 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Verkossa tarjottavan CNC-koneenpuruamispalvelun selvitys: Tarjouksesta valmiiseen osaan
Mikä tekee verkkopohjaisesta CNC-koneistuksesta erilaisen verrattuna perinteisiin konepajoihin
Kuvittele, että lataat CAD-tiedoston keskiyöllä ja heräät kohtaamaan yksityiskohtaisen tarjouksen sähköpostilaatikossasi. Tämä on verkkopohjaisen CNC-koneistuspalvelun todellisuus – digitaalinen lähestymistapa, joka on perusteellisesti muuttanut sitä, miten insinöörit, suunnittelijat ja tuotekehittäjät saavat käyttöönsä tarkan valmistuksen.
Perinteiset konepajat toimivat tutulla tahdilla: puhelinkeskustelut, sähköpostivaihto, henkilökohtaiset neuvottelut ja tarjoukset, joiden saaminen voi kestää päiviä tai jopa viikkoja. Rakennat suhteita paikallisiin koneistajiin, käsittelet eritelmiä pinnan takana ja kysyt usein itseltäsi, saatko kilpailukykyisen hinnoittelun. Vaikka tämä käsin tehtävä lähestymistapa onkin hyödyllinen, se luodaan esteitä – erityisesti silloin, kun olet kiireellisessä aikataulussa tai asut kaukana laadukkaista CNC-palveluntarjoajista.
CNC-verkkopalvelu kääntää tämän mallin täysin nurin. Nämä digitaaliset alustat yhdistävät sinut suoraan sertifioitujen valmistajien verkostoihin yhden käyttöliittymän kautta, mikä poistaa maantieteelliset rajoitukset, jotka liittyvät hakusanaan "cnc lähellä minua", sekä aikaa vievän takaisin-ja-edestä -vaihtelun perinteisissä tarjouspyyntöprosesseissa.
CAD-tiedostosta valmiiseen osaan muutamassa päivässä
Työnkulku on iloinen ja suoraviivainen. Lataat suunnittelutiedostosi – yleensä STEP- tai IGES-muodoissa – ja tekoälypohjaiset algoritmit analysoivat välittömästi osasi geometrian. Sekuntien sisällä saat verkkopohjaiset koneistustarjoukset, jotka ottavat huomioon materiaalivalinnan, tarkkuusvaatimukset, pinnankäsittelyn ja tuotannon monimutkaisuuden. InstaWerkin mukaan nämä algoritmit vertailevat komponenttiäsi tietokantoihin, joissa on satojatuhansia aiemmin valmistettuja osia, jotta ne voivat tuottaa tarkan hinnan välittömästi.
Tämä nopeus on tärkeä. Laitteistokehittäjät tietävät, että fyysiset tuotteet on validoitava kokeellisesti – ei pelkästään simuloinnilla. Mitä nopeammin saat osat käteesi, sitä nopeammin voit toistaa suunnittelua, testata ja parantaa ratkaisujasi.
Kuinka digitaaliset alustat muuttivat valmistuksen saatavuutta
Tämän muutoksen mahdollistavan teknologian perusta koostuu useista elementeistä:
- Hetkelliset tarjouslaskentaohjelmat jotka poistavat päivien odottelun verkossa pyydettäessä CNC-kotitarjousta
- Automaattinen suunnittelupalaute joka havaitsee valmistettavuusongelmat ennen tuotantovaihetta
- Tilaustenhallintajärjestelmät jotka ohjaavat tehtävät erikoistuneisiin valmistajiin laajojen toimittajaverkkojen sisällä
- Eläinjäljitys jotka pitävät sinut ajan tasalla koko tuotantoprosessin ajan
Nämä alustat hyödyntävät ostovoimaansa yhdistämällä tilauksia ja jakamalla työt erikoistuneisiin CNC-valmistusyhteistyökumppaneihin. Titaanista tehty pyöritysosa ohjataan valmistajiin, jotka ovat erinomaisia titaanin käsittelyssä; monimutkainen 5-akselinen alumiinikomponentti ohjataan teollisuuslaitoksiin, joilla on juuri kyseinen asiantuntemus. Tuloksena on johdonmukainen laatu, kilpailukykyiset hinnat ja pääsy valmistusmahdollisuuksiin, joita ei välttämättä ole saatavilla paikallisesti.
Tuotekehittäjille tämä tarkoittaa sitä, että he voivat keskittyä suunnittelutyöhön sen sijaan, että käyttäisivät tunteja aikaa datapakettien valmisteluun, valmistajien yhteydenottamiseen sähköpostitse ja odottaisivat vastauksia päiviä. Työläs prosessi, jossa verrataan toimitusaikoja ja kustannuksia eri tarjouksissa, kestää nyt minuutteja eikä viikkoja.
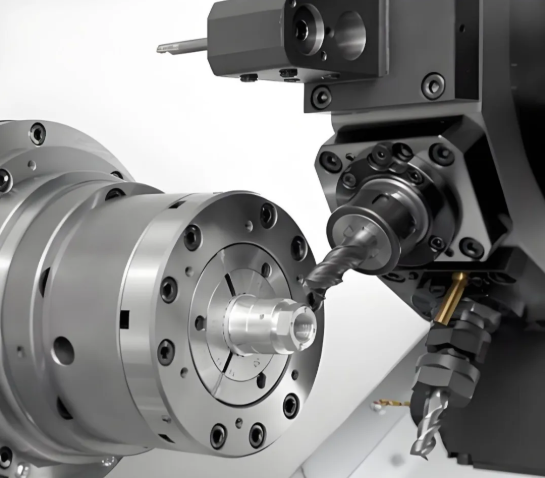
CNC-jyrsintä, -kierretyminen ja moniakselinen koneistus – mitä ne tarkoittavat?
Olet latautanut CAD-tiedostosi ja saanut välittömän tarjouksen – mutta miten tiedät, mikä koneistusmenetelmä sopii parhaiten osaasi? CNC-jyrsinnän, CNC-kierretyksen ja erikoismenetelmiin, kuten EDM:hen, tutustuminen auttaa sinua tekemään fiksumpia päätöksiä kustannuksista, toimitusajoista ja osan laadusta. Käydään läpi kukin menetelmä yksinkertaisella kielellä.
Yksinkertainen selitys CNC-porauksesta
Kuvittele pyörivä leikkuutyökalu liikkuu paikallaan olevan työkappaleen yli ja poistaa materiaalia kerros kerrokselta. Tämä on CNC-jyrsintä ytimekkaasti. CNC-leikkauskone käyttää monipisteisiä työkaluja – päätyjyrsimiä, kasvijyrsimiä tai pallopäijyrsimiä – tasopintojen, lokerojen, urien ja monimutkaisten 3D-muotojen valmistamiseen.
Mikä tekee jyrsinnästä niin monikäyttöisen, on sen kyky liikkua useiden akselien suunnassa. Tässä on kyvyt esitettynä:
- 3-akselinen jyrsintä: Työkalu liikkuu X-akselin (vasen-oikea), Y-akselin (eteen-taakse) ja Z-akselin (ylös-alas) suunnassa. Tämä on ihanteellista yksinkertaisille geometrioille – esimerkiksi kiinnikkeille, kotelointeihin ja tasopaneeleille. Xometryn mukaan nämä koneet ovat kustannustehokkaita ja vaativat vähän koulutusta, mikä tekee niistä ideaalisia yksinkertaisempien osien valmistukseen.
- 4-akselinen jyrsintä: Lisää yhden akselin ympäri tapahtuvan pyörähtämisen, mikä mahdollistaa ominaisuuksien valmistamisen useilta puolilta ilman osan manuaalista uudelleenasennusta.
- 5-akselisen CNC-koneenpalvelut: Työkalu voi lähestyä osaasi melkein mistä tahansa kulmasta, mikä mahdollistaa monimutkaisten muotojen, alakuvien ja sileiden muovattujen pintojen valmistuksen yhdellä asennuksella. Nämä koneet ovat erinomaisia esimerkiksi ilmailukomponenttien, lääketieteellisten implantoitavien laitteiden ja muottityökalujen valmistukseen.
Kompromissi? Enemmän akselia tarkoittaa korkeampia konekustannuksia ja ohjelmointikompleksisuutta. Kolmiakselinen kone saattaa maksaa 25 000–50 000 dollaria, kun taas viisiakselisen laitteiston hinta vaihtelee 80 000–500 000 dollarin välillä. Monimutkaisten osien kohdalla viisiakselinen koneistus vähentää kuitenkin usein kokonaiskustannuksia poistamalla useita asennuksia ja parantaen tarkkuutta.
CNC-koneistettujen osien ideaalikäyttökohteet:
- Koteloita ja kotelointirakenteita, joissa on lokeroita ja kiinnitysosia
- Kiinnikkeitä ja rakenteellisia komponentteja, joissa on reikiä useilla pinnoilla
- Muottityökaluja, jotka vaativat sileitä, muovattuja pintoja
- Prototyyppiosia, joissa on monimutkaista kolmiulotteista geometriaa
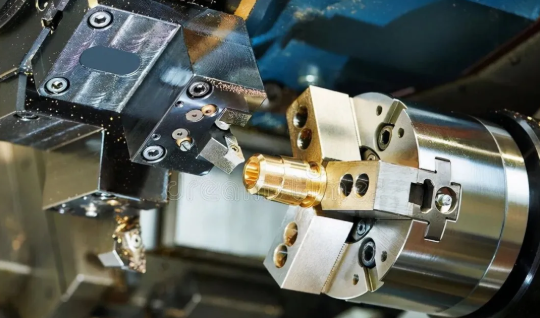
Kun kääntö on parempi kuin poraus
Kuvittele nyt päinvastainen tilanne: työkappale pyörii nopeasti, kun paikallaan pysyvä leikkuutyökalu muokkaa sen pintaa. Tämä on CNC-kääntö, ja se on nopein tapa valmistaa lieriömäisiä tai kartiomaisia osia, kuten aksелеita, pinoja, varroksia ja kierreosia.
CNC-kääntöpalvelu käyttää kääntökonetta, jossa on yksipisteiset leikkuutyökalut, jotka liikkuvat X- ja Z-akselien suuntaisesti. Koska osa pyörii jatkuvasti, kääntö on erinomainen tarkkuuden ja pyöreyyden säilyttämisessä – mikä on ratkaisevan tärkeää niille osille, jotka täytyy asentaa tarkasti kokoonpanoihin.
Miksi valita CNC-kääntöpalveluita?
- Nopeus: Yksinkertaisemmat työpolut ja jatkuva leikkaustoiminto tekevät käännöstä nopeamman kuin porauspyöritys pyöreille osille
- Kustannustehokkuus: Yksipisteiset työkalut ovat edullisia, ja sauvasyöttimet mahdollistavat suurtehoinen tuotannon vähällä käyttäjän puuttumisella
- Tarkkuus: Toleranssit ±0,002" ovat standardi, ja ±0,001" on saavutettavissa hyvin kalibroitulla laitteistolla
Nykyiset CNC-kääntökeskukset sisältävät usein liikkuvaa työkaluvarustusta—pyörivitä työkaluja, jotka on asennettu työkalutorniin—jolla voidaan suorittaa CNC-leikkaustoimintoja, kuten poikittaisten reikien poraamista tai tasojen jyrsintää ilman osan siirtämistä erilliseen koneeseen. Tämä hybridikyky yhdistää puhtaasti kääntöön perustuvan ja jyrsintään perustuvan valmistuksen.
Ihanteellisia sovelluskohteita käännetyille osille:
- Akselit, akselit ja rullat
- Kierrekiinnittimiä ja liitoksia
- Kulmavarret, etäisyysrenkaat ja putket
- Kaikki pyörähdysymmetriset komponentit
Sähköiskujen avulla tapahtuva koneistus (EDM) erityissovelluksiin
Mitä tapahtuu, kun perinteinen CNC-leikkaus ei toimi—esimerkiksi kun tarvitset terävän sisäkulman tai sinun täytyy koneistaa kovattua työkaluterästä? Tässä vaiheessa sähköiskujen avulla tapahtuva koneistus (EDM) tulee peliin.
EDM poistaa materiaalia käyttäen sähköisiä kipinöitä elektrodin ja johtavan työkappaleen välillä, kun molemmat ovat upotettu eristeenesteeseen. Mekaanista leikkausvoimaa ei ole, mikä mahdollistaa erittäin kovien materiaalien tai hauraiden rakenteiden koneistamisen, jotka murtuisivat perinteisillä työkaluilla.
Yleisiä EDM-sovelluksia:
- Langankäyttöinen EDM monimutkaisiin profiileihin ja tarkkuusvaatimuksiltaan tiukkiin muottiosiin
- Upotus-EDM monimutkaisiin muottikammioiden valmistukseen
- Pienireikä-EDM ilmailukomponenttien jäähdytyskanavien valmistukseen
EDM on hitaampaa ja kalliimpaa kuin jyrsintä tai kierretyminen, joten sitä käytetään yleensä erityistarpeisiin eikä yleiseen tuotantoon.
Oikean menetelmän valinta projektillesi
Tässä on nopea päätöksentekokehys: jos osasi on pääasiassa pyöreä tai symmetrinen keskustakselinsa suhteen, aloita kierretyksellä. Jos se vaatii tasaisia pintoja, lokeroita tai monisivuista koneistusta, jyrsintä on ratkaisusi. Tarvitset molempia? Monet verkkopalvelut ohjaavat tehtäväsi yhdistettyihin jyrsintä-kierretysohjauksiin, jotka yhdistävät molemmat prosessit yhdessä asennuksessa.
Osasi geometria määrittää lopullisesti valittavan prosessin – ja näiden perusteiden ymmärtäminen auttaa sinua viestimään tehokkaammin valmistuspartnerisi kanssa sekä optimoimaan kustannuksia ja toimitusaikoja.
Materiaalien valintatehdas CNC-koneistettujen osien valmistukseen
Olet tunnistanut oikean koneistusprosessin osasi geometrialle—mutta mitä materiaalista? Tämä päätös määrittää usein sen, toimiiko osa moitteettomasti vai epäonnistuuko se käytössä. Väärän materiaalin valinta voi johtaa liialliseen työkalukulumiseen, mittatarkkuuden heikkenemiseen tai osan varhaiseen hajoamiseen. Oikea valinta tasapainottaa mekaanisia vaatimuksia, ympäristöolosuhteita, koneistettavuutta ja budjettia.
Toisin kuin muualla löydettävät yksinkertaiset materiaaliluettelot, katsotaan rakentaa päätöksenteon kehys joka auttaa sinua arvioimaan vaihtoehtoja projektisi erityisten tarpeiden perusteella.
Parhaiten koneistettavat metallit
Alumiinin koneistuksessa vain harvat materiaalit tarjoavat samanlainen yhdistelmän koneistettavuutta, lujuuden ja painon suhdetta sekä kustannustehokkuutta. Siksi alumiiniseokset ovat hallinneet CNC-tuotantoa teollisuuden eri aloilla, avaruustekniikasta kuluttajaelektroniikkaan.
Mutta alumiini ei ole ainoa vaihtoehtosi. Tässä on kuinka yleisimmät metallit vertautuvat toisiinsa, kun arvioit verkkopohjaista CNC-koneistuspalvelua:
| Materiaali | Tärkeitä ominaisuuksia | Konepellisuusluokitus | Tyypilliset sovellukset | Suhteellinen hinta |
|---|---|---|---|---|
| Alumiini 6061 | Hyvä lujuus, erinomainen korrosionkestävyys, hitsattavissa | Erinomainen (90 %) | Rakenteelliset komponentit, kehiköt, kiinnitykset, yleiskäyttöiset osat | Alhainen ($) |
| Alumiini 7075 | Korkea lujuus, väsymisvastuskykyinen, korroosionkestävyys heikompi kuin 6061-seoksella | Hyvä (70 %) | Ilmailurakenteet, suuret rasitukset kestävät komponentit, urheiluvälineet | Keskitaso ($$) |
| Ruostumaton Teräs 304 | Erinomainen korrosionkestävyys, hyvä lujuus, ei-magneettinen | Kohtalainen (45 %) | Elintarviketeollisuuden laitteet, lääketieteelliset laitteet, merikäyttö | Keskitaso ($$) |
| Nakkara-Teräs 316 | Erinomainen korroosionkestävyys, erityisesti kloori-ioneihin | Kohtalainen (40 %) | Kemiallinen käsittely, merenkulkuvarusteet, kirurgiset laitteet | Keskitaso-Korkea ($$$) |
| Messinki | Erinomainen koneistettavuus, hyvä korroosionkestävyys, koristeellinen pinta | Erinomainen (100 %) | Liitososat, venttiilit, sähköliittimet, koristeelliset varusteet | Keskitaso ($$) |
| Pronssi | Erinomainen kulumiskestävyys, alhainen kitka, hyvä korroosionkestävyys | Hyvä (65 %) | Laakerit, voiteluputket, merenkulkuvarusteet, vaihteet | Keskitaso-Korkea ($$$) |
| Titaani luokka 5 | Erinomainen lujuuden ja painon suhde, biyhteensopiva, korroosionkestävä | Heikko (22 %) | Ilmailu, lääketieteelliset implantit, korkean suorituskyvyn auto-osa | Korkea ($$$$) |
Huomaa, että koneistettavuusluokitus vaikuttaa suoraan tuotantokustannuksiisi. Messinki koneistuu kuin voita – se on itse asiassa vertailuperusta (100 %), jonka suhteen muita materiaaleja mitataan. Pronssin koneistaminen vaatii enemmän huolellisuutta sen kovuuden vuoksi, mutta pronssista CNC-koneistetut osat tarjoavat erinomaista kulumiskestävyyttä laakeri- ja voiteluputki-sovelluksiin. Titaani tarjoaa vailla vertaa olevia suorituskykyominaisuuksia, mutta sen koneistaminen vaatii erikoistyökaluja, hitaampia syöttönopeuksia ja enemmän koneaikaa – kaikki tämä lisää tarjouksesi hintaa.
Alumiiniteräksen ja erikoispuhtaiden seosten valinta
Kuulostaa monimutkaiselta? Tässä on käytännöllinen kehys, joka perustuu HPPI:n materiaalivalintasuosituksiin:
Vaihe 1: Määritä toiminnalliset vaatimukset. Mille kuormille osa altistuu? Tarvitaanko sähköjohtavuutta? Koskeeko se syövyttäviä aineita tai äärimmäisiä lämpötiloja?
Vaihe 2: Ota huomioon käyttöympäristö. Osalle, joka on tarkoitettu suolavesikäyttöön, tarvitaan erilaista korroosiosuojaa kuin ilmastoidussa kotelossa sijaitsevalle osalle.
Vaihe 3: Arvioi koneistettavuus budjetin perusteella. Joskus hieman heikommin suorituskykyinen, mutta paremmin koneistettava materiaali tuottaa itse asiassa paremman arvon, kun otetaan huomioon vähentynyt työkalukuluminen ja nopeammat kiertokerrat.
Painoon herkille sovelluksille, kuten ilmailukomponenteille, alumiini 7075 on usein parempi vaihtoehto vaikka se on kalliimpi kuin 6061 – sen parempi lujuus-massasuhde oikeuttaa korkeamman hinnan.
Teknilliset muovit: Kun metalli ei ole ratkaisu
Metalli ei aina ole oikea valinta. Teknisiä muovia, kuten delriniä ja nylonia, voidaan käyttää hyväksi tietyissä sovelluksissa – ne ovat kevyempiä, edullisempia, luonnollisesti voiteluita ja erinomaisen kemikaalikestäviä.
Mutta näiden kahden suosittujen muovityypin valinta edellyttää niiden erilaisten ominaisuuksien ymmärtämistä. Penta Precisionin vertailun mukaan erot tulevat selkeästi esille käytännössä:
| Omaisuus | Delrin (asetaali/POM) | Nylon (PA6/PA66) |
|---|---|---|
| Ilmankosteuden absorptio | Erittäin alhainen (0,2 %) | Korkea (2,5–3 %) |
| Mitallinen vakaus | Erinomainen | Kohtalainen (kosteuden vaikutuksesta turpoaa) |
| Lämpövastus | 100–110 °C jatkuvatoiminnassa | 120–130 °C (lasikuituvahvistetut laadut) |
| Iskunkestävyys | Hyvä | Erinomainen |
| Käsittelytaito | Erinomainen – puhtaat leikkaukset, sileä pinta | Kohtalainen – altis karheutumiselle ja taipumiselle |
| Suhteellinen hinta | 10–30 % korkeampi | Alhaisemmat materiaalikustannukset |
Delrin-materiaali erottuu siinä, missä tarkat mitat ja kosteuden kestävyys ovat ratkaisevia. Sitä voidaan työstää puhtaasti terävillä reunoilla ja sileillä pinnoilla suoraan työkalulla – jolloin jälkityöstöä tarvitaan vähän tai ei lainkaan. Ajattele tarkkuusvaihteistoja, venttiiliosia ja tarkkoja kokoonpanoja, joissa mitallinen vakaus on ehdoton vaatimus.
Nylon on looginen valinta koneistettavaksi silloin, kun tarvitset erinomaista iskunkestävyyttä tai korkeampaa lämpötilakestävyyttä. Se on ensisijainen vaihtoehto osille, jotka kokevat suurta rasitusta – esimerkiksi dynaamisia komponentteja, moottoritilasovelluksia tai tilanteita, joissa joustavuus kuormituksen alla on itse asiassa toivottavaa. Muista kuitenkin, että nylon on kosteuden imevä materiaali, joten osat voivat turvota 2–3 % kosteassa ympäristössä, mikä saattaa vaarantaa kriittiset sovitusmitat.
Metalli vs. muovi: Nopea päätöksentekopohja
Milloin kannattaa valita delrin-muovi aluminiumin sijaan? Harkitse seuraavia skenaarioita:
- Valitse tekniset muovit, kun: Sinun tarvitsee painonpudotusta, luonnollista liukkuutta, sähköeristystä tai kemiallista kestävyyttä aineille, jotka hyökkäävät metallien kimppuun
- Valitse metallit, kun: Rakenteellinen lujuus on ratkaisevan tärkeä, käyttölämpötilat ylittävät 150 °C tai osa on kestettävä korkeita mekaanisia kuormia
- Ota ympäristö huomioon: Muovit yleensä kestävät korroosiota paremmin kuin useimmat metallit, mutta UV-säteily ja tietyt kemikaalit voivat heikentää polymeerien suorituskykyä ajan myötä
Budjettirajoitukset vaikuttavat usein myös päätökseen. Delrin-muovi maksaa yleensä enemmän kuin alumiini kilogrammalta, mutta sen pienempi tiukkuus tarkoittaa, että materiaalin kilogrammasta saadaan enemmän osia – ja sen erinomainen koneistettavuus vähentää tuotantoaikaa.
Valitsemasi materiaali vaikuttaa kaikkiin projektisi osa-alueisiin – alkaen alustavasta tarjouksesta pitkäaikaiseen osien suorituskykyyn. Näiden kompromissien ymmärtäminen ennen CAD-tiedoston lataamista auttaa varmistamaan, että osat täyttävät vaaditut ominaisuudet ilman, että budjetti ylittyy.
Miten määritellä todelliset tarpeesi
Olet valinnut materiaalin ja sopivan koneenpuristusmenetelmän—nyt tulee se määritelmä, joka voi tehdä budjetistasi tai rikkoa sen: tarkkuusvaatimukset. Ongelma on seuraava: monet insinöörit käyttävät oletusarvoisesti mahdollisimman tiukkoja tarkkuusvaatimuksia, koska uskovat niiden takovan laadun. Todellisuudessa liian tiukkojen tarkkuusvaatimusten määrittäminen voi kaksinkertaistaa tai jopa kolminkertaistaa osien valmistuskustannukset ilman, että toiminnallisuuksia parannetaan.
Mikä siis on tarkkuusvaatimus kierreputkissa, poratuissa piirteissä tai pyörityissä halkaisijoissa? Tärkeämpää on kysyä, milloin tiukemmat vaatimukset todella merkitsevät jotakin? Poistamme tekniset sanavarastot ja tarjoamme sinulle käytännöllisen kehyksen siihen, miten määrittelet tarkalleen ne tarkkuusvaatimukset, joita koneistettuilla osillasi on—ei enempää, ei vähempää.
Standarditoleranssit vs. tarkkuustoleranssit selitetty
Tarkkuusvaatimus määrittelee sallitun vaihtelun mitassa. Kun määrittelet reiän halkaisijaksi 0,500" ± 0,005", kerrot valmistajalle, että sovellukseesi kelpaa mikä tahansa arvo välillä 0,495"–0,505".
Xometryn tarkkuusvaatimusohjeiden mukaan tavanomaiset tarkkuusvaatimukset tarkkaan CNC-koneistukseen jakautuvat seuraavasti:
- Metalliosat: ±0,005" (±0,127 mm) on oletusarvoinen standarditoleranssi
- Muoviosat: ±0,010" (±0,254 mm) materiaalin joustavuuden vuoksi leikatessa
Vertailun vuoksi tavallisen paperin paksuus on noin 0,003". Standarditoleranssit toimivat erinomaisesti useimmissa sovelluksissa – esimerkiksi kiinnikkeissä, kotelointeissa, kannuksissa ja yleisissä mekaanisissa komponenteissa, joissa tarkat sovitukset eivät ole ratkaisevan tärkeitä.
Mutta mitä tapahtuu, kun tarvitset tarkempia koneistuspalveluita tiukemmillä vaatimuksilla? Tässä vaiheessa kustannukset alkavat nousta:
| Tarkkuusluokka | Tyypillinen alue | Kustannuskerroin | Lisävaatimukset |
|---|---|---|---|
| Standardi | ±0,005" (±0,127 mm) | 1x (vertailukohta) | Standardilaitteisto, otantatarkastus |
| Tarkkuus | ±0,001" (±0,025 mm) | 3-5x | Erikoistyökalut, ympäristöolosuhteiden säätö, laajennettu tarkastus |
| Erittäin tarkka | ±0,0004" (±0,010 mm) | 8–15-kertainen | Erikoislaitteisto, 100 %:n tarkastus, jännitysten poistaminen |
Huomaatko tämän suhteen? Mukaan lukien Modus Advancedin DFM-tutkimus , kun toleranssit tiukentuvat yli ±0,005":n, kustannukset kasvavat eksponentiaalisesti – ei lineaarisesti. Siirtyminen standarditoleransseista tarkempaan koneistukseen voi kertaa osien kustannukset kolmesta kymmeneen kertaan riippuen geometriasta ja koosta.
Kun tarkat toleranssit todella merkitsevät
Tässä on kysymys, jonka useimmat toleranssiopasjulkaisut välttelevät: milloin tarvitset todella tarkkaa CNC-koneistusta verrattuna standardispecifikaatioihin?
Tarkemmat toleranssit ovat perusteltuja, kun:
- Yhdistettävien osien on istuttava yhteen mahdollisimman pienellä varalla (puristusistukat, laakerin reiät)
- Tiivistyspinnat vaativat johdonmukaista kosketusta (O-renkaiden urat, tiivistepinnat)
- Pyörivät tai liukuvat komponentit vaativat tarkkaa suuntautumista (akselit, männät, venttiilinvarret)
- Optiset tai elektroniset kokoonpanot vaativat tarkkaa sijoittelua
Normaalit toleranssit riittävät:
- Kiinnitysosien varausreiät
- Ei-kriittiset ulkoiset mitat
- Pinnat, joille tehdään lisäkäsittelyä
- Ominaisuudet, jotka eivät vaikuta kokoonpanoon tai toimintaan
Harkitse kierreominaisuuksia käytännön esimerkkinä. Esimerkiksi 3/8 NPT -kierremitoissa päähalkaisija on 0,675 tuumaa, ja kierteen määrittelyyn sisältyy jo standardoidut toleranssit. Samoin 1 4 NPT -reikäkoko noudattaa vakiintuneita standardeja – näitä ominaisuuksia ei tarvitse yli-eritellä, koska kierreoperaatio itse kontrolloi kriittisiä mittoja.
Valmistettavuuden suunnittelu: kustannusvaativien virheiden välttäminen
Modus Advancedin tutkimuksen mukaan noin 70 % valmistuskustannuksista määrittyy suunnitteluvaiheessa. Tämä tarkoittaa, että piirustuksessasi annetut toleranssipäätökset vaikuttavat kustannuksiin enemmän kuin melkein mikään muu tekijä tuotantotilalla.
Tässä on käytännöllisiä periaatteita eritelmien optimointiin:
- Sovella tiukkoja toleransseja ainoastaan kriittisiin ominaisuuksiin. Jos mittojen tarkkuus ei vaikuta asennukseen, muotoon tai toimintaan, jätä se normaalitoleranssin tasolle.
- Ota huomioon materiaalin käyttäytyminen. Peukaloidut materiaalit, kuten nyloni tai HDPE, taipuvat leikattaessa, mikä vaikeuttaa tarkkojen toleranssien saavuttamista. Alumiini ja teräs säilyttävät tarkkuuden luotettavammin.
- Ajattele tarkastusta. Koneistettavuudeltaan vaikeat piirteet ovat myös vaikeita mitata. Monimutkaiset toleranssivaatimukset saattavat vaatia erityisiä tarkastuslaitteita, mikä lisää kustannuksia.
- Seuraa prosessimuutoksia. ±0,001 tuuman (≈ 0,025 mm) porausreikä, joka voitaisiin muutoin porata ±0,005 tuuman (≈ 0,127 mm) tarkkuudella, saattaa pakottaa valmistajan käyttämään porausta kääntöpöydällä sen sijaan – mikä lisää asennuskustannuksia ja toimitusaikaa.
Toleranssien soveltamisen paras tapa on määrittää tiukat ja/tai geometriset toleranssit ainoastaan kriittisiin alueisiin silloin, kun se on välttämätöntä suunnittelukriteerien täyttämiseksi.
Kun lataat suunnitelmasi verkkopohjaiseen CNC-koneistuspalveluun, tarjousalgoritmi arvioi jokaista toleranssivaatimusta. Epäkriittisten vaatimusten löysentäminen esimerkiksi ±0,001 tuumasta (≈ 0,025 mm) ±0,005 tuumaan (≈ 0,127 mm) voi vähentää tarjousta jopa 30 % tai enemmän ilman, että osan toiminta kärsii.
Ymmärtämällä, mitkä tekijät vaikuttavat koneistuskustannuksiin, saat valvontaa tarkkuuden ja budjetin välisistä kompromisseista – mikä johtaa täydelliseen tilausprosessiin ja siihen, kuinka välttää yleisimmät virheet sen aikana.
Kokonaisprosessi verkossa tilattavan CNC-koneistuksen tilaamiseksi vaihe vaiheelta
Olet tutustunut koneistusprosesseihin, valinnut materiaalin ja määritellyt järkevät toleranssit. Nyt tulee käytännöllinen kysymys: kuinka muunnat CAD-tiedoston todellisia, sinulle räätälöityjä koneistettuja osia, jotka ovat lopulta pöydälläsi?
Verkossa tilattavan CNC-koneistuksen tilausprosessi eroaa merkittävästi perinteisestä valmistuksesta. Ei puhelinkeskusteluita työkohdejohtajien kanssa, ei näytteiden kuljettamista kaupungin yli tarjousten saamiseksi. Sen sijaan liikut digitaalisessa järjestelmässä, joka on suunniteltu nopeuteen – mutta joka palkitsee valmistautumista ja rangaistaa huolimatonta tiedostotyötä.
Käymme läpi koko prosessin tiedostojen latauksesta valmiiden CNC-koneistettujen osien avaamiseen.
Valmistele CAD-tiedostosi onnistumisen varmistamiseksi
Tässä on todellisuuden tarkistus: Bolangin tilausten ohjeen mukaan verkkotilauksesi onnistuminen riippuu 90 %:sti tiedostojesi laadusta. Automaattiset tarjouslaskentaohjelmat ja ihmisinsinöörit käyttävät molemmat tiettyjä tiedostomuotoja tarkan hinnan ja työpolkujen luomiseen.
3D-mallisi toimii ensisijaisena totuuden lähteenä. Mutta kaikki tiedostomuodot eivät ole yhtä hyviä:
- STEP (.step / .stp): Kultainen standardi CNC-koneistukseen. STEP-tiedostot säilyttävät tarkan geometrian, käyrät ja reunamääritelmät, jotka verkkopohjaiset muodot menettävät. Useimmat verkkopalvelut suosivat tätä muotoa.
- IGES (.iges / .igs): Toinen teollisuuden standardimuoto, joka toimii hyvin 3D-pintatietojen siirtämisessä eri CAD-järjestelmien välillä.
- Parasolid (.x_t / .x_b): Natiivi Siemens NX:n ja SolidWorks-ohjelmien käyttämä muoto, joka säilyttää korkean geometrisen tarkkuuden.
- SOLIDWORKS (.sldprt): Monet palvelut hyväksyvät natiivit SolidWorks-tiedostot suoraan.
Entä STL-tiedostot? Mukaan lukien Dipecin tiedostovalmistusopas , sinun tulisi välttää STL-tiedostoja CNC-työtä varten. STL-tiedostot perustuvat verkkoihin ja approksimoivat pintoja kolmioiden avulla, mikä voi johtaa yksityiskohtien menetykseen työpolun luonnissa. Ne toimivat hyvin 3D-tulostukseen, mutta niissä ei ole sitä tarkkaa geometriaa, jota CNC-koneet vaativat.
Tiedostomuodon lisäksi valmistelun yksityiskohdat ovat tärkeitä:
- Aseta oikeat yksiköt. Millimetrien ja tuumien välisten virheiden seurauksena osat saattavat olla 25-kertaisen väärän kokoisia.
- Määritä selkeä origopiste. Tämä auttaa valmistajia suuntaamaan osasi oikein.
- Tarkista avoimet pinnat tai aukot. Tiukat mallit estävät tarjousvirheitä ja valmistusongelmia.
- Poista tarpeeton ominaisuudet. Rakennusgeometria, piilotetut kappaleet ja kaksoispinnat voivat aiheuttaa hämmennystä automatisoidussa analyysissä.
Tiukkoja toleransseja vaativissa osissa älä koskaan luota pelkästään 3D-malliin. Liitä mukaan 2D PDF-piirustus, jossa määritellään kriittiset mitat, pinnankarheusvaatimukset ja geometriset toleranssit. Tämä poistaa arvaamisen ja varmistaa, että CNC-käännetyt osasi tai poratut komponentit täyttävät tarkat vaatimukset.
Mitä tapahtuu latauksen jälkeen
Kun tiedostosi ovat saapuneet alustalle, tässä on vaiheittainen matka digitaalisesta mallista fyysiseen osaan:
- Hetkellinen geometria-analyysi: Tekoälyalgoritmit skannaavat mallisi sekunnin sisällä ja tunnistavat ominaisuudet, kuten reiät, taskut, kierreputket ja alakulmat. Järjestelmä merkitsee mahdollisia valmistettavuusongelmia – esimerkiksi teräviä sisäkulmia, jotka vaativat EDM-käsittelemistä, ohuita seinämiä, jotka saattavat taipua leikatessa, tai ominaisuuksia, joihin ei päästä käsiksi standardityökaluilla.
- Automaattinen tarjouslaskenta: Hinnanlaskenta perustuu geometrian monimutkaisuuteen, materiaalin valintaan, tarkkuusvaatimuksiin ja määrään, jolloin saat hinnan nopeasti. Bolangin tietojen mukaan materiaali muodostaa noin 20 % koneistuskustannuksista, kun taas koneaika muodostaa 80 % – siksi suunnittelun monimutkaisuudella on suurin vaikutus hinnastoon.
- Suunnittelupalautekierto: Luotettavat alustat tarjoavat valmistettavuuden suunnittelua (DFM) koskevia palautteita ennen sitoumusta. Ne ehdottavat kustannusten alentavia muutoksia – esimerkiksi pyöristys säteitä sisäkulmiin, seinämänpaksuuksien säätöä tai vaihtoehtoisten materiaalien käyttöä. Tämä vuoropuhelu voi säästää 20–50 % kustannuksista monimutkaisissa osissa.
- Tilausvahvistus ja reititys: Kun hyväksyt hinnan, tilauksesi siirtyy tuotantosarjaan. Digitaaliset alustat reitittävät tilaukset verkoston erikoistuneisiin valmistajiin – esimerkiksi titaaniosasi ohjataan titaanin käsittelyyn erikoistuneisiin teollisuusyrityksiin, kun taas moniakselinen alumiiniosa ohjataan 5-akselisia koneita käyttäviin laitoksiin.
- Tuotanto: CNC-ohjelmoijat luovat työkalupolun teidän mallistanne, valitsevat sopivat leikkuutyökalut ja asettavat koneen käyttöön. CNC-prototyyppitilauksissa tuotanto alkaa yleensä 24–48 tunnin sisällä tilauksen vahvistamisesta.
- Laaduntarkastus: Valmiit CNC-koneistetut osat tarkastetaan mitallisesti. Standarditilauksissa suoritetaan yleensä otantatarkastus, kun taas tarkkuusosille voidaan tehdä 100 %:n tarkastus dokumentoiduilla mittausraporteilla.
- Pinta-terminhoito: Jos olette määrittäneet käsittelyt, kuten anodoinnin, jauhepintakäsittelyn tai hiomapuhalluksen, osat siirtyvät viimeistelyvaiheeseen ennen lopullista pakkaamista.
- Aluksen kuljetus: Osat pakataan huolellisesti estääkseen vaurioitumisen kuljetuksen aikana. Standardit alumiiniprototyypit lähetetään yleensä 3–5 arkipäivän sisällä; tuotantosarjat, joissa on yli 100 kappaletta, kestävät yleensä 2–4 viikkoa riippuen viimeistelyvaatimuksista.
Yleisimmät virheet, jotka aiheuttavat tilausten viivästyksiä
Jopa kokemukset insinöörit tekevät virheitä tilausprosessissa. JUPAICNC:n analyysin mukaan seuraavat virheet aiheuttavat eniten viivästyksiä ja kustannusylityksiä:
- Epätäydelliset tekniset tiedot: 3D-mallin tarjoaminen ilman toleransseja, materiaalivaatimuksia tai pinnankäsittelyvaatimuksia pakottaa valmistajat arvaamaan – tai hylkäämään tilauksen selventämisen odottamiseen.
- Väärän materiaalin valinta: Valinta perustuen bränditunnettuuteen sen sijaan, että otettaisiin huomioon käyttökohteeseen liittyvät vaatimukset. Tuo ruostumaton teräksinen osa saattaisi olla mahdollista valmistaa alumiinista puolessa hinnassa, jos lujuusvaatimukset sen sallivat.
- Liian tiukat toleranssit: Vaadittaessa ±0,001 tuumaa jokaiselle mitalle, vaikka ±0,005 tuumaa riittäisi täysin, kustannukset kasvavat merkittävästi ilman, että osan toiminta parantuisi.
- Epärealistiset aikataulut: Olettaen, että CNC-koneistus on yhtä nopeaa kuin 3D-tulostus. Monimutkaiset osat vaativat ohjelmointia, useita asennuksia ja tarkastusaikaa. Kiireellisyys johtaa laatuun vaikutaviin kompromisseihin.
- DFM-palauteen kiinnittämättä jättäminen: Kun alusta ehdottaa suunnittelumuutoksia, niiden hylkääminen ilman harkintaa tarkoittaa usein, että maksat ylimärisiä hintoja ominaisuuksista, jotka voitaisiin yksinkertaistaa.
Mitä parempi tiedosto sinulla on, sitä parempi tulos saat.
Yhden tunnin lisäaika siivosten tiedostojen valmisteluun, vain välttämättömien toleranssien määrittelyyn ja DFM-palauteen perustuvan tarkistamiseen voi säästää päiviä viivästyksiä ja satoja dollareita teollisuuslaitteiden mukautettujen koneistettavien osien tilauksessasi.
Kun osasi ovat matkalla, on tärkeää ymmärtää, mikä aiheutti lopullisen tarjouksen – ja miten tulevia tilauksia voidaan optimoida – mikä on seuraava arvokas taito, joka kannattaa kehittää.
Hinnoittelutekijät ja kustannustehostamisstrategiat
Osasi ovat lähteneet edellisestä tilauksestasi, ja nyt katselet laskua ja mietit: miksi tuo tarjous tuli niin kalliiksi? Tai ehkä ladat uuden suunnittelun ja seuraat hintaa vaihtelevan parametrien säätöjen myötä. Ymmärtäminen, mikä todella vaikuttaa CNC-koneistuksen hintaan, auttaa sinua tekemään fiksumpia päätöksiä ennen kuin napsautat "tilaa".
Tässä on se, mitä useimmat alustat eivät kerro sinulle suoraan: koneistajan metallikustannukset muodostavat vain noin 20 % kokonaiskustannuksistasi. Loput 80 % tulee koneaikakustannuksista – mikä tarkoittaa, että suunnittelun monimutkaisuus, tarkkuusvaatimukset ja tuotantotehokkuus vaikuttavat voimakkaammin lopputulokseesi kuin pelkkä materiaalin valinta.
Mitkä tekijät määrittävät CNC-koneistuksen kustannukset
Katsotaan tarkemmin pääasiallisia kustannusajureita, jotta voit arvioida hintaa jo ennen CAD-tiedoston lataamista:
- Materiaalivalinta: Raaka-ainehinnat vaihtelevat huomattavasti. Unionfabin kustannusanalyysin mukaan alumiini kuuluu alimmalle hintatasolle ($), kun taas titaani ja magnesium ovat erityisen kalliita ($$$$$). Muista kuitenkin, että kovemmat materiaalit kuluttavat työkaluja nopeammin ja vaativat hitaampia leikkausnopeuksia, mikä lisää kustannuksia raaka-ainekustannusten yläpuolella.
- Osaluokka: Syvät lokit, terävät sisäkulmat, ohuet seinämät ja monimutkaiset geometriat kaikki pidentävät koneistusaikaa. Useita asennuksia tai erikoistyökaluja vaativat piirteet lisäävät työvoimakustannuksia ja koneiden vaihtoa. Osa, joka voidaan valmistaa yhdellä asennuksella, maksaa aina vähemmän kuin osa, joka vaatii kolme uudelleenasennusta.
- Toleranssivaatimukset: Kuten aiemmin keskustelimme, siirtyminen standardi- (±0,005 tuumaa) tarkkuustoleransseista tarkkoihin (±0,001 tuumaa) voi kertaa kustannukset 3–5-kertaisiksi. Jokainen tiukka toleranssimerkintä aiheuttaa hitaammat leikkausnopeudet, lisäaikaa tarkastukseen ja mahdollisesti erikoislaitteiston käytön.
- Määrät: Tämä toimii sinun eduksesi. Asennuskustannukset – ohjelmointi, kiinnityslaitteet, työkalujen valinta – pysyvät muuttumattomina riippumatta siitä, valmistetaanko yksi vai sata kappaletta. Näiden kustannusten jakaminen suuremman määrän yksiköiden kesken vähentää huomattavasti kappalekustannusta. Unionfabin tiedon mukaan kappalekustannukset voivat laskea yli 50 %:lla, kun tilauksen määrä kasvaa yhdestä prototyypistä viiden kappaleen erään.
- Pinnan viimeistelyt: "Koneistettu" pinnanlaatu tulee standardina ilman lisäkustannuksia. Anodointi kuitenkin lisää kustannuksia 3–12 dollaria osaa kohden, sähkökromaus 10–30 dollaria ja erikoiskäsittelyt, kuten passivaatio tai lasermerkintä, nostavat kustannuksia vielä korkeammalle. Jokainen pinnankäsittely vaatii lisäkäsittelyä, prosessointiaikaa ja laadunvalvontaa.
- Toimitusaika: Standardit tuotantosuunnitelmat (7–15 arkipäivää) tarjoavat parhaan arvon. Kiireelliset tilaukset, joiden toimitusaika on 1–3 päivää, vaativat ylityöaikaa, tuotantosuunnitelman häiriöitä ja nopeutettua kuljetusta – odota 25–100 %:n lisämaksuja standardihintojen yläpuolella.
Älykkäitä tapoja vähentää osien kustannuksia
Nyt kun olet ymmärtänyt kustannustekijät, tässä on miten voit optimoida koneistettavien osien tilauksiasi menettämättä toiminnallisuutta:
- Yksinkertaista geometriaa mahdollisuuksien mukaan. Vältä teräviä sisäkulmia – määrittele kulmaradiukset vähintään yhden kolmasosan kotelon syvyydestä. Hubsin DFM-ohjeiden mukaan suuremmat kulmaradiukset mahdollistavat suurempien työkalujen käytön, mikä nopeuttaa leikkausta ja alentaa kustannuksia.
- Käytä standardikokoisia työkaluja. Suunnittelun ominaisuudet perustuvat yleisesti saatavilla oleviin kärkiteräimiin ja poranteriin. Reikien halkaisijat ovat 0,1 mm:n välein (enintään 10 mm) tai standardikokoisia murto-osia käyttäviä kokoja, mikä poistaa erityisten työkalujen kustannukset.
- Optimoi seinämän paksuus. Metalliosille seinämän paksuuden tulisi olla vähintään 0,8 mm; muoviosille vähintään 1,5 mm. Ohuet seinämät vaativat hitaampia käsittelykertoja ja aiheuttavat taipumisriskin, mikä pidentää käsittelyaikaa.
- Sovella tarkkoja toleransseja valikoivasti. Vain kriittiset liitospinnat vaativat tarkkoja määrittelyjä. Epäolennaisten mittojen löysentäminen ±0,001 tuumasta ±0,005 tuumaan voi vähentää kustannuksia jopa 30 % tai enemmän.
- Valitse "koneistettu" pinnanlaatu, kun se on riittävä. Pinnanlaadun määrittely vain toiminnallisesti tarpeellisissa kohdissa poistaa lisäkäsittelyt ja niiden kustannukset.
- Tee tilauksesi strategisesti erissä. Jos tarvitset nyt kolme osaa ja mahdollisesti myöhemmin vielä kymmenen lisää, kaikkien 13 osan tilaaminen kerralla on yleensä edullisempaa kuin kahden erillisen tilauksen tekeminen, koska asennuskustannukset jakautuvat.
- Valitse koneistettavat materiaalit. Alumiini 6061 koneistuu nopeammin kuin ruostumaton teräs—usein jopa kaksinkertaisella nopeudella. Kun lujuusvaatimukset sallivat, helpommin koneistettavien seosten valinta vähentää kiertoaikaa ja työkalujen kulumista.
Milloin nopeutetut palvelut ovat järkeviä
Kiireelliset tilaukset eivät aina ole rahankäytön tuhlausta. Tässä tapauksissa lisämaksun maksaminen on perusteltua:
- Kriittisen polun projektit: Kun viivästynyt prototyyppi estää koko tuotteen markkinoille saattamista, kiireellisyysmaksu on pieni verrattuna markkinoiden menettämisen kustannuksiin.
- Suunnittelun validointi ennen työkalujen valmistusta: Lisäkulujen käyttäminen suunnittelun vahvistamiseen ennen muovinpuristusmuottien tai tuotantotyökalujen hankintaa estää usein paljon kalliimpia virheitä.
- Asiakassitoumukset: Kun toimitusaikojen noudattaminen on keskiössä, kiireellinen tuotanto suojaan suhteita, joiden arvo ylittää kiireellisyysmaksun.
Ei-kiireellisiin projekteihin standardiajat tarjoavat saman laadun huomattavasti alhaisemmalla hinnalla. Aikaisempi suunnittelu—tiedostojen lataaminen varhain, nopea vastaus DFM-palautteeseen ja viime hetken suunnittelumuutosten välttäminen—pitää tilaukset taloudellisilla aikatauluilla.
Kalleimmat CNC-leikkaukset eivät ole ne, jotka vaativat erikoislaitteita—ne ovat ne, jotka tehdään osista, joiden suunnittelussa ei ole otettu huomioon kustannusten optimointia. Nämä strategiat varustavat sinut kyvyllä arvioida paitsi sitä, kuinka paljon osasi maksavat, myös sitä, miten eri valmistusteknologiat vertautuvat toisiinsa valmistusmenetelmän valinnan suhteen.
CNC-koneistus vs. 3D-tulostus, muovin ruiskutusmuottaus ja levytelinevalmistus
Olet optimoinut suunnittelusi CNC-koneistusta varten ja ymmärrät kustannusajurit—mutta tässä on kysymys, joka kannattaa esittää: onko CNC edes oikea valmistusmenetelmä projektillesi? Joskus vastaus on kyllä. Joskus 3D-tulostus, muovin ruiskutusmuottaus tai levytelinevalmistus tuottaa parempia tuloksia alhaisemmalla kustannuksella.
Tämän valinnan tekeminen varhaisessa vaiheessa säästää rahaa, aikaa ja turhia turhautumisen tunteita. Protolabsin valmistusmenetelmän valintaa ohjaavan oppaan mukaan ymmärtäminen siitä, milloin kukin prosessi loistaa, auttaa sinua sopivasti yhdistämään tuotantomenetelmät todellisiin projektivaatimuksiin sen sijaan, että turvautuisit pelkästään tuttuihin menetelmiin.
Vertaillaan näitä neljää tärkeintä valmistustapaa rinnakkain.
CNC vs. 3D-tulostus - päätöksentekokehys
CNC:n ja 3D-tulostuksen välinen keskustelu nousee jatkuvasti tuotekehityksessä – ja yleispätevää voittajaa ei ole. Kumpikin menetelmä hallitsee erityisiä käyttötapauksia.
Valitkaa CNC-koneistus, kun tarvitsette:
- Ylivertainen mekaaninen kestävyys kiinteästä metallista tai insinöörimuovista valmistettujen lähtöaineiden perusteella
- Tarkat toleranssit (±0,025 mm saavutettavissa verrattuna 3D-tulostukseen tyypilliseen ±0,127 mm)
- Toimivat prototyypit, jotka vastaavat sarjavalmistuksessa käytettyjä materiaaliominaisuuksia
- Määrät yhdestä useaan sataan osaan taloudellisesti
Valitse 3D-tulostus, kun tarvitset:
- Nopea CNC-prototyyppien valmistus – toimitusaika joskus samana päivänä
- Monimutkaiset sisäiset geometriat, joita ei voida koneistaa (verkkostruktuurit, muotoon sopeutuvat jäähdytyskanavat)
- Edullinen suunnittelun validointi ennen kuin siirrytään CNC-prototyyppien koneistukseen
- Hiilikuituprototyypit jatkuvalla kuidun vahvistuksella
- Erittäin mukautettuja yksilöllisiä osia, joiden työkalujen kustannukset eivät ole perusteltavissa
Mukaan lukien Gizmospringin valmistusanalyysi , 3D-tulostus on erinomainen nopeaan prototyypitykseen, koska sen nopeat toimitusajat ja alhaisemmat kustannukset mahdollistavat nopean iteraation. Koneistus CNC-koneella taas tuottaa parhaat tulokset, kun tarkkuus, materiaalin lujuus ja pinnan laatu ovat tärkeimmät tekijät.
CNC-koneistuksen prototyypityksessä optimaalinen käyttökohta ilmenee silloin, kun tarvitaan toiminnallista validointia – osia, jotka kestävät todellisia kuormia, ei ainoastaan sovitustarkistuksia. 3D-tulostettu kiinnike voi vahvistaa geometrian, mutta koneistettu alumiiniversio vahvistaa todellista suorituskykyä.
Miloin injektiomuovauksesta tulee järkevämpi vaihtoehto
Tässä tilavuus muuttaa kaiken. Muovin ruiskutusvalettavuudessa vaaditaan merkittävää alustavaa investointia työkaluihin – yleensä 3 000–100 000 dollaria tai enemmän riippuen monimutkaisuudesta – mutta kappalekohtaiset kustannukset laskevat dramaattisesti suurilla tuotantomääriä.
Käännepiste: Protolabsin tietojen mukaan suurtehoinen muovaus tulee yleensä kustannustehokkaammaksi kuin CNC-koneistus jossain 100–500 osan välillä, riippuen osan geometriasta ja materiaalista. Tuotantosarjoissa, joissa on yli 10 000 osaa, suurtehoinen muovaus maksaa vain murto-osan CNC-vaihtoehdoista.
Muovin ruiskutusvalumuotoilu on edullisin, kun:
- Tuotantomäärät ylittävät 500:tä identtistä osaa
- Osat vaativat monimutkaisia ominaisuuksia, jotka olisivat kalliita koneistaa (kiinnitysklikit, taipuisat saranat, ohuet seinämät)
- Tarvitset johdonmukaisen toistettavuuden tuhansien yksiköiden aikana
- Pitkäaikaiset tuotantoaikataulut oikeuttavat työkalujen sijoituksen
CNC-koneistus on edelleen parempi, kun:
- Tarvitset prototyyppikoneistuspalveluita suunnittelun validointiin ennen muottien valintaa
- Määrät pysyvät suurtehoisen muovauksen käännepisteen alapuolella
- Metalliosat ovat vaadittuja (suurtehoinen muovaus käsittelee pääasiassa muoveja)
- Suunnittelumuutokset ovat edelleen todennäköisiä – muotin muutokset ovat kalliita
Monet menestyneet tuotteet hyödyntävät molempia menetelmiä strategisesti. Prototyyppikoneistus varmistaa suunnittelun nopeasti, jonka jälkeen suurtehoinen muovaus hoitaa sarjatuotannon, kun vaatimukset on lopullistettu.
Valmistusmenetelmien vertailutaulukko
Tässä vertailussa käydään läpi keskeiset päätöksentekokriteerit kaikissa neljässä pääasiallisessa valmistusmenetelmässä:
| Kriteerit | Konepohjainen määritys | 3D-tulostus | Injektiomuovauksen | Levyjen taivatustyössä |
|---|---|---|---|---|
| Ideaalinen määrä | 1–500 kappaleita | 1–50 kappaletta | 500–1 000 000+ kappaletta | 10–10 000 kappaletta |
| Materiaalivaihtoehdot | Metallit, muovit, komposiitit (yli 50 vaihtoehtoa) | Polymeerit, hartset, joitakin metalleja (rajoitettu valikoima) | Lähinnä termoplastit (laaja polymeerivalikoima) | Levytmetallit: alumiini, teräs, ruostumaton teräs, kupari |
| Tarkkuuskyky | ±0,001" saavutettavissa | ±0,005" tyypillinen | ±0,003" tyypillinen | ±0,005" - ±0,010" |
| Tyypillinen toimitusaika | 3–15 arkipäivää | 1–5 arkipäivää | 2–6 viikkoa (mukaan lukien työkalut) | 5-15 arkipäivää |
| Asennuskustannukset/työkalujen käyttö | Alhainen (0–500 $) | Ei mitään | Korkea (3 000–100 000 $ tai enemmän) | Alhainen–kohtalainen (100–2 000 $) |
| Kustannus osaa kohden (10 kappaletta) | $$ | $$ | $$$$$ (työkalujen kustannukset jaettuna) | $$ |
| Kustannus kappaleelta (1 000 kappaletta) | $$ | $$$ | $ | $ |
| Paras valinta | Tarkat metalli-/muoviosat, toiminnalliset prototyypit | Nopea prototyypitys, monimutkaiset geometriat, räätälöinti | Suurimittainen muovituotanto | Koteloit, kiinnikkeet, paneelit |
Oikean valinnan tekeminen projektissanne
Arvioitaessa prototyyppiprosessointipalveluita tai tuotantovalmistusta käy läpi seuraavat päätöksentekokriteerit:
- Mikä on määrä? Pienet erät suosivat CNC-koneistusta tai 3D-tulostusta; suuret erät suosivat muottivalua tai levytöitä.
- Mitä materiaaliominaisuuksia tarvitset? Jos tärkeitä ovat lujuus, kuumuuden kestävyys tai tietyn metalliseoksen käyttö, CNC-koneistus tai levytöitä todennäköisesti sopivat parhaiten.
- Kuinka tiukat ovat toleranssisi? Tarkkuusvaatimukset poissulkevat usein 3D-tulostuksen ja levytöiden käytön harkinnasta.
- Mikä on aikataulusi? Kiireellisiin CNC-prototyyppitarpeisiin 3D-tulostuksen nopeus saattaa olla eduksi; tuotantoaikataulut voivat sietää muottivalun pidempiä toimitusaikoja.
- Onko suunnittelusi valmis? Jos muutokset ovat edelleen todennäköisiä, vältä kalliita muottipuun muokkauksia.
Monet verkkopohjaiset CNC-koneistuspalveluntarjoajat tarjoavat nyt useita valmistusmenetelmiä yhden ja saman alustan kautta – mikä mahdollistaa prototyypin valmistuksen nopealla CNC-prototyypityksellä, toiminnallisten koneistettujen osien avulla suoritettavan validoinnin ja siirtymisen injektiovalukseen sarjavalmistukseen ilman tarvetta vaihtaa toimintakumppania.
Näiden kompromissien ymmärtäminen mahdollistaa valmistuspäätösten tekemisen projektin vaatimusten perusteella eikä pelkästään prosessien tuttuuden perusteella. Mutta oikean menetelmän valinta on vain osa yhtälöä – tärkeää on myös varmistaa, että valmistuskumppaninne täyttää teollisuusalallenne sopivat laatuvaatimukset.
Alan sertifikaatit ja laatuvaatimukset selitetty
Olet valinnut valmistusmenetelmän ja ymmärrät, mitkä tekijät vaikuttavat hintaan – mutta tässä on kysymys, joka erottaa harrastelumaisen prototyypin vakavasta tuotannosta: onko CNC-kumppanillasi teollisuusalallasi vaadittuja sertifikaatteja? Ilmailukomponenteille, lääketieteellisille laitteille tai auto-osiin virheellinen vastaus voi tarkoittaa hylättyjä osia, epäonnistuneita tarkastuksia tai vielä pahempaa.
Sertifikaatit eivät ole vain kauniita logoja verkkosivuilla. Mukaan lukien 3ERP:n sertifikaattiohjeen, ne ovat dokumentoitua todistetta siitä, että valmistaja on ottanut käyttöön laatumhallintajärjestelmiä, että sitä tarkastetaan säännöllisesti kolmannen osapuolen toimesta ja että se varmistaa jäljitettävyyden koko tuotantoprosessin ajan. Ymmärtäminen, mitä kutakin sertifikaattia itse asiassa tarkoittaa, auttaa sinua valitsemaan tarkkuuskonemointiyrityksen, joka vastaa tarkalleen projektisi vaatimuksia.
ISO AS9100- ja IATF-sertifikaattien selvittäminen
Päästään eroon valmistusalan sertifikaattien kirjainliemestä. Jokainen standardi käsittelee tiettyjä teollisuuden alojen huolenaiheita – ja erottelukyky näiden erojen välillä auttaa sinua varmistamaan, pystyykö mahdollinen kumppanisi todella täyttämään sovelluksesi vaatimukset.
ISO 9001: Laatum hallintajärjestelmän perusta
Ajattele ISO 9001 -sertifikaattia perustasosertifikaattina kaikille vakaville valmistustoiminnalle. Se määrittelee vaatimukset laatum hallintajärjestelmälle (QMS), joka keskittyy asiakastyytyväisyyteen, yhtenäiseen tuotantotulokseen ja jatkuvaan parantamiseen. Mukaan lukien Hartford Technologies , ISO 9001 on sovellettavissa kaikille teollisuuden aloille ja kaikilla toimintakokoasteikoilla – se toimii perussertifikaattina, joka määrittelee edellytykset vahvalle laatum hallintajärjestelmälle.
Kun teet yhteistyötä ISO 9001 -sertifioitun kanssa verkkopohjaisen CNC-konepuruuntamispalvelun kanssa, saat varmuuden siitä, että:
- Jokainen tuotantovaihe on dokumentoitu menettelytavoin säännelty
- Asiakkaan vaatimukset tunnistetaan järjestelmällisesti ja seurataan
- Sisäiset tarkastukset varmistavat jatkuvan noudattamisen
- Korjaavat toimet käsittelevät epämuodollisuuksia ennen kuin ne muodostuvat toistuviksi ilmiöiksi
AS9100: Ilmailualan laatuvaatimukset
CNC-koneistus ilmailukomponenteista vaatii enemmän kuin yleistä laatum hallintaa. AS9100 perustuu ISO 9001:n perusteisiin, mutta lisää siihen ilmailualaan erityisiä vaatimuksia riskienhallinnasta, konfiguraationhallinnasta ja tuotteen jäljitettävyydestä. Jokaisen komponentin on oltava jäljitettävissä sen raaka-aineen lähteeseen asti, ja vian riskiarviointi on pakollinen koko suunnittelun validoinnin ajan.
Ilmailukoneistussovelluksissa AS9100-sertifiointi osoittaa, että valmistaja ymmärtää ilmailun nollatoleranssin ympäristön. Lentokoneisiin tarkoitetut osat – olivatpa ne rakenteellisia komponentteja, moottorikokoonpanoja tai elektroniikkakoteloita – vaativat tätä dokumentoidun hallinnan tasoa.
ISO 13485: Lääkintälaitteiden valmistukseen sovellettavat standardit
Lääketieteellinen koneistus sisältää erityisiä vastuita. Kirurgisen välineen tai implantaatin komponentin vikaaminen voi maksaa ihmishenkiä. ISO 13485 -standardi määrittelee laadunhallintajärjestelmän (QMS), joka on erityisesti suunniteltu lääkintälaitteiden valmistukseen ja jossa korostetaan riskienhallintaa, sääntelyvaatimusten noudattamista sekä täydellistä jäljitettävyyttä suunnittelusta huoltoon asti.
Lääkintälaitteiden koneistus ISO 13485 -standardin mukaisesti edellyttää:
- Tiukkaa dokumentointia suunnittelusta, valmistuksesta ja validoinnista
- Todistettavaa kykyä tunnistaa ja lievittää potilasturvallisuusriskiä
- Noudattamista sääntelyvaatimuksia kohdemarkkinoilla
- Tuotteita, jotka täyttävät määritellyt turvallisuus- ja suorituskyvyn vaatimukset
IATF 16949: Autoteollisuuden erinomaisuus
Kehittänyt International Automotive Task Force, IATF 16949 edustaa maailmanlaajuista laadunhallintastandardia, joka on suunnattu erityisesti autoteollisuuden valmistukseen. Se perustuu ISO 9001 -standardiin ja sisältää lisävaatimuksia tuotteen suunnittelussa, tuotantoprosesseissa ja asiakasspesifisissä standardeissa, jotka määrittelevät autoteollisuuden toimitusketjun.
Mikä tekee IATF 16949 -standardista erityisen arvokkaan? Sertifioitujen tehdasten käyttämä tilastollinen prosessin ohjaus (SPC) mahdollistaa tuotantomuuttujien seurannan reaaliajassa, mikä varmistaa yhtenäisen korkean tarkkuuden komponenttien valmistuksen pitkillä tuotantoerillä. Tämä on merkityksellistä, kun valmistetaan alustakokoonpanoja, jarrukomponentteja tai tarkkuusmetallipalikoita, joissa mitallinen yhtenäisyys vaikuttaa suoraan ajoneuvon turvallisuuteen ja suorituskykyyn.
Autoteollisuuden sovelluksissa, joissa vaaditaan sertifioituja valmistuskykyjä, Shaoyin autoteollisuuden konepuruuntaratat näyttää, miltä IATF 16949 -sertifioidun tuotannon käytännön toteutus näyttää – toimitamme monimutkaisia alustakokoonpanoja ja tarkkuusmetallikomponentteja jo yhden työpäivän sisällä säilyttäen tiukat laatuvaatimukset.
Sertifikaattien sovittaminen teollisuusalan tarpeisiin
Mitkä sertifikaatit sinun tulisi tarkistaa ennen tilauksen tekemistä? Se riippuu kokonaan siitä, mihin osat päätyvät. Tässä on käytännöllinen teollisuuden mukainen luokittelu:
Yleinen valmistus ja prototyypitys:
- ISO 9001 -sertifikaatti tarjoaa riittävän laatuvakuutuksen
- Keskity viestintälaatua ja DFM-palautekyvyn vastaavuutta
- Tarkkuuskyvyt ovat tärkeämpiä kuin erikoissertifikaatit
Ilmailu ja puolustus:
- AS9100 -sertifikaatti on yleensä pakollinen lentokriittisille komponenteille
- ITAR-yhteensopivuus vaaditaan Yhdysvaltojen asealuetteloon kuuluville puolustusalan tuotteille
- Odota ankaria dokumentointivaatimuksia ja täyttä materiaaliseurantakykyä
Lääkintälaitteet ja terveydenhuolto:
- ISO 13485 -sertifiointi on välttämätön säänneltyihin lääketieteellisiin tuotteisiin
- Yhdysvalloissa markkinoitavien lääketieteellisten laitteiden osalta FDA-rekisteröinti saattaa olla vaadittu
- Materiaalisertifikaatit ja biokompatibilisuusasiakirjat ovat usein vaadittuja
Autoteollisuus:
- IATF 16949 -sertifiointi vaaditaan suurilta OEM-yrityksiltä ja Tier 1 -toimittajilta
- PPAP (tuotantokomponenttien hyväksyntäprosessi) -asiakirjat odotetaan usein
- Tilastollisen prosessin ohjauksen (SPC) kyvyt varmistavat johdonmukaisen tuotannon laadun
Sertifikaatit osoittavat asiakkaillemme, että otamme laadun tosissaan. Ne eivät ole pelkkää paperityötä – ne ovat sitoumus erinomaisuuteen jokaisessa valmistamassamme osassa.
Konepajahakemiston sertifiointiopas mukaan 67 % OEM-yrityksistä vaatii toimittajiltaan ISO 9001 -sertifiointia – ja teollisuuden erityissertifikaatteja omaavat konepajat saavat keskimäärin 15 % enemmän sopimuksia. Sertifiointiin tehtävä investointi tuottaa hyötyjä laajentuneen markkinkapääsyn ja asiakasluottamuksen muodossa.
Sertifikaatit avaavat ovia säänneltyihin aloihin, mutta ne edistävät myös sisäisiä parannuksia. Tarkastusprosessi pakottaa valmistajat tarkastelemaan työnkulkujaan, dokumentoimaan menettelyjä ja toteuttamaan ohjauksia, joilla vähennetään virheitä ja jätteitä. Hyötät näistä tehokkuusparannuksista saamalla yhtenäisempää laatua ja usein alhaisempia hintoja, kun toiminnallisissa parannuksissa tapahtuu kertymävaikutus ajan myötä.
On olennaista tietää, mitkä sertifikaatit ovat merkityksellisiä sovellukseesi – mutta mahdollisen kumppanin todellisten pätevyyksien varmistaminen sekä sen takaaminen, että se tosiasiallisesti tarjoaa yhtenäistä laatua, vaatii systemaattisen arviointimenetelmän.
Kuinka arvioida ja valita oikea verkkopohjainen CNC-kumppani
Olet tietoinen sertifikaateista ja tiedät, mitkä standardit teollisuusalallasi vaaditaan – mutta kuinka varmistat itse asiassa, että mahdollinen valmistuskumppanisi täyttää annetut lupaukset? Väärän CNC-konepistokäsittelyyrityksen valinta voi tarkoittaa myöhästynyttä toimitusaikataulua, hylättyjä osia ja turhauttavia viestintäkatkoja, jotka kumoavat koko projektisi aikataulun.
Hakisitpa 'CNC-konepistokäsittelyyrityksiä läheltäni' tai arvioisit globaaleja digitaalisia alustoja, valintaprosessi edellyttää systemaattista arviointia eikä pelkästään intuitiota. TQ Manufacturingin kumppanivalintaa koskevan opasoppaan mukaan yritykset kohtaavat usein yleisiä ongelmia, kuten epävakaata laatua, myöhästyneitä toimituksia ja heikkoa viestintää – näihin ongelmiin liittyy kalliita uudelleenvalmistuksia, tuotantoviemäriä ja tyytymättömiä asiakkaita.
Rakennetaan käytännöllinen kehys räätälöityjen CNC-konepistokäsittelypalvelujen arviointiin, joka erottaa luotettavat kumppanit epäluotettavista toimijoista.
Varoitusmerkit CNC-kumppanin valinnassa
Ennen kuin syvennymme siihen, mitä tulisi tarkistaa, tunnistetaan varoittavat merkit, jotka kertovat, että kannattaa etsiä toiselta toimijalta. JUPAICNC:n insinöörien tarkistuslistan mukaan kokemukset ostajat oppivat havaitsemaan nämä ongelmat varhaisessa vaiheessa – säästäen näin aikaa ja estäen kalliita virheitä.
Varoittavat merkit, jotka viittaavat mahdollisiin ongelmiin:
- Sertifiointien puute: Teollisuuden tunnustamien laadunvarmistussertifikaattien, kuten ISO 9001:n, puuttuminen viittaa riittämättömiin prosessien valvontatoimiin. Säännellyissä aloissa alalla vaadittujen erikoissertifikaattien (AS9100, ISO 13485, IATF 16949) puuttuminen hylkää toimijan välittömästi.
- Epämääräiset vastaukset kyvykkyyksistä: Kun kysyt tarkkuusmahdollisuuksista, materiaaliosaamisesta tai toimitusaikoista ja saat epäselviä vastauksia, odota samankaltaista epäselvyyttä tuotannon aikana.
- Hidas vastaaminen arviointivaiheessa: Jos he tarvitsevat päiviä vastatakseen alustaviin kyselyihin, odota myös viivästyksiä viestinnässä tuotannon aikana. Testaa heidän vastaamiskykyään ennen sitoumusta.
- DFM-palautteen puuttuminen: Laadukkaat konepajat lähellä minua – tai missä tahansa – tunnistavat aktiivisesti valmistettavuuteen liittyviä ongelmia. Toimittajat, jotka antavat vain tarjouksen ilman suunnittelupanosta, toimittavat usein osia, joissa on estettävissä olevia ongelmia.
- Rajoitettu materiaali kokemus: CNC-konepaja lähellä minua, joka työskentelee ainoastaan alumiinin kanssa, ei palvele sinua hyvin, kun projektisi vaatii ruostumatonta terästä tai titaania koskevaa asiantuntemusta.
- Toimitusviiveet usein: Kysy ajoissa toimitettujen tilausten osuudesta. Huono suoritustaso viittaa kapasiteetinhallintaoongelmiin, jotka vaikuttavat projektisi etenemiseen.
- Ei rakennettua kiireellisten tilausten käsittelyprosessia: Kun kiireelliset prototyypit tulevat – ja ne tulevat – toimittajat ilman nopeutettuja toimitusmahdollisuuksia jättävät sinut ilman apua.
Jos toimittaja näyttää useita punaisia varoitusmerkkejä, on parasta tutkia muita vaihtoehtoja.
Kysymykset, jotka kannattaa esittää ennen tilauksen tekemistä
Nyt käännämme käsityksen toisinpäin. Tässä on mitä tulee aktiivisesti tarkistaa, kun arvioit konepajaa lähelläni tai digitaalisia valmistuspalveluita. UPTIVE:n valmistusopas korostaa, että oikean kumppanin valinta – jolla on asiaankuuluva kokemus – voi mahdollisesti säästää sinulle tuhansia dollareita, koska he ovat tuttuja yleisistä ansakuiluista ja tehokkaimmista tavoista välttää niitä.
Sertifiointi ja laadun varmennus:
- Millaisia laatuvarmenteita teillä on, ja milloin ne on viimeksi tarkistettu?
- Voitteko tarjoaa tarkastusraportteja, laatuvalvontadokumentaatioita tai ensimmäisen tuotteen tarkastusraportteja (FAI-raportteja)?
- Miten käsittelette virheellisiä osia – mikä on teidän korjaavien toimenpiteiden prosessinne?
Viestintä ja projektinhallinta:
- Saananko omaksi yhteyshenkilökseni erillisen asiakaspäällikön tai yhden yhteyshenkilön?
- Miten tiedottatte minulle projektin päivityksistä, viiveistä tai odottamattomista ongelmista tuotannon aikana?
- Mikä on tyypillinen vastausaikanne teknisiin kysymyksiin tai tarjousten selventämiseen?
Tekniset kyvyt:
- Mitkä tarkkuusalueet pystytte luotettavasti saavuttamaan? (Tarkistakaa mahdollisuuksien mukaan esimerkkiosilla.)
- Mille materiaaleille teillä on erityisosaaminen, ja voitteko jakaa tapaustutkimuksia vastaavista projekteista?
- Millaisia konekonfiguraatioita te käytätte – 3-akselisia, 4-akselisia, 5-akselisia vai pyöritys-jauhinkeskus-koneita?
Laajennettavuus ja joustavuus:
- Voitteko valmistaa sekä prototyyppimääriä että tuotantomääriä, jotka ovat yli 1 000 kappaletta?
- Mikä on teidän kapasiteettinne kasvavien tilausmäärien käsittelyyn ilman toimitusviiveitä?
- Hyväksyttekö kiireellisiä projekteja tai viime hetken suunnittelumuutoksia?
Toimitusaika ja toimitus:
- Mikä on tyypillinen toimitusaikanne ja mikä on toimitustehokkuutenne ajoissa?
- Tarjoatteko reaaliaikaisen tilauksen seurannan ja tilapäivitykset?
- Kuinka te hallitsette tuotantokapasiteettianne välttääksenne viiveitä kovien kysyntäjaksojen aikana?
Laajennettavuustekijä: prototyypistä sarjatuotantoon
Tässä monet valmistajat jäävät lyhyeksi. Paikallisten konepajojen löytäminen, jotka valmistavat yksittäisiä prototyyppejä, on helppoa. Sen sijaan kumppaneiden löytäminen, jotka siirtyvät sujuvasti nopeasta prototyypityksestä sarjatuotantoon ilman laadun heikkenemistä – tämä on haaste.
UPTIVE:n tutkimusten mukaan prototyypin ja tuotannon välinen matka vaatii kumppaneita, jotka pystyvät hallitsemaan seuraavia:
- Suunnittelun iteraatiotuki: Laadukkaat kumppanit antavat DFM-palautetta, joka parantaa prototyyppiäsi kustannustehokkaaksi ja laajennettavaksi tuotannoksi
- Pienitilaukset validointia varten: Ennen kuin siirryt täysmittaiseen tuotantoon, pienet erät auttavat havaitsemaan valmistusongelmat varhaisessa vaiheessa
- Tuotannon skaalaus: Kun kysyntä kasvaa, kumppanisi tulisi kasvaa sinun rinnallasi ilman laadun heikkenemistä
- Yhtenäiset laatuvalvontatoimet: Sama ankara tarkastus, jolla vahvistetaan prototyyppisi, tulisi soveltaa jokaiseen tuotantoyksikköön
Mikä on ideaalinen tasapaino? Tilat, jotka tarjoavat yhden päivän toimitusaikaa kiireellisille prototyypeille samalla kun ne noudattavat tuotantolaatua vastaavia laatustandardeja. Tämä yhdistelmä osoittaa sekä operatiivista erinomaista suorituskykyä että asiakaslähestymistapaa korostavaa joustavuutta.
Autoteollisuuden sovelluksissa, joissa vaaditaan tämä prototyypistä tuotantoon -kyky, Shaoyin tarkkuus-CNC-koneenpuristuspalvelut ovat esimerkki tuotantovalmiista verkkovalmistuksesta – skaalautuvat nopeasta prototyypistä massatuotantoon monimutkaisista alustakokonaisuuksista ja erikoismetallikomponenteista, ja niitä tukevat IATF 16949 -sertifikaatio ja tilastollinen prosessinohjaus, jotka varmistavat johdonmukaisen korkeatoleranssisen tuotannon.
Arviointitarkistuslistasi
Ennen seuraavan tilauksesi tekemistä tarkista nämä kriittiset tekijät:
| Arviointikriteerit | Mitä tarkistetaan | Miksi se on tärkeää |
|---|---|---|
| SERTIFIKAATIT | Vähintään ISO 9001; alaerityiset sertifikaatit tarvittaessa | Dokumentoidut laatuohjelmat vähentävät virheitä ja uudelleentyötä |
| Viestintä | Vastausaika alle 24 tuntia; omistettu yhteyshenkilö saatavilla | Heikko viestintä aiheuttaa viivästyksiä ja eritelmävirheitä |
| DFM-palaute | Proaktiivisia suunnitteluehdotuksia ennen tuotantoa | Tunnistaa kalliita ongelmia ennen kuin ne muodostuvat valmistettaviksi ongelmiksi |
| Toleranssikyky | Dokumentoitu tarkkuus, joka vastaa vaatimuksianne | Takuu siitä, että osat täyttävät toiminnalliset määrittelyt |
| Aineisto-asiantuntisuus | Kokemus erityisesti teidän materiaaleistanne; tapaustutkimukset saatavilla | Materiaaliin liittyvä asiantuntemus estää koneistusvirheitä |
| Skaalautuvuus | Kapasiteetti sekä prototyyppien että tuotantomäärien valmistamiseen | Välttää toimittajan vaihtoa, kun projektinne kasvaa |
| Ajallaan toimitus | Todettu aikataulussa toimitusten toteutumisprosentti yli 95 % | Myöhästyneet osat häiritsevät tuotantoaikoja ja asiakassitoumuksia |
Oikean verkkopohjaisen CNC-koneistuspalvelun kumppanin valinta on yksi tärkeimmistä valinnoistanne tuotannossa. Luotettava kumppani parantaa tuotteen laatua, optimoi tuotantotehokkuutta ja varmistaa aikataulunmukaiset toimitukset – mikä mahdollistaa keskittymisen suunnittelun innovointiin eikä hädänkorjaustyöhön toimitusketjussa.
Arvioimalla toimittajia systemaattisesti näiden kriteerien perusteella voit valita valmistusyhteistyökumppanin, joka vastaa laatuvaatimuksiasi, toimitusaikataulujasi ja laajentumistarpeitasi. Alkuvaiheen sijoitus asianmukaiseen arviointiin tuottaa hyötyjä jokaisessa tilauksessa, joka saapuu ajoissa, määritelmien mukaisesti ja suoritusvalmiina.
Usein kysytyt kysymykset verkkopohjaisten CNC-koneistuspalveluiden osalta
1. Mikä on ero verkkopohjaisten CNC-koneistuspalveluiden ja perinteisten konepajojen välillä?
Verkkopohjaiset CNC-koneistuspalvelut käyttävät digitaalisia alustoja, jotka mahdollistavat heti saatavan tarjouksen, CAD-tiedostojen lataamisen ja maailmanlaajaisen pääsyn tarkkaan valmistukseen ilman puhelinkutsuja tai henkilökohtaisia neuvotteluja. Perinteiset konepajat vaativat manuaalisia tarjouspyyntöjä, sähköpostivaihtoa ja kohtaavat usein maantieteellisiä rajoituksia. Digitaaliset alustat ohjaavat tehtävät laajassa verkostossa erikoistuneille valmistajille, mikä takaa yhtenäisen laadun ja kilpailukykyiset hinnat sekä osien toimituksen jo 1–3 päivässä prototyyppien osalta.
2. Kuinka saan heti tarjouksen verkkopohjaisesta CNC-konepuruunnasta?
Lataa 3D-CAD-tiedostosi (mieluiten STEP- tai IGES-muodossa) verkkopohjaiselle CNC-alustalle. Tekoälypohjaiset algoritmit analysoivat välittömästi osan geometriaa, materiaalivalintaa, tarkkuusvaatimuksia ja pinnankäsittelyä ja tuottavat tarkan hinnan muutamassa sekunnissa. Järjestelmä merkitsee valmistettavuusongelmia ja antaa valmistettavuuden suhteen suunnittelupalautea ennen tuotantokäynnistystä. Useimmat alustat mahdollistavat myös määrän, materiaalin ja toimitusaikojen säätämisen, jolloin hinnan muutokset näkyvät reaaliajassa.
3. Mitkä tiedostomuodot ovat parhaita verkkopohjaisiin CNC-koneistustilauksiin?
STEP-tiedostot (.step/.stp) ovat CNC-koneistuksen kultainen standardi, koska ne säilyttävät tarkan geometrian, kaaret ja reunamääritelmät. IGES- ja Parasolid-muodot toimivat myös hyvin. Vältä STL-tiedostoja, koska ne käyttävät kolmiomaisia verkkoapproksimaatioita, jotka eivät riitä CNC-työpolkujen luomiseen. Tarkkuusvaatimukset tiukentuvien osien yhteydessä liitä 2D-PDF-piirros, jossa on ilmoitettu kriittiset mitat, pinnankäsittelyt ja geometriset tarkkuusvaatimukset yhdessä 3D-mallin kanssa.
4. Kuinka paljon CNC-koneistus maksaa ja mitkä tekijät vaikuttavat hinnoitteluun?
CNC-koneistuskustannukset riippuvat materiaalin valinnasta (20 % kustannuksista), koneaikasta (80 % kustannuksista), osan monimutkaisuudesta, tarkkuusvaatimuksista, määrästä, pinnankäsittelystä ja toimitusaikataulusta. Alumiiniosat ovat halvempia kuin titaaniosat; standardit toleranssit (±0,005") ovat huomattavasti edullisempia kuin tarkat toleranssit (±0,001"). Erätilaukset vähentävät kappalekohtaista hintaa jakamalla käynnistyskustannukset usealle kappaleelle. Kiireelliset tilaukset, joiden toimitusaika on 1–3 päivää, sisältävät yleensä 25–100 %:n lisämaksun verrattuna tavalliseen 7–15 päivän toimitusaikaan.
5. Milloin tulisi valita CNC-koneistus 3D-tulostamisen tai suurtehoinen muovausmenetelmä (injection molding) sijaan?
Valitse CNC-koneistus, kun tarvitset erinomaisia mekaanisia ominaisuuksia kiinteästä metallista tai insinöörimuovista, tiukkoja toleransseja (±0,025 mm), toimivia prototyyppejä, jotka vastaavat tuotantolaatuisia materiaaleja, tai määriä 1–500 osaa. 3D-tulostus on erinomainen nopeaan iteraatioon, monimutkaisiin sisäisiin geometrioihin ja edulliseen suunnittelun validointiin. Muovin ruiskutusmuottaus tulee kustannustehokkaaksi yli 500 osan sarjoissa, mutta se vaatii merkittävän alustavan työkalujen sijoituksen (3 000–100 000 USD+). Monet projektit käyttävät CNC-koneistusta prototyyppeihin ja siirtyvät sen jälkeen muovin ruiskutusmuottaukseen massatuotantoon.