuttaisi värähtelyjä tai ennenaikaista vikaantumista
Ei-kriittisille mitoille – materiaalin poistoalueille, varausreikiin tai esteettisille ominaisuuksille – yleensä riittävät standarditoleranssit. Kallein toleranssi on usein se, joka ei tarjoa mitään toiminnallista hyötyä.
| Toleranssiluokka | Tyypillinen alue | Sovellukset | Kustannusvaikutus |
|---|---|---|---|
| Standardi / kaupallinen | ±0,13 mm (±0,005") | Yleiset mekaaniset osat, kiinnikkeet, koteloit, ei-kriittiset ominaisuudet | Perustaso ($) |
| Tarkkuus | ±0,025 mm (±0,001") | Liitospinnat, laakerien istukat, kokoonpanorajapinnat, hydraulikokomponentit | 2× perustaso ($$) |
| Korkea tarkkuus | ±0,013 mm (±0,0005") | Ilmailurakenteet, lääketieteelliset implantaatit, optiset kiinnitykset, mittauslaitteisto | 4–8× perustaso ($$$) |
| Erittäin tarkka | ±0,0025 mm (±0,0001 tuumaa) | Mittauslaitteisto, puolijohdetekniikan työkalut, erikoisotetut tieteelliset mittalaitteet | 24× tai enemmän perustasoa ($$$$) |
Pintakäsittelyvaihtoehdot ja tilanteet, joissa niillä on merkitystä
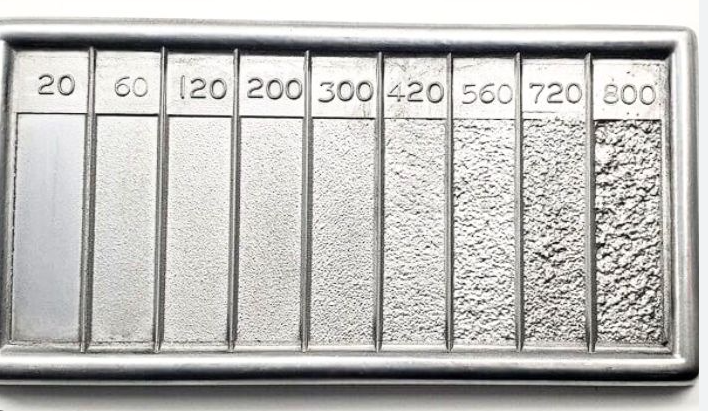
Pintakäsittely kuvaa osan ulkopinnan tekstuuria mikroskooppisella tasolla. Sitä mitataan Ra-arvolla (keskimääräinen karheus), jossa pienempi luku tarkoittaa sileämpää pintaa. Käytännössä tärkeintä on se, että pintakäsittely vaikuttaa kitkaan, kulumiseen, korroosionkestävyyteen ja ulkonäköön.
Kun osat koneistetaan suoraan CNC-koneella, saadaan niin sanottu "koneistettu" pinta. Näkyviä työkalujälkiä jää jäljelle, mutta sisäkomponenteille tai toissijaisen pintakäsittelyn saaville osille tämä perustaso riittää usein. Tästä eteenpäin vaihtoehdot laajenevat funktionaalisten ja esteettisten vaatimusten mukaan:
- Koneistettu (Ra 3,2 μm / 125 μin): Standardikonepinnan käsittely, jossa näkyvät työkalureitit. Ihanteellinen sisäosille, prototyypeille tai lisäkäsittelyyn tarkoitettuihin osiin. Edullisin vaihtoehto.
- Sileä konepintainen (Ra 1,6 μm / 63 μin): Vähennetyt työkalujäljet optimoiduilla leikkausparametreilla. Hyvä yleisiin näkyviin pintoihin ja liitospintoihin.
- Hienokonepintainen (Ra 0,8 μm / 32 μin): Vähimmäismäiset näkyvät työkalujäljet. Soveltuu tarkkoihin sovituksiin, tiivistyspintoihin ja esteettisiin käyttökohteisiin.
- Media-istutus: Yhtenäinen matta tekstuuria, joka peittää konepintaiset jäljet. Luo yhtenäisen ulkoasun osien välillä ja parantaa maalin tarttumista. Yhdistetään usein anodointiin saavuttaakseen premium-tuotteen ulkoasun.
- Anodointi (tyyppi II tai tyyppi III): Sähkökemiallinen prosessi, jossa alumiinille muodostuu kestävä, korrosioluoksesta suojattu oksidikerros. Saatavilla useissa väreissä. Tyyppi III (kovaanodointi) lisää merkittävästi kulumisvastusta vaativiin käyttökohteisiin.
- Pulverimaalattu: Kestävä maalipinta, joka on saatavilla melkein missä tahansa värissä. Lisää 0,05–0,15 mm paksuutta – mikä on ratkaisevan tärkeää toleranssien kannalta herkillä piirteillä, jotka saattavat vaatia peittämistä.
- Sähköhionu: Kemiallinen prosessi, joka tuottaa peilikirkkaan pinnan ruostumattomasta teräksestä. Vähentää pinnan karheutta samalla kun parantaa korrosionkestävyyttä. Yleinen lääketieteellisessä ja elintarviketeollisuuden laitteissa.
- Mustaoksidi: Teräkselle tarkoitettu muuntokerros, joka tarjoaa lievää korrosionkestävyyttä ja houkuttelevan mustan ulkonäön. Lisää hyvin vähän mittoja.
Pintakäsittelyn valinta vaikuttaa suoraan valmistuksen monimutkaisuuteen. Kuten pintakäsittelyprosessien tutkimus osoittaa, jauhemaaletus ja anodointi lisäävät materiaalin paksuutta, mikä voi häiritä tiukkoja toleransseja ja vaatia kriittisten piirteiden peittämistä – tämä on manuaalinen ja aikaa vievä prosessi, joka lisää sekä kustannuksia että toimitusaikaa.
Tasapaino tarkkuuden ja budjetin välillä
Eri teollisuudenalat lähestyvät tarkkuusvaatimuksia ja pinnanlaatua perustavanlaatuisesti eri tavoin. Ilmailualueen sovellukset usein pyrkivät tarkkuusrajojen äärimmäisyyksiin painorajoitusten ja turvallisuusvaatimusten takia – jokainen gramma merkitsee, kun lentää. Lääkintälaitteet keskittyvät johdonmukaiseen ja luotettavaan valmistukseen potilasturvallisuuden varmistamiseksi. Kuluttajatuotteet yleensä tasapainottavat ulkoista viehättävyyttä kustannustehokkuuden kanssa.
Älykkäin lähestymistapa? Sovella tiukkoja tarkkuusvaatimuksia ainoastaan siellä, missä toiminnalliset vaatimukset niitä edellyttävät. Luo tarkkuusvaatimusten hierarkia:
- Kriittiset mitat: Mitat, jotka vaikuttavat kokoamiseen, toimintaan tai turvallisuuteen – määritä tarkat tarkkuusvaatimukset
- Tärkeät mitat: Mitat, jotka vaikuttavat kokoamiseen tai suorituskykyyn – käytä standarditarkkuusvaatimuksia selkein tarkastusvaatimuksin
- Viitemitat: Ei-kriittiset mitat – hyväksy se, mitä valmistusprosessi tuottaa luonnollisesti
Lämpötilalla on myös suurempi merkitys kuin monet insinöörit tietävät. 300 mm:n alumiiniosan pituus muuttuu noin 0,07 mm jokaista 10 °C:n lämpötilan muutosta kohden. Toleranssien määrittäminen tiukemmiksi kuin odotettavissa oleva lämpölaajeneminen aiheuttaa mahdoton valmistustilanteen.
Kun lataat tiedostojasi verkkopohjaiselle CNC-palvelualustalle, etsi DFM- (valmistettavuuden suunnittelu) -palautetta, joka huomauttaa tarpeettoman tiukoista toleransseista. Monet järjestelmät ehdottavat nyt automaattisesti kohtia, joissa vaatimukset voidaan löysentää ilman toiminnallisia vaikutuksia – säästäen näin rahaa ja samalla säilyttäen tarkkuuskoneistuspalveluiden laadun, jota sovelluksesi todella vaatii.
Kun toleranssit ja pinnankäsittelyt ovat selviä, olet valmis siirtymään koko tilausprosessiin – oikeasta CAD-tiedostojen valmistelusta osien seurantaan tuotannon ja toimituksen aikana.
Koko työnkulku: CAD-tiedoston latauksesta osan toimitukseen
Olet valinnut prosessisi, valinnut materiaalin ja määritellyt toleranssit, jotka tasapainottavat tarkkuutta ja budjettia. Nyt on totuuden hetki: tilauksen tekeminen. Mitä tapahtuu, kun napsautat "lataa ylös"? Mitä tapahtuu taustalla ennen kuin CNC-koneistetut osasi saapuvat ovelle?
Tämän työnkulun ymmärtäminen muuttaa sinut passiivisesta asiakkaasta informoiduksi kumppaniksi valmistusprosessissa. Kun tiedät, mitä tapahtuu jokaisessa vaiheessa, voit valmistella parempia tiedostoja, arvioida aikatauluja tarkemmin ja välttää yleisimmät virheet, jotka viivästyttävät projekteja ja kasvattavat kustannuksia.
Valmistele CAD-tiedostosi onnistumisen varmistamiseksi
CNC-koneesi on yhtä hyvä kuin sen käyttämä tiedosto. Tämä ei ole liioittelua – se on valmistuksen todellisuus. Epätäydellinen geometria, väärät tiedostomuodot tai liian monimutkaiset mallit aiheuttavat ketjureaktioita, jotka leviävät koko tuotantoprosessin läpi.
Aloita oikealla tiedostomuodolla. Teollisuuden parhaiden käytäntöjen mukaan seuraavat tiedostomuodot toimivat parhaiten verkkopalveluissa tarjoettaviin CNC-koneistuspalveluihin:
- STEP (.stp, .step): Yleismyyntinen standardi CNC-koneita varten. Säilyttää kiinteän geometrian tarkasti ja toimii lähes kaikkien CAM-järjestelmien kanssa
- IGES (.igs, .iges): Vanhempi tiedostomuoto, jota tuetaan edelleen laajalti. Hyvä pinnamallien tallentamiseen, mutta voi joskus menettää tietoja käännöksen aikana
- Parasolid (.x_t, .x_b): Oma muoto SolidWorks-ohjelmalle ja monille CAM-järjestelmille. Erinomainen geometrian säilytys
- Natiivit CAD-tiedostot: Jotkin alustat hyväksyvät SolidWorks-, Fusion 360- tai Inventor-tiedostot suoraan
Vältä verkkopohjaisia muotoja, kuten STL- tai OBJ-tiedostoja, koneistukseen. Vaikka ne ovat täydellisiä 3D-tulostukseen, nämä muodot jakavat sileät käyrät pieniksi kolmioksi, mikä aiheuttaa ongelmia työpolun luomisessa. Kauniisti suunniteltu säde muuttuu kulmikkaaksi approksimaatioksi, jota ei voida koneistaa tarkasti.
Ennen vientiä käy läpi tämän pikatarkistusluettelon:
- Varmista, että mallisi on suljettu, tiukka kiinteä kappale – ilman avoimia pintoja tai aukkoja
- Poista kaksoiskappaleet tai päällekkäinen geometria, joka hämmentää CAM-ohjelmistoja
- Poista erittäin ohuet seinämät (alle 0,5 mm metalliosissa, alle 1,0 mm muoviosissa)
- Tarkista, että sisäkulmat on pyöristetty niin, että pyöristyssäde vastaa saatavilla olevien työkalujen säteitä
- Varmista, että yksiköt ovat oikein – millimetrien ja tuumien välisten virheiden tekeminen on yllättävän yleistä
Tarjouksesta toimitukseen aikataulu
Kun tiedostosi on valmis, tilausprosessi etenee loogisessa järjestyksessä. Tässä tarkkaan, mitä tapahtuu kussakin vaiheessa:
- Tiedoston lataaminen ja välitön analyysi: Lataat CAD-tiedostosi alustan portaalissa. Muutamassa sekunnissa automatisoidut algoritmit analysoivat geometriaa, laskevat materiaalin poistettavan määrän ja tunnistavat mahdolliset valmistusongelmat. Useimmat alustat tukevat eri osien yhteislatausta moniosaisiin tilauksiin.
- Määritteen valinta: Valitset materiaalin, määrän, tarkkuusvaatimukset ja pinnankäsittelyn. Järjestelmä laskee uudelleen hinnan reaaliajassa, kun muutat parametrejä – tämä auttaa sinua löytämään optimaalisen tasapainon suorituskyvyn ja budjetin välillä.
- Valmistettavuuden suunnittelu (DFM) -tarkastus: Alustan algoritmit – tai ihmisinsinöörit monimutkaisemmissa osissa – arvioivat suunnittelua valmistusrajoitusten kannalta. Saat palautetta ominaisuuksista, jotka voivat aiheuttaa ongelmia: liian ohuet seinämät, liian syvät reiät, alakulmat, jotka vaativat erityisiä työkaluja. Tämä vaihe estää myöhempänä kalliita yllätyksiä.
- Tarjouksen luominen: Saadaksesi sitovan tarjouksen, johon sisältyy yksikköhinta, aloituskulut (jos sovellettavissa), toimitusaika ja toimitusvaihtoehdot. Verkkopohjaiset koneistustarjoukset saadaan yleensä muutamassa minuutissa standardiosille – perinteisten kanavien kautta vastaavanlainen tarjous voi kestää päiviä.
- Tilauksen vahvistus ja maksu: Kun hyväksyt tarjouksen, maksun käsittely käynnistää tuotannon suunnittelun. Tilauksesi siirtyy valmistusjonoon vahvistetulla toimituspäivämäärällä.
- Valmistus: Räätälöidyt koneistetut osat siirtyvät tuotantoon. CNC-ohjelmoijat luovat optimoidut työpolut teidän geometrianne perusteella. Koneenkäyttäjät asentavat koneet, tarkistavat ensimmäiset näytteet ja suorittavat tuotannon. Laatujärjestelmät seuraavat mittojen tarkkuutta koko prosessin ajan.
- Laaduntarkastus: Valmiit osat tarkistetaan mitallisesti vastaamaan eritelmäsi vaatimuksia. Tarkastuksen laajuus riippuu vaatimuksistanne: se vaihtelee kriittisten mittojen satunnaisesta tarkastuksesta täydelliseen CMM-tarkastukseen yksityiskohtaisine raportteineen.
- Viimeistely ja jälkikäsittely: Jos olette määrittäneet pinnankäsittelyt – kuten anodointi, jauhepinnoitus tai metallipinnoitus – osat siirtyvät lisätoimenpiteisiin ennen lopullista pakkausta.
- Lähetykset ja toimitus: Osalat pakataan huolellisesti estääkseen vahingot kuljetuksen aikana. Seurantatiedot mahdollistavat edistymisen seuraamisen, kunnes CNC-koneistetut osat saapuvat ovelle.
Prototyyppien koneistuspalveluiden koko jakso kestää yleensä 3–10 arkipäivää riippuen monimutkaisuudesta, materiaalin saatavuudesta ja viimeistelyvaatimuksista. Tuotantomäärien lisääntyminen pidentää luonnollisesti aikataulua, mutta hyötyy tehokkuuden parantumisesta, joka alentaa kustannuksia osaa kohden.
Yleisimmät latausvirheet – miten niitä vältetään
Tuhat tilausta käsiteltyä online-alustat ovat havainneet samat vältettävissä olevat virheet toistuvasti. Näiden virheiden välttäminen nopeuttaa aikatauluanne ja estää kalliita tarkistuksia.
Puuttuvat tai virheelliset toleranssit: Jos et määritä toleransseja, valmistajat käyttävät yleensä omia standarditoleranssejaan (yleensä ±0,13 mm). Tämä saattaa toimia hyvin – tai aiheuttaa kokoonpanovirheitä. Ole täsmällinen kriittisten mittojen suhteen.
Mahdottomat sisäkulmat: Leikkuutyökalut ovat pyöreitä. 90 asteen sisäkulmaa ei voida koneistaa geometrisesti. Lisää joko kärkikaaret, jotka vastaavat yleisiä työkalusäteitä (3 mm, 5 mm ja 6 mm ovat yleisiä), tai odota, että valmistaja pyytää selvennystä – mikä lisää aikatauluaasi päiviin.
Kierreputket ilman viittauksia: CAD-mallisi saattaa näyttää kierreputkia, mutta CNC-koneet vaativat eksplisiittisiä kierremerkintöjä. Sisällytä tekniseen piirustukseesi tai huomautuksiisi kierretyyppi (UNC, metrinen), kierrepitch, kierren syvyys ja sovitusluokka.
Puuttuvat 2D-piirrokset monimutkaisia vaatimuksia varten: Vaikka 3D-mallit ohjaavat koneistusta, 2D-piirrokset välittävät erityisvaatimuksia, kuten GD&T-merkintöjä, pinnanlaatuparametrejä tietyillä pinnoilla tai tarkastusvaatimuksia. Yksinkertaisen geometrian CNC-prototyyppeihin riittävät usein pelkät 3D-tiedostot – mutta tuotantokappaleet hyötyvät lisäpiirroksista.
Liian tiukat toleranssit: ±0,01 mm:n tarkkuuden määrittäminen jokaiselle mitalle viittaa kokemattomuuteen ja korottaa tarjousten hintoja. Käytä tiukkoja tarkkuuksia ainoastaan siinä tapauksessa, että toiminnalliset vaatimukset niitä edellyttävät. Kokemukselliset insinöörit osaavat erottaa kriittiset kiinnitykset yleisistä mitoista.
Ammattimainen vinkki nopeampaan toimitukseen: Yksinkertaista ne ominaisuudet, jotka eivät vaikuta tuotteen toimintaan. Se koristeellinen kärkikulma, johon tarvitaan erikoistyökalua? Se syvä ja kapea ura, johon tarvitaan pitkäkantaisia työkaluja? Jokainen ei-standardi ominaisuus lisää asennusaikaa. Kun aikataulut ovat tiukat, suunnittelun yksinkertaistaminen on usein tärkeämpää kuin nopeutettu toimitus.
Kustannusten optimointi perustuu samankalaiseen logiikkaan. Standardimateriaalit (alumiini 6061, ruostumaton teräs 304) ovat halvempia ja niiden toimitusaika on lyhyempi kuin eksotiikkojen seosten. Vapaa-ampi tarkkuus vähentää tarkastusaikaa. Suuremmat määrät jakavat asennuskustannukset useamman osan kesken. Lisäksi suunnittelu, joka ottaa huomioon tehokkaan kiinnityksen – tasaiset pohjat, helposti saavutettavat ominaisuudet ja loogiset koneistusjärjestykset – vähentää tuotantoaikaa ilman, että laatu kärsii.
Kun tilauksesi on tehty ja tuotanto on käynnissä, hinnan muodostumisen ymmärtäminen auttaa sinua tekemään viisaampia päätöksiä tulevista projekteista – ja mahdollisesti vähentämään kustannuksia nykyisissä projekteissa ennen lopullisten teknisten vaatimusten vahvistamista.
CNC-koneistuksen hinnoittelu ja kustannusten optimointi
Oletko koskaan miettinyt, miksi kaksi näennäisesti samankaltaista osaa saa niin erilaiset CNC-koneistushinnat? Et ole yksin. Useimmat verkkopalvelut näyttävät sinulle vain luvun ilman selitystä siitä, miten se on laskettu. Tämä epäselvyys jättää sinut arvailemaan, saatko kohtuullisen hinnan vai maksatko liikaa ominaisuuksista, joita et itse asiassa tarvitse.
Tässä on todellisuus: CNC-koneistuskustannukset eivät ole satunnaisia. Ne noudattavat ennustettavia kaavoja, jotka perustuvat tiettyihin tekijöihin, joita voit vaikutella. Näiden tekijöiden ymmärtäminen muuttaa sinut passiivisesta ostajasta strategiseksi suunnittelijaksi, joka pystyy optimoimaan osien suunnittelua kustannustehokkuuden parantamiseksi. Katsotaan tarkemmin, mitkä tekijät todellisuudessa määrittävät koneistettavan metalliosan hintasi.
Mitä todellisuudessa vaikuttaa CNC-koneistuskustannuksiin
Jokainen saamasi tarjous heijastaa kuutta pääasiallista kustannusajuria. Joitakin niistä voit vaikuttaa suunnitteluvaiheessa. Toiset riippuvat tuotantovaatimuksistasi. Kaikki ne vaikuttavat toisiinsa tavalla, joka luo mahdollisuuksia optimointiin.
Materiaalin valinta vaikuttaa kustannuksiin kahdella tavalla. Ensinnäkin raaka-ainehinnat vaihtelevat huomattavasti – titaanin hinta on noin 20-kertainen alumiinin hintaan verrattuna kilogrammaa kohti. Toiseksi koneistettavuus vaikuttaa tuotantoaikaan. Alumiinin koneistus tapahtuu merkittävästi nopeammin kuin ruostumatonta terästä, koska pehmeämmät materiaalit mahdollistavat korkeammat syöttönopeudet ja pidemmän työkalun käyttöiän. Teollisuuden kustannusanalyysien mukaan alumiinin hinta on yleensä 1–3 dollaria kilogrammaa kohti, kun taas titaanin hinta vaihtelee 15–50 dollariin kilogrammaa kohti.
Osaen kompleksisuus vaikuttaa suoraan koneistusaikaan – ja aika tarkoittaa rahaa. Monimutkaiset geometriat vaativat useita asennuksia, erikoistyökaluja ja hitaampia leikkausnopeuksia tarkkuuden säilyttämiseksi. Yksinkertainen kiinnike voi kestää koneistaa 15 minuuttia. Sen sijaan monimutkainen kotelo, jossa on syviä lokeroita ja yhdistettyjä kulmia, voi vaatia tunteja.
Toleranssivaatimukset aiheuttaa eksponentiaalisia kustannusten nousuja. Standardit toleranssit (±0,13 mm) saadaan käytännössä ilmaiseksi tavallisella koneistuksella. Tarkat toleranssit (±0,025 mm) vaativat ympäristöolosuhteiden valvontaa, huolellista mittausta ja hitaampaa prosessointia. Ultra-tarkat määrittelyt voivat nostaa kustannuksia jopa 24-kertaisesti tai enemmän.
Määrä jakaa kiinteät kustannukset useamman osan kesken. Asetusmaksut, ohjelmointiaika ja ensimmäisen näytteen tarkastus tehdään vain kerran riippumatta siitä, tilaatko yhden vai tuhat osaa. Suuremmat tuotantomäärät pienentävät näitä kiinteitä kustannuksia merkittävästi.
Pinta- käännetty suomeksi lisää prosessointiaikaa ja joskus myös toissijaisia operaatioita. Koneistettujen osien lisäkustannukset ovat nollia. Hiottujen pintojen saaminen vaatii lisäkäyntejä. Anodointi, jauhepinnoitus tai metallipinnoitus lisää erillisiä prosessointivaiheita, joilla on omat kustannuksensa.
Toimitusaika aiheuttaa erityismaksuja, kun osia tarvitaan kiireellisesti. Kiireelliset tilaukset häiritsevät tuotantoaikataulua ja voivat vaatia ylityöaikaa tai nopeutettua materiaalin hankintaa.
| Tehta | Vaikutuksen taso | Optimointistrategia |
|---|---|---|
| Materiaalien valinta | Korkea | Valitse helposti saatavilla olevat materiaalit, joilla on hyvä konepistettävyys. Alumiini 6061 sen sijaan, että käytettäisiin 7075:ää; ruostumaton teräs 304 sen sijaan, että käytettäisiin 316:ta, kun korroosiorajoitukset sallivat. |
| Osaen kompleksisuus | Korkea | Yksinkertaista ei-toiminnallisiat piirteet. Vähennä taskujen syvyyksiä. Käytä standardityökalusäteitä sisäkulmissa. Jaa liian monimutkaiset osat kokoonpanoiksi. |
| Suvaitsevaisuusvaatimukset | Korkea | Määritä tiukat toleranssit ainoastaan toiminnallisille kohdistuspintoille. Hyväksy standarditoleranssit ei-kriittisille mitoille. |
| Tilauksen määrä | Korkea | Koosta tilaukset eräksi, jotta asennuskustannukset jakautuisivat laajemmalle. Harkitse tulevien tarpeiden yhteistä tilaamista, jotta voit hyödyntää määräalennuksia. |
| Pinta- käännetty suomeksi | Keskikoko | Määritä konepistetty pinta-ala, kun ulkonäkö ei ole merkityksellinen. Käytä helmihiomaa kiillotuksen sijaan yhtenäisen ulkonäön saavuttamiseksi alhaisemmin kustannuksin. |
| Toimitusaika | Keskikoko | Suunnittele etukäteen, jotta vältät kiireellisyyslisämaksut. Standardi 7–10 päivän toimitusaika on yleensä 15–30 % edullisempi kuin kiireelliset vaihtoehdot. |
Älykkäitä strategioita osien kustannusten alentamiseksi
Kustannusten alentaminen ei tarkoita huonomman laadun hyväksymistä. Se tarkoittaa jäteaineiden poistamista – tarpeeton tarkkuus, liiallisesti suunnitellut piirteet tai tehottomat suunnitteluratkaisut, jotka lisäävät konepistoaikaa ilman, että niillä olisi toiminnallista arvoa.
Aloita kyseenalaistamalla jokainen tiukka toleranssi. Mukaan lukien valmistuskustannustutkimus , oletustoleranssi ±0,127 mm on jo hyvin tarkka ja riittävä useimpiin sovelluksiin. Jokainen tiukentumisaskel lisää tarkastusaikaa, hidastaa leikkuunopeutta ja lisää mahdollisuutta hylätä osia.
Suunnittele tehokas metallinkäsittely välttämällä piirteitä, jotka vaativat erikoistyökaluja. Syvät ja kapeat urat pakottavat pitkäkantaiset porakärjet, jotka taipuvat ja vaativat hitaampia syöttönopeuksia. Ohuet seinämät vaativat huolellista tukea ja varovasta leikkausta. Epästandardit reiänmitat vaativat erikoisporakärkiä eivätkä sovi valmiiksi valmistettuihin työkaluihin.
Ota huomioon seuraavat käytännölliset optimoinnit:
- Suurenna sisäkulmien säteitä sovitettava standardikokoisten päätyhakkureiden mittoihin (3 mm, 5 mm, 6 mm). Suuremmat säteet mahdollistavat nopeamman leikkauksen ja pidemmän työkalun käyttöiän.
- Rajoita koteloiden syvyys korkeintaan nelinkertaiseksi leveydestä. Syvempiä lokeroita varten tarvitaan erikoistyökaluja ja syöttönopeudet hidastuvat merkittävästi.
- Käytä vakiohalkaisijaisia reikiä jotka vastaavat yleisiä porakärkien halkaisijoita eivätkä mielivaltaisia mittoja.
- Vältä tarpeeton pinnanlaatutarkennus sisäpinnalla tai piilossa olevilla pinnoilla.
- Suunnitellut tasapohjat vakaa työpaikan varmistamiseksi ilman erityisesti suunniteltuja kiinnityslaitteita.
Pienille CNC-koneistustilauksille asennuskustannukset ylittävät usein materiaali- ja koneistusajat yhteensä. Yhden monimutkaisen osan valmistus saattaa maksaa 150 dollaria, mutta kymmenen samanlaista osaa tilatessa hinta saattaa olla vain 300 dollaria – koska asennus tehdään vain kerran. Harkitse aina, onko taloudellisesti järkevää tilata hieman enemmän kuin välitön tarve.
Määrärajat ja volyymihinnoittelu
Määräalennukset räätälöidyissä CNC-koneistuspalveluissa noudattavat ennustettavaa mallia. Ensimmäisen näytteen valmistus aiheuttaa suurimman yksikkökustannuksen, koska siihen sisältyvät ohjelmointi, asennus ja prosessin validointi. Jokainen seuraava osa hyötyy tehokkuuden parantumisesta.
Laskutoimitukset suosivat sinua merkittävästi. Todellisia hinnoittelutietoja tarkasteltaessa yhden osan hinta laskee 134 punnasta 38 puntaan kymmenelle osalle – eli 70 %:n alennus. Sadalla osalla yksikköhinta laskee 13 puntaan, mikä vastaa 90 %:n alennusta yksittäisen osan hinnasta.
Tämä ei ole taikaa – tämä on valmistustaloutta. CNC-ohjelmoija luo työpolut kerran. Koneistaja asettaa työkappaleen kiinnityksen kerran. Laatuinsinööri määrittää mittausprotokollat kerran. Kaikki nämä kiinteät kustannukset jaetaan koko tilauksesi yli.
Älykkäät ostajat hyödyntävät tätä useilla eri tavoin:
- Konsolidoi tilaukset sen sijaan että tehtäisiin useita pieniä ostoksia ajan mittaan
- Tilataan prototyypit pieninä erinä (5–10 kappaletta) sen sijaan kuin yksittäisiä kappaleita, kun testataan eri versioita
- Ennustetaan tuotantotarpeita ja sitoudutaan suurempiin määriin parempaa hintaa varten
- Neuvotellaan puitesopimuksista jatkuvia tarpeita varten, joissa on sovittuja toimituspäivämääriä
Kuitenkin määrä ei aina ole ratkaisu. Prototyyppikoneistuksessa tai suunnittelun validoinnissa satojen osien tilaaminen ennen toiminnallisuuden vahvistamista tuhlaa resursseja. Optimaalinen lähestymistapa tasapainottaa nykyiset tarpeet realististen, määräperäisten säästöjen kanssa – ei koskaan tilata enempää kuin mitä todella käytetään pelkästään hinnanalennuksen saavuttamiseksi.
Kun hinnoittelutekijät ovat selviä, seuraavana asiana on arvioida, mitkä verkkopohjaiset CNC-palveluntarjoajat todella tarjoavat projektiesi vaatiman laadun, sertifikaatit ja viestintälaatutason.
Verkkopohjaisten CNC-palveluntarjoajien arviointi ja vertailu
Olet oppinut, miten hinnoittelu toimii ja mitkä tekijät vaikuttavat kustannuksiin. Mutta tässä on yhtä tärkeä kysymys: miten tiedät, mikä palveluntarjoaja tosiasiallisesti toimittaa laadukkaita osia ajoissa? Kaikki verkkopohjaiset CNC-palvelut eivät toimi samalla laatuvaatimustasolla. Jotkut pitävät yllä tiukkoja laatujärjestelmiä ja sertifioituja prosesseja. Toiset taas toimivat välittäjinä, jotka yhdistävät sinut tuntemattomiin konepajoihin, joiden kyvyt vaihtelevat.
Väärän palveluntarjoajan valitseminen ei ainoastaan tuhlaa rahaa – se myös viivästää projektejasi, aiheuttaa kokoonpano-ongelmia ja voi mahdollisesti vahingoittaa maineitasi omien asiakkaidesi silmissä. Hyvä uutinen on kuitenkin se, että objektiivisia arviointiperusteita on olemassa, ja ne erottavat luotettavat kumppanit riskialttiista arvauksista.
Todella merkitykselliset sertifikaatit
Teollisuuden sertifikaatit eivät ole pelkästään hienoja logoja verkkosivustolla. Ne edustavat dokumentoitua todistetta siitä, että valmistaja noudattaa standardoituja laatu-prosesseja, joita riippumattomat tarkastajat ovat vahvistaneet.
Mutta mitkä sertifikaatit ovat todella merkityksellisiä teidän sovellukseenne? Tässä on, mitä kunkin tärkeimmän sertifikaatin saaminen kertoo:
ISO 9001 määrittelee laatum hallintajärjestelmien maailmanlaajuisen perustason. Se osoittaa, että tuotantolaitos pitää yllä dokumentoituja menettelyjä, seuraa suorituskykyindikaattoreita ja korjaa poikkeamia korjaavilla toimenpiteillä. Jos tarjoaja ei edes omista tätä perussertifikaattia, toimikaa erityisen varovaisesti.
AS9100D perustuu ISO 9001 -standardiin ja sisältää ilmailualaan erityisesti soveltuvia vaatimuksia, kuten tiukkaa riskienhallintaa, ankaria dokumentointivaatimuksia ja tuotteen eheyden valvontaa monimutkaisten toimitusketjujen läpi. Kaikki ilmailukäyttöön tarkoitetut osat on valmistettava AS9100D-sertifioiduissa teollisuuslaitoksissa.
IATF 16949 sääntelee autoteollisuuden laatum hallintaa ja yhdistää ISO 9001 -periaatteet alaan erityisesti soveltuvien vaatimusten kanssa, kuten jatkuvan parantamisen, vikojen ehkäisyn ja tiukan toimittajavalvonnan vaatimukset. Jos valmistat CNC-konepajoja lähellä minua autoteollisuuden käyttöön, tämä sertifikaatti on ehdoton vaatimus.
ISO 13485 kattaa lääkintälaitteiden valmistuksen ja asettaa tiukat vaatimukset suunnittelulle, jäljitettävyydelle ja riskien lievittämiselle. Lääkintälaitteiden komponenteille vaaditaan tämä sertifikaatti, jotta voidaan täyttää sääntelyviranomaisten vaatimukset ja varmistaa potilasturvallisuus.
Nadcap akreditointi keskittyy erityisesti ilmailu- ja puolustusteollisuudelle kriittisiin erityisprosesseihin – lämpökäsittelyyn, kemialliseen käsittelyyn ja tuotantoväliseen testaukseen. Tämä edustaa lisätasoa laatuvarmistusta yleisten sertifikaattien lisäksi.
Kysymykset, joita tulisi kysyä ennen tilaamista
Sertifikaatit kertovat järjestelmistä. Sinun on kuitenkin myös ymmärrettävä, kuinka tietty toimija käsittelee juuri sinun erityisvaatimuksiasi. Ennen kuin teet sitoumuksen mihinkään verkkopohjaiseen CNC-palveluun, kerää vastaukset näihin kriittisiin kysymyksiin:
- Laatuvarmistusprosessi: Mitä tarkastusmenetelmiä he käyttävät? Tekevätkö he prosessin aikaisia tarkastuksia vai ainoastaan lopputarkastuksia? Voivatko he tarjoada CMM-raportteja kriittisistä mitoista? Laajat laatuvalvontatoimet vaativat, että toiminta paikat selittävät halutessaan mittausmahdollisuutensa ja kalibrointiprotokollansa.
- Materiaalien jäljitettävyys: Voivatko he tarjoaa materiaalin testausselosteen (MTR), joka dokumentoi materiaalin koostumuksen ja ominaisuudet? Säännellyille aloille tämä dokumentaatio on pakollista – ei vaihtoehtoinen.
- Konekapasiteetit: Millaisia koneita he käyttävät? Moniakseliset koneet, sveitsiläiskääräjät ja EDM-kyvyt laajentavat mahdollisia tuotantoratkaisuja. Kysy koneiden ikää ja huoltosuunnitelmia – hyvin huolletut koneet tuottavat johdonmukaisia tuloksia.
- Tarkistus- ja korjauskäytännöt: Mitä tapahtuu, jos osat saapuvat erityisvaatimusten ulkopuolelle? Luotettavat toimijat esittävät selvästi uudelleentuotantopolitiikkansa ja reagoivat nopeasti laatuun liittyviin huolenaiheisiin.
- Viestintäkanavat: Voitko ottaa yhteyttä todelliseen insinööriin ongelmien ilmetessä? Jotkin alustat tarjoavat ainoastaan chatbot-tukea, kun taas toiset mahdollistavat suoran yhteyden tekniseen henkilökuntaan, joka ymmärtää konepuruamisen haasteet.
- Toimitusaikojen luotettavuus: Mikä on heidän ajoissa toimittamisen seurantatietonsa? Pyydä tietoja, älä lupauksia. Ajoissa toimittaminen on tärkeämpää kuin optimistiset arviot.
- DFM-palautteen laatu: Kuinka yksityiskohtainen on heidän valmistettavuuden suunnitteluanalysaasinsa? Toimijat, jotka havaitsevat mahdollisia ongelmia jo ennen tuotannon aloittamista, säästävät sinulle aikaa ja rahaa.
Arvioitaessa vastauksia kannattaa kiinnittää huomiota tarkkuuteen. Epämääräiset vastaukset, kuten "meillä on laadukkaat prosessit", eivät merkitse yhtä paljoa kuin yksityiskohtaiset selitykset tarkastusprotokollasta, kalibrointiajatauluista ja dokumentoiduista menettelytavoista.
Verkkopalvelut vs. paikalliset konepajat
Tässä on rehellinen arviointi, jota useimmat verkkopalvelut eivät tarjoa: joskus paikallisilla konepajoilla on suurempi järkeä. Valinta "cnc-paja lähellä minua" -hakemisen ja verkkopalvelujen käytön välillä riippuu erityisesti tilanteestasi.
Verkkopohjaiset CNC-palvelut ovat erinomaisia, kun:
- Tarvitset välittömiä tarjouksia ilman puhelinkutsuja tai odotusta
- Maantieteellinen sijainti ei ole merkityksellinen – mikä tahansa sertifioitu toimipaikka kelpaa
- Standardimateriaalit ja tarkkuusvaatimukset täyttävät vaatimuksesi
- Tilaat prototyyppejä tai pieniä sarjatuotantoja
- Selkeä hinnoittelu ja tilauksen seuranta ovat tärkeitä työnkulullesi
- Sinulla ei ole olemassa olevia suhteita päteviin konepajoihin lähellä minua
Paikallisilla konepajoilla on järkeä, kun:
- Osaasi vaativat laajaa yhteistyötä ja toistuvaa kehitystä
- Sinun täytyy tarkastaa tiloja, laitteita ja prosesseja henkilökohtaisesti
- Erittäin tiukat määräpäivät edellyttävät samanpäiväistä tai seuraavan päivän toimitusta
- Monimutkaiset projektit hyötyvät kasvokkain käytävistä suunnittelukeskusteluista
- Kehität omaa tuotetta, joka vaatii tiukkaa luottamuksellisuutta
- Jatkuvat tuotantosuhteet oikeuttavat säännöllisen vierailun lähellä sijaitsevaan koneistajaan
Vertailevan analyysin mukaan perinteisten ja verkkopohjaisten koneistuspalveluiden välillä perinteiset CNC-palvelut keskittyvät tarkkuuteen, käsin tehtävään tukeen ja vahvaan laadunvalvontaan – teet läheisen yhteyden tehtaaseen, mikä auttaa suurissa tai erityisissä projekteissa. Verkkopalvelut puolestaan painottavat nopeutta, helppoutta ja nopeaa saatavuutta, mutta sinulla saattaa olla vähän tai ei lainkaan suoraa viestintää niiden ihmisten kanssa, jotka valmistavat osiasi.
Käytännön todellisuus? Monet ostajat käyttävät molempia lähestymistapoja strategisesti. Verkkopalvelut hoitavat suoraviivaiset osat, joissa nopeus ja hintojen läpinäkyvyys ovat tärkeimmät tekijät. Paikallisissa konepajassa toimivat työpajat lähellä minua hoitavat monimutkaiset hankkeet, jotka vaativat tiukkaa yhteistyötä ja nopeaa iteraatiota.
Harkitse tätä päätöksentekokehystä: jos voit määritellä vaatimuksesi täysin CAD-tiedostossa ja kirjallisissa spesifikaatioissa, verkkopalvelut toimittavat yleensä nopeammin ja kustannustehokkaammin. Jos hankkeesi vaatii jatkuvaa vuoropuhelua, suunnittelumuutoksia kesken prosessin tai erikoisprosesseja, jotka ylittävät tavallisen koneistuksen, paikallisilla konepajoilla on suhteellisia etuja, joita digitaaliset alustat eivät voi toistaa.
Kun arviointiperusteet on määritelty, eri alojen soveltamisen ymmärtäminen näitä standardeja – sekä niiden erityisvaatimusten tunteminen – auttaa sinua valitsemaan tarjoajan, joka vastaa tarkalleen sinun sovellustarpeitasi.

Teollisuuden sovellukset autoteollisuudesta ilmailualalle
Certifiointien ja arviointiperusteiden ymmärtäminen antaa teille perustan. Mutta miten nämä standardit kääntyvät käytännön valmistustilanteiksi? Eri teollisuudenalat eivät ainoastaan suosi tiettyjä certifiointeja – ne vaativat tiukasti määriteltyjä prosesseja, materiaaleja ja laatuvaatimuksia, jotka muovaavat perusteellisesti sitä, miten verkkopohjaiset CNC-palvelut toimivat kussakin alalla.
Tehdänpä sitten CNC-metallikomponentteja autoteollisuuden kokoonpanoihin, tarkkuus-CNC-koneistuspalveluita kirurgisiin välineisiin tai ilmailualan CNC-koneistusta lentokriittisiin rakenteisiin – jokainen teollisuudenala asettaa omat erityisvaatimuksensa. Tutkitaan, mitä nämä vaatimukset tarkoittavat käytännössä – ja miten johtavat valmistajat vastaavat niihin.
Autoteollisuuden valmistusvaatimukset
Autoteollisuus toimii yksinkertaisella periaatteella: nollavirheellisyys suurella mittakaavalla. Kun tuotatte tuhansia identtisiä komponentteja, jotka täytyy istua täsmälleen oikein korkean nopeuden kokoonpanolinjoihin, jatkuvuus ei ole vaihtoehto – se on selviytymisen edellytys.
IATF 16949 -sertifiointi muodostaa autoteollisuuden laatum hallinnan perustan. Tämä standardi menee pidemmälle kuin perusvaatimukset ISO 9001 -standardissa ja ottaa huomioon suurten tuotantomäärien erityishaasteet. Alan sertifiointitutkimusten mukaan IATF 16949 yhdistää ISO 9001 -periaatteet alakohtaisiin vaatimuksiin jatkuvan parantamisen, vikojen ehkäisemisen ja tiukan toimittajavalvonnan varmistamiseksi.
Mitä tämä tarkoittaa autoteollisuuden CNC-hankkeissasi? Tätä alaa palvelevien valmistajien on osoitettava:
- Statistical Process Control (SPC): Kriittisten mittojen jatkuva seuranta koko tuotantokierroksen ajan, ei ainoastaan lopputarkastuksessa
- Laajennettu tuotteen laadun suunnittelu (APQP): Rakennetut prosessit uusien osien kehittämiseen ja käyttöönottoon, jotka minimoivat tuotantoriskit
- Tuotantokomponentin hyväksyntäprosessi (PPAP): Dokumentoitu todiste siitä, että valmistusprosessit tuottavat johdonmukaisesti osia, jotka täyttävät määritellyt vaatimukset
- Vianmahdollisuuksien ja niiden vaikutusten analyysi (FMEA): Järjestelmällinen mahdollisten vikojen tunnistaminen ennen niiden esiintymistä
- Täydellinen jäljitettävyys: Dokumentointi, joka linkittää jokaisen osan tiettyihin materiaalieriihin, koneasetuksiin ja operaattoritoimiin
Tyypillisiä automaatti-CNC-sovelluksia ovat alustan kiinnikkeet, vaihteiston koteloit, jarrujärjestelmän komponentit, ohjausmekanismien osat ja erikoisvalmistetut metallivahvikkeet. Nämä osat vaativat usein ruostumattoman teräksen koneistusta korroosionkestävyyden varmistamiseksi altistettujen sovellusten yhteydessä tai alumiinia painokriittisissä komponenteissa.
Valmistajille, jotka laajentavat toimintaansa prototyyppikoneistuksesta täysmittaiseen tuotantoon, autoteollisuus vaatii kumppaneita, jotka voivat säilyttää laadun tasaisuuden siirtyessä eri tuotantomääriin. Shaoyi Metal Technology tämä kyky ilmenee selvästi – heidän IATF 16949 -sertifioitu tehtaansa yhdistää tiukat SPC-valvontamenetelmät nopeaan prototyyppikoneistuksesta tuotantoon siirtymiseen ja tarjoaa johtoaikaa jopa yhden työpäivän mittaisena alustakokonaisuuksille ja tarkkuuskomponenteille. Tämä sertifiointiin, prosessien valvontaan ja nopeuteen perustuva yhdistelmä ratkaisee autoteollisuuden perustavanlaatuisen haasteen: laatukomponenttien saattaminen kokoonpanolinjalle viivästyksettä.
Ilmailu- ja lääketieteelliset tarkkuusstandardit
Jos autoteollisuuden valmistus vaatii johdonmukaisuutta suurella mittakaavalla, niin ilmailu- ja lääketieteelliset alat vaativat tarkkuutta ilman kompromisseja. Epäonnistumisen seuraukset – olipa kyseessä turbiinisiiven murtuminen 30 000 jalan korkeudessa tai leikkausimplantaatin aiheuttama potilaan vahinko – tekevät laatuvaatimuksesta perustavanlaatuisen ja neuvottelukelpoisen.
Ilmailualan CNC-koneistusvaatimukset
Ilmailualan sovellukset kohottavat koneistuskykyjä niiden rajoille. tarkkuuvalmistuksen tutkimus mukaan lukien ilmailukomponentit, kuten turbiinisiivet, moottoriosat ja rakenteelliset kiinnikkeet, vaativat toleransseja jopa ±0,0005 tuumaa (±0,013 mm) – mikä vie alueelle, joka edellyttää ympäristöolosuhteiden hallintaa ja erityistä mittauslaitteistoa.
AS9100D-sertifiointi on pakollinen ilmailutoimittajille. Tämä standardi laajentaa ISO 9001 -standardia ilmailuturvallisuuteen liittyvillä vaatimuksilla:
- Laajennettua riskienhallintaa: Muodolliset prosessit tuotteen kehityksen aikana esiintyvien riskien tunnistamiseksi ja lievittämiseksi
- Määrityshallintaa: Tiukat ohjaukset, jotka varmistavat, että osat vastaavat täsmälleen hyväksyttyjä suunnitelmia
- Tuotteen eheyden ohjaukset: Valkoisia materiaalien ja valtuuttamattomien korvausten ehkäisy
- Ensimmäisen artiklan tarkastus (FAI): Kattava varmistus siitä, että tuotantoprosessit tuottavat kvalifioituja osia
Ilmailualan materiaalivaatimukset edellyttävät erityisasiantuntemusta. Titaaniseokset tarjoavat erinomaisen lujuus-massasuhde, mutta niitä koneistetaan hitaasti ja ne kuluttavat työkaluja nopeasti. Inconel ja muut nikkeli-päällysteiset ylijuurimet kestävät äärimmäisiä lämpötiloja, mutta niiden koneistaminen aiheuttaa merkittäviä haasteita. Jopa hiilikuituprototyyppien valmistus komposiittirakenteisiin vaatii ymmärrystä siitä, miten nämä materiaalit käyttäytyvät leikkausvoimien vaikutuksesta.
Tyypillisiä ilmailukomponentteja ovat rakenteelliset kiinnikkeet, moottorin kiinnitykset, laskutelinekomponentit, toimilaitteiden koteloit ja polttoainesysteemin liitännät – jokainen vaatii dokumentoidut materiaalitodistukset ja täydellisen mittatarkastuksen.
Lääkintälaitteiden koneistusstandardit
Lääkintälaitteiden valmistus lisää tarkkuusvaatimuksiin biokompatibilisuusvaatimukset. Tämä ala on säännelty ISO 13485 -sertifiointisäännöksellä, joka asettaa tiukat vaatimukset suunnittelulle, valmistukselle, jäljitettävyydelle ja riskien hallinnalle.
Mitä tekee lääketieteellisen koneistuksen erityiseksi:
- Biodynaamiset materiaalit: Titaanilaadut 5 ja 23, kirurgiset ruostumattomat teräkset (316L, 17-4PH) ja erityisplastit kuten PEEK, jotka eivät aiheuta haitallisesti kehossa reaktioita
- Pintalaadun vaatimukset: Sileät, terävien reunojen (burr) vapaat pinnat, jotka estävät kudosten vaurioitumista ja bakteerien siitä muodostuvaa kolonisaatiota
- Puhdistus- ja sterilointiyhteensopivuus: Osaluokat suunniteltu kestämään toistuvia autoklaavikierroksia ilman heikkenemistä
- Täydellinen jäljitettävyys: Jokainen komponentti voidaan jäljittää tiettyihin materiaalieriin mahdollisia ongelmia ilmennessä
Lääketieteellisen koneistuksen sovellukset kattavat kirurgiset välineet ja ortopediset implantit sekä diagnostiikkalaitteiden koteloit ja lääkkeiden antolaitteiden komponentit. Jokainen vaatii dokumentaatiopaketin, joka täyttää Yhdysvaltojen elintarvike- ja lääkeviraston (FDA) määräykset ja kansainväliset lääkintälaitteita koskevat standardit.
Prototyypistä tuotannon laajentamiseen
Ehkä vaikein siirtymä valmistuksessa ei ole tarkkuuden saavuttaminen vaan sen säilyttäminen, kun tuotantomäärät kasvavat yhdestä prototyypistä tuhansiin tuotantoyksiköihin. Valmistuksen skaalautuvuutta koskevan tutkimuksen mukaan tuotteen hinnoittelu on yksi vaikeimmista tehtävistä – jos se epäonnistuu, koko ohjelma suistuu raiteiltaan.
CNC-koneistusprototyypitys täyttää perustavanlaatuisesti erilaisia tarkoituksia kuin sarjatuotannon valmistus. Prototyyppien koneistus varmistaa suunnittelukonseptien toimivuuden, testaa toiminnallisuutta ja tunnistaa ongelmia ennen kuin siirrytään massatuotantoon. Tällä vaiheella nopeus on yleensä tärkeämpi kuin yksikkökustannukset.
Siirtymähaaste ilmenee, kun onnistuneet prototyypit on muunnettava tuotantovalmiiksi ratkaisuiksi. Tämä sisältää:
- Valmistettavuuden suunnittelun (DFM) tarkistamisen: Prototyyppisuunnitelmien muokkaamisen tehostetun tuotannon optimoimiseksi
- Prosessin validointi: Tuotantomenetelmien vahvistamisen, jotta ne toistavat prototyypin suorituskykyä johdonmukaisesti
- Materiaalin johdonmukaisuus: Varmistetaan, että tuotantomateriaalit vastaavat tarkalleen prototyyppimateriaalien ominaisuuksia
- Laatujärjestelmän perustaminen: Tilavuustuotantoon sopivien tarkastusprotokollien käyttöönotto
- Kustannusten optimointi: Yksikkökustannusten alentaminen prosessitehokkuuden avulla ilman laadun heikentämistä
Älykkäät valmistajat ratkaisevat nämä haasteet kumppanuudella tarkkuus-CNC-konepistopalveluiden kanssa, jotka pystyvät hoitamaan molemmat vaiheet. Saman tuotantolaitoksen käyttö prototyypistä tuotantovaiheeseen poistaa riskin siitä, että projektit siirretään eri toimittajien välillä – jolloin osien erityisominaisuuksia koskeva paikallinen asiantuntemus usein katoaa.
Tässä tarjoajat kuten Shaoyi Metal Technology osoittavat erityistä arvoa. Heidän kykynsä toimittaa nopeat prototyypit yhden päivän toimitusaikataululla ja sen jälkeen laajentaa tuotantoa täysille tuotantomääriin saman IATF 16949 -laatujärjestelmän puitteissa poistaa epäjatkuvuuden, joka tyypillisesti vaikeuttaa prototyyppi–tuotantosiirtymää. Erityisesti autoalan sovelluksissa heidän alustakokoonpanoasiantuntemuksensa ja johdonmukainen SPC-seuranta varmistavat, että tuotantokomponentit vastaavat tarkasti validoituja prototyyppejä.
Keskustelun ydinajatus? Verkkopohjaisten CNC-palveluiden valinta ei koske ainoastaan nykyisen prototyypin valmistamista. Kyse on kumppanin löytämisestä, jonka osaaminen kattaa koko tuotteen elinkaaren – alusta alkaen käsiteltävän konseptin validoinnista jatkuvien tuotantomäärien varmistamiseen. Nyt arvioitavat sertifikaatit, prosessit ja alan asiantuntemus määrittävät, onnistuuko valmistuksen laajentaminen sujuvasti vai törmääkö se jokaisessa siirtymäkohdassa vaikeuksiin.
Kun teollisuuden vaatimukset ovat selvinneet, olet valmis ottamaan viimeisen askeleen: valmistelemaan ensimmäinen tilauksesi selkeällä tarkistuslistalla, joka varmistaa onnistumisen.
Aloittaminen ensimmäisellä verkkotilauksellasi CNC-koneistusta varten
Olet omaksunut paljon tietoa – prosesseista, materiaaleista, toleransseista, hinnoittelutekijöistä ja arviointikriteereistä. Nyt tulee käytännön kysymys: miten sinä itse asiassa teet ensimmäisen tilauksesi? Tärkeämpää vielä: miten voit tietää, sopivatko verkkopohjaiset CNC-koneistuspalvelut edes tiettyyn projektiisi?
Tiivistetään kaikki toimintavalmiiksi ohjeiksi. Riippumatta siitä, tilaatko mukautettuja CNC-osia prototyyppiin vai suunnitteletko tuotantosarjoja CNC-koneistettuja osia varten, tämä lopullinen osio antaa sinulle selkeän kehyksen luottamuksellisten päätösten tekemiseen.
Esitilausvalmistelulista
Ennen kuin napsautat "lataa ylös", käy läpi nämä olennaiset huomiot. Jokainen tarkistuspiste estää yleisiä virheitä, jotka viivästyttävät projekteja tai kasvattavat kustannuksia:
- Prosessin valinta vahvistettu: Oletko määrittänyt, vaatiiko osasi porausta, kiertokäsiteltävyyttä vai moniakselista koneistusta? Sylinterimäiset osat soveltuvat parhaiten kiertokäsiteltäviksi; monitasoiset geometriat useilla pinnalla vaativat porausta; monimutkaiset muotoilut voivat perustella 5-akselisen koneistuskapasiteetin käytön.
- Materiaali määritetty oikein: Onko valitsemasi materiaali sopiva sovelluksen mekaanisiin, lämpöön ja ympäristövaatimuksiin? Oletko varmistanut, että materiaali on saatavilla valitsemallasi alustalla?
- Toleranssit priorisoitu: Oletko tunnistanut, mitkä mitat ovat todella kriittisiä ja mitkä voivat hyväksyä standarditoleranssit? Liian tiukkojen toleranssien käyttö kaikkialla nostaa kustannuksia tarpeettomasti.
- CAD-tiedosto validoidu: Onko mallisi suljettu, tiukka kiinteä kappale? Oletko poistanut päällekkäisen geometrian, tarkistanut yksiköt (mm vs. tuumat) ja varmistanut, että sisäiset kulmat ovat koneistettavissa säteillä?
- Tiedostomuoto optimoitu: Lataatko STEP-, IGES- tai Parasolid-tiedostoja eikä verkkomuotoisia tiedostoja kuten STL? Kiinteän geometrian tiedostot muuntuvat selkeästi valmistusohjeiksi.
- Kierre- ja erityisominaisuudet dokumentoitu: Oletko antanut selkeät viittaukset kierrekierteisiin, pinnankäsittelyvaatimuksiin tiettyihin pinnoihin tai muihin yksityiskohtiin, joita CAD-geometria yksinään ei voi välittää?
- Määrä harkittu strategisesti: Jakautuuko tilausmääräsi tehdasasetusmaksut tehokkaasti? Vähentäisikö hieman suurempi tilaus yksikkökustannuksia niin paljon, että se oikeuttaisi lisätilauksen?
- Toimitusaika realistinen: Oletko varannut riittävästi tuotantoaikaa, vai aiheuttavatko kiireellisyyslisämaksut tarpeettomasti korkeamman tarjouksen?
- Sertifikaatit tarkistettu: Tarjoaja on saanut teollisuusalalleen sopivat sertifikaatit – vähintään ISO 9001, sekä tarvittaessa IATF 16949, AS9100D tai ISO 13485?
- Laatudokumentointivaatimukset selkeät: Tarvitsetko tarkastusraportteja, materiaalitodistuksia tai vaatimustenmukaisuustodistuksia? Määrittele nämä etukäteen sen sijaan, että pyydät niitä vasta tuotannon jälkeen.
Oikeanlaisen valmistusvalinnan tekeminen
Tässä on rehellinen totuus: verkkopohjaiset CNC-koneistuspalvelut eivät aina ole optimaalisin ratkaisu. Sen ymmärtäminen, milloin vaihtoehtoiset ratkaisut ovat järkevämpiä, säästää aikaa, rahaa ja turhia turhautumisen tunteita.
Valitse verkkopohjainen CNC, kun:
- Osa vaatii tarkkuutta, lujuutta tai materiaaliominaisuuksia, joita voidaan saavuttaa vain koneistamalla
- Tarvitset toimivia prototyyppejä tuotantolaatuisista materiaaleista – ei pelkästään visuaalisia mallikappaleita
- Määrät vaihtelevat yhdestä useaan sataan osaan
- Arvostat läpinäkyvää hinnoittelua, välittömiä tarjouksia ja tilauksen seurantaa
- Standardimateriaalit ja toleranssit täyttävät vaatimuksesi
- Toimitusaika 3–10 päivää sopii aikataulusiin
Harkitse 3D-tulostusta sen sijaan, kun:
- Geometriasi sisältää sisäisiä kanavia, hiljarakenteita tai muodollisesti monimutkaisia muotoja, joita ei voida koneistaa
- Tarvitset erinomaisen pieniä määriä (1–5 kappaletta) ei-toimivia prototyyppejä nopeasti
- Materiaaliominaisuudet ovat vähemmän kriittisiä kuin nopeus ja geometrinen vapaus
- Budjettisi on erinomaisen rajallinen ja tarkkuusvaatimukset ovat kohtalaiset
Valmistusvertailututkimusten mukaan 3D-tulostus soveltuu erinomaisesti osiin, joiden geometriset rajoitukset ovat vähäisiä, kun taas CNC-koneistus tarjoaa edullisemmat mittakaavaedut yli 100 yksikön sarjoille, joissa geometria on yksinkertainen.
Harkitse ruiskuvalua, kun:
- Määrä ylittää 500–1 000+ identtistä muoviosaa
- Yksikkökustannus on tärkeämpi kuin alustava työkalujen sijoitus
- Suunnittelusi on valmis ja muutokset ovat epätodennäköisiä
Harkitse paikallisissa konepajoissa, kun:
- Projektit vaativat laajaa yhteistyötä ja iteroivaa kehitystä
- Sama päivä tai seuraavana päivänä tapahtuva toimitusaika on todella kriittinen
- Kasvokkain pidetyt suunnittelukeskustelut parantaisivat tuloksia
- Omistajuuteen liittyvät huolenaiheet vaativat mahdollisimman tiukkoja luottamuksellisuuden hallintatoimia
Monet menestyneet ostajat käyttävät useita lähestymistapoja strategisesti. Nopea CNC-prototyypitys verkkopalveluiden kautta mahdollistaa suunnitelmien nopean validoinnin. Tuotantomääriä voidaan siirtää puristusmuovaukseen. Erittäin erikoistuneet CNC-leikkaustoiminnot voivat jäädä luotettavien paikallisten kumppaneiden vastuulle.
Seuraavat vaiheet projektissasi
Olet nyt varustettu navigoimaan verkkopohjaisen CNC-valmistuksen maailmassa luottavaisesti. Mutta tieto ilman toimintaa pysyy teoreettisena. Tässä on käytännön ohjeita siitä, miten edetä:
Aloita testitilauksella. Jos et ole koskaan käyttänyt tiettyä verkkopalvelua, aloita yksinkertaisemmalla osalla eikä tärkeimmällä komponentillasi. Tämä varmistaa palvelun laadun, viestintäkyvyn ja toimitusluotettavuuden ennen kuin sitoudut suurempiin projekteihin.
Etsi tuotantovalmiita kumppaneita. Jos projektisi saattaa laajentua CNC-prototyyppiprosessoinnista sarjatuotantoon, valitse toimijat, jotka pystyvät käsittelemään molemmat vaiheet. Valmistuksen arviointikriteerien mukaan hyvä kumppanuus tulisi ottaa huomioon paitsi nykyiset tarpeet myös kyky täyttää tulevaisuuden vaatimukset ja kasvaa yhdessä sinun kanssasi.
Mitä erottaa tuotantovalmiita toimijoita? Etsi todistettuja kykyjä, kuten yhden päivän toimitusaikoja kiireellisiin prototyyppeihin, teollisuusalueellesi sopivia sertifikaatteja sekä dokumentoituja laatu-prosesseja (erityisesti SPC-seurantaa johdonmukaisuuden varmistamiseksi). Shaoyi Metal Technology edustaa näitä ominaisuuksia – heidän IATF 16949 -sertifikaattinsa, alustakokoonpanoasiantuntemuksensa ja nopeat toimitusajat osoittavat, mitä tuotantopainotteisten toimijoiden tulisi tarjota.
Hyväksy oppimiskäyrä. Ensimmäinen tilauksesi ei todennäköisesti ole täydellinen. Huomaat hienovaraisuuksia tarkkuusvaatimusten määrittämisessä, tiedostojen valmistelussa ja vaatimusten välittämisessä – asioita, joita mikään opas ei voi täysin ennustaa. Jokainen projekti lisää osaamistasi ja tekee seuraavat tilaukset sujuvammiksi ja kustannustehokkaammiksi.
Jatka iterointia. Verkkopohjaiset CNC-alustat kehittyvät jatkuvasti – paremmat lainausalgoritmit, laajemmat materiaalivalinnat ja nopeammat toimitusaikamahdollisuudet. Pidä kiinni uusista ominaisuuksista ja älä oleta, että nykyiset rajoitukset säilyvät.
Valmistusmaisema on perusteellisesti muuttunut. Sitä, mikä aikoinaan vaati viikkoja puheluja, paikallisvia ja tarjousneuvotteluja, voidaan nyt hoitaa minuuteissa digitaalisilla alustoilla. Sinulla on käytössä tarkkuusvalmistusmahdollisuuksia, joita edellisten insinöörigeneraatioiden jäsenet voivat vain unelmoida.
Hyödynnä tätä mahdollisuutta viisaasti. Suunnittele harkiten. Määritä tarkasti. Tee strategisia kumppanuuksia. Ja muunna digitaaliset suunnitelmasi fyysisiksi tuotteiksi luottamuksella.
Usein kysytyt kysymykset verkkopohjaisista CNC-palveluista
1. Kuinka paljon CNC-koneistus maksaa?
CNC-koneistuskustannukset riippuvat kuudesta pääasiallisesta tekijästä: materiaalin valinnasta (alumiini maksaa 1–3 $/kg, kun taas titaani vaihtelee 15–50 $/kg), osan monimutkaisuudesta, tarkkuusvaatimuksista, tilattavasta määrästä, pinnankäsittelyvaatimuksista ja toimitusaikavaatimuksista. Standardit toleranssit pitävät kustannukset perustasolla, kun taas tarkat toleranssit voivat kaksinkertaistaa kustannukset. Suuret tilausmäärät vähentävät huomattavasti kappalekohtaista hintaa – yhden kappaleen hinta 134 $ voi laskea 38 $:n kappaleelta 10 kappaleen erässä. Kustannusten minimointiin ilman laadun vaarantamista auttaa suunnittelun optimointi: käytetään standardikokoisia työkalusäteitä, rajoitetaan kaviteettien syvyyttä ja valitaan helposti saatavilla olevia materiaaleja.
2. Mikä on paras verkkopohjainen CNC-palvelu?
Paras verkkopohjainen CNC-palvelu riippuu tarkoituksistasi. Arvioi tarjoajia sertifikaattien (vähintään ISO 9001, lisäksi IATF 16949 automaali- tai AS9100D ilmailualaa varten), laatuvarmistusprosessien, materiaalivaihtoehtojen, toimitusaikaluotettavuuden ja viestintälaatutason perusteella. Autoteollisuuden sovelluksiin, joissa vaaditaan IATF 16949-sertifiointia, SPC-seurantaa sekä nopeaa siirtymää prototyypistä tuotantoon, Shaoyi Metal Technology tarjoaa yhden päivän toimitusajat ja alustan kokoonpanoasiantuntemusta. Pyydä aina materiaalitestejä koskevia raportteja ja varmista tarkastusmahdollisuudet ennen suurten tilausten tekemistä.
3. Kuinka saan välittömän tarjouksen CNC-koneistuksesta?
Laita CAD-tiedostosi (mieluiten STEP-, IGES- tai Parasolid-muodossa) verkko-CNC-alustalle. Järjestelmän algoritmit analysoivat geometriaa, laskevat työaikaa ja laskentavat materiaalien kustannukset. Valitse ominaispiirteesi materiaalityyppi, määrä, toleranssit ja pinnoittelu ja saa reaaliaikaiset hinnoittelutuotteet. Useimmat alustat tarjoavat sitovia tarjouksia muutamassa minuutissa verrattuna perinteisten kanavien päivään. Varmista, että malli on suljettu, vedenpitävä kiinteä aine, jossa on koneellisesti valmistettavissa olevat sisäiset kulmaradiukset, jotta automaattinen lainaus on tarkka.
4. Suomalainen Mitkä tiedostomuodot toimivat parhaiten verkossa tapahtuvaan CNC-koneistamiseen?
STEP-tiedostot (.stp, .step) ovat yleismaailmallinen standardi CNC-koneistukseen ja säilyttävät kiinteän geometrian tarkasti kaikissa CAM-järjestelmissä. IGES- ja Parasolid-muodot toimivat myös hyvin. Vältä verkkomaisia muotoja, kuten STL- tai OBJ-tiedostoja, jotka jakavat sileät käyrät tasomaisiin approksimaatioihin, joita ei voida käyttää tarkkaan koneistukseen. Ennen vientiä varmista, että mallisi on tiukka (watertight), poista päällekkäinen geometria, poista metalliosien seinämät, joiden paksuus on alle 0,5 mm, ja vahvista oikeat yksiköt, jotta vältetään yleisimmät latausvirheet, jotka viivästyttävät tuotantoa.
5. Milloin tulisi valita verkkopohjainen CNC-koneistus 3D-tulostuksen tai paikallisten konepajojen sijaan?
Valitse verkkopohjainen CNC-koneistus, kun tarvitset tarkkuutta, lujuutta ja tuotantotasoisia materiaaleja toiminnallisille prototyypeille tai osamääristä 1–useita satoja kappaletta. 3D-tulostus sopii sisäisiin kanaviin, hilarakenteisiin tai nopeisiin visuaalisiin mallikappaleisiin, joissa materiaaliominaisuudet eivät ole ratkaisevan tärkeitä. Paikallisissa konepajoissa on erinomainen kokemus projekteista, jotka vaativat laajaa yhteistyötä, samanpäiväistä toimitusta tai kasvokkaisia suunnittelukeskusteluja. Monet ostajat käyttävät kaikkia kolmea menetelmää strategisesti: verkkopalveluita yksinkertaisiin osiin, paikallisissa konepajoissa tehdään monimutkaisia yhteistyöprojekteja ja 3D-tulostusta hyödynnetään geometrisen vapauden saavuttamiseen.