 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Konepistosupplierien selvitys: Ensimmäisestä tarjouksesta luotettavaksi kumppaniksi
Koneistustuottajien ja niiden roolin ymmärtäminen valmistuksessa
Kun hankit tarkkuusosia seuraavaan projektiisi, oikean koneistustuottajan löytäminen voi tuntua ylivoimaiselta tehtävältä. Mahdollisuuksia on tuhansia – pienistä paikallisista työpajoista suurimittaisiin sopimusvalmistajiin , joten miten tiedät, mikä niistä vastaa parhaiten tarpeitasi? Näiden tuottajien perusluokkien – ja niiden erottavien ominaisuuksien – ymmärtäminen on ensimmäinen askel älykkäämpien hankintapäätösten tekemisessä.
Mitä tarkoittaa koneistustuottaja
Konepuruamis-toimittaja on mikä tahansa yritys, joka poistaa materiaalia raakamateriaalista valmistellakseen valmiita komponentteja leikkaustyökaluilla, kääntökonelaitteilla, porakoneilla tai muilla tarkkuuslaitteilla. Mutta tässä se alkaa kiinnostaa: kaikki toimittajat eivät toimi samalla tavalla. CNC:n merkitys – tietokoneohjattu numeerinen ohjaus – viittaa automatisoituun prosessiin, joka ohjaa useimmissa nykyaikaisissa konepuruamisoperaatioissa, ja CNC-teknologian ymmärtäminen auttaa sinua arvioimaan toimittajien kykyjä tehokkaammin.
Perimmiltään CNC-määritelmä kuvaa koneita, jotka on ohjelmoitu suorittamaan tarkkoja liikkeitä toistuvasti, mikä varmistaa yhtenäisen laadun sadoissa tai tuhansissa osissa. Taitava CNC-konepuruaja ohjelmoi ja käyttää tätä laitteistoa muuntaen digitaaliset suunnitelmat fyysisiksi komponenteiksi, joiden toleranssit mitataan tuhannesosain tuumina.
Valmistusympäristön selitys
Konepuruamistoimittajat kuuluvat yleensä kolmeen erilliseen luokkaan, joista kukin palvelee erilaisia ostajien tarpeita:
- Työpajat: Nämä pienemmät toimintayksiköt hoitavat monimuotoisia, pieniä tuotantomääriä vaativia projekteja. Kun etsit ilmaisua "konepajat lähellä minua", löydät usein työpajat, jotka ovat erinomaisia nopeiden prototyyppien ja erikoisvalmisteisten yksittäisten osien valmistuksessa.
- Sopimustuottajat: Suuremmat laitokset, jotka tarjoavat kattavia palveluita, mukaan lukien kokoonpano, viimeistely ja toimitusketjun hallinta. Ne ovat ideaalisia keskitason tai suurten tuotantomäärien valmistukseen.
- Erityistä koneistusta tarjoavat yritykset: Nämä toimijat keskittyvät tiettyihin prosesseihin (kuten sveitsiläiseen kierretykseen tai 5-akseliseen jyrsintään) tai tiettyihin aloihin (esimerkiksi ilmailu tai lääketieteellinen ala) ja tuovat syvällistä asiantuntemusta monimutkaisiin sovelluksiin.
Miksi tämä on tärkeää teidän hankintastrategialleen? Väärän toimittajaluokan valitseminen johtaa usein odotusten epäyhtenäisyyteen – maksatte liikaa yksinkertaisista osista erikoistuneessa yrityksessä tai ylikuormitatte työpajan tuotantomääriillä, joita se ei pysty kestämään. Seuraavissa kappaleissa esitetään kattava kehys kyvykkyyksien, sertifikaattien ja kumppanuusmahdollisuuksien arviointiin, joka muuttaa toimittajahakuistanne arvaamisesta strategiseksi prosessiksi.
Peruskoneistuskapasiteetit, jotka jokaisen ostajan tulisi ymmärtää
Kuvitelkaa, että kävelette toimittajan tiloihin ja ymmärrätte itse, mitä jokainen kone tekee – ja mikä tärkeintä, sopiiko se projektianne tarpeisiin. Tämä tieto muuttaa teidät passiivisesta ostajasta strategiseksi kumppaniksi. Tarkastellaan nyt tarkemmin niitä keskeisiä koneistusprosesseja, joihin törmäätte mahdollisten toimittajien arvioinnissa.
CNC-jyrsintä ja -kierretyksen perusteet
Nämä kaksi prosessia muodostavat suurimman osan koneistustoiminnan perustan, vaikka niillä oleekin perustavanlaatuisesti eri tarkoitus.
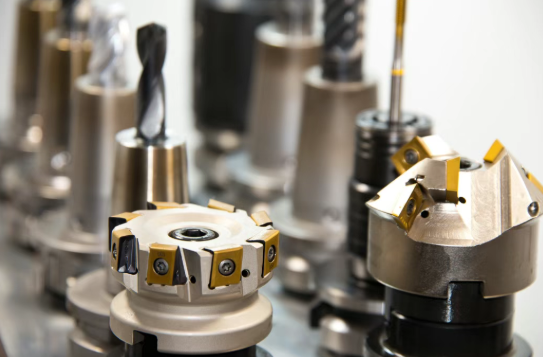
CNC-mylly sisältää pyörivät leikkaustyökalut, jotka liikkuvat paikoillaan pysyvän työkappaleen yli materiaalin poistamiseksi. CNC-jyrsin on erinomainen tasopintojen, urien, kolojen ja monimutkaisten 3D-muotojen valmistamiseen. Kun tarvitset kiinnikkeitä, koteloita tai levyjä, joissa on monimutkaisia piirteitä, jyrsintä on yleensä ensisijainen valintasi. A pystyjyrsinkone asettaa kärkiaukon kohtisuoraan pöytää vasten – mikä tekee siitä ihanteellisen pinnanjyrsintään ja poraukseen – kun taas vaakasuuntaiset konfiguraatiot soveltuvat raskaampiin leikkauksiin ja pidempiin työkappaleisiin.
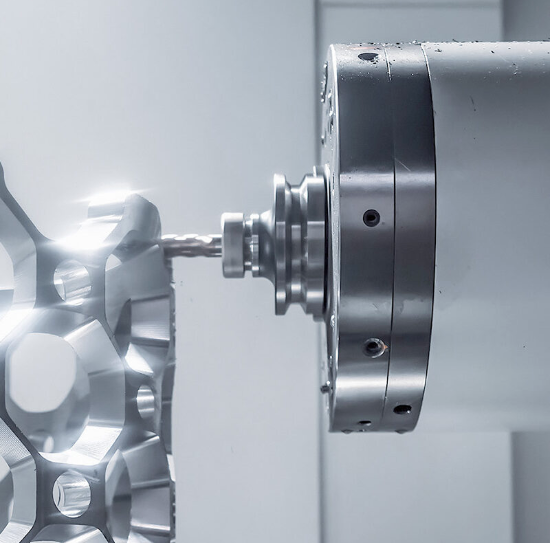
CNC-kierto kääntää yhtälön: työkappale pyörii, kun staattinen leikkaustyökalu muovaa sitä. CNC-kääntökone tuottaa sylinterimäisiä osia, kuten aksелеja, pinoja, palloja ja kierreosia, erinomaisella keskitarkkuudella. Jos osasi on pyöreä tai sillä on pyörähdysymmetria, kääntö tuottaa lyhemmät kiertokerrat ja paremman pinnanlaadun kuin samaa geometriaa jyrsittäessä.
Tässä on käytännöllinen vinkki: kun arvioit toimittajien kykyjä, älä kysy ainoastaan, onko heillä porakoneita tai kääntökonetta. Kysy sen sijaan pyörivän akselin kierrosluvuista, akselien liikealueista ja siitä, käyttävätkö he kääntökoneissaan toimivia työkaluja. Toimivat työkalut mahdollistavat kääntökeskuksissa porausoperaatioiden suorittamisen ilman osien siirtämistä toiseen koneeseen – mikä vähentää käsittelyvirheitä ja toimitusaikoja.
Edistyneet moniakseliset ja erikoisprosessit
Kun osien monimutkaisuus kasvaa, myös vaadittavan laitteiston taso nousee. Näiden edistyneiden kykyjen ymmärtäminen auttaa sinua tunnistamaan ne toimittajat, jotka pystyvät käsittelemään haastavia geometrioita.
5-akselinen koneistus: Viisiakselinen CNC-kone liikuttaa työkalua tai työkappaletta viiden eri akselin suuntaan samanaikaisesti. Tämä mahdollistaa monimutkaisten ilmailukomponenttien, lääketieteellisten implantoitavien laitteiden ja autojen osien koneistamisen yhdessä asennuksessa. Vähemmän asennuksia tarkoittaa tiukempia toleransseja ja pienempiä kertyviä virheitä – mikä on ratkaisevan tärkeää, kun suunnittelussasi vaaditaan tarkkuutta.
Swiss-työstö: Sveitsityyppiset kääntökoneet kehitettiin alun perin kelloteollisuutta varten, ja ne ovat erinomaisia pienihalkaisijaisten, pitkien ja ohuitten osien valmistamiseen erinomaisella tarkkuudella. Jos komponenteissasi on pinnit, joiden halkaisija on alle 1,25 tuumaa ja joiden pituuden ja halkaisijan suhde ylittää 3:1, sveitsiläinen koneistus usein ylittää perinteisen kääntötyön suorituskyvyn.
Sähköiskumurskaus (EDM): Kun perinteiset työkalut eivät pääse käsiksi tiukkoihin sisäkulmiin tai kykene käsittelemään kovennettuja materiaaleja, EDM-koneesta tulee välttämätön. Langan EDM käyttää sähköisesti varattua ohutta lankaa monimutkaisten profiilien leikkaamiseen johtavissa materiaaleissa – tämä on erinomainen ratkaisu muun muassa muottiosiin, ilmailualan urille ja lääkintälaitteiden ominaisuuksille. Upotus-EDM taas luo monimutkaisia kammioita muotoiltujen elektrodien avulla.
Hiekkaus: Hiomakone poistaa materiaalia kuluttavan vaikutuksen kautta eikä leikkaamalla, saavuttaen pinnanlaadun ja tarkkuuden, joita pelkkä koneistus ei pysty saavuttamaan. Kun piirustuksissasi määritellään pinnanlaatu alle 16 Ra tai toleranssit ±0,0002 tuuman sisällä, hiomakykyjen käyttö on välttämätöntä.
| Prosessityyppi | Parhaat käyttösovellukset | Typilliset toleranssit | Materiaalinen yhteensopivuus |
|---|---|---|---|
| CNC-mylly | Koteloit, kiinnikkeet, levyt, 3D-muodot | ±0,001" - ±0,005" | Alumiini, teräs, titaani, muovit |
| CNC-kierto | Akselit, pinnit, varret, kierreosat | ±0,0005" - ±0,002" | Useimmat metallit, tekniset muovit |
| 5-akselinen mäkiminen | Monimutkaiset ilmailu- ja lääketieteelliset komponentit | ±0,0005" - ±0,001" | Titaani, Inconel, alumiini, komposiitit |
| Sveitsin koneistus | Pienet tarkkuusosat, lääketieteelliset ruuvit | ±0,0002"–±0,0005" | Ruuvisuojattu teräs, messinki, titaani |
| Lanka EDM | Monimutkaiset profiilit, kovennetut materiaalit | ±0,0001"–±0,0005" | Kaikki sähköä johtavat materiaalit |
| Jyrsiminen | Tarkka viimeistely, tiukat toleranssit | ±0,0001"–±0,0002" | Kovennetut teräkset, keraamit, karbidit |
Kun sovitat toimittajan vahvuudet omaan tarpeeseesi, harkitse tätä lähestymistapaa: aloita vaativimmasta ominaisuudestasi. Jos osassa on ±0,0003 tuuman (≈ ±0,0076 mm) reikä, tarvitset toimittajan, jolla on hiomis- tai honaustaitoja – riippumatta siitä, kuinka hyvin hän koneistaa ulkoisia ominaisuuksia. Piirustuksessasi tiukin määritelmä määrittää vähimmäisvaatimuksen kyvyille. Nyt kun tiedät, mitä kukin prosessi tarjoaa, seuraava ratkaiseva kysymys on: onko toimittajalla laadunvarmistussertifikaatteja, joilla hän voi todistaa työnsä täyttävän alan standardit?
Sertifiointivaatimukset ja laatuvaatimukset selitetty
Olet löytänyt toimittajan, jolla on oikeat laitteet ja kyvykkyydet – mutta miten tiedät, että he toimittavat johdonmukaisesti korkealaatuisia tuotteita? Sertifikaatit antavat vastauksen. Ne eivät ole pelkästään seinälle ripustettavia tunnustusmerkkejä; ne edustavat todennettuja järjestelmiä, jotka varmistavat toistettavat prosessit, dokumentoidut menettelytavat ja jatkuvan parantamisen. Sen ymmärtäminen, mitkä sertifikaatit ovat tärkeitä teidän alallanne, auttaa teitä erottamaan pätevät kumppanit epäluotettavista toimittajista.
Alalla yleisesti hyväksytyt laatusertifikaatit
Laatusertifikaatit toimivat riippumattomana vahvistuksena siitä, että toimittajan prosessit täyttävät vakiintuneet standardit. Ajattele niitä kolmannen osapuolen auditoinnina, joka vahvistaa, että toimittaja tekee sen, mitä väittää tekevänsä – siitä, miten he kalibroivat mittausvälineitä, kuten syvyysmittareita ja pinnemittareita, aina siihen, miten he käsittelevät virheellisiä osia .
Tässä on esitetty, mitä kunkin tärkeimmän sertifikaatin myöntäminen vahvistaa:
- ISO 9001:2015 – Laadunhallinnan perusstandardi, joka soveltuu kaikkiin aloihin. Se vahvistaa, että toimittaja pitää yllä dokumentoituja prosesseja, suorittaa sisäisiä tarkastuksia, seuraa asiakaspalautetta ja pyrkii jatkuvaa parantamista kohti. Katso ISO 9001 vaatimukseksi perustasolta: jokaisen vakavasti otettavan konepuruamisen toimittajan tulisi omata tämä sertifikaatti.
- IATF 16949 – Autoteollisuuden pakollinen laatusstandardi, joka perustuu ISO 9001:een mutta lisää vaatimuksia virheiden ehkäisystä, vaihtelun vähentämisestä ja jätteiden poistamisesta. Autoteollisuuden alkuperäisvalmistajat (OEM) ja Tier 1 -toimittajat vaativat yleensä tätä sertifikaattia. Se korostaa tilastollista prosessinvalvontaa, tuotantokomponenttien hyväksyntäprosesseja (PPAP) ja vianmuodostuman analyysiä.
- AS9100 – Ilmailualan vastaava standardi, joka lisää tiukkoja vaatimuksia jäljitettävyydestä, konfiguraationhallinnasta ja riskinarvioinnista. Jos osasi lentää – olipa kyseessä kaupallinen lentokone, puolustusjärjestelmä tai avaruussovellus – AS9100-sertifikaatti on yleensä ehdoton vaatimus.
- ISO 13485:2016 – Suunniteltu erityisesti lääkintälaitteiden valmistajille ja niiden toimittajille. Tämä sertifiointi varmistaa, että prosessit täyttävät sääntelyvaatimukset, tuotteen jäljitettävyyden ja riskienhallinnan koko tuotteen elinkaaren ajan. Kuten mainitaan Tapeconin laatuasiakirjoissa , ISO 13485:2016 -rekisteröinti mahdollistaa lääkintälaitteiden ja ratkaisujen kehittämisen, jotka täyttävät johdonmukaisesti asiakas- ja sääntelyvaatimukset.
- ITAR (International Traffic in Arms Regulations) – Ei itse asiassa laatustandardi, vaan vaatimus yrityksille, jotka valmistavat tai käsittelevät puolustukseen liittyviä tuotteita. ITAR-rekisteröinti Yhdysvaltojen ulkoministeriön kanssa osoittaa toimittajan sitoutumisen suojattavaan kontrolloituun tekniseen tietoon ja rajoittavaan pääsyn vain valtuutettuihin henkilöihin.
- FDA-rekisteröinti – Vaaditaan laitoksille, jotka valmistavat Yhdysvalloissa myytäviä lääkintälaitteita. Vaikka se ei ole laatu-sertifiointi, FDA-rekisteröinti osoittaa, että toimittaja toimii nykyisten hyvien valmistustapojen (CGMP) mukaisesti.
Certifikaatioiden lisäksi kyvykkäät toimittajat pitävät kalibroituja koneistusvälineitä — kuten mikrometrejä, tulkkuja ja koordinaattimittakoneita — sekä jäljitettäviä kalibrointitietoja. Pyydä näkemään heidän kalibrointiaikataulunsa ja mittapalojen standardit tilaustarkastuksen yhteydessä.
Miksi certifikaation taso on tärkeä teidän projektillenne
Tässä moni ostaja tekee virheen: joko yli- tai alaspesifioi certifikaatiot (maksaa ylimäisiä hintoja tarpeeton vaatimusten täyttämisestä tai luodaan toimitusketjuun riskejä). Certifikaatiovaatimusten sovittaminen todellisiin tarpeisiinne optimoi sekä kustannukset että laatu.
Pakolliset vs. suositellut certifikaatiot:
Jos valmistatte komponentteja ilmailualan pääurakoitsijoille, AS9100 ei ole vaihtoehto — se on sopimusvelvoite, joka ulottuu koko toimitusketjuun. Samoin autoteollisuuden alkuperäisvalmistajat vaativat IATF 16949 -standardin noudattamista, ja lääkintälaitteiden valmistajat kohtaavat sääntelypaineita, jotka edellyttävät ISO 13485 -sertifioiduista toimittajista hankintaa.
Kuitenkin, jos tuotatte teollisuuslaitteita tai kaupallisia tuotteita ilman sääntelyviranomaisten valvontaa, ISO 9001 tarjoaa riittävän laatuvarmistuksen. Auto- tai avaruusteollisuuden vaativien sertifiointien vaatiminen yleisille teollisuusosille lisää kustannuksia ilman, että niistä saadaan lisäarvoa.
Mitä sertifikaatit todella varmentavat:
Sertifioitu laatumhallintajärjestelmä varmistaa, että toimittaja pitää hallinnassa prosesseja kaikessa, alkaen tulevien raaka-aineiden tarkastuksesta aina lopullisen osan varmentamiseen asti. Tähän kuuluu esimerkiksi terävien reunojen poistamiseen käytettävien työkalujen asianmukainen käyttö poistaakseen koneistuksen aiheuttamat jäljet, jotka voivat vaikuttaa osan soveltuvuuteen tai toimintaan, dokumentoidut tarkastusmenettelyt kalibroitujen mittausvälineiden avulla sekä systemaattiset menetelmät korjaustoimenpiteiden toteuttamiseen ongelmien ilmetessä.
Sertifikaatit vahvistavat myös koulutusohjelmia. Käyttäjät oppivat standardoidut menettelytavat terävien reunojen poistamiseen käytettävien työkalujen oikeaan käyttöön, tarkastajat ymmärtävät tilastollisen otantamenetelmän vaatimukset ja laatuinsinöörit pitävät huolta prosessin valvontadokumentaatiosta. Tämä systemaattinen lähestymistapa vähentää vaihtelua ja havaitsee ongelmia ennen kuin osat lähetetään.
Kysyttäviä kysymyksiä laatusysteemeistä:
- Milloin viimeisin sertifiointitarkastus suoritettiin, ja havaittiinko siinä epäsuotuisia poikkeamia?
- Voitteko toimittaa nykyisten sertifikaattienne kopiot rekisterinumeroineen?
- Kuinka te hoitate tarkkuusmittausvälineiden kalibroinnin?
- Mikä on teidän menettelytapanne asiakkaiden laatuun liittyvien valitusten käsittelyssä?
Sertifikaatit kertovat, että toimittajalla on järjestelmät paikoillaan – mutta pelkät järjestelmät eivät takaa tuloksia. Seuraavassa osiossa opit rakentamaan kattavan arviointikehyksen, joka menee sertifikaattien yli ja arvioi todellisia kykyjä, kapasiteettia ja luotettavuutta.

Käytännöllinen kehys konepistosuppliientien arviointiin
Sertifikaatit vahvistavat, että toimittajalla on laatuun liittyvät järjestelmät käytössä – mutta miten varmistat, että ne toimivat todellisuudessa? Olitpa etsinyt "cnc-lähellä minua" -palveluita tai arvioinut ulkomaisia kumppaneita, sinun tarvitsee systemaattinen lähestymistapa, joka muuttaa subjektiiviset vaikutelmat objektiivisiksi päätöksiksi. Seuraava kehys antaa sinulle toimenpiteitä edellyttäviä kriteerejä mahdollisten toimittajien arvioimiseen ennen kumppanuuden solmimista.
Toimittajapisteistö
Toimittajapisteistö muuttaa hajanaiset havainnot vertailukelpoisiksi tietopisteiksi. Ajattele sitä standardoiduksi tarkistuslistaksi, joka varmistaa, että jokainen ehdokas arvioidaan samoja kriteerejä vasten – mikä poistaa ennakkoluulot ja mahdollistaa omenien vertailun omenien kanssa.
Hankintatutkimusten mukaan Smartsheet , tehokas toimittajien arviointi vaatii kolme keskeistä elementtiä: järjestetyn toimittajaluettelon, joka perustuu organisaation arvoihin, järjestelmän suorituskyvyn seurantaan mittauskriteerien mukaisesti sekä strategisen sijoittelujärjestelmän käytön. Tässä on ohjeet omien kriteeriesi laatimiseen:
Teknisten taitojen arviointi
Aloita sovittamalla toimittajan laitteet hankkeen vaatimuksiin. Älä vain kysy: "Onko teillä viisikäisen koneita?"
- Mitä erityisiä koneiden tuotemerkkejä ja malleja ne käyttävät?
- Mikä on suurin työosatukko suurimmalle laitteelle?
- Onko koneiden seurantajärjestelmät, jotka seuraavat piippujen käyttöä ja syklin ajan?
- Voivatko ne tarjota osa-alueiden kaltaisten prosessien suorituskykyopintoja (Cp/Cpk-tiedot)?
Taitoinen CNC-käyttäjä, joka käyttää hyvin huollettua laitteistoa, tuottaa erilaisia tuloksia kuin alikoulutettu ryhmä vanhoja koneita käyttäen. Pyydä osatäytteitä tai käy tehtaalla tarkkaillen itse tuotannon laatua.
Laatujärjestelmän varmentaminen
Todistuksen antamispäivän tarkistamisen lisäksi on varmistettava, että laatujärjestelmät toimivat päivittäisessä toiminnassa. Pyydä tarkistamaan viimeaikaiset sisäisen tarkastuksen havainnot, asiakasrekisterien kirjaukset ja korjaavia toimia koskevat raportit. Jos toimittaja on tyytyväinen jakamaan tätä tietoa, se osoittaa läpinäkyvyyttävihreä lippu pitkän aikavälin kumppanuuksille.
Kapasiteetin ja skaalautuvuuden analyysi
Voiko tämä toimittaja kasvaa yhdessä sinun kanssasi? Arvioi nykyiset koneiden käyttöasteet, työvuorot ja laajentumissuunnitelmat. Valmistuslaitos, joka toimii kolmella vuorolla ja jonka käyttöaste on 95 %, ei juurikaan pysty ottamaan vastaan kiireellisiä tilauksiasi. Toisaalta laitos, jolla on vapaata kapasiteettia ja jolla on dokumentoituja kasvusuunnitelmia, osoittaa valmiutta kasvaa yhdessä liiketoimintasi kanssa.
Viestinnän nopeus
Kokeile toimittajan reagointikykyä ennen sopimusten allekirjoittamista. Kuinka nopeasti he vastaavat puheluihin? Saavatko tarjoukset ajoissa luvattuun aikaan? Varhaiset viestintämallit ennustavat tulevaa kumppanuussuhdetta. Toimittajat, jotka vaikeutuvat vastaamaan jo houkutteluvaiheessa, eivät yleensä parane sen jälkeen, kun ovat saaneet liiketoimintasi.
Taloudellisen vakauden indikaattorit
Teknisesti kyvykäs toimittaja, joka kuitenkin kohtaa taloudellisia vaikeuksia, aiheuttaa merkittävää toimitusketjuun liittyvää riskiä. Pyydä luottotiedot, tarkista mahdolliset julkiset taloudelliset tiedot tai käytä kolmannen osapuolen luottoseurantapalveluita. Alasektorin kyselyt suositellaan kysyttäväksi Dun & Bradstreet -riskiluokitus tai vastaava luottopiste toimittajan ottoon liittyvissä prosesseissa.
Seuraa tätä vaiheittain tapahtuvaa tarkastusprosessia arvioidaksesi jokainen ehdokas systemaattisesti:
- Alkuperäinen suodatus: Vahvista perustason kelpoisuus—sertifikaatit, laiteluettelot ja teollisuusalaan liittyvä kokemus, joka on merkityksellinen hakukohdeenne.
- Dokumenttien pyyntö: Kerää laatumanuaalit, kykyjä kuvaavat lausunnot, laiteluettelot mallinumeroin, sekä näytteitä tarkastusraporteista.
- Viitemerkinnät: Ota yhteyttä vähintään kolmeen nykyiseen asiakkaaseen ja kysy erityisesti ajoista toimitettujen tilausten suorittamisesta, laadun tasaisuudesta ja ongelmien ratkaisusta.
- Teollisuuslaitoksen arviointi: Vieraile tuotantotilalla ja havainnoi järjestystä, laitteiden kuntoa ja työntekijöiden osallistumista. Etsi kuvia konepajoista, jotka vastaavat henkilökohtaisesti näkemiäsi tiloja verrattuna markkinointimateriaaleihin.
- Kokeilutilaus: Tee pieni alustava tilaus arvioidaksesi todellista suorituskykyä ennen suurempien määrien sitoutumista.
- Arviointiraportin laatiminen: Arvioi jokainen kriteeri yhtenäisellä asteikolla ja laske painotetut pisteet prioriteettienne mukaan.
Varoitusmerkit, jotka viittaavat toimittajariskiin
Tietäminen, mihin tulisi kiinnittää huomiota arviointien aikana, auttaa välttämään kalliita virheitä. Perustuen laatuasiointitutkimukseen , nämä varoitusmerkit alkuvaiheen vierailujen aikana ennakoivat usein tulevia ongelmia:
Prosessi- ja laatuvaroitusmerkit
- Puuttuvat tai vanhentuneet kalibrointimerkinnät mittauslaitteissa viittaavat siihen, että tarkastustuloksia ei voida luottaa.
- Yli 2 %:n viallisuusaste viittaa järjestelmällisiin prosessinohjausongelmiin, jotka lopulta vaikuttavat teidän osiinne.
- Vaihtelevat kyvykkyyden mittarit (Cp/Cpk-arvot, jotka vaihtelevat hyväksyttävistä hyväksymättömiin) viittaavat epävakaisiin valmistusprosesseihin.
- Epätäydelliset tuotantotiedot tai haluttomuus jakaa päivittäisiä raportteja peittävät usein syvällisempiä johtamisongelmia.
Toiminnallisia varoitusmerkkejä
- Epäjärjestellyt työtilat estetyillä käytävillä ja puuttuvalla turvavarustuksella paljastavat toiminnallisen kurin heikkenemisen.
- Vanhentuneet tai huonosti huolletut koneet joissa ei ole ajantasaisia huoltomerkintöjä, lisäävät katkokkumisen riskejä.
- Ylikuormitetut tilat joihin materiaalit on varastoitava väliaikaisille alueille, viittaavat kapasiteettirajoitteisiin, jotka vaikuttavat toimitusaikatauluihin.
- Liiallinen riippuvuus ostajan valvonnasta —jos he tarvitsevat jatkuvaa ohjaustasi arkitilanteiden ratkaisemiseen, heidän sisäinen johtamisensa on heikkoa.
Kaupallisia varoitusmerkkejä
- Hintataso huomattavasti markkinahintoja alhaisempi peittävät usein myöhemmin ilmeneviä kustannuksia, kuten muutospyyntöjen, työkalujen tai laatuongelmien aiheuttamia kustannuksia.
- Epämääräiset sopimusehdot työkalujen omistuksesta, maksuaikataulusta tai toimitusvastuualueista synnyttävät tulevia riitoja.
- Liiallinen lupailu ilman yksityiskohtia —lauseet kuten "voimme tehdä kaiken, mitä tarvitset", ilman konkreettisia prosessiselityksiä, viittaavat enemmän sopimusten voittamiseen kuin tulosten toimittamiseen.
- Luottamuksellisuuden perusteella estetyt oikeutetut kysymykset saattaa peittää prosessien heikkouksia tai noudattamispuutteita.
Kysymykset, jotka paljastavat toimittajan valmiuden
Käytä näitä kysymyksiä alustavissa keskusteluissa mahdollisten ongelmien varhaisessa havaitsemiseksi:
- "Kuinka suuri osa nykyisestä kapasiteetistanne on käytössä, ja miten ottaisitte vastaan 50 %:n lisäyksen tilauksissamme?"
- "Voisitteko käydä läpi prosessinne laatuongelman käsittelyyn, jos sellainen päätyy asiakkaalle?"
- "Ketkä ovat tärkeimmät alatoimittajanne, ja miten hallitsette riskejä omassa toimittajaketjussanne?"
- "Mikä oli viimeisin merkittävä laiteinvestointinne, ja mitä on suunnitteilla seuraavien kahden vuoden aikana?"
- "Saanko puhua laatumanagerinne kanssa viimeaikaisista toteuttamistanne korjaustoimenpiteistä?"
Autojen konepaja tai tarkkuusvalmistaja, joka luottaa toimintaansa, ottaa nämä kysymykset ilman vastahakuisuutta vastaan. Välttelevät vastaukset tai puolustautuvat reaktiot tässä tutkimusvaiheessa ennustavat usein ongelmallisia kumppanuuksia.
Tilatarkastukset ansaitsevat erityistä huomiota. Muun muassa virallisen kierroksen lisäksi tarkkaile, miten työntekijät vuorovaikuttelevat toistensa ja laitteistonsa kanssa. Noudattavatko käyttäjät dokumentoituja menettelyjä vai keksivätkö he itse ratkaisuja? Onko työohjeet näkyvissä jokaisessa työasemassa ja viitataan niihin selkeästi? Nämä yksityiskohdat paljastavat, ovatko laatuohjelmat olemassa vain käsikirjoissa vai toimivatko ne arjessa.
Dokumentoi kaikki arvioinnin aikana – valokuvat, muistiinpanot ja tarkat havainnot. Tämä tallenne on äärimmäisen arvokas, kun vertailet useita ehdokkaita, ja se muodostaa perustan tulevalle suorituskyvyn seurannalle. Kun pistetaulukkosi on täytetty ja punaiset liput tunnistettu, olet valmis tekemään perusteltu valinta – ja seuraavassa osiossa tutkimme, miten hinnoittelurakenteet muuttuvat projektiesi kehittyessä prototyypistä tuotantomääriin.
Siirtyminen prototyypistä tuotantoon
Olet tunnistanut kelpavia konepistosuunnittelijayrityksiä, joilla on oikeat kyvykkyydet ja sertifikaatit – mutta tässä on kysymys, jonka monet ostajat jättävät huomiotta: voivatko he kasvaa yhdessä sinun kanssasi? Toimittaja, joka toimittaa kymmenen moitteetonta prototyyppiä, saattaa kamppailla, kun tarvitset kymmenentuhatta tuotantokomponenttia. Ymmärtäminen siitä, miten hinnoittelu, toimitusaikojen ja toiminnallisten vaatimusten muutokset vaihteluvat eri projektivaiheissa, auttaa sinua valitsemaan kumppaneita, jotka tukevat koko tuotteen elinkaarta.
Prototyypistä tuotannon laajentamiseen
Siirtyminen prototyypistä täysmittaiseen valmistukseen ei tarkoita ainoastaan suurempien määrien tilaamista. Se muuttaa perustavanlaatuisesti toimittajasuhteen, kustannusrakenteen ja laatuodotukset.
Vähimmäistilattavat määrät (MOQ): Prototyyppipainotteiset liikkeet hyväksyvät usein tilauksia jo yhdestä kappaleesta, ja ne sisällyttävät valmistusvalmiuksien kustannukset korkeampaan yksikköhintaan. Tuotantopainotteiset laitokset vaativat yleensä vähimmäismääriä – joskus 100, 500 tai jopa 1 000 kappaletta – oikeuttaakseen tehokkuusinvestointinsa. Ennen kuin sitoudut prototyyppitoimittajaan, kysy, pitävätkö he kiinni tuotantovähimmäismääristä (MOQ) ja millä määrillä hinnoittelutasot muuttuvat.
Valmistusvalmiuksien kustannukset ja työkaluinvestoinnit: Jokainen koneistustehtävä edellyttää ohjelmointia, kiinnityslaitteiden asennusta ja ensimmäisen tuotteen tarkastusta. Lähteessä teollisuuden hinnoittelututkimus tämä kertaluonteinen insinöörityö (NRE) -kustannus vaihtelee yleensä 200–500 dollaria tai enemmän monimutkaisille osille – riippumatta siitä, tilaatko yhden vai 1 000 kappaletta. Prototyypeissä tämä kiinteä kustannus hallitsee yksikköhintaa. Kun tuotantomäärä kasvaa, kustannus jakautuu useamman osan kesken, mikä alentaa yksikkökustannuksia merkittävästi.
Työkalujen sijoittaminen lisää toisen ulottuvuuden. Vaikka prototyypit usein valmistetaan standardisilla porakoneilla ja pehmeillä kiinnityspidoin, tuotantosarjat saattavat vaatia erityisvalmisteisia kiinnityslaitteita, omia työkappaleiden kiinnitysjärjestelmiä tai erikoisporakoneita, jotka parantavat kierrosaikoja, mutta joita varten on tehtävä alustava pääomasijoitus. Joissakin tapauksissa toimittajat veloittavat työkalut erikseen, kun taas muissa tapauksissa ne sisällytetään yksikköhintaan. Selvitä omistusoikeus varhaisessa vaiheessa – jos olet maksanut erityisvalmisteisista kiinnityslaitteista, voitko siirtää ne tarvittaessa toiselle toimittajalle?
Tässä on käytännöllinen näkökohta: jos suunnittelua on vielä parannettavana, tuotantotyökalujen merkittävä sijoittaminen ei ole järkevää. Pöytäkoneellinen CNC-porakone voi tuottaa hyväksyttäviä prototyyppejä sovitus- ja kokeilutarkoituksiin, mutta tuotanto vaatii teollisuuskäyttöön tarkoitettuja laitteita, joiden toistotarkkuus riittää pitämään tarkkuusvaatimukset tuhansien kierrosten ajan. Sovita toimittajan käyttämän laitetason projektisi vaiheeseen.
Tilavuuspohjaisten hinnoittelumallien ymmärtäminen
Miksi sama osa maksaa 315 dollaria kappaleelta, mutta vain 15,30 dollaria tuhannelle kappaleelle? Laskutoimitus on suoraviivainen, kun ymmärtää kaavan:
Yksikköhinta = (Kertamaksuineen liittyvä aloituskustannus / tilattujen kappaleiden määrä) + Muuttuva kustannus kappaleelta
Tarkastellaan tätä käytännössä todellisella esimerkillä. Oletetaan, että osalla on 300 dollarin aloituskustannus ja 15 dollarin muuttuva kustannus kappaleelta:
| Tilauksen määrä | Valmistusvalmiuksien kustannus yksikköä kohden | Muuttuva kustannus | Yhteensä yksikköhinta | Hintalenousu edellisestä hintatasosta |
|---|---|---|---|---|
| 1 | $300.00 | $15.00 | $315.00 | — |
| 10 | $30.00 | $15.00 | $45.00 | 86% |
| 100 | $3.00 | $15.00 | $18.00 | 60% |
| 1,000 | $0.30 | $15.00 | $15.30 | 15% |
Huomaa, kuinka merkittävimmin säästöt tapahtuvat alussa – siirtyminen yhdestä kappaleesta kymmeneen pienentää yksikköhintaa 86 %. Monien hankintatiimien "makea kohta" sijaitsee usein välillä 10–100 kappaletta, jolloin aloituskustannukset pienenevät hinnasta 66,7 %:sta vain 16,7 %:iin. Tuhat kappaletta ylittäessä lähestytään todellista muuttuvaa kustannusta, joka muodostaa alarajan hinnalle.
Tärkeä varoitus hinnoitteluanalyytikoilta: ole varovainen toimittajista, jotka väittävät prototyyppitarjouksissaan "0 USD NRE". Useimmiten he piilottavat tuotantokokoonpanon kustannukset liiallisesti korotettuihin yksikköhintoihin. Tämä tekee tarjouksesta houkuttelevan pienille määrille, mutta aiheuttaa ongelmia laajennettaessa – sinä maksat itse asiassa kokoonpanokustannukset toistuvasti sen sijaan, että ne jaettaisiin kerran.
Toimitusaikaoletukset projektivaiheen mukaan:
- Prototyypit (1–10 kappaletta): Odota 3–10 arkipäivää riippuen monimutkaisuudesta. Toimittajat usein nopeuttavat prototyyppien valmistusta voittaakseen tulevan sarjatuotannon.
- Pieni tuotantosarja (10–100 kpl): Toimitusajat yleensä pidentyvät 2–4 viikoksi, kun laatuasiakirjojen ja ensimmäisen näytteen tarkastukset muuttuvat tiukemmiksi.
- Sarjatuotantomäärät (yli 100 kappaletta): Tyypilliset toimitusajat vaihtelevat 4–8 viikon välillä, vaikka kapasiteetiltaan erityisesti varustetut toimittajat voivat tarjota nopeampia toimituksia. Vahvista kapasiteetin varaus ennen kuin oletetaan, että tarjottu toimitusaika pätee myös toistotilauksiin.
CNC-ohjelmointi vaikuttaa myös prototyypistä tuotantoon siirtymiseen liittyvään aikatauluun. Alkuperäiset ohjelmat, jotka on kehitetty prototyypeille, painottavat usein joustavuutta nopeuden sijaan. Tuotantosarjojen yhteydessä optimointityöt ovat perusteltuja – työkalupolkuja tarkennetaan, ilmaviipaleita vähennetään ja tehokkaita lastunpoistostrategioita otetaan käyttöön, mikä lyhentää kunkin kierroksen kestoa sekunneissa. Nämä sekunnit kertyvät tuhansien osien kautta merkittäviksi kustannusten alennuksiksi.
Toimittajien löytäminen, jotka kasvavat mukana sinun:
Mukaan lukien valmistusprosessin siirtymätutkimus , toimittajan vaihtaminen prototyypin ja tuotannon välillä lisää monimutkaisuutta ja riskejä. Uudelleen työkaluinnostus voi yksinään maksaa 100 000 dollaria tai enemmän riippuen prosessista ja monimutkaisuudesta. Ihanteellinen kumppani hoitaa molemmat vaiheet saumattomasti.
Arvioitaessa toimittajia kysy näitä laajentumiseen liittyviä kysymyksiä:
- Tarjoatteko sekä prototyyppi- että tuotantopalveluita, vai erikoistutteko vain toiseen?
- Kuinka hinnoittelurakenteenne muuttuu tilauksissa, joissa on 10, 100 ja 1 000 kappaletta?
- Voitteko jakaa esimerkkejä asiakkaista, joita olette tuoneet kehitysvaiheesta täyteen tuotantoon?
- Mikä on tyypillinen toimitusaika teollisessa tuotannossa verrattuna prototyyppien valmistukseen?
Jotkut valmistajat – erityisesti ne, jotka mainostavat työpöytä-CNC-koneita tai pieniä jyrsimiä – ovat erinomaisia prototyyppien valmistajia, mutta heillä ei ole tuotantoinfrastruktuuria. Toisaalta suurtehoinen tuotantoyksikkö, jossa on Haas -merkkisiä pieniä jyrsimiä, saattaa kieltäytyä pienistä prototyyppitilauksista tai antaa niille kielteisen hintatarjouksen. Toimittajien tunnistaminen, jotka toimivat sekä prototyyppien että sarjatuotannon alalla, mahdollistaa sujuvamman siirtymän ja vahvemman neuvotteluaseman, kun tuotantomääriä lisätään.
Kun hinnoittelun dynamiikka ja skaalautumisen näkökohdat on selkeytetty, seuraava strateginen päätös koskee maantieteellistä sijaintia: tulisiko ostaa kotimaasta, tutkia ulkomaisia vaihtoehtoja vai kehittää hybridistrategia? Vastaus riippuu tekijöistä, jotka menevät yksinkertaisen kustannusvertailun yli.

Maantieteelliset näkökohdat ja toimitusketjun strategia
Tulisiako hankkia tuotteita suoraan yhdysvaltalaisesta tehtaasta, tutkia ulkomaisia valmistusmahdollisuuksia vai rakentaa hybriditoimintaketju? Tämä päätös ulottuu paljon pidemmälle kuin yksikköhintojen vertailu. Maantieteellinen hankintastrategiasi vaikuttaa toimitusaikoihin, viestintätehokkuuteen, henkisen omaisuuden turvaamiseen ja kykyysi reagoida ongelmatilanteisiin. Näiden kompromissien ymmärtäminen auttaa sinua tekemään informoituja päätöksiä, jotka ovat linjassa tiettyjen prioriteettiesi ja riskinkannattamiskykyysi.
Kotimaisten toimittajien edut ja huomioitavat seikat
Kun etsit 'autokonepajaa läheltäni' tai arvioit alueellisia koneistus-toimittajia, läheisyys tarjoaa etuja, joita ei aina ilmene tarjouksissa – mutta jotka vaikuttavat merkittävästi kokonaishankintakustannuksiin.
Lyhyempiä toimitusaikoja ja yksinkertaisempaa logistiikkaa: Kotimainen koneistus poistaa kansainvälisten kuljetusten monimutkaisuudet. Frigaten teollisuustutkimusten mukaan paikainen tuotanto poistaa tulliliikenteeseen liittyvät viivästykset, vähentää varastovarannon tarvetta ja tukee juuri-aika-toimitusmalleja. Moottorin konepaja, joka sijaitsee alueellasi, voi lähettää valmiit osat seuraavana päivänä sen sijaan, että odottaisi viikoittain merikuljetusten tullinkäsittelyä.
Todellinen-aika viestintä: Sama aikavyöhyke tarkoittaa, että ongelmat ratkeavat liikeaikana. Kun suunnittelumuutos vaatii välitöntä työkalujen säätöä tai laatuun liittyvä kysymys vaatii selvennystä, kotimaiset toimittajat vastaavat tunneissa eikä päivissä. Tämä viestintänopeus on erityisen tärkeä prototyyppien kehityksen aikana tai kun hallitaan teknisiä muutoskomentoja.
Vahvempi teollisuoikeuksien suoja: Kotimainen valmistus toimii tuttujen oikeudellisten puitteiden puitteissa. Mukaan lukien kansainvälisen valmistuksen oikeusasiantuntijat suunnittelutiedostojen kansainvälinen siirto lisää altistumispisteitä, joissa tiedot voivat jäädä siepattaviksi, kopioiduiksi tai käytetyiksi ilman lupaa – erityisesti alueilla, joissa teollisoikeuden suoja on heikko.
Laatutarkastusten saatavuus: Paikallisen toimittajan tarkastamiseen, ensimmäisen näytteen tarkastukseen tai ongelmien ratkaisuun tarvitaan vain lyhyt ajomatka eikä kansainvälistä matkustusta. Tämä saatavuus mahdollistaa käytännön tarkastuksen, joka estää laatuongelmien pääsemisen läpi ja edistää aidon kumppanuussuhteen muodostumista.
Mikä on kompromissi? Kotimainen valmistus aiheuttaa yleensä korkeammat yksikkökustannukset työvoimakustannusten ja yleiskustannusrakenteen vuoksi. Kun kuitenkin otetaan huomioon pienentyneet varastonpitokustannukset, poistuneet tullimaksut ja nopeampi markkinoille pääsy, kokonaishintaero usein kutistuu merkittävästi.
Ulkomaisten valmistusten kompromissien arviointi
Merellinen konepuruuntaminen lupaa alhaisempia yksikkökustannuksia – mutta nämä säästöt tulevat toiminnallisilla monimutkaisuuksilla, jotka vaativat huolellista arviointia.
Piilotettujen kustannusten todellisuus: Tuon houkuttelevan merellisen tarjouksen taakse ei yleensä piiloudu koko tarina. Kokonaishankintakustannukset sisältävät rahtiliikennekulut, tullimaksut, tuontitullit, varastovarastoja kuljetusaikavaihteluiden peittämiseksi sekä laatuinspektioiden kustannukset. Frigate-yrityksen tutkimuksen mukaan nämä piilotetut kustannukset voivat vähentää suurta osaa, jos ei jopa kaikkia, näennäisiä säästöjä.
Toimitusketjun alttius: Merelliset riippuvuudet tarkoittavat, että mikä tahansa maailmanlaajuinen toimitusketjuun liittyvä häiriö – konttien puute, satamien ruuhkautuminen tai maantieteelliset jännitteet – voi johtaa tuotantolinjojen pysähtymiseen ja markkinoiden menettämiseen. Deloitte-raportin mukaan yli 40 %:lla maailmanlaajuisista valmistajista merellisen hankinnan epävakaus oli yksi tärkeimmistä toiminnallisista riskeistä.
Tekijänoikeus- ja immateriaalioikeuskysymykset: Oikeusalan asiantuntijat, jotka erikoistuvat kansainväliseen valmistukseen, korostavat, että yleensä käytetyt salassapitosopimukset (NDA) eivät useinkaan suojaa suunnitelmiasi ulkomailla. Tehokas teollis- ja tekijänoikeuksien suoja ulkomailla edellyttää tavaramerkkien ja patenttien rekisteröintiä valmistusmaassa – vaikka et myykkinä tuotteitasi siellä – sekä maakohtaisten NNN-sopimusten käyttöä, joiden avulla toimittajia estetään käyttämästä tietojasi, paljastamasta niitä tai myymästä suoraan asiakkaallesi.
Laatukontrollin haasteet: Laadun seuranta etäältä edellyttää kolmannen osapuolen tarkastajien palkkaamista, säännöllisten tarkastusten suunnittelua sekä sitä, että hyväksyt "laatukadon" – eli tuotteen laadun ajan myötä tapahtuvan vähittäisen heikkenemisen – olevan vaikeampi havaita ja korjata. Ulkomaiset CNC-koneistuspalveluntarjoajat saattavat puuttua standardoiduista kirjanpitojärjestelmistä tai toimia ilman ISO-sertifiointeja, mikä lisää noudattamisriskejä tarkastusten aikana.
Valmistusautomaation ja tehdasautomaation investoinnit ovat pienentäneet joitakin laatueroja, sillä nykyaikaiset ulkomaalaiset tuotantolaitokset käyttävät yhä enemmän samaa CNC-kalustoa kuin kotimaisetkin. Prosessien noudattaminen, työntekijöiden koulutus ja hallintajärjestelmät vaihtelevat kuitenkin huomattavasti, mikä tekee perusteellisen tarkistuksen välttämättömäksi.
Kotimaisen ja ulkomaisten toimittajien vertailu
Käytä tätä vertailutaulukkoa arvioidaksesi, mitkä tekijät ovat tärkeimmät juuri teidän sovellukseenne:
| Tehta | Kotimainen hankinta | Ulkomainen hankinta |
|---|---|---|
| Toimitusaika | tyypillisesti 1–4 viikkoa; nopeutettu toimitus mahdollista muutamassa päivässä | 6–12 viikkoa, mukaan lukien kuljetusaika; rajoitetut mahdollisuudet nopeuttaa toimitusta |
| Viestintä | Sama aikavyöhyke; ongelmien ratkaisu reaaliajassa | yli 12 tunnin aikavyöhyke-ero; viivästynyt vastausjakso |
| IP Suojelu | Vahva oikeuskehys; sitovat sopimukset | Muuttuva valvonta; vaatii paikallisen IP-rekisteröinnin |
| Kustannusrakenne | Korkeammat yksikköhinnat; pienemmät piilotetut kustannukset | Alhaisemmat yksikköhinnat; merkittäviä piilotettuja kustannuksia mahdollisesti |
| Laadunvalvonta | Helppo pääsy tiloihin; käytännön tarkastukset mahdollisia | Vaatii kolmannen osapuolen tarkastuksia; matkointiin perustuvat tarkastukset |
| Keskustuntumisen riski | Pienempi alttius globaaleille häiriöille | Altis kuljetusviiveille ja maantieteellisiin sekä poliittisiin tapahtumiin |
| Sääntelyjen noudattaminen | Tutut standardit; helpompi varmentaa | Muuttuvat standardit; sertifiointien varmentaminen vaaditaan |
Oikean maantieteellisen päätöksen tekeminen
Optimaalinen hankintastrategiasi riippuu näiden tekijöiden painottamisesta omien tavoitteidesi mukaisesti:
- Valitse kotimainen kun toimitusaikaherkkyys, teollisuoikeudelliset huolenaiheet tai sääntelyvaatimusten noudattaminen (ITAR, AS9100, FDA) ovat etusijalla. Myös projektit, joissa vaaditaan usein teknisiä muutoksia tai tiukkaa laatuystävyyttä, hyötyvät paikallisista kumppaneista.
- Harkitse ulkomaisia toimijoita suuritehoisille, muuttumattomilla suunnitteluratkaisuilla valmistettaville tuotteille, joissa kustannusten alentaminen oikeuttaa pidempiin toimitusaikoihin ja joihin voidaan investoida vankkoihin laatumonitorointijärjestelmiin.
- Kehitä hybridistrategioita prototyypittämällä kotimaassa nopeuden ja joustavuuden vuoksi ja siirtämällä sitten vakaa tuotanto ulkomaille – tai säilyttämällä kaksi toimintapaikkaa varmistaaksesi toimitusketjun turvallisuuden.
Kun vaaditaan valmisratkaisua, jossa yksi toimija hoitaa kaiken raaka-aineista valmiiseen kokoonpanoon, kotimaiset kumppanit tarjoavat yleensä sujuvamman toteutuksen. Ulkomaisen valmisratkaisun koordinoiminen lisää epäonnistumisen mahdollisuutta monimutkaisuutensa vuoksi.
Valitsepa mitä maantieteellistä strategiaa tahansa, muista, että alhaisin tarjottu hinta harvoin edustaa alhaisinta kokonaiskustannusta. Ota huomioon kaikki tekijät – kuljetuksesta ja tulleista laadunvalvontaan ja varaston pitokustannuksiin – ennen kuin teet sitoumuksia. Kun maantieteelliset näkökohdat on selkeytetty, seuraava ratkaiseva vaihe on ymmärtää, miten alan erityisvaatimukset vaikuttavat toimittajavalintakriteereihisi.
Alan erityisvaatimukset konepistosuorittajille
Olet arvioinut kyvykkyyksiä, vahvistanut sertifikaatteja ja harkinnut maantieteellisiä tekijöitä – mutta tässä moni ostaja tekee virheen: alan erityisvaatimukset vaihtelevat huomattavasti. Toimittaja, joka sopii täydellisesti autoteollisuuden komponentteihin, saattaa puuttua jäljitettävyysjärjestelmistä, joita lääkintälaitteet vaativat. Ymmärtämisellä siitä, mitä alasi todella vaatii, voit sovittaa toimittajan erikoisalat vaatimuksiin ilman liiallista spesifiointia tai kriittisten aukkojen jättämistä.
Autoteollisuuden toimittajavaatimukset
Autoteollisuuden koneistusvalmistus toimii joidenkin tiukimmista laatuvaatimuksista minkä tahansa teollisuuden alalla. Alkuperäisten valmistajien (OEM) ja Tier 1 -toimittajien vaatimukset välitetään eteenpäin koko toimitusketjuun – mikä tarkoittaa, että koneistusyhteistyökumppanisi on täytettävä standardit, jotka on alun perin suunniteltu miljardidollaaristen valmistajien käyttöön.
IATF 16949 -sertifiointi: Tämä ei ole vapaaehtoinen vaatimus vakavalle autoteollisuuden työlle. IATF 16949 -standardi perustuu ISO 9001 -standardiin, mutta se lisää autoteollisuutta varten erityisiä vaatimuksia virheiden ehkäisemiseen, vaihtelun vähentämiseen ja jätteiden poistamiseen. Tämän sertifikaatin haltijat osoittavat, että heidän järjestelmänsä kykenevät täyttämään suurten automerkkien odotukset.
Tuotantokomponentin hyväksyntäprosessi (PPAP): Tuotannon aloittamisen edellytyksenä autoteollisuuden toimittajien on täytettävä PPAP-dokumentaatio, joka todistaa prosessin tuottavan vaatimusten mukaisia osia. Tähän kuuluvat mittausraportit, materiaalitodistukset, prosessivirtakaaviot, hallintasuunnitelmat ja kyvykkyyden tutkimukset. Monet CNC-koneistajien työpaikat autoteollisuuden laitoksissa keskittyvät erityisesti näiden dokumentointivaatimusten tukemiseen.
Statistical Process Control (SPC): Autoteollisuuden toimittajat eivät ainoastaan tarkista osia—ne seuraavat prosesseja reaaliajassa. SPC-kaaviot seuraavat kriittisiä mittoja tuotantoketjun läpi ja havaitsevat poikkeamat ennen kuin ne aiheuttavat vikoja. Arvioidessasi toimittajia, pyydä näkemään heidän SPC-toteutuksensa ja siitä, miten työntekijät reagoivat hallinnan ulkopuolisiin signaaleihin.
Tärkeimmät vaatimukset autoteollisuuden toimittajille ovat:
- IATF 16949 -sertifikaatti nykyinen rekisteröinti ja puhtas tarkastushistoria
- PPAP-kyky kaikilla viidellä esitystasolla, mukaan lukien taso 3, joka sisältää täydelliset dokumentaatiopaketit
- SPC-toteutus laadusta kriittisillä mitoilla, joille on laadittu dokumentoidut toimintasuunnitelmat
- FMEA-asiantuntemus prosessin vianmuodostus- ja vaikutusanalyysia (FMEA) käytettäessä tuotantoonottovaiheessa
- 8D-ongelmanratkaisu menetelmä korjaavien toimenpiteiden toteuttamiseen, kun laatuongelmia ilmenee
- Vuotuinen kapasiteetinsuunnittelu dokumentaatio, joka osoittaa kyvyn täyttää volyymien ennusteet
Ammatinharjoittajat, jotka etsivät CNC-työpaikkoja tai CNC-koneistajien työpaikkoja autoteollisuudessa lähellä minua, huomaavat, että nämä vaatimukset muovaavat päivittäisiä toimintoja. Vaadittava kurinalaisuus kääntyy johdonmukaiseen laatuun – mutta se tarkoittaa myös korkeampia toimittajakustannuksia verrattuna yleiseen teolliseen työhön.
Ilmailu-, lääketieteellinen ja puolijohdealaan liittyvät näkökohdat
Autoteollisuuden ulkopuolella muut teollisuudenalat asettavat omat erikoisvaatimuksensa. Toimittajan asiantuntemuksen sovittaminen tiettyyn teollisuudenalaan estää noudattamispuutteita, jotka voivat estää lentokoneiden lentämisen, viivästyttää FDA-hyväksyntöjä tai saastuttaa puolijohdeprosesseja.
Ilmailun tarkkuusvaatimukset
Kun osat lentävät, panokset eivät voi olla korkeammat.
- AS9100-sertifiointi ilmailu-, avaruus- ja puolustusteollisuuden valmistuksen peruslaatustandardi
- 5-akselisen CNC-koneistuksen mahdollisuudet monimutkaisten ilmansiiven geometrioiden, turbiinikomponenttien ja rakenteellisten liitosten valmistukseen, joita ei voida tuottaa yksinkertaisemmilla laitteilla
- Materiaalin jäljitettävyys raaka-aineesta valmiiseen osaan, mukaan lukien puristuslaitoksen todistukset ja kuumakäsittelyerän dokumentaatio
- Ensimmäisen tuotteen tarkastus (FAI) aS9102-vaatimusten mukaisesti, jossa dokumentoidaan jokainen mittojen tarkistus alkuperäisissä tuotantosarjoissa
- Erityisten prosessien sertifiointi nadcap-hyväksyttyyn kuumakäsittelyyn, pinnoitukseen tai ei-tuhottavaan tutkimukseen (NDT), kun sovellettavaa
- Konfiguraation hallinta järjestelmät, jotka estävät valtuuttamattomia suunnittelumuutoksia
Ilmailualan toimittajat investoivat usein erityisesti viidennen akselin koneistuskapasiteettiin, koska monimutkaiset ilmailugeometriat vaativat samanaikaista moniakselista liikettä tiukkojen toleranssien säilyttämiseksi yhdistelmäpintojen yli. Jos osissasi on bliskejä, impellejä tai rakenteellisia komponentteja alapuolisia osia (undercuts), varmista, että toimittajasi käyttää todellista viisiakselista CNC-koneistuslaitetta – ei pelkästään 3+2-asennusta.
Lääkintälaitteiden jäljitettävyysvaatimukset
Lääkintälaitteiden koneistus tapahtuu Yhdysvaltain elintarvike- ja lääkeviraston (FDA) ja kansainvälisten vastaavien viranomaisten sääntelyn alaisena. Tähän alaan palvelevien toimittajien on osoitettava:
- ISO 13485 Todistus erityisesti suunniteltu lääkintälaitteiden laatumhallintajärjestelmiä varten
- Täydellinen jäljitettävyys liittää jokainen valmis laite raaka-aineloteihin, koneiden sarjanumeroihin, käyttäjätunnisteisiin ja tarkastustallenteisiin
- Validoidut prosessit asiakirjoitetulla asennusvalmiuden varmistuksella (IQ), toimintavalmiuden varmistuksella (OQ) ja suorituskyvyn varmistuksella (PQ)
- Puhtaat valmistusympäristöt soveltuva laitteen luokittelun ja tarkoitetun käytön mukaan
- Suunnitteluhistoriatiedosto (DHF) tukipalvelut komponenteille, jotka on integroitu säänneltyihin laitteisiin
- Biokompatibilisuustietoisuus varmistaa, etteivät koneistusprosessit tuoda mukanaan potilaan turvallisuutta vaarantavia kontaminaatioita
Lääkintäalan valmistukseen käytetyt työkalu- ja muottitekijän työkalut ja kiinnikkeet vaativat usein erillisiä varastointi- ja puhdistusprotokollia ristisäilöntäongelmien estämiseksi eri projektejen välillä. Kysy mahdollisilta toimittajilta, miten he erottavat lääkintäalan tuotannon yleisestä teollisesta tuotannosta.
Puolijohdepuhtausstandardit
Puolijohdelaitteiden komponentit toimivat ympäristöissä, joissa mikroskooppinen kontaminaatio aiheuttaa katastrofaalisia vikoja. Tähän teollisuuteen palvelevien toimittajien on täytettävä:
- Erittäin puhtaat koneistusprotokollat hiukkasten muodostumisen estäminen valmistuksen aikana
- Erikoistunut puhdistus ja passivaatio prosessit, jotka poistavat koneistusjäämät miljardisosaseen saakka
- Puhdastilayhteensopiva pakkaus uudelleensaastumisen estäminen kuljetuksen ja käsittelyn aikana
- Materiaalin puhtausdokumentaatio seoksen koostumuksen tarkistaminen varmistaakseen, että se täyttää puolijohdeasteikolla määritellyt vaatimukset
- Sähköstaattisen purkauksen (ESD) hallinta koko valmistus- ja käsittelyprosessin ajan
- Kaasunpurkautumisen varmistus komponenteille, jotka toimivat tyhjiöympäristöissä
Puolijohdetoimittajat ylläpitävät usein tähän työhön omia erityisvarusteita, koska leikkuunesteiden tai muiden materiaalien jäämät voivat saastuttaa erittäin puhdaita prosesseja. Arvioidessasi puolijohdesovelluksiin tarkoitettuja toimittajia kysy, erottelevatko he tämän työn muusta toiminnasta ja mitä validointiprotokollia he noudattavat puhdistusprosesseissa.
Toimittajan erikoistumisen sovittaminen omiin tarpeisiin
Tässä on käytännönläheistä ohjeistusta toimittajan asiantuntemuksen ja vaadittujen vaatimusten yhdistämiseen:
- Älä yli-vaadi: Yleisten teollisuusosien osalta AS9100 -sertifiointia vaatimalla kustannukset kasvavat turhaan ilman lisäarvoa. Sovita sertifioinnit todellisiin säädöksellisiin vaatimuksiin.
- Varmista erikoistumisen syvyys: Toimittaja, joka mainitsee "lääketieteellisen" kokemuksensa, saattaa olla valmistanut yhden yksinkertaisen kiinnikkeen – tai tuhansia luokan III:n implanteja. Pyydä konkreettisia esimerkkejä, jotka liittyvät laitteesi luokitteluluokkaan.
- Vahvista nykyiset sertifikaatit: Sertifikaatit vanhenevat. Pyydä kopioita rekisterinumeroineen ja tarkista tila suoraan rekisteröijiltä, kun vaatimustenmukaisuus on ratkaisevan tärkeää.
- Arvioi alan kokemusta: Toimittajat, joilla on laajaalaista erikoisosaamista kyseisellä alalla, ymmärtävät kirjoittamattomia vaatimuksia – epämuodollisia standardeja ja asiakkaan odotuksia, joita ei esiinny virallisissa määrittelyissä.
Investointi alanmukaisten toimittajien löytämiseen tuottaa hyötyjä suuremmalla auditointien sujuvuudella, vähemmällä dokumentaation tarkistuksilla ja pienemmällä riskillä saada vaatimustenmukaisuutta koskevia huomautuksia, jotka viivästyttävät tuotteesi markkinoille saattamista. Kun alakohtaiset vaatimukset on selkeytetty, loput toimittajastrategiasi osista liittyvät jatkuvan suhteen hallintaan – alkaen ensimmäisestä tarjouspyynnöstä (RFQ) pitkäaikaisen kumppanuuden kehittämiseen asti.
Toimittajasuhteiden rakentaminen ja hallinta
Olet tunnistanut päteviä konepistosuunnittelijayrityksiä, arvioinut niiden kykyjä ja varmistanut niiden sertifikaatit – mutta kumppanin valinta on vasta alku. Todellinen työ alkaa, kun lähetät ensimmäisen tarjouspyynnön (RFQ), ja jatkuu vuosien ajan tuotannon, laatuun liittyvien keskustelujen ja muuttuvien vaatimusten aikana. Täydellisen toimittajasuhteen elinkaaren ymmärtäminen muuttaa tilaustapahtumat strategisiksi kumppanuuksiksi, jotka tuovat johdonmukaisesti arvoa.
Tarjouspyynnön ja valintaprosessin hallinta
Tarjouspyyntösi (RFQ) määrittää koko suhteen sävyn. Epäselvä tarjouspyyntö herättää väärinkäsityksiä; kattava tarjouspyyntö puolestaan vahvistaa ammattimaisuutta ja houkuttelee vakavia vastauksia kyvykkäiltä toimittajilta.
Tarjouspyyntöjen parhaat käytännöt, joilla saadaan parempia tarjouksia
Ajattele tarjouspyyntöäsi viestintävälineenä, ei pelkästään hinnoittelupyyntönä. Sisällytä seuraavat elementit saadaksesi tarkkoja ja vertailukelpoisia tarjouksia:
- Täydelliset tekniset dokumentit: Toimita mitoitetut piirrokset, 3D CAD-tiedostot (STEP- tai natiivimuodot) ja materiaalispesifikaatiot. Epäselvyydet tässä aiheuttavat tarjousten vaihtelua, mikä vaikeuttaa vertailua.
- Realistiset määräalueet: Pyydä tarjouksia useista eri tuotantomääristä (10, 100 ja 1 000 kappaleetta), jotta ymmärrät hinnoittelurakenteen ja voit tunnistaa toimittajat, joiden optimaalinen tuotantomäärä vastaa tarpeitasi.
- Kohdeajoitusvaatimukset: Määrittele, tarvitsetko prototyyppinopeudella tapahtuvaa toimitusta vai voitko hyväksyä standardin tuotantoprosessin aikataulun.
- Laatudokumentointivaatimukset: Ilmoita, vaaditko ensimmäisen tuotteen tarkastusraportteja, materiaalitodistuksia tai jatkuvaa SPC-tietoa.
- Toissijaiset toiminnot: Luettele viimeistelyvaatimukset, lämpökäsittely, pinnoitukset tai kokoonpanopalvelut, jotka ovat lisäksi koneistusta.
Hyvin rakennettu tarjouspyyntö osoittaa myös potentiaalisille toimittajille, että olet ammattimainen ostaja, jolle kannattaa antaa etusija. Toimittajat tietävät, että järjestelmälliset asiakkaat noudattavat yleensä järjestelmällisiä maksukäytäntöjä ja kohtalaisia odotuksia—mikä tekee projekteistasi houkuttelevampia heidän parhaalle CNC-koneen käyttäjätiimilleen ja tuotannon suunnittelijoilleen.
Tarjousten arviointi yksikköhinnan ulkopuolella
Kun vastaukset saapuvat, pidä käsissä vaihtoehto valita vain hinnan perusteella. Sovellusteknisen asiantuntemuksen—eli toimittajan kykyä ehdottaa suunnitteluparannuksia, jotka vähentävät kustannuksia tai parantavat valmistettavuutta—arvo on usein suurempi kuin alhaisin tarjous. Harkitse seuraavia tekijöitä:
- Työkalut ja asennuskulut: Onko nämä eritelty erikseen vai sisällytetty yksikköhintoihin?
- Toimitusaikataulut: Voivatko he täyttää aikataulusi, vai onko tarjous vain toivomusajattelua?
- Maksuehdot: Netto-30 päivää verrattuna esimaksuun vaikuttaa merkittävästi käteisvirtoihisi.
- Sisällytetyt palvelut: Sisältääkö tarjous tarkastusraportit, pakkausmääritykset tai toimituksen tilillesi?
- Oletukset ja poissuljetut asiat: Mitä erityisesti ei ole sisällytetty, mutta mikä saattaa tulla esille muutostilauksina myöhemmin?
Sopimusneuvotteluiden huomioitavat seikat
Ennen sopimusten lopullista vahvistamista käsitellään seuraavat usein huomiotta jäävät sopimuselementit:
- Työkalujen omistusoikeus: Jos maksatte mukautettujen kiinnityskappaleiden hinnasta, määrittäkää selvästi, että ne pysyvät teidän omistuksessanne ja niitä voidaan tarvittaessa siirtää toiselle toimittajalle.
- Hinnoittelun voimassaoloaika: Kuinka kauan tarjotut hinnat ovat voimassa? Materiaalikustannusten vaihtelu voi perustella hintakorotuslausekkeita pitkäaikaisissa sopimuksissa.
- Laatupoikkeamien käsittely: Mitä tapahtuu, kun viallisia osia saapuu teidän tilanteenne? Määrittelkää vastuut lajittelusta, uudelleentyöstöstä ja korvaavien osien kustannuksista.
- Tuotantokapasiteetin varaus: Tärkeiden tuotantokomponenttien osalta kannattaa harkita sopimuksia, jotka taavat kapasiteetin varauksen vastineeksi tilattavien määrien sitoumuksesta.
- Henkinäisen omaisuuden suojelu: Varmista, että sopimukset kieltävät toimittajia jakamasta suunnitelmiasi tai valmistamasta osia kilpailijoillesi.
Toimittajat, jotka vastustavat kohtalaisia sopimusehtoja, paljastavat usein toiminnallisissa tai taloudellisissa kysymyksissä olevia huolenaiheita, joita kannattaa tutkia tarkemmin. Avoinisuus neuvotteluvaiheessa ennustaa avoimuutta tuotantovaiheessa.
Pitkäkestoinen toimittajakumppanuus
Ostotilauksen allekirjoittaminen merkitsee siirtymää arviointivaiheesta kumppanuusvaiheeseen. Siihen, miten hallitset toimittajan ottoa käyttöön, viestintää ja suorituskyvyn seurantaa, vaikutetaan siihen, onnistuuko kumppanuus vai ei.
Onboarding menestykseen
Tehokas onboarding estää ymmärrystä hämärtäviä väärinkäsityksiä, jotka voivat heikentää uusien toimittajasuhteiden kehitystä. Tässä vaiheessa:
- Järjestä virallinen aloituskokous: Tarkista eritelmät, laatuvaatimukset ja viestintäprotokollat tuotantotiimin kanssa – ei ainoastaan myyntiedustajien kanssa.
- Määritä pääyhteyshenkilöt: Tunnista vastapuolen henkilö teknisiin kysymyksiin, laatuongelmiin ja aikataulutuskoordinaatioon.
- Jaa historiallinen tausta: Jos siirrät työtä toiselta toimittajalta, selitä aiemmat ongelmat ja mitä yrität parantaa.
- Sovita tuotantotyökalujen toimituksesta: Vahvista, toimitatteko te erityisiä työkaluja, Haas-työkaluja tai muuta varustetta vai hankkiko toimittaja kaiken itse.
- Määrittele tarkastusvaatimukset: Määritä, mitkä mitat vaativat dokumentoidun tarkastuksen ja mitkä riittävät standardin prosessinvalvonnan mukaisesti.
Viestintäodotukset, jotka estävät ongelmia
Useimmat toimittajasuhteiden epäonnistumiset johtuvat viestintäkatkoksesta. Selkeiden odotusten asettaminen alusta lähtien estää kalliita väärinkäsityksiä:
- Vastausaikavaatimukset: Kuinka nopeasti kumpikin osapuoli tulisi vastata sähköposteihin? Monille suhteille sopii 24 tunnin vastausaika tavallisissa asioissa ja saman päivän vastaus kiireellisiin kysymyksiin.
- Korotuspolut: Kun normaalit kanavat epäonnistuvat, ketä otetaan yhteyteen? Määrittele nouseva tiedonsaantiketju sekä teknisille että kaupallisille kysymyksille.
- Muutoshallinta: Kuinka suunnittelumuutokset tulisi viestiä? Vaadi virallisia muutosilmoituksia selkein voimaantulopäivämerkintöin eikä epävirallisia korjauksia.
- Tilanneilmoitukset: Jatkuvassa tuotannossa pidetään säännöllisiä tilannekatsauksia – viikoittaisia puhelinkokouksia tai kuukausittaisia raportteja riippuen tuotannon määrästä ja kriittisyydestä.
Laatuongelmien käsittely heti niiden ilmetessä
Vaikka erinomaiset toimittajat tuottavatkin joskus virheellisiä osia, näiden tilanteiden käsittely vaikuttaa pitkän aikavälin suhteeseen:
- Dokumentoi objektiivisesti: Toimita selkeä todiste virheellisyydestä – mittaukset, kuvat ja viittaus vaadittuihin eritelmävaatimuksiin. Emotionaaliset valitukset herättävät puolustautuvaa reaktiota.
- Pyydä ensin estotoimenpiteitä: Ennen juurisyytä koskevan keskustelun aloittamista varmista, että epäilyttävä varasto on tunnistettu ja eristetty molemmissa toimipisteissä.
- Yhteistyö tutkinnassa: Jaa kaikki tiedot, jotka voivat auttaa syytä tunnistamaan. Onko tapahtunut suunnittelumuutos? Uusi materiaalierä? Eri käyttöolosuhteet?
- Korjaavien toimenpiteiden arviointi: Tehokkaat toimittajat ehdottavat järjestelmällisiä korjauksia, ei ainoastaan vaikutettujen osien uudelleentyöstöä. Tarkastele prosessiparannuksia, päivitettyjä työohjeita tai paranneltuja tarkastusprotokollia.
- Tarkista tehokkuus: Seuraa korjaavia toimenpiteitä vahvistaaksesi niiden toteuttamisen. Pyydä todisteita siitä, että muutokset on todella tehty.
Kumppanit, jotka käsittelevät laatuongelmia ammattimaisesti – tunnustaen ongelmat, tutkien niitä perusteellisesti ja toteuttaen aidot korjaukset – usein muodostuvat luotettavimmiksi toimittajiksesi. Suhteen testi ei ole ongelmien välttäminen kokonaan, vaan se, miten ratkaisette ne yhdessä.
Suorituskyvyn seurantamenetelmät
Jatkuvat mittaukset pitävät suhteet terveinä ja tarjoavat tietoja vuosittaisiin arvioihin sekä hankintapäätöksiin:
- Toimitusaikataulun noudattamisen seuranta: Mitataan todellisia lähetyspäivämääriä sitoutumispäivämäärien perusteella. Teollisuuden vertailukohdat kohdistuvat vähintään 95 %:n ajoissa toimitettujen tilausten saavuttamiseen.
- Laadun mittaukset: Viallisten osien määrän seuranta osina miljoonasta (PPM) tai erän hyväksymisasteiksi. Maailmanluokan toimittajat saavuttavat alle 100 PPM:n.
- Vastauskyvyn arviointipisteet: Arvioidaan säännöllisesti viestintälaatua ja ongelmien ratkaisunopeutta.
- Kustannustehokkuus: Vertaillaan hintoja vuosittain markkinavaihtoehtoihin, jotta varmistetaan jatkuvan arvon säilyminen.
Jaa nämä mittarit säännöllisesti toimittajien kanssa. Avoin tiedottaminen suorituskyvystä ja siitä, miten sitä mitataan, motivoi jatkuvaa parantamista ja estää yllätyksiä vuosittaisissa arvioinneissa. Vahvimmat kumppanuudet syntyvät silloin, kun molemmat osapuolet panostavat viestintään, reagoivat rakentavasti haasteisiin ja ovat yhtä mieltä yhteisistä menestysmittareista. Kun suhteiden hallinnan käytännöt on otettu käyttöön, olet valmis tiivistämään kaiken toimintasuunnitelmaksi.
Toimittajavalintastrategian käyttöönotto
Olet kulkenut koko matkan — alkaen toimittajaluokkien ja koneistuskykyjen ymmärtämisestä, sertifikaattien arvioinnista, pisteytysjärjestelmien laatimisesta ja jatkuvien suhteiden hallinnasta. Nyt on aika muuttaa tämä tieto ratkaisevaksi toiminnaksi. Ero ostotoiminnan ammattilaisten välillä, jotka kamppailevat toimittajaprobleemien kanssa, ja niiden välillä, jotka rakentavat luotettavia toimitusketjuja, johtuu siitä, kuinka systemaattisesti sovelletaan tässä käsiteltyjä periaatteita.
Keskeiset huomiot toimittajan valinnassa
Ennen seuraavan tarjouspyynnön (RFQ) lähettämistä muista perusperiaatteet, jotka erottavat onnistuneen hankinnan kalliista virheistä:
Sovita toimittajan kyvyt tarkasti omiin vaatimuksiisi. Oikea kumppani ei ole edullisin vaihtoehto eikä vaikutusvaltaisin teollisuuslaitos — se on se, jonka CNC-koneet, sertifikaatit ja toiminnalliset vahvuudet vastaavat tarkasti projektisi vaatimuksia.
Tässä on tiivistetty päätöksentekokehys:
- Aloita teknisellä sopivuudella: Varmista, että toimittajan CNC-konevarasto, pystysuuntaisten konesorvien ominaisuudet ja erikoisprosessit vastaavat osien geometrioita ja tarkkuusvaatimuksia.
- Vahvista teollisuusalasi mukaiset sertifikaatit: ISO 9001 toimii perustana; autoalan vaatii IATF 16949, ilmailuala AS9100 ja lääketeollisuus ISO 13485. Älä yli- tai alispesifioi säänneltyihin sovelluksiin.
- Arvioi laajentumiskyky rehellisesti: Kasvaako tämä kumppani kanssasi prototyyppien poraamisesta suurten sarjojen tuotantoon? Toimittajan vaihtaminen ohjelman keskellä lisää riskejä ja kustannuksia.
- Arvioi kokonaishankintakustannus: Yksikköhinta kertoo vain osan tarinasta. Ota huomioon toimitusaikojen pituus, laadun tasalaatuisuus, viestintätehokkuus sekä haitat, joita aiheutuu toimitusketjun häiriöistä.
- Anna etusija suhteiden laadulle: Tarjousten aikainen nopea reagointi ennustaa tuotannon aikaisia kumppanuussuhteita. Valitse toimittajat, jotka viestivät aktiivisesti ja ratkaisevat ongelmia yhteistyössä.
Toimet ostotaktiikan toteuttamiseksi
Oletko valmis soveltamaan näitä periaatteita? Seuraa tätä toimintajärjestelmää, jotta voit nopeuttaa toimittajavalintaa:
- Dokumentoi vaatimuksesi selkeästi: Ennen kuin otat yhteyttä mihinkään konepistooliin, kerää täydelliset tekniset paketit, jotka sisältävät piirustukset, materiaalieritelmät, tuotantomääräennusteet ja laatuasiakirjojen tarpeet.
- Laadi lyhytlistasi strategisesti: Tarkista ehdokkaat pakollisten kriteeriesi perusteella – vaadittavat sertifikaatit, alueelliset mieltymykset ja todettu kokemus omalla teollisuusalallasi.
- Pyydä kattavia tarjouksia: Pyydä hintoja useilla eri tuotantomäärätasoilla, yksityiskohtaiset työkalukustannukset sekä realistiset toimitusaikataulut. Epämääräiset tarjoukset voivat johtaa tuleviin yllätyksiin.
- Suorita perusteellinen tarkastus: Viitteiden tarkistus, tehdasvierailut ja kokeilutilaukset paljastavat kyvykkyyksiä, joita sertifikaatit ja tarjoukset eivät voi osoittaa. Sijoita aikaa etukäteen, jotta vältät ongelmia myöhemmin.
- Määritä selkeät odotukset: Virallistetaan viestintäprotokollat, laatuvaatimukset ja suorituskyvyn mittarit ennen tuotannon aloittamista.
Ota huomioon, miten johtavat toimittajat näyttävät nämä standardit käytännössä. Shaoyi Metal Technology , esimerkiksi, täyttää tässä oppaassa käsitellyt kriteerit. Heidän IATF 16949 -sertifikaattinsa vahvistaa autoalan laatuvaatimusten mukaiset laatuohjelmat, kun taas tilastollisen prosessin ohjauksen (SPC) toteuttaminen varmistaa yhtenäisen tuotantotuloksen kaikilla tuotantokierroksilla. Mitä erottaa kumppaneita tällä tavoin on heidän kykynsä skaalautua saumattomasti – nopeasta prototyypityksestä, jonka toimitusaika voi olla vain yksi työpäivä, täysmittaiseen sarjatuotantoon – mikä poistaa kalliit toimittajavaihdokset, joista monet hankintatiimit kärsivät.
Olipa kyseessä sorkkakoneen komponenttien, monimutkaisten jyrsintäkokoonpanojen tai tarkkuuspyöritysten osien hankinnasta, oppimasi kehys muuttaa toimittajavalinnan arvaamisesta strategiseksi päätöksenteoksi. Seuraava askel? Sovella näitä periaatteita nykyiseen hankintahaasteesi ja kokeile, miten systemaattinen arviointi vaikuttaa tulokseen.
Usein kysytyt kysymykset konepistosuorittajista
1. Mikä on CNC-koneen tuntihinta?
CNC-koneiden hintataso vaihtelee merkittävästi koneen tyypin ja monimutkaisuuden mukaan. 3-akselisia koneita käytettäessä tuntihinnat ovat yleensä 25–50 USD, kun taas edistyneet 5-akseliset laitteet voivat maksaa 75–150 USD tunnissa. Nämä hinnat sisältävät koneen arvon alenemisen, käyttäjän palkat, yleiskulut ja materiaalin käsittelyn. Kun pyydät tarjouksia, pyydä toimittajia erottamaan asennuskulut erikseen tuntikohtaisista konepistosarjoista, sillä asennuskulut (200–500 USD tai enemmän) vaikuttavat merkittävästi yksikköhintoihin pienemmissä tilauksissa.
2. Ansaitsevatko CNC-koneen käyttäjät paljon rahaa?
Yhdysvalloissa CNC-koneistajat ansaitsevat keskimäärin 27,43 dollaria tunnissa, ja kokemukset ohjelmoijat sekä moniakseliset käyttäjät saavat usein korkeampia palkkoja. Erityisalat, kuten ilmailu- ja lääkintälaiteteollisuus, maksavat usein korkeampia palkkoja tiukempien laatuvaatimusten vuoksi. Uraa edistäviä mahdollisuuksia ovat muun muassa CNC-ohjelmointi, laatuinspektointi ja tuotannon valvonta. Toimittajat, joiden kokemukset ja hyvin palkatut käyttäjät, toimittavat yleensä johdonmukaisempaa laatua ja aiheuttavat vähemmän tuotantongelmia.
3. Mikä ovat johtavat CNC-työkalukoneiden valmistajat?
Johtavat CNC-konepajakoneiden valmistajat ovat muun muassa Yamazaki Mazak, DMG MORI, Trumpf, Haas Automation, Okuma, Makino, Doosan Machine Tools, AMADA, Hardinge ja HELLER. Kun arvioidaan koneistuspalvelujen tarjoajia, tieto heidän käyttämistään koneistoista auttaa arvioimaan niiden kykyjä. Haasin koneet ovat yleisiä työpajayrityksissä niiden luotettavuuden ja hyvän suhteellisen arvon vuoksi, kun taas Makino- ja DMG MORI -koneistot viittaavat usein korkeampaan tarkkuuteen, joka soveltuu ilmailu- ja lääketieteellisiin sovelluksiin.
4. Kuinka valitsen kotimaisen ja ulkomaisen koneistuspalvelujen tarjoajan välillä?
Kotimaiset toimittajat tarjoavat nopeammat toimitusaikataulut (1–4 viikkoa verrattuna 6–12 viikkoon), reaaliaikaisen viestinnän, vahvemman teollisoikeuden suojan ja helpomman laadunvalvonnan. Ulkomaiset vaihtoehdot tarjoavat alhaisempia yksikköhintoja, mutta niissä on piilotettuja kustannuksia, kuten kuljetuskustannukset, tullimaksut, varastovarannon muodostaminen ja kolmannen osapuolen tarkastusmaksut. Valitse kotimaiset toimittajat aikarajoitteisille projekteille, prototyyppien kehitykselle ja säänneltyihin aloihin, joissa vaaditaan tiukkaa noudattamista. Harkitse ulkomaisia vaihtoehtoja suuritehoisille, vakioituun suunnitteluun perustuville tuotteille, joissa kustannussäästöt oikeuttavat pidennetyt toimitusajat ja laajan laadunvalvonnan investoinnit.
5. Mitä sertifikaatteja tulisi vaatia koneistus-toimittajilta?
ISO 9001 toimii perustana laatuvarmennukselle kaikille vakavasti otettaville toimittajille. Alalla sovellettavat erityisvaatimukset sisältävät IATF 16949 -standardin autoteollisuudessa (pakollinen OEM- ja Tier 1 -toiminnassa), AS9100 -standardin ilmailusovelluksissa, ISO 13485 -standardin lääkintälaitteissa sekä ITAR-rekisteröinnin puolustusteollisuuden alaan liittyvässä valmistuksessa. Sovita varmennusvaatimukset todellisiin sääntelyvaatimuksiisi – liiallinen spesifiointi lisää kustannuksia lisäämättä arvoa, kun taas riittämätön spesifiointi aiheuttaa noudattamisriskejä, jotka voivat viivästyttää tuotteen markkinoille saattamista tai johtaa tarkastusvirheisiin.