 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Kromattujen levyjen valmistajat: ASTM-standardit selitettyinä

Galvanoidun levy metallin ymmärtäminen ja sen teollisuudellinen merkitys
Kun hankit materiaaleja teollisiin sovelluksiin, harvat vaihtoehdot tarjoavat kestävyyden, kustannustehokkuuden ja korroosionkestävyyden tasapainon yhtä hyvin kuin galvanoidut levyt. Mutta mitä tarkalleen ottaen tekee tästä materiaalista niin olennaisen eri valmistusaloilla? Ja miten arvioit lukemattomia galvanoidun levy metallin valmistajia jotka kilpailevat liiketoiminnastasi?
Tämä kattava ostajan opas käsittelee kaikkea, mitä hankintaprofessionaalit ja insinöörit tarvitsevat tietääkseen – alkaen sinkkipinnoitustekniikoiden ymmärtämisestä ASTM-standardien tulkitsemiseen, jotka erottavat laadukkaat toimittajat muista.
Miksi galvanoidut levyt ovat välttämättömiä teollisuussovelluksissa
Kadonkäsitelty levyteräs on terästä, johon on pinnoitettu suojaava sinkkikerros korroosion estämiseksi. Tämä kadonkäsitelty teräslevy toimii perustana lukemattomille teollisille sovelluksille, kuten auton alustakomponenteista ilmastointikanaviin ja maatalouskoneisiin. Syy on yksinkertainen: suojaamaton teräs ruostuu nopeasti, kun se altistuu kosteudelle ja ympäristötekijöille, kun taas kadonkäsitellyt metallilevyt voivat kestää kymmeniä vuosia vähällä huollolla.
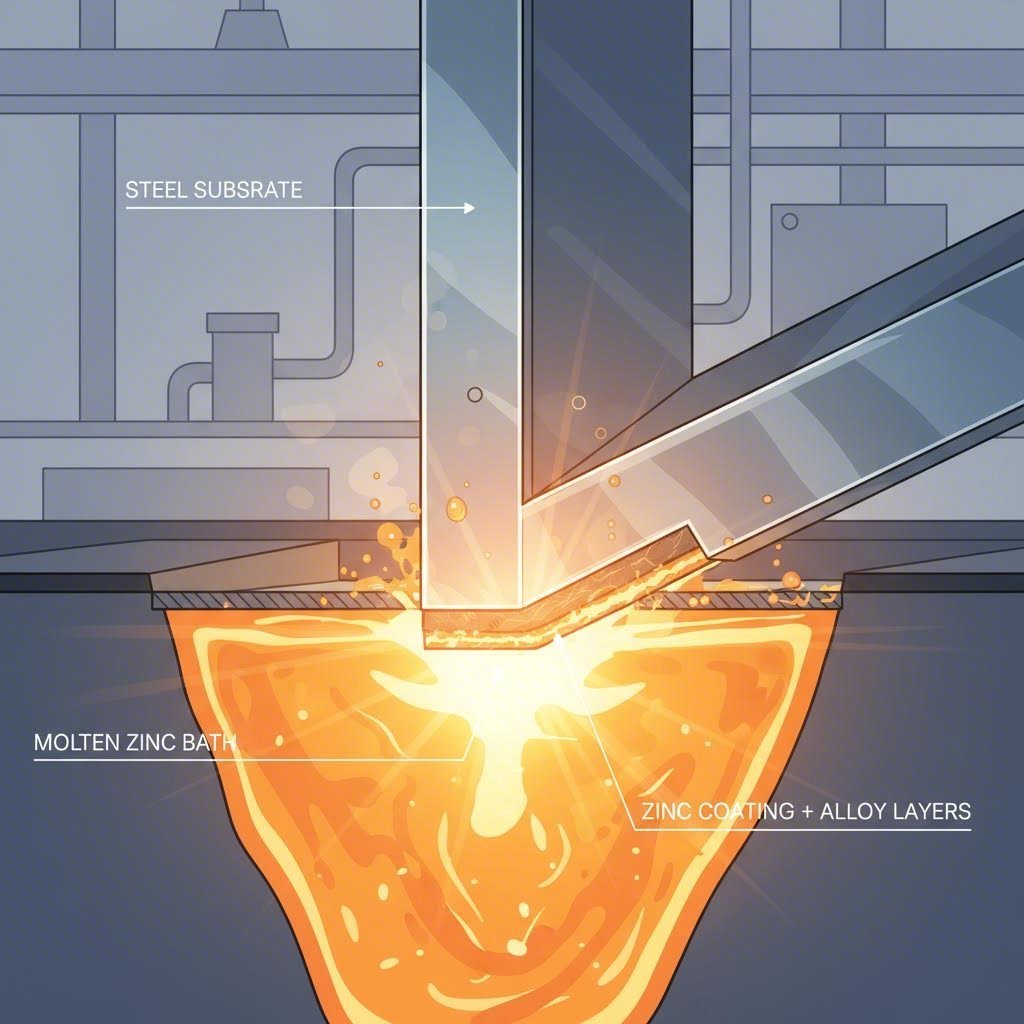
Xometryn materiaaliohjeen mukaan valmistusprosessi tapahtuu yleensä upottamalla teräs noin 450 °C:n lämpöiseen sulatettuun sinkkiin. Sinkki muodostaa metallurgisen sidoksen teräksen pinnan kanssa, mikä luo seosgradientin, jossa yhdistyvät teräksen rakenteellinen lujuus ja sinkin erinomainen korroosionkestävyys. Tämä HD-kadonkäsitelty pinnoite ei ainoastaan istu pinnalla – se muodostuu osaksi metallin kemiallista koostumusta.
Insinöörien ja ostajien on ymmärrettävä tämä perusominaisuus. Galvanoitu metallilevy tarjoaa suojan, joka ei irtoa, karsiudu tai vaadi uudelleenpinnoitusta sen käyttöiän aikana, toisin kuin maalatut tai pulverimaalatut vaihtoehdot.
Sinkkipinnoituksen suojausmekanismien ymmärtäminen
Galvanoitun metallilevyn suojausvaikutus perustuu kaikkiin kahden erillisen, mutta toisiinsa liittyvän mekanismin yhteisvaikutukseen. Tämä kaksitasoinen suojaus erottaa galvanoitut materiaalit yksinkertaisista este-pinnasta.
Sinkki tarjoaa sekä este-suojan – joka fysikaalisesti eristää teräksen syöpymisvaikutteisilta tekijöiltä – että uhri-katodisen suojan, jossa sinkkipinnoite syöpyy eteenpäin suojaten alapuolista terästä myös silloin, kun pinnoite on naarmuuntunut tai vaurioitunut.
Tässä on kuvattuna, miten kumpikin mekanismi toimii:
- Esteiden suojelu: Sinkkipinnoite muodostaa kestävän, metallurgisesti sidotun kerroksen, joka peittää kokonaan teräksen pinnan ja sulkee sen kosteudelta, hapeelta ja muilta ympäristön syöpymisvaikutteisilta tekijöiltä.
- Uhrianodisuojaus: Koska sinkki on anodista rautaa ja terästä lähes kaikissa yleisissä elektrolyyteissä, se syöpyy ensin, kun molemmat metallit ovat alttiina. Kun AZZ selittää , tämä tarkoittaa, että sinkki "uhraa" itsensä perustateräksen suojaamiseksi – jopa naarmuissa, leikattujen reunojen kohdalla tai pienissä pinnoitteen epäjatkuvuuksissa.
Tämä sinkityn teräksen suojausmekanismi selittää, miksi materiaali säilyttää tehonsa myös pinnan vaurioitumisen jälkeen, joka heikentäisi maalia tai muita pelkästään esteenä toimivia pinnoitteita. Hankintatiimeille, jotka arvioivat sinkittyä levyterästä valmistavia yrityksiä, tämän suojaperiaatteen ymmärtäminen auttaa arvioimaan, täyttävätkö toimittajan pinnoitusspesifikaatiot sovelluksenne korroosionkestävyysvaatimukset.
Tässä oppaassa selvitetään standardit, spesifikaatiot ja arviointikriteerit, jotka erottavat luotettavat valmistajat niistä, jotka tekevät kompromisseja – antaen teille tiedon varmojen hankintapäätösten tekemiseen.
Sinkitysmenetelmät ja valmistusprosessit
Nyt kun ymmärrät miten sinkkipinnoite suojaa terästä , seuraava kysymys on: miten sinkityn levyteräksen valmistajat todellisuudessa soveltavat tätä pinnoitetta? Vastaus ei ole yksi koko kaikille. Kolme erilaista sinkitysmenetelmää hallitsee teollisuutta, ja kukin tuottaa materiaaleja, joilla on erilaisia ominaisuuksia ja jotka sopivat tiettyihin käyttötarkoituksiin.
Oikean menetelmän valinta vaikuttaa suoraan projektisi suorituskykyyn, kustannuksiin ja jälkikäsittelyvaatimuksiin. Tarkastellaan jokaista prosessia yksityiskohtaisesti, jotta voit valita oikean valmistusmenetelmän vaatimuksiesi mukaan.
Kuumasinkitysprosessin selitys
Kuumasinkitys on yleisin menetelmä sinkityn levyteräksen valmistajien keskuudessa – ja siihen on hyvä syy. Xometryn materiaaliohjeen mukaan tässä prosessissa terästä upotetaan noin 450 °C:n lämpöiseen sulassa sinkissä olevaan kylpyyn. Kun sinkki jäähtyy, se muodostaa metallurgisen sidoksen teräksen raudan kanssa, mikä luo kestävän, monikerroksisen pinnoitteen.
Kuumasinkattu teräs erottaa muista sen kemiallinen reaktio, joka tapahtuu upotusprosessin aikana. Sinkki ei pelkästään tartu pinnalle, vaan muodostaa seosgradientin perusmetallin kanssa. Tuloksena on pinnoite, joka on kirjaimellisesti osa teräksen koostumusta, ei pelkästään sen päällä.
Tässä on tietoa kuumasinkatusta teräksestä:
- Pinnoituksen paksuus: Tyypillisesti 50–100 µm paksu — huomattavasti paksumpi kuin sähkösinkatut vaihtoehdot
- Ulkonäkö: Erinomainen hopeanhohtoinen, täplikäs pinta, joka on heti tunnistettavissa
- Kestävyys: Voi säilyä lähes uuden kaltaisena vuosikymmeniä, jopa äärimmäisissä ilmastollisissa olosuhteissa
- Itsekorjaava: Pienet naarmut saavat jatkuvaa suojaa ympäröivältä sinkiltä katodisen suojauksen kautta
Kuumasinkkausprosessin kustannukset ovat yleensä kilpailukykyisiä suurille infrastruktuuriprojekteille, koska valmiit materiaalit eivät vaadi tuotannon jälkeistä lisäpinnoitetta tai maalausta. Koska South Atlantic LLC huomauttaa , tämä poistaa ylimäisen ajan ja kustannukset verrattuna menetelmiin, jotka vaativat toissijaisia käsittelyjä.
Valmistajat suosivat tätä menetelmää sinkittyä valssattua terästä varten, joka on tarkoitettu ulkoisiin käyttöön, rakenteellisiin komponentteihin ja kaikkiin muihin sovelluksiin, joissa korrosionesto on ensisijainen vaatimus.
Sähkökromaus vs. galvannealointi -menetelmät
Vaikka kuumasinkaus hallitsee raskaita teollisia sovelluksia, kaksi vaihtoehtoista menetelmää palvelee erityisiä tarpeita, joita hankintaprofessionaalit kohtaavat usein.
Sähkögalvanointi käyttää sähkökemiallista saostumista eikä sulan sinkin upottamista. Teräs upotetaan sinkkisuolaliuokseen, jolloin sähkövirta saa sinkki-iat sitoutumaan pinnalle. Tuloksena on sähkökromattua terästä, jonka pinnassa on erinomaisen ohut ja yhtenäinen pinnoite – yleensä vain 5–15 µm paksu.
Miksi valita niin ohut pinnoite? Tarkkuus. Sähkökromaus tuottaa sileitä ja tasaisia pintoja, jotka ovat ihanteellisia sovelluksissa, joissa tarkat mitat ovat ratkaisevia. Tätä sinkittyä teräsvalssia käytetään yleisesti seuraavissa sovelluksissa:
- Äänimääräiset koripinnot
- Ovikehykset ja ikkunakarmit
- Sähkökytkinpaneelit ja -kaapit
- Komponentit, joille vaaditaan toissijaista maalausta
Kaupankäynti? Kyseinen ohut pinnoite tarkoittaa vähemmän uhraavaa suojausta ja lyhyempää käyttöikää syövyttävissä ympäristöissä. Useimmat sähkögalvanoidut materiaalit vaativat riittävän pitkäaikaisen suojauksen saavuttamiseksi lisäpinnoitteen tai maalin.
Galvannealoitu yhdistää parhaat ominaisuudet molemmista menetelmistä – aloittaen kuumasinkityksellä, jonka jälkeen pinnoitettu teräs kuljetetaan välittömästi lämmitysovuun noin 565 °C:n lämpötilassa. Tämä kuumenkäsittely aiheuttaa raudan diffusoitumisen perusteräksestä sinkkipinnoitteeseen, mikä luo galvannealoitua teräslevyä, jonka pinta koostuu sinkki-rikastuneesta rauta-seoksesta.
Unionfab:n vertailuopas mukaan tämä seoksen muodostuminen tuottaa useita etuja:
- Erinomainen maalin tarttuvuus ilman pinnan esikäsittelyä
- Ylivertainen hitsattavuus ja vähentynyt myrkyllisten kaasujen muodostuminen
- Kovempi ja kulutuksesta kestävämpi pinta
- Yhtenäinen mattaharmaa pinnanhoito, joka sopii erinomaisesti esteettisiin sovelluksiin
Autoteollisuus luottaa voimakkaasti galvanisoituun teräkseen kotelopaneeleihin juuri siksi, että se hitsataan puhtaasti ja ottaa maalin saumattomasti – mikä on kriittinen vaatimus sarjatuotannossa.
| Kriteerit | Kuuma sinkitys | Sähkögalvanointi | Galvannealoitu |
|---|---|---|---|
| Pöydän paksuus | 50–100 µm | 5–15 µm | 5–15 µm |
| Korroosionkestävyys | Erinomainen (ulkoiset ympäristöt) | Kohtalainen (vaatii toissijaisen pinnoitteen) | Hyvä maalattuna |
| Hitsauskelpoisuus | Tyydyttävä (sinkki voi haihtua) | Oikeudenmukaista | Erinomainen |
| Maalattavuus | Rajoitettu (vaatii pinnan esikäsittelyä) | Hyvä alustan maalaamisen jälkeen | Erittäin hyvä (esikäsittelyä ei tarvita) |
| Pinnan ulkonäkö | Kiiltävä, sirppaleinen hopea | Sileä ja yhtenäinen | Tummennettu mattaharmaa |
| Tyypilliset sovellukset | Ulkoiset rakenteet, suojakaiteet, ilmastointijärjestelmät | Sähkökoteloitukset, kattolevyt | Autoteollisuuden paneelit, kotitalouskoneet |
| Suhteellinen hinta | Kohtalainen | Alempi | Hieman korkeampi |
Kun arvioidaan sinkittyjen levyjen valmistajia, sen ymmärtäminen, mitkä menetelmät he tarjoavat – ja mitkä he suosittelevat juuri teidän käyttötarkoituksellenne – paljastaa paljon heidän teknisestä asiantuntemuksestaan. Asiantunteva toimittaja ei ainoastaan täytä tilaustanne, vaan ohjaa teitä kohti sitä sinkitysmenetelmää, joka optimoi suorituskykyä teidän erityisvaatimuksillenne.
Kun sinkitysmenetelmät ovat selvennetty, seuraava ratkaisevan tärkeä määritelmä, jonka tulee ymmärtää, on pinnoituspaino – standardoitu järjestelmä, jota valmistajat käyttävät määrittääkseen tarkasti, kuinka paljon sinkkiprotektiota saatte.
Sinkkipinnoituspainot ja suojatasot
Olet nähnyt merkintöjä teknisissä tiedoissa—G30, G60, G90—mutta mitä nämä numerot todellisuudessa tarkoittavat? Sinkkipinnoituspainomerkintöjen ymmärtäminen on välttämätöntä, jotta materiaalitekniset vaatimukset voidaan sovittaa sovelluksen korroosionkestävyysvaatimuksiin. Tämä kuitenkin kuuluu edelleen galvanoidun teräksen hankinnan yleisimmin väärin ymmärrettyihin osa-alueisiin.
Tässä selitetään, mitä nämä numerot todellisuudessa edustavat—ja miten niitä voidaan käyttää viisaampien hankintapäätösten tekemiseen.
Sinkkipinnoituspainomerkintöjen selvitys
"G"-merkintäjärjestelmä, joka määritellään ASTM A653/A653M -standardissa, kertoo tarkasti, kuinka paljon sinkkipinnoitusta teräksesi suojaa. GalvInfo Centerin teknisen dokumentaation mukaan GalvInfo Centerin tekninen dokumentaatio numerolla "G":n jälkeen tarkoitetaan minimisinkkipainoa unssina neliöjalkaa kohden, joka mitataan kolmipaikkaisena pistetutkimuksena (TST) keskiarvona levyn molemmilta puolilta.
Otetaan esimerkiksi G90-sinkitty teräs. Luku "90" tarkoittaa vähimmäispinnoituspainoa 0,90 unssia/ft² kokonaan – eli noin 0,45 unssia/ft² kummallakin pinnalla tasaisesti levitettyä pinnoitetta. Tämä G90-sinkkipinnoite vastaa noin 21 mikrometrin sinkin paksuutta kummallakin puolella, mikä tarjoaa vankkaa suojaa ulko- ja vaativiin käyttöolosuhteisiin.
Mutta tämä usein jää ostajien huomiotta: pinnoituspaino korreloi suoraan suojelun kestoaikaa vastaan. GalvInfo Centerin pinnoitteen valintakäguiden mukaan yhteys on likimain lineaarinen – pinnoituspainon kaksinkertaistaminen tuplaa likimain käyttöiän missä tahansa annetussa ympäristössä.
| Peitteen tyyppimerkintä | Sinkin paino (unssia/ft²) | Noin paksuus kummallakin puolella | Suositellut käyttötarkoitukset |
|---|---|---|---|
| G30 | 0,30 kokonaan | ~2,5 µm | Sisätilojen kehikot, kotitalouskoneiden osat, kuivat ympäristöt |
| G60-sinkitty | 0,60 kokonaan | ~5 µm | ILS-järjestelmät, kevyt ulkokäyttö, peitetyt rakenteet |
| G90 sinkitty | 0,90 yhteensä | noin 7,5 µm | Katto- ja seinäpaneelit, maatalouskoneet, yleinen ulkokäyttö |
| G115 | 1,15 yhteensä | noin 10 µm | Pitkäaikainen ulkokäyttö, kohtalaisen teolliset ympäristöt |
| G140 | 1,40 yhteensä | n. 12 µm | Kovat sääolosuhteet, teollisuustilat |
| G235 | 2,35 yhteensä | n. 20 µm | Suojakaiteet, tukipylväsrakennukset, meri- ja rannikkorakenteet, maksimaalinen suojaus |
Pintakäsittelypainon sovittaminen käyttötarpeisiin
Oikean sinkittyjen levyjen paksuuden valitseminen ei tarkoita pelkästään suurinta saatavilla olevaa pintakäsittelyä. Vaikka paksuimmat pintakäsittelyt tarjoavat parempaa suojaa, ne lisäävät myös materiaalikustannuksia ja voivat vaikuttaa muovattavuuteen monimutkaisissa leikkausoperaatioissa avainasiana on g90 -pinnoitteen tai valitsemasi muun merkintätavan sovittaminen todellisiin käyttöolosuhteisiin.
Ota huomioon seuraavat tekijät, kun määrität sopivan pinnoituspaksuuden:
- Altistumisympäristö: Rannikko- ja merikäytöt altistuvat voimakkaalle suolapurskeelle, joka kiihdyttää sinkin kulutusta. Teollisuusalueet, joissa esiintyy rikkidioksidia tai kloridia, vaativat samoin paksuempia pinnoitteita. Kuivat sisätilat voivat vaatia vain G30- tai G60-suojaa.
- Odotettu käyttöikä: GalvInfo:n korroosiomallin mukaan keskimääräisissä esikaupunkialueiden olosuhteissa g90-teräs kestää noin 20 vuotta ennen kuin siinä ilmenee 5 % punaista ruostetta. Tarvitsetko yli 30 vuoden kestävyyttä? Harkitse G140- tai paksuempaa pinnoitetta.
- Toissijaiset pinnoitteet: Jos aiot maalata tai pinnoittaa valmiin tuotteen, sinulla ei ehkä tarvita maksimaalista sinkkipinnoitusta. Maali tarjoaa lisäsuojan esteenä, mikä mahdollistaa kevyemman g90-pinnoituksen määrittelyn ja kustannusten alentamisen.
- Muotoiluvaatimukset: Raskaammat pinnoitteet voivat halkeilla kovien muovausoperaatioiden aikana. Syvän vetämis- tai monimutkaisten leikkausoperaatioiden yhteydessä kevyempiä pinnoitteita käytetään usein paremmin, vaikka ne tarjoavatkin edelleen riittävän suojan.
- Budjettikysymykset: Sinkki on raaka-aine, jonka hinta vaihtelee. Raskaammat pinnoitteet tarkoittavat enemmän sinkkiä neliöjalkaa kohden – mikä voi joskus merkittävästi vaikuttaa materiaalikustannuksiin suurten tilausten yhteydessä.
Kuten Hascall Steel huomauttaa , että yleisimmäksi ulkoisiin sovelluksiin tarkoitetuksi spesifikaatioksi säilyy edelleen G90 -sinkitty teräs, joka tarjoaa parhaan suojan, hinnan ja käsittelyn ominaisuuksien tasapainon useimmissa teollisuussovelluksissa.
Pinnoituspainomerkintöjen ymmärtäminen mahdollistaa asiantuntevat keskustelut sinkittyjen levyterästen valmistajien kanssa. Sen sijaan, että hyväksytte pelkästään heidän standardisuosituksetaan, voitte määritellä tarkasti, mitä sovellukseenne vaaditaan – ja varmistaa, että heidän tuotteensa täyttävät kyseiset vaatimukset asianmukaisilla ASTM-testausprotokollilla.
Puhuaksemme standardeista tarkastellaan ASTM-määrittelyjä, jotka ohjaavat valmistajien galvanoidun tuotteen valmistusta ja sertifiointia – alkaen kriittisestä A653-standardista, joka määrittelee teräslaatut ja laatuvaatimukset.

ASTM-standardit ja teräslaatujen määrittelyt
Olet valinnut galvanointimenetelmäsi ja määrittänyt oikean pinnoituspaksuuden – mutta galvanoitujen levyterästen määrittelyissä on vielä yksi ratkaiseva kerros, joka erottaa tietoiset ostajat niistä, jotka tilaavat sokeasti. ASTM-standardit, jotka ohjaavat galvanoitujen levyterästen valmistusta, määrittelevät ei ainoastaan pinnoitusteknisiä vaatimuksia, vaan myös perustavanlaatuiset teräksen ominaisuudet, jotka määrittävät sen, toimiiko materiaalisi odotetulla tavalla.
Kun tarkastelet tarjouksia galvanoitujen levyterästen valmistajilta, kohtaamme merkintöjä kuten CS-B, DS tai SS-luokka 33. Mitä nämä todellisuudessa tarkoittavat sinun sovelluksellesi? Selvitellään nyt tärkeimmät standardit.
ASTM A653 -standardin vaatimukset selitetty
ASTM A653 on pohjalla oleva määritelmä kuumasinkattuille teräslevyille ja keloille Pohjois-Amerikassa. Kun Vitina Roofin tekninen opas selittää, tämä American Society for Testing and Materials -järjestön kehittämä standardi määrittelee kaiken: pinnoituspainovaatimukset mekaanisiin ominaisuuksiin ja pinnan laatuun asti.
Mutta tässä on se, mitä monet hankintaprofessionaalit jättävät huomiotta: ASTM A653 ei säännötele ainoastaan sinkkipinnoitetta. Se määrittelee myös perusteräksen ominaisuudet luokitusjärjestelmän avulla. Täydentävä standardi ASTM A924 kattaa yleiset vaatimukset, mukaan lukien tilausinformaatio, testausmenetelmät ja tarkastuskriteerit, jotka koskevat kaikkia sinkittyjä levytuotteita.
Yhdessä nämä standardit varmistavat, että kun tilaat a653-terästä tiettyyn luokkaan, saat materiaalia, jonka ominaisuudet ovat ennustettavia ja yhtenäisiä – riippumatta siitä, mikä valmistaja sen tuottaa. Juuri tämä standardointi mahdollistaa erityisvaatimusten perusteella tehdyn hankinnan globaalissa toimitusketjussa.
ASTM A653 -standardin kattamat keskeiset elementit ovat:
- Pintakäsittelyn painomäärän merkintätavat: Aikaisemmin käsitellyt G-sarjan määrittelyt (G30–G235)
- Teräsluokkien luokittelut: Merkit, jotka ilmaisevat muovautuvuutta, lujuutta ja tarkoitettua käyttöä
- Mekaaniset ominaisuusvaatimukset: Myötölujuuden, vetolujuuden ja venymän vähimmäisarvot
- Pintalaatustandardit: Ulkoasun vaatimukset ja sallittujen puutteiden tasot
- Testausmenetelmät: Menettelytavat pintakäsittelyn painomäärän, tarttuvuuden ja mekaanisten ominaisuuksien tarkistamiseksi
ASTM A653 -vaatimusten ymmärtäminen mahdollistaa määritelmien laatimisen siten, että ne ilmaisevat selkeästi tarpeitasi – ja varmistaa, että saapuvat materiaalit todella täyttävät kyseiset määritelmät.
Teräsluokkien merkinnät ja niiden merkitykset
Teräsluokkien merkintä on se kohta, jossa ASTM A653 tulee todella hyödylliseksi insinööreille ja ostajille. Nämä luokat kertovat tarkasti, mitä perusteräksellä voidaan tehdä – kuinka se muovautuu, kuinka vahva se on ja mihin sovelluksiin se soveltuu.
Tässä on pääasiallisten sinkittyjen teräslevyjen luokkien yleiskatsaus:
- CS-A ja CS-B (kaupallinen teräs): CS-luokat ovat kaupallisessa sinkityssä teräslevyssä käytettyjä työhevosiä. Ne ovat yleiskäyttöisiä materiaaleja, jotka soveltuvat taivutukseen, kohtalaisen muovaukseen ja hitsaamiseen. CS-B:n kemiallinen koostumus on hieman tiukemmin säännelty kuin CS-A:n, mikä antaa hieman paremman muovautuvuuden. Tyypillisiä sovelluksia ovat katon levytys, seinäkylpy, säiliöt ja ilmastointikomponentit, joissa ei vaadita monimutkaista muovausta.
- FS (muovaava teräs): Kun sovelluksessasi vaaditaan laajempaa muovailua kuin kaupallinen teräs kykenee käsittämään—esimerkiksi rullamuovailua tai kohtalaista vetäytymistä—FS-luokka tarjoaa ratkaisun. Korkeampi hiilipitoisuus verrattuna vetoteräksiin tarjoaa lisälujuutta säilyttäen samalla riittävän muovailukyvyn muotoiltaville komponenteille.
- DS (vetoteräs): Suunniteltu sovelluksiin, joissa vaaditaan merkittävää plastista muodonmuutosta. DS-luokan sinkitty matalahiilinen teräslevy sisältää säänneltyjä hiili- ja mangaanipitoisuuksia, jotka parantavat venyvyyttä. Tätä luokkaa käytetään usein autoteollisuuden komponenteissa, kotitalouskoneiden kotelointirakenteissa sekä kaikissa tuotteissa, joiden valmistuksessa vaaditaan syvää muotoilua ilman halkeamia.
- DDS (syvävetoteräs): Muovailukykyä edistäen vielä enemmän DDS-luokka sisältää erinomaisen matalan hiilipitoisuuden ja tiukasti säänneltyjä epäpuhtauksia. Tämä mahdollistaa erinomaiset venymäominaisuudet—yleensä vähintään 42 %—ja antaa teräkselle kyvyn venyä monimutkaisiin kolmiulotteisiin muotoihin. DDS-materiaalia käytetään yleisesti keittiönpesuallasissa, autojen lattialautoissa ja öljysuodattimien kotelointirakenteissa.
- EDDS (erityisen syvävetävä teräs): Muovattavimmin saatavilla oleva sinkitty teräs; EDDS-materiaalia käytetään, kun DDS ei riitä. Interstitiaaliton koostumuksen (erittäin alhainen hiili- ja typipitoisuus) ansiosta saavutetaan erinomainen vetokyky vaativimmissa leikkausoperaatioissa. Tyypillisiä sovelluksia ovat autoteollisuuden kotelopaneelit ja monimutkaiset kodinkoneosat.
- SS (rakenneteräs): Toisin kuin muovattavuutta korostavat laadut, SS-luokitukset painottavat lujuutta muovattavuuden sijaan. SS-luokan 33 takaa vähintään 33 ksi:n myötörajan ja SS-luokan 50 vähintään 50 ksi:n myötörajan. Nämä sinkityt teräslevyt on määritelty kuormitettuihin sovelluksiin – rakennusrungot, sähkönsiirtoportaat, sillan osat – joissa rakenteellinen kestävyys on tärkeämpi kuin muovattavuus.
| Luokitus | Muovattavuustaso | Tyypillinen myötölujuus | Tärkeimmät ominaispiirteet | Yhteiset sovellukset |
|---|---|---|---|---|
| CS-A/CS-B | Matalasta kohtalaiseen | Ei määriteltyä | Yleiskäyttöinen, hitsattava | Katto, seinäverhoilu, ilmanvaihtoputkistot, säiliöt |
| FS | Kohtalainen | Ei määriteltyä | Parannettu muovattavuus CS-luokkia vastaan | Rullamuovatut profiilit, kohtalaiset vetäykset |
| Ds | Hyvä | Ei määriteltyä | Pieni hiilijalanjälki, hallittu kemiallinen koostumus | Kotitalouskoneiden kotelot, autonosat |
| DDS | Erittäin Hyvä | Ei määriteltyä | Erittäin pieni hiilijalanjälki, vähintään 42 % venymä | Syvänmuovatut osat, keittiönpesualtaat |
| EDDS | Erinomainen | Ei määriteltyä | Interstitiaaliton, suurin muokattavuus | Monimutkaiset leikkausmuovaukset, runkopaneelit |
| SS-luokka 33 | Rajoitettu | vähintään 33 ksi | Rakenteellinen lujuus, määritellyt ominaisuudet | Kehikot, purliinit, kevyet rakenteet |
| SS-luokka 50 | Rajoitettu | vähintään 50 ksi | Korkean lujuuden rakenneteräs | Raskas rakenneteräs, sillat, tornit |
Erottelun merkitys on suurempi kuin voisi odottaa. Tilaa sinkitty kaupallinen teräslevy, kun tarvitset DDS-luokan muovattavuutta, ja osasi halkeavat puristusmuovauksessa. Määritä EDDS, kun tavallinen kaupallinen teräs riittäisi, ja maksat ylimääräistä hintaa kyvyistä, joita et tarvitse.
Kokeneet sinkityn levyteräksen valmistajat esittävät yksityiskohtaisia kysymyksiä muovausprosesseistasi ennen kuin suosittelevat luokkaa. Jos toimittaja tarjoaa pelkästään "sinkittyä terästä" ilman luokkamäärittelyjen keskustelua, se on varoitusmerkki rajatusta teknisestä asiantuntemuksesta.
Kun ASTM-standardit ja teräsluokat ovat selvennetty, olet nyt valmiina laatimaan tarkkoja määrittelyjä. Mutta pelkät määrittelyt eivät kuitenkaan kuvaa koko kuvaa – sinun on myös ymmärrettävä tuottemuodot ja mitoitusyleisöt, joita valmistajat käyttävät sinkittyjen materiaalien toimittamiseen tehtaalleesi.
Tuottemuodot ja standardispecifikaatiot
Olette määrittäneet sinkityn metallilevyn valmistusmenetelmän, pinnoituksen painon ja teräslaadun – mutta nyt tulee yllättävän vaikea kysymys: millä tavoin materiaali pitäisi toimittaa? Sinkityn levymetallin valmistajat tarjoavat tuotteita useissa eri muodoissa, joista jokaisella on omat etunsa riippuen tuotantotilanteestanne ja tilattavista määristä.
Levymetallin leveys-, pituus- ja paksuusmittojen sekä kierukka- (kela-) ja levymuodon valinnan ymmärtäminen voi olla ratkaisevaa sujuvan tuotannon ja kalliiden materiaalihävikkien välillä. Käydään läpi, mitä täytyy tietää.
Standardilevyjen koot ja paksuusmitat
Tässä on jotain, mikä aiheuttaa vaikeuksia jopa kokemuksellisille ostajille: mittalukujärjestelmä ei ole yleismaailmallinen. Makerverse:n kattavan mittalukujärjestelmän opas kertoo, että 16-mittainen teräslevy ei vastaa 16-mittaista alumiinilevyä – ja sinkitty teräs käyttää kokonaan omaa mittalukujärjestelmäänsä.
Mittajärjestelmä sai alkunsa 1800-luvulla valmistuksen lyhenteenä. Mitä pienempi mittaluku on, sitä paksuempaa materiaalia se kuvaa. Mutta tässä on sudenkuoppa: tämä suhde ei ole lineaarinen, eikä se ole sama kaikille metallityypeille. Tarkista aina todellinen paksuus millimetreinä tai tuumina eikä luota pelkästään mittalukuihin.
Sinkittyjä levyjä ja tasolevytuotteita varten useimmat toimittajat noudattavat Birmingham Wire Gauge (BWG) -mittajärjestelmää. 20-mittainen teräslevy – yksi yleisimmistä määritellyistä paksuuksista – on noin 0,91 mm tai 0,0359 tuumaa paksu. Tämä 20-mittainen teräslevy on suosittu valinta ilmastointikanavien, kevyiden kuorilevyjen ja yleisen valmistuksen tarpeisiin, joissa vaaditaan kohtalaista jäykkyyttä mutta myös helppoa työstettävyyttä.
| Mittari | Paksuus (tuumat) | Paksuus (mm) | Yhteiset sovellukset |
|---|---|---|---|
| 26 GA | 0.0179 | 0.45 | Kevyt ilmastointikanava, akustiset paneelit, koristeputkistot |
| 24 GA | 0.0239 | 0.61 | Ilmastointijärjestelmät, laitelaitteiden paneelit, sähkökuoret |
| 22 GA | 0.0299 | 0.76 | Katto, seinäverkot, keskitasoiset valmistussovellukset |
| 20-gauge-levy | 0.0359 | 0.91 | Yleinen valmistus, kiinnikkeet, suojakannet, kanavat |
| 18 GA | 0.0478 | 1.21 | Rakenteelliset komponentit, autoteollisuuden osat, raskas kotelointi |
| 16 GA | 0.0598 | 1.52 | Alustakomponentit, kehikot, teollisuuslaitteet |
| 14 GA | 0.0747 | 1.90 | Raskas rakenteellinen käyttö, maatalouskoneet, perävaunut |
| 12 GA | 0.1046 | 2.66 | Erityisen kestävät rakenteelliset osat, koneiden suojukset |
| 10 GA | 0.1345 | 3.42 | Levysovellukset, korkean rasituksen alaiset komponentit |
Kuten All Metals Fabrication mainitsee, levyt metallit siirtyvät "levy"-alueelle, kun paksuus ylittää 7 gaugea (noin 0,188 tuumaa). Tämän jälkeen mittaukset vaihtuvat gauge-merkinnöistä desimaalilukumerkintöihin – tilaatte esimerkiksi 0,250 tuuman tai 0,500 tuuman levyn eikä määritä paksuutta gauge-lukumäärällä.
Standardinmukaiset sinkittyjen levyjen mitat ovat yleensä kahden leveyden mittaisia: neljä jalkaa (48 tuumaa) ja viisi jalkaa (60 tuumaa). Pituusvaihtoehdoiksi kuuluvat yleisesti 8-jalkaiset, 10-jalkaiset ja 12-jalkaiset levyt, joista 4' × 10' -koko on jakelijoiden varastossa yleisimmin saatavilla oleva koko.
Miksi tämä on tärkeää? Osien asettelun optimointi standardien levykokojen mukaan vähentää jätteitä. Esimerkiksi 6-jalkaisen tyhjän levyn leikkaaminen 10-jalkaisesta levystä jättää 4-jalkaisen jäännöksen – mikä voi olla turhaa jätettä, ellei sitä voida käyttää muualla.
Kela- vs. levymuotoisen materiaalin valintatehdasohje
Tasalevyjen lisäksi sinkityn levy metallin valmistajat tarjoavat materiaalia myös kelamuodossa – tiukasti kierrettyinä rulloina, jotka avautuvat käsittelyn aikana. Mukaillen MD Metalsin eritelmäopasta , galvanoidun levy metallin kelojen ja esileikattujen levyjen valinta vaatii useiden tuotantotekijöiden harkintaa.
Sinkitty levytelineet ovat peräisin samasta tuotantoprosessista kuin levymateriaalit – itse asiassa levymateriaalit alkavat telineinä. Käsittelylaitokset käyttävät valtavia tasauskoneita telineiden purkamiseen, materiaalin tasaukseen ja leikkaamiseen pinottaviin pituuksiin. Kun tilaat telineitä suoraan, saat olennaisesti materiaalia ennen tätä toissijaista käsittelyvaihetta.
Ota huomioon seuraavat tekijät, kun päätät muodosta:
- Laitteistokapasiteetit: Telineiden käsittely vaatii telineiden avaajia, suoristimia ja syöttöjärjestelmiä. Jos teollisuuslaitoksessasi ei ole tällaista laitteistoa, valmiiksi leikatut levymateriaalit poistavat tarpeen pääomasijoitukselle. Toisaalta telinejärjestelmillä varustetut toiminnot hyötyvät jatkuvasta syöttöprosessista, joka maksimoi koneiden käyttöaikaa.
- Jätteiden vähentäminen: Telineet mahdolluttavat mukautettujen leikkauspituuksien valinnan juuri sinun osien mittojen mukaan. Sen sijaan, että työskentelisit standardien 3-metristen levyjen kanssa, voit ohjelmoida tarkat raakapalat, jotka vähentävät jätteitä mahdollisimman paljon. Suurten tuotantomäärien tapauksessa tämä optimointi oikeuttaa usein telineiden käsittelyyn liittyvien laitteiden hankintakustannukset.
- Vähimmäistilauksen määrät: Kelojen tilaukset vaativat yleensä suurempia sitoumuksia – usein vähintään 10 000 puntaa – verrattuna levytilauksiin, joissa voit tilata vain muutaman kappaleen. Pienemmän tuotantomäärän toimintoja saattaa levyt silti sopia paremmin, vaikka niiden hinta per punta olisikin hieman korkeampi.
- Varastointitarpeet: Kelat mahdollistavat tiukemman varastoinnin ja vievät vähemmän lattiatilaa kuin vastaava määrä levyjä. Ne vaativat kuitenkin asianmukaisia hyllyjärjestelmiä ja käsittelylaitteita (esim. nosturit kelakuljetusvarrella tai C-koukkuilla), joita levyt eivät vaadi.
- Toimitusajat: Standardikokoiset levyt lähtevät yleensä nopeammin jakelijan varastosta. Erityisesti kelojen leikkaus tai tiettyjen leveyksien vaatimukset voivat lisätä tilauksen käsittelyaikaa.
Automaattisissa leikkaus- tai puristusmuotoiluoperaatioissa, joissa tuotetaan tuhansia osia, keloja käytetään lähes aina. Jatkuva materiaalin syöttö vähentää käsittelyaikaa tyhjäosien välillä ja mahdollistaa tiukemman osien sijoittelun (nesting). Toisaalta työpajat, jotka tuottavat vaihtelevaa, pienemmän sarjan työtä, suosivat usein levyvaraston joustavuutta – otat tarvitsemasi levyn ilman, että jokaisen työn yhteydessä pitäisi asentaa kelohandling-järjestelmä.
Jotkut valmistajat tarjoavat molempia muotoja samasta tuotantolaitoksesta, mikä mahdollistaa levypohjaisten prototyyppien valmistamisen ja siirtymisen keloihin, kun tuotantomäärät oikeuttavat tällaisen siirtymän. Tätä joustavuutta kannattaa arvioida uusien toimittajien pätevöitysprosessissa.
Kun tuotemuodot ja mitoitusperiaatteet on selvennetty, olet valmis yhdistämään nämä määrittelyt tiettyihin teollisuuden sovelluksiin – jossa autoteollisuuden, rakennusteollisuuden ja maatalouden todelliset vaatimukset määrittelevät tarkalleen, mitkä paksuusluokat, pinnoitteet ja muodot tuottavat parhaan suorituskyvyn.
Teollisuussovellukset ja materiaalivaatimukset
Tuntemalla mittakaavan, pinnoituspainon ja teräslajitteen on tärkeää—mutta miten nämä tekniset tiedot kääntyvät käytännön suorituskyvyksi? Eri teollisuudenalat vaativat erilaisia materiaaliominaisuuksia, ja sinkittyjen levyjen valmistajat sopeuttavat tarjoamansa tuotteet näihin vaatimuksiin. Se, mikä toimii täydellisesti ilmastointikanavien valmistukseen, saattaa epäonnistua katastrofaalisesti maatalouskoneiden valmistuksessa. Sen sijaan, mikä toimii erinomaisesti auton kotelopaneelien valmistukseen, saattaa olla liiallista sisäisen rakenteellisen kehikon valmistukseen.
Tarkastellaan tarkemmin kolmen suuren alan materiaalinvalintaa ohjaavia vaatimuksia—sekä niitä teknisiä ominaisuuksia, jotka erottavat riittävän suorituskyvyn optimaalisesta tuloksesta.
Autoteollisuuden vaatimukset ja tekniset määrittelyt
Autoteollisuus edustaa yhtä vaativimmista sovelluksista sinkitylle teräslevylle. Alustakomponenteista kotelopaneelien valmistukseen ajoneuvot vaativat materiaaleja, jotka kestävät tietässä käytettävän suolatason, kosteuden vaikutusta ja useita vuosikymmeniä kestävää käyttöä—samalla kun ne täyttävät tiukat muovattavuus- ja hitsattavuusvaatimukset.
BJCX Steelin mukaisen eritteen mukaan autoteollisuus valmistajat määrittelevät yleisesti SGLC-luokan sinkittyä terästä sen parannettujen korroosionkestävyyden ja muovattavuuden vuoksi. Tämä luokka säilyttää suojaavan pinnoituksensa ankaroissa olosuhteissa samalla kun se mahdollistaa monimutkaiset muovausoperaatiot, joita nykyaikaisten ajoneuvojen suunnittelu vaatii.
Tässä on tyypillisiä vaatimuksia autoteollisuuden sovelluksissa:
- Alusta- ja suspenssikomponentit: Sinkittyä rakenneterästä SS-luokissa (33 ksi tai 50 ksi myötölujuus) kantaviin osiin. G90- tai paksuempia pinnoituksia käytetään suojaukseen tien pölystä ja suolasta. Hitsattavuus on tässä tärkeää – galvanisoituja materiaaleja usein suositellaan kuumasinkittyjä vaihtoehtoja enemmän, koska ne tuottavat vähemmän myrkyllisiä kaasuja ja puhtaampia hitsausliitoksia.
- Korirungot ja sulut: EDDS- tai DDS-luokat ovat hallitsevia, tarjoaen äärimmäisen muovattavuuden monimutkaisten muotojen saavuttamiseen. Galvanisoituja pinnoituksia suositellaan, koska ne hyväksyvät autoteollisuuden maalijärjestelmät ilman laajaa pinnan esikäsittelyä – mikä on kriittinen kustannustekijä sarjatuotannossa.
- Rakenteelliset vahvistukset: Miettä teräslevy DS- tai FS-luokissa tarjoaa tasapainon muovattavuuden ja lujuuden välillä. Nämä komponentit eivät vaadi kunnollisia kappaleita, kuten auton rungon osat, mutta niiden on silti saatava luotettavaa korroosiosuojaa.
- Alustan ulkopuoliset komponentit: Korkein korroosionkestävyys on etusijalla. G140- tai G235-pinnoitteet yhdessä kuumasinkityn pinnoituksen kanssa suojaavat polttoainesäiliöitä, lattialautoja ja pyöräkoteloita ajoneuvojen alapuolella vallitsevalta suolaiselta ja kostealta ympäristöltä.
Autoteollisuuden painopiste hitsattavuudessa selittää, miksi galvanisoitu teräs hallitsee runkopaneelien sovelluksia. Kun valmistajat hitsaavat tuhansia liitoksia ajoneuvoa kohden tuotantolinjan nopeudella, johdonmukainen hitsausten laatu ei ole vaihtoehto – se on välttämätöntä rakenteellisen kokonaisuuden ja törmäysturvallisuuden varmistamiseksi.
Rakennus- ja maataloussovellukset
Rakennus- ja maatalousalat jakavat yhteisen haasteen: tuotteiden on kestettävä kovia ulkoisia olosuhteita pitkiä aikoja vähällä huollolla. Kuitenkin niiden erityisvaatimukset poikkeavat merkittävästi sovelluskohtaisista vaatimuksista riippuen.
Rakennussovelluksissa
Ilmastointikanavien valmistuksesta rakenteelliseen kehikkoon rakennusalalla käytetyt tuotteet kattavat koko sinkittyjen teräslevyjen ja -puristelevyjen tuotealueen. Avainasiana on korroosionkestävyyden sovittaminen altistumisolosuhteisiin ja muokattavuuden sovittaminen valmistusmenetelmiin.
- ILMASTOINTIKANAVISTO: Tasaiset levyt metallista, joiden paksuus on 20–24 gauge ja joissa on G60-pintakäsittely, soveltuvat useimpiin sisäisiin käyttökohteisiin. Kohtalainen pintakäsittelyn paino tarjoaa riittävän suojan ilmastoiduissa tiloissa samalla kun materiaalikustannukset pysyvät kohtalaisina. Kaupallisissa teräslaaduissa (CS-A tai CS-B) on riittävä muokattavuus tyypillisille ilmastointikanavien valmistusmenetelmille.
- Metallikatto ja seinälevyt: Ulkoisen altistumisen vaatimat pinnoitteet ovat paksuimpia – useimmissa ilmastovyöhykkeissä vähintään G90, rannikkoalueilla tai teollisuusympäristöissä G140 tai G235. BJCX Steel huomauttaa, että Z275 (275 g/m²:n pinnoite) määritellään usein sovelluksiin, joissa vaaditaan pitkäaikaista käyttöikää ankaroissa olosuhteissa.
- Rakenteellinen kehikko: SS-luokan sinkitty levyteräs tarjoaa riittävän lujuuden kantavien rakenteiden vaatimuksiin. Keveän teräskehikon (LGSF) järjestelmissä käytetään yleensä 18-tuumaisia tai paksuempia materiaaleja, joissa on G60-pinnoite sisäkäyttöön tai G90-pinnoite ulkokäyttöön.
- Arkkitehtoniset koristeet ja tiukennukset: Ulkonäkö on yhtä tärkeä kuin suorituskyky. Sileät ja tasaiset pinnoitteet sähkösinkitystä tai galvanisoitua terästä käytettäessä sopivat usein paremmin näkyviin sovelluksiin kuin kuumasinkityn materiaalin täplikäs pinnanmuoto.
Maatalouskoneiden sovellukset
Maataloustarvikkeet kohtaavat yhtä vaativimpia korroosiohaasteita kaikista teollisuuden aloista. Kuten National Material Company selittää, nykypäivän maanviljelijät luottavat sinkittyyn teräkseen lähes kaikilla toimialueillaan – ja materiaalin huoltovapaiden, ruosteenkestävien ominaisuuksien vaikutus toiminnalliseen tehokkuuteen on suora.
Ota huomioon altistumisolosuhteet: laitteet ovat jatkuvasti kosketuksissa lannoitteiden, torjunta-aineiden, eläinten jätteiden ja kosteuden kanssa. Varastotilat vaihtelevat kauden mukaan kosteista kuiviin olosuhteisiin. Aitaukset kestävät vuosikausia säähaittoja ilman mitään huoltobudjettia.
- Viljan varastointi ja käsittely: Varastoputket, ruuvikuljettimet ja kuljetinkoteloit tarvitsevat paksuja sinkittyjä pinnoitteita (G115 tai paksuempia) kestääkseen viljan kulumisvaikutukset ja korroosiovaarat. Mietoteräksen levyt CS-luokissa tarjoavat riittävän muovattavuuden näille komponenteille.
- Karjanhoitolaiteet: Portit, ruokintalaitteet ja kotelointilevyt ovat alttiita eläinten kosketukselle ja jätteiden vaikutukselle. G90-minimipinnoituspainot ovat standardi, ja monet määrittelyt vaativat G140-pinnoitusta, jotta käyttöikä ylittää 20 vuotta.
- Kastelulaitteet: Vakituinen veden altistuminen – joka sisältää usein liuenneita mineraaleja ja käsittelyaineita – edellyttää suurinta mahdollista korroosionkestävyyttä. AZ-pinnoitteet (alumiini-zinkkiseos) voivat joissakin sovelluksissa olla parempia kuin puhtaasta sinkistä valmistetut pinnoitteet.
- Aidat ja rakenteelliset komponentit: National Material Companyn mukaan sinkitty aitaus on yksi yleisimmistä maataloussovelluksista. Materiaali toimitetaan asennettavaksi valmiina ilman maalausta, ja sen pitkä käyttöikä tekee siitä taloudellisen vaihtoehdon vaikka alkuhinta on korkeampi kuin ei-käsiteltyjen vaihtoehtojen.
Mikä tekee maataloussovellukset erityisen vaativiksi? Autoteollisuuden tai rakennusteollisuuden ympäristöihin verrattuna, joissa olosuhteet ovat melko ennustettavissa, maatalouskoneet kohtaavat vaihtelevia altistumisolosuhteita – kuivassa varastossa yhtenä kaudena ja mutaisessa kenttäkäytössä seuraavana. Tämä vaihtelu tarkoittaa, että suunnittelussa on otettava huomioon pahimmat mahdolliset olosuhteet, mikä yleensä johtaa pinnoituspainojen valintaan kohti saatavilla olevien vaihtoehtojen painavampaa päätä.
Talousyhtälö eroaa myös. Vaikka autoteollisuuden valmistajat voivat sisällyttää maalauksen ja toissijaiset pinnoitteet tuotantokustannuksiinsa, maatalouskoneet perustuvat usein ainoastaan sinkittyyn suojaan korroosionestoon. Oikean pinnoituspainon valitseminen alusta lähtien määrittää, kestääkö laite 15 vai 30 vuotta.
Kun sovellusvaatimukset on selkeytetty näillä tärkeillä aloilla, seuraava ratkaiseva kysymys kuuluu: miten arvioit, mitkä sinkittyjen levyjen valmistajat pystyvät todella toimittamaan materiaaleja, jotka täyttävät nämä vaatimukset? Laatutodistukset, tuotantokapasiteetit ja palvelutasot vaihtelevat huomattavasti toimittajien kesken – ja sen ymmärtäminen, mitä tulisi tarkistaa, erottaa onnistuneen hankinnan kalliista virheistä.
Valmistajan laadun ja kyvykkyyden arviointi
Olet määritellyt vaatimuksesi – sinkitysmenetelmän, pintakäsittelyn painon, teräslajitteen ja tuotemuodon. Nyt tulee kysymys, joka määrittää sen, toteutuvatko nämä vaatimukset todellisuudessa laadukkaisiin osiin, jotka saapuvat ajoissa: mitkä sinkityt levyt valmistavat yritykset voivat luotettavasti toimittaa lupaamansa?
Ero toimittajan paperilla esitettyjen kykyjen ja todellisen suorituskyvyn välillä voi olla valtava. Jotkut kierreteräksen valmistajat ovat erinomaisia korkean tuotantomäärän tavaramuotoisten tuotteiden tuottajia, mutta heillä on vaikeuksia täyttää erityisvaatimuksia. Toiset tarjoavat erinomaista teknistä tukea, mutta eivät pysty laajentamaan toimintaansa tuotannon vaatimusten mukaisesti. Näiden tekijöiden systemaattinen arviointi auttaa sinua tunnistamaan kumppaneita, ei pelkästään toimittajia.
Tärkeät laatuvaatimukset
Laatutodistukset tarjoavat objektiivista näyttöä siitä, että valmistaja on ottanut käyttöön systemaattisia prosesseja johdonmukaisen tuotannon varmistamiseksi. Kaikki laatutodistukset eivät kuitenkaan ole yhtä merkityksellisiä – ja joissakin tapauksissa jotkin todistukset ovat paljon tärkeämpiä kuin muut riippuen teollisuusalastasi.
ISO 9001: Perusta
ISO 9001 -sertifiointi osoittaa, että valmistaja on luonut dokumentoidun laatum hallintajärjestelmän, joka kattaa kaiken aina tulevien raaka-aineiden tarkastuksesta lopputuotteen testaukseen asti. Newindsin tehdasarviointiohjeen mukaan ISO 9001 -sertifiointin varmentaminen tulisi olla yksi ensimmäisistä toimenpiteistä, kun arvioidaan mitä tahansa sinkittyä terästä valmistavia yrityksiä.
Mutta tämä usein jää ostajien huomiotta: ISO 9001 on perustaso, ei erottelutekijä. Lähes jokainen vakavasti otettava valmistaja pitää tätä sertifiointia yllä. Sen puuttuminen on varoitusmerkki; sen olemassaolo tarkoittaa ainoastaan, että toimittaja täyttää vähimmäisvaatimukset ammattimaiselle toiminnalle.
IATF 16949: Autoteollisuuden standardi
Autoteollisuuden toimitusketjuun liittyvissä sovelluksissa IATF 16949 -sertifiointi on paljon tärkeämpi kuin pelkkä ISO 9001. Mukaan AIAG:n IATF 16949 -asiakirjoihin , tämä standardi "määrittelee laatum hallintajärjestelmän vaatimukset organisaatioille koko maailmanlaajuisessa autoteollisuudessa" ja se kehitettiin ilman esikuvaansa teollisuuden laajan osallistumisen avulla.
IATF 16949 perustuu ISO 9001 -standardiin, mutta se lisää autoalan erityisvaatimuksia, mukaan lukien:
- Virheiden ehkäisy: Laadunongelmien ennaltaehkäisyyn suuntautuvat systemaattiset lähestymistavat sen sijaan, että ongelmia havaittaisiin vasta tuotannon jälkeen
- Vaihteluiden vähentäminen: Tilastolliset prosessinvalvontamenetelmät, jotka vähentävät osasta toiseen ilmenevää epäjohdonmukaisuutta
- Jatkuva parantaminen: Dokumentoidut menetelmät jatkuvaa laadun parantamista varten
- Toimitusketjun vaatimukset: Laatuvaatimukset, jotka ulottuvat koko toimittajaverkkoon
Kun hankitaan sinkittyjä komponentteja alustalle, jousitusjärjestelmälle tai rakenteellisiin auto-osiin, IATF 16949 -sertifiointi ei ole valinnainen – se on yleensä autoteollisuuden valmistajien (OEM) tiukka vaatimus. Shaoyi (Ningbo) Metal Technology valmistajat, kuten , pitävät tätä sertifiointia erityisesti palveluksenaan autoalan vaativiin laatuvaatimuksiin räätälöityihin metallilevyosien muovaukseen ja tarkkuuskoottuihin osiin.
Alakohtaiset sertifikaatit
Näiden perussertifikaattien lisäksi etsi pätevyyksiä, jotka liittyvät tiettyyn sovellukseesi:
- ISO 14001: Ympäristöhallintajärjestelmän sertifiointi – yhä tärkeämpi yrityksille, joilla on kestävyysvaatimuksia
- Erityisten prosessien sertifikaatit: CQI-9 (lämmönkäsittely), CQI-11 (pinnoitus), CQI-12 (pintakäsittely) ja vastaavat AIAG:n arviointimenetelmät valmistajille, jotka suorittavat toissijaisia prosesseja
- Asiakasspesifiset hyväksynnät: Monet OEM-valmistajat pitävät yllä hyväksyttyjen toimittajien luetteloa, joka edellyttää lisäkelpoisuuksia yli standardien sertifikaattien.
Tuotantokapasiteettien ja palvelutasojen arviointi
Sertifikaatit kertovat järjestelmistä ja prosesseista. Tuotantokapasiteetit kertovat, pystyykö valmistaja todella toteuttamaan juuri teidän erityisvaatimuksenne. Newindsin arviointikehyksen mukaan tuotantolinjojen, koneiden ja teknologian omaksumisen arviointi antaa ratkaisevaa tietoa toimittajan soveltuvuudesta.
Tuotantoon Suunnittelu (DFM) -tuki
Parhaat sinkittyä terästä jakelut eivät ainoastaan täytä tilauksia – ne auttavat optimoimaan suunnitteluanne tuotannon tehokkuuden kannalta. Kuten OpenBOM:n DFM-opas selittää, valmistettavuuden suunnittelu (DFM) "mahdollistaa tuotteen suunnittelun, joka voidaan valmistaa tehokkaasti ja koota helposti mahdollisimman pienillä työvoimakustannuksilla."
Laadukkaat valmistajat tarkistavat suunnittelunne ennen tuotantoon siirtymistä ja tunnistavat mahdollisia ongelmia seuraavissa kohdissa:
- Muovattavuusvaatimukset verrattuna materiaaliluokan valintaan
- Työkalujen huomioon ottaminen, joka vaikuttaa osan laatuun
- Toleranssien kertyminen, joka saattaa aiheuttaa kokoonpano-ongelmia
- Kustannusten alentamismahdollisuudet suunnittelumuutosten kautta
OpenBOM:n mukaan kattava DFM-tuki auttaa minimoimaan "kehityksen ja prototyyppien sekä sarjatuotannon välistä kuilua." Tämän toiminnallisuuden tarjoavat valmistajat osoittavat teknistä syvyyttä perustason valmistusta paljon enemmän — he muodostuvat insinöörikumppaneiksi, jotka ovat sijoittautuneet asiakkaansa menestykseen.
Esimerkiksi toimittajat kuten Shaoyi tarjoavat kattavaa DFM-tukea, joka optimoi suunnittelut ennen työkaluinvestointia, mikä mahdollistaa merkittävien kustannusten säästön samalla kun osan laatu paranee.
Nopea prototyyppikehitys
Kuinka nopeasti valmistaja pystyy tuottamaan näytteitä vahvistusta varten? Tämä kyky on erinomaisen tärkeä uusien tuotteiden kehitysaikataulujen kannalta. Jotkut teräslevytoimittajat vaativat viikkoja ensimmäisten näytteiden tuottamiseen; toiset taas tarjoavat nopeaa prototyypintekoa, joka lyhentää aikaa päiviin.
Etsi valmistajia, jotka tarjoavat:
- Erillinen prototyyppien valmistuskapasiteetti tuotantolinjoista erillään
- Peukalosovellukset (soft tooling) alustavaan validointiin ennen kovien työkalujen sijoittamista
- Nopea näytteiden tuotanto – 5 päivän nopea prototyypitys edustaa alan johtavaa kykyä
- Iteratiivisen tarkistuksen tukeminen ilman liiallisia toimitusaikasakkoja
Massatuotantokapasiteetti ja laajennettavuus
Valmistaja, joka tuottaa erinomaisia prototyyppejä mutta ei pysty laajentamaan tuotantoa sarjatuotantotasolle, aiheuttaa toimitusketjun riskin. Arvioi:
- Kokonaistuotantokapasiteetti suhteessa ennustettuihin määriisiisi
- Laitteiston varmuuskappaleet – voivatko he jatkaa tuotantoa, jos yksi kone pysähtyy?
- Työvoiman määrä ja koulutusohjelmat
- Kapasiteetin hyötyaste – toimittajat, jotka toimivat 95 %:n kapasiteetilla, eivät juurikaan pysty sopeutumaan sinun kasvuusi
Automaattiset massatuotantokapasiteetit viittaavat siihen, että on tehty investointeja johdonmukaisen, suurimisen tuotannon varmistamiseksi. Manuaaliset prosessit saattavat toimia prototyyppien valmistukseen, mutta niillä on usein vaikeuksia tuotantomäärien vaatiman toistettavuuden kanssa.
Palvelun vastausaika ja tekninen tuki
Kun ongelmia ilmenee – ja niitä ilmestyy – kuinka nopeasti teräsreunasi toimittaja vastaa? Palvelutekijät erottavat usein riittävät toimittajat erinomaisista kumppaneista:
- Tarjouspyynnön käännösajan: Kuinka kauan kestää tarjouspyynnön (RFQ) lähettämisestä virallisen tarjouksen vastaanottamiseen? Alalla johtavat sinkittyjen teräslevyjen toimittajat tarjoavat 12 tunnin vastausajan standardipyyntöihin – merkittävä etu, kun vertaat useita lähteitä määräpäivän paineessa.
- Teknisen tuen saatavuus: Voitko puhua suoraan insinöörien kanssa, vai täytyykö kaikki kulkea myyntiedustajien kautta? Suora pääsy insinööreihin nopeuttaa ongelmanratkaisua ja suunnittelun optimointia.
- Viestinnän reagointinopeus: Arvioi, kuinka nopeasti toimittajat vastaavat tavallisille kyselyille. Heidän käyttäytymisensä myyntiprosessin aikana ennustaa yleensä heidän reagointikykyään asiakkaana.
- Ongelmanratkaisun historia: Pyydä viitteitä ja kysy erityisesti, kuinka toimittaja on käsitellyt laatuongelmia tai toimitushaasteita. Täydellisiä tuloksia on harvoin; tärkeämpää kuin täydellisyys on ammattimainen reagointi ongelmiin.
Valmistajan arviointitarkistuslista
Käytä tätä kehystä arvioidessasi mahdollisia sinkittyjä levyteräksen valmistajia:
- Sertifikaatit tarkistettu: ISO 9001 (perustaso), IATF 16949 (autoteollisuus), alan erityiset pätevyystodistukset vahvistettu ja voimassa
- Laatujärjestelmien tarkastus: Saapuvan tavaran tarkastus, prosessin aikaiset valvontatoimet, lopputestaus, kalibrointilokit ja korjaavien toimenpiteiden tiedot tarkastettu
- Tuotantokapasiteetin arviointi: Laitelista, kapasiteettianalyysi, automaation taso ja työvoiman pätevyydet dokumentoitu
- DFM-tukea vahvistettu: Teknisiä resursseja saatavilla, suunnittelun tarkastusprosessi määritelty, optimointiesimerkit annettu
- Prototyyppien valmistusnopeus vahvistettu: Nopean prototyypin valmistusajanjakso vahvistettu, näytteiden laatu tarkistettu, tarkistusprosessi ymmärretty
- Laajennettavuus arvioitu: Tuotantokapasiteetin varareservi laskettu, varalaitteiston toimivuus vahvistettu, kasvun mahdollistaminen keskusteltu
- Toimitusketjun luotettavuus tarkistettu: Raaka-aineiden hankinta varmistettu, varastointikäytännöt tarkistettu, ajoissa toimitettujen tilausten mittarit saatu
- Palvelutasot testattu: Tarjouspyyntöjen käsittelyaika kokemusperäisesti arvioitu, teknisen tuen vastauskyky arvioitu, viestintälaatua arvioitu
- Viitteet otettu yhteyteen: Haastatellut asiakkaat saman kokoisista tilauksista, käsitellyt ongelmaratkaisuesimerkkejä ja vahvistanut yleisen tyytyväisyyden
Kuten Newinds suosittelee, harkitse painotetun arviointimatriisin käyttöä – esimerkiksi laatu 30 %, toimitus 25 %, kustannukset 20 %, noudattaminen 15 %, palvelu 10 % – jotta voit vertailla toimittajia objektiivisesti näillä ulottuvuuksilla. Tämä systemaattinen lähestymistapa poistaa tunteet ostopäätöksistä ja tarjoaa dokumentaation, joka tukee valintanne.
Arviointiprosessi vie aikaa, mutta siihen tehtävä panos tuottaa hyötyjä luotettavana toimituksena, johdonmukaisena laatuuna ja kumppanuuksina, jotka vahvistuvat ajan myötä. Valmistaja, joka täyttää nämä kriteerit, muuttuu enemmän kuin vain toimittajaksi – se muuttuu osaksi tuotantokapasiteettianne.
Tietysti sinkitty teräs ei aina ole optimaalinen valinta. Kun ymmärtää, milloin vaihtoehtoiset korroosionkestävät materiaalit voisivat soveltua paremmin sovellukseenne, varmistat, että teet täysin informoidut ostopäätökset – juuri tätä tarkastellaan seuraavaksi.
Kadonnut teräs vs. vaihtoehtoiset materiaalit
Kadonnut teräs hallitsee korroosionkestäviä metallisovelluksia – mutta onko se aina oikea valinta? Kun ymmärtää, milloin vaihtoehtoiset materiaalit suorittavat paremmin kuin kadonnut teräs, voidaan tehdä hankintapäätöksiä, jotka optimoivat sekä suorituskykyä että kustannuksia. Joskus korkeamman hinnan maksaminen ruostumattomasta teräksestä on järkevää; toisinaan taas galvalume tarjoaa parempaa arvoa. Avainasiana on sovittaa materiaalin ominaisuudet tiettyyn käyttöön.
Tarkastellaan, miten kadonnut teräs vertautuu yleisimpiin vaihtoehtoihin – ja milloin kumpikin vaihtoehto on järkevä.
Kadonnut vs. galvalume-teräksen suorituskyky
Galvalume-teräs on lähimmäinen kilpailija perinteiselle kadonnutulle teräkselle ja käyttää alumiini-zinkki-seoksella pinnoitettua pinnan käsittelyä (noin 55 % alumiinia, 43,5 % sinkkiä ja 1,5 % silikonia) sen sijaan, että käytettäisiin puhtaata sinkkiä. Mukaillen Englert Inc.:n teknistä vertailua , galvalume-teräksen kehitti Bethlehem Steel 1960-luvulla perinteisen kadonnuksen parannukseksi.
Mitä käytännön eroa siinä sitten on? Alumiinikomponentti galvalume-teräsreunassa muodostaa vakaa oksidikerroksen, joka kestää korroosiota tehokkaammin kuin puhdas sinkki monissa ympäristöissä. Samalla sinkkipitoisuus tarjoaa edelleen uhri-suojan leikkausreunoille ja naarmuille. Tämä yhdistelmä antaa tyypillisesti kaksi–neljä kertaa pidemmän käyttöiän standardin sinkityn teräksen verrattuna samankaltaisissa olosuhteissa suoritettavissa suolapirttitestauksissa ja syklinen korroosiotestauksissa.
Tässä on tietoa suorituskykyeroista:
- Kestävyys: Sinkityn teräsreunan käyttöikä on tyypillisesti 20–50 vuotta ympäristöstä riippuen; galvalume laajentaa tätä 40–70 vuoteen optimaalisissa olosuhteissa
- Lämpövastus: Galvalumen alumiinipitoisuus heijastaa enemmän auringonsäteilyä, mikä johtaa alhaisempiin pinnan lämpötiloihin ja vähentää lämpöjännitystä
- Lämpötilan vaihtelu: Alumiini–sinkki-seos kestää paremmin mikrohalkeamia toistuvien lämmön- ja jäähtymisjaksojen aikana
- Rannikko-alueiden suorituskyky: Korkean suolapitoisuuden ympäristöissä galvalume yleensä suoriutuu paremmin kuin sinkitty teräs, vaikka kumpikaan ei pääse täysin alumiinin tasolle merikäytössä
Kuitenkin sinkitty teräslevy on edelleen etulyöntiasemassa tietyissä tilanteissa. Sinkittyä terästä peittävä puhtaasti sinkistä muodostuva pinnoite tarjoaa erinomaisen alustavan uhri-suojauksen – mikä tarkoittaa parempaa itseparantumista vaurioituneissa kohdissa varhaisessa käyttövaiheessa. Sovelluksissa, joissa on korkea naarmu- tai kuluma-vaara, tämä ominaisuus on merkityksellinen.
Milloin vaihtoehtoisia materiaaleja tulisi harkita
Galvalumen lisäksi useat muut korroosionkestävät materiaalit kilpailevat sinkityn teräslevyn tuotteiden kanssa. Jokainen niistä tarjoaa erityisiä etuja tietyissä sovelluksissa – ja erilaisia kustannusvaikutuksia.
Alkylidyysi
Kun korkean lämpötilan kestävyys on tärkeämpi kuin yleinen korroosionkestävyys, alumiinipinnoitettu teräs erottautuu. Alumiinipinnoite kestää lämpötiloja jopa 1250 °F (675 °C) ilman merkittävää heikkenemistä – paljon enemmän kuin sinkitty teräslevy kestää. Tyypillisiä sovelluksia ovat:
- Autojen pakokaasujärjestelmät ja lämmönsuojat
- Teollisuusuunien komponentit
- Uuniosat ja lämmityslaitteet
- Grilli- ja ruoanlaittolaitteet
Kompromissi? Alumiinipinnoitettu teräs ei tarjoa sinkkipohjaisten pinnoitteiden uhri-suojamekanismia. Naarmut tai leikkausreunat eivät parane itsestään, mikä tekee materiaalista vähemmän sopivan sovelluksiin, joissa esiintyy mekaanista vaurioitumista tai kulumaa.
Ruostumaton teräs
Suurimman korroosionkestävyyden saavuttamiseksi ilman minkäänlaisen pinnoitteen käyttöä ruostumaton teräs on ylittämätön. MetalTekin korroosiovertailun mukaan materiaalin valinnassa on kompromisseja kustannusten ja suorituskyvyn välillä – ja ruostumaton teräs sijoittuu molempien asteikkojen premium-päätyyn.
Yleisimmät ruostumattoman teräksen laadut, kuten 304 ja 316, kestävät korroosiota kromipitoisuutensa ansiosta, joka muodostaa passiivisen oksidikerroksen. Tämä suoja on ainetta itsessään ominainen, ei ulkoisesti lisätty, joten se ei kulua pois eikä katoa ajan myötä. Ruostumattoman teräksen käyttö on perusteltua esimerkiksi seuraavissa sovelluksissa:
- Elintarviketeollisuuden laitteet (FDA:n vaatimustenmukaisuus)
- Kemikaalien käsittelyjärjestelmät
- Merikäyttöön tarkoitetut metalliosat, jotka altistuvat jatkuvasti suolaiselle vedelle
- Lääketieteellinen ja farmaseuttinen laitteisto
- Arkkitehtoniset elementit, joille vaaditaan kymmeniä vuosia kestävää huoltovapautta
Kustannusero? Riippuen laadusta ja markkinatilanteesta ruostumattoman teräksen hinta on tyypillisesti 3–5-kertainen verrattuna vastaavan kokoiseen sinkittyyn teräslevyyn. Tämä hintaero on perusteltavissa vain silloin, kun korroosionkestävyysvaatimukset ylittävät sinkkipinnoitteiden tarjoaman suojan – tai kun sovelluksessa vaaditaan materiaalin omia luonnollisia ominaisuuksia eikä pelkästään pinnoitteen suojaavaa vaikutusta.
Maalattu tai pulverimaalattu teräs
Kun esteettisyys ohjaa valintaa, maalattu tai pulverimaalattu teräs tarjoaa väri vaihtoehtoja, joita raakana sinkitty tai galvalume-pinnat eivät pysty tarjoamaan. Nämä pinnoitteet lisäävät esteellistä suojaa perusmetallin käsittelyn päälle, mikä voi mahdollisesti pidentää käyttöikää samalla kun ne tarjoavat koristeellisia pintoja.
Nykyiset kelo-maalausjärjestelmät soveltavat maalia sinkityn tai galvalume-alustan päälle, yhdistäen sinkin suojaavan vaikutuksen ja värin kestävyyden. Tämä ratkaisu soveltuu:
- Arkistapaneeleita ja rakennuksen julkisivuja
- Kotitalouslaitteiden kotelot
- Vähittäiskaupan kalusteisiin ja näyttöihin
- Autoteollisuuden koristekomponentit
Tässä kyseessä ei ole se, paremminko maalattu teräs suorittaa kuin sinkitty – kyse on siitä, oikeuttaako esteettinen vaatimus lisäpinnoituskustannukset ja mahdollisen maalin vanhenemisen ajan myötä.
| Kriteerit | Rautaustettu teräs | GALVALUME Rauta | Alkylidyysi | Ruostumaton teräs | Maalattu/jauhepinnoitettu |
|---|---|---|---|---|---|
| Korroosionkestävyys | Hyvä (20–50 vuotta) | Erinomainen (40–70 vuotta) | Hyvä (ei uhri-suojaa) | Ylivoimainen (sisäinen) | Hyvä–erinomainen (pinnoituksen riippuvainen) |
| Suhteellinen hinta | 1,0x (perustaso) | 1,05–1,15-kertainen | 1,1–1,3-kertainen | 3-5x | 1,2–1,5-kertainen |
| Lämpövastus | Kohtalainen (enintään 400 °F) | Hyvä (parempi heijastavuus) | Erinomainen (jopa 1250 °F asti) | Erinomainen | Rajoitettu (pinnoitteen rappeutuminen) |
| Muotoilukyky | Hyvä | Hyvä | Hyvä | Kohtalainen hyvä | Hyvä (riippuu pohjamateriaalista) |
| Hitsauskelpoisuus | Hyvä (sinkkikaasut) | Hyvä | Hyvä | Edellyttää erityismenettelyjä | Edellyttää pinnoitteen poistamista |
| Itseparantuva reunoissa | Erinomainen | Hyvä | Köyhä | Ei sovellettavissa (luonnollinen suoja) | Köyhä |
| Parhaat käyttösovellukset | Yleiskäyttö ulkokäyttöön, maatalouteen ja ilmastointijärjestelmiin | Kattojen kattamiseen, pitkäikäinen ulkokäyttö | Korkealämpötilaisuudet | Kemiallinen, elintarvike- ja merenkulkualue | Arkkitehtoninen, esteettinen |
Päätöksentekokehys on suoraviivainen: aloita sinkitty teräs perusvaihtoehtona ja siirry vaihtoehtoihin vain silloin, kun tietty sovellus vaatii niiden erityisiä ominaisuuksia. Galvalume on järkevä valinta, kun pidempi käyttöikä tai lämmön heijastavuus oikeuttavat pienemmän hintalisän. Alumiinipinnoitettu teräs sopii korkealämpötilaisiin sovelluksiin, joissa tavalliset pinnoitteet eivät kestä. Ruisuton teräs varataan äärimmäisen korroosion alttiisiin ympäristöihin tai sääntelyvaatimuksiin. Maalatut pinnat lisäävät arvoa vain silloin, kun väri ja ulkonäkö määrittävät materiaalin valinnan.
Näiden vaihtoehtojen – sekä niiden kustannus-hyötyprofiilien – ymmärtäminen varmistaa, että jokaiseen sovellukseen valitaan oikea materiaali eikä turhaan luodaan tuttujen vaihtoehtojen varaan. Joskus sinkityt teräslevyt ovat edelleen optimaalinen valinta; joskus vaihtoehtojen hankinta kalliimmalla tuottaa parempaa pitkän aikavälin arvoa.
Kun materiaalivaihtoehdot ovat selvennetty, sinulla on nyt täydellinen tekninen perusta informoitujen hankintapäätösten tekemiseen. Viimeinen vaihe on kääntää tämä tieto toiminnaksi – tehdä tehokkaasti yhteistyötä valmistajien kanssa materiaalien hankinnassa siten, että ne täyttävät vaatimuksesi luotettavasti ja kustannustehokkaasti.
Informoitujen valmistajavalintojen tekeminen
Olet tutustunut sinkitysmenetelmiin, dekoodannut pinnoituspainot, ymmärtänyt teräsluokat ja arvioinut vaihtoehtoisia materiaaleja. Nyt koittaa hetki, joka määrittää sen, muuttuuko kaikki tämä tieto onnistuneeksi hankinnaksi: valita ja ottaa yhteyttä sinkittyä levyterästä valmistaviin yrityksiin, jotka pystyvät toimittamaan tarvitsemasi tuotteet juuri silloin, kun niitä tarvitset.
Tämä ei ole pelkästään kysymys alhaisimmasta sinkityn teräksen hinnasta – vaikka hinta on tietysti tärkeä tekijä. Kyse on siitä, että rakennetaan toimitusketjuja, jotka tukevat tuotantovaatimuksiasi luotettavasti pitkällä aikavälillä. Oikea valmistaja muodostuu kumppaniksi; väärä valmistaja muodostuu pullonkaulaksi.
Tärkeimmät huomiot materiaalinvalinnasta
Ennen kuin otat yhteyttä toimittajiin, koota vaatimuksesi selkeäksi eritelmäksi. Metallien Zenithin toimittajakäsikirjan mukaan standardin itsensä syvä ymmärtäminen on ensimmäinen puolustuslinja huonojen materiaalien varalta. Toimittaja, joka ei pysty keskustelemaan teknisistä tiedoista luottavaisesti, saattaa puuttua tarvittavasta syvyydestä, jotta se voisi palvella sinun tarpeitasi tehokkaasti.
Ideaalinen toimittaja tarjoaa enemmän kuin kilpailukykyisen sinkittyä terästä – se tarjoaa laadun takuun, syvällistä teknistä asiantuntemusta ja luotettavaa toimitusketjua, johon voit luottaa.
Eritelmäsi tulisi käsitellä näitä kriittisiä elementtejä:
- Sinkitysmenetelmä: Kuumasinkitys, sähkösinkitys tai galvanisoitu – valitaan muovattavuuden, hitsattavuuden ja maalattavuuden vaatimusten perusteella
- Pintakäsittelyn paino: G30–G235, sovitettu altistumisympäristöön ja odotettuun käyttöikään
- Teräsluokka: CS-, DS-, DDS-, EDDS- tai SS-luokat, jotka vastaavat muovausoperaatioitasi ja lujuusvaatimuksiasi
- Tuotteen muoto: Sinkitty levyteräs esileikattuina levyinä tai keloissa, sopivalla paksuudella ja mitoilla teollisuustuotantoon
- Vaadittavat sertifikaatit: Vähintään ISO 9001, IATF 16949 autoteollisuussovelluksia varten sekä mahdolliset ala-kohtaiset hyväksynnät
Kun nämä tekniset vaatimukset on määritelty, voit arvioida toimittajia objektiivisten kriteerien perusteella eikä pelkästään myyntiesitysten perusteella.
Seuraavat vaiheet hankintaprosessissasi
Fry Steelin toimittajien arviointitarkistuslistan mukaan oikean metallitoimittajan valinta ei ole pelkkä ostopäätös – se on kumppanuussuhde, joka vaikuttaa tuotteen laatuun, tuotantoaikatauluihin ja pitkän aikavälin kannattavuuteen. Sinkityn teräksen hinta punnilla on tärkeä tekijä, mutta se on vain yksi palanen kokonaisuutta.
Noudata tätä toimintasuunnitelmaa siirtyäksesi tutkimuksesta pätevien toimittajien kanssa solmittaviin sopimuksiin:
- Valitse 3–5 mahdollista toimittajaa: Tunnista valmistajat, jotka vaikutavat pystyvän täyttämään tekniset vaatimuksetne, maantieteelliset näkökohdat ja määrävaatimukset. Harkitse sekä teräsvalssikelojen jakelijoita että suoria valmistajia tilausmäärienne perusteella.
- Pyydä yksityiskohtaisia tarjouksia: Lähetä tarjouspyynnöt, joissa määritellään tarkasti, mitä tarvitsette – älkää hyväksykö epämääräisiä hintoja yleiselle "myytävälle sinkittyyn teräkseen". Laadukkaat toimittajat vastaavat nopeasti; alan johtavia valmistajia, kuten Shaoyi (Ningbo) Metal Technology tarjoaa 12 tunnin tarjouskäänntöajan standardipyyntöihin.
- Vaadi valssitehdasraportteja (MTR:t): Kuten Metal Zenith korostaa, pyydä aina valssitehdasraportteja tai materiaalitestaustodistuksia jokaisesta kelasta tai erästä. Nämä asiakirjat todistavat, että materiaali täyttää ASTM A653 -spesifikaationne yksityiskohtaisen kemiallisen ja mekaanisen analyysin perusteella.
- Varmista sertifikaatit itsenäisesti: Älkää ottako väitettyjä sertifikaatteja uskollanne. Pyydä nykyisten sertifikaattien kopioita ja vahvista niiden voimassaolo sertifiointielinten kanssa. Esimerkiksi IATF 16949 -tilan voimassaolo voidaan tarkistaa IATF-tietokannasta.
- Pyydä ja arvioi näytteitä: Ennen tuotantomäärien vahvistamista hanki näytteet omia kokeituksiasi varten. Tarkista, että muovattavuus, pinnoitteen tarttuvuus ja ulkonäkö täyttävät vaatimuksetne. Nopean prototyypinvalmistuksen mahdollisuudet – kuten viiden päivän toimitusaika – nopeuttavat merkittävästi tätä validointivaihetta.
- Arvioi teknisen tuen laatu: Ota teknisiä keskusteluja toimittajien kanssa sovelluksestanne. Kysyvätkö he älykkäitä kysymyksiä muovausprosesseistanne? Tarjoavatko he DFM-tukea suunnitelmienne optimoimiseksi? Laaja DFM-ohjeistus auttaa minimoimaan kehityksen ja sarjatuotannon välisen kuilun.
- Arvioi toimitusketjun luotettavuutta: Fry Steelin kehyksen mukaan odotettua pidempi toimitusaika voi aiheuttaa valtavia pullonkauloja liiketoiminnassanne. Kysy tyypillisistä toimitusajoista, varaston syvyydestä ja ajoissa toimitettujen tilausten historiasta.
- Neuvottele ehdot ja tee sopimukset: Kun olet tunnistanut kelpaavat toimittajat, neuvottele hinnastoista, maksuehdoista, vähimmäistilausmääristä ja toimitusaikatauluista. Harkitse yleisesti soveltuvia tilauksia tai aikataulutettuja toimituksia, jos kulutustasi voidaan ennustaa luotettavasti.
Valmistajat vs jakelijat: Oikean valinnan tekeminen
Tulisi tehdä yhteistyötä suoraan sinkittyjen terästen valmistajien vai sinkittyjen terästen jakelijoiden kanssa? Vastaus riippuu tarkasta tilanteestasi.
Suorat valmistajasuhteet tavallisesti sopivat ostajille, jotka:
- Tilaavat suuria määriä, mikä perustelee suoran tehdasostoksen
- Tarvitsevat erityismäärittelyjä, joita ei ole saatavilla varastosta
- Vaativat arvolisäprosesseja, jotka on integroitu tuotantoprosessiin
- Hyötyvät suorasta teknisestä yhteistyöstä suunnittelun optimoinnissa
Työskentely jakelijoiden kautta on usein järkevää, kun:
- Tilauksen määrät ovat alle valssitehtaan vähimmäismäärien (usein yli 20 000 lb)
- Tarvitset nopeaa toimitusta paikallisesta varannosta
- Useita eri materiaalilajeja vaaditaan yhdestä lähteestä
- Varastointirajoitukset rajoittavat kykyäsi vastaanottaa suuria lähetyksiä
Monet menestyksekäs hankintastrategiat yhdistävät molemmat lähestymistavat: jakelijat käytetään pienempiin tilauksiin ja prototyypitykseen, jonka jälkeen siirrytään suoraan valmistajien kanssa tehtäviin sopimuksiin, kun tilausmäärät kasvavat.
Autoteollisuuden sovelluksiin, joissa vaaditaan tarkkuusleikattuja sinkittyjä levyosia, erikoistuneiden valmistajien kanssa työskentely tuottaa usein parhaat tulokset. Yritykset kuten Shaoyi yhdistävät IATF 16949 -sertifioitua laatua nopeaan prototyypitykseen ja automatisoituun massatuotantoon – juuri tämä yhdistelmä tehostaa hankintaprosessia alkuperäisistä näytteistä tilavuustuotantoon.
Sijoituksesi sinkittyjen terästen määrittelyihin, standardeihin ja arviointiperusteisiin tuottaa hyötyjä koko toimittajasihteistäsi. Tämän tiedon avulla et ole pelkästään ostaja – olet tietoinen kumppani, joka pystyy vaatimaan ja varmistamaan sovellustesi vaatiman laadun.
Usein kysytyt kysymykset sinkittyjen levyterästen valmistajista
1. Mikä on ero G30- ja G90-sinkittyjen terästen välillä?
G-merkintä viittaa sinkkipinnoituksen painoon unssina neliöjalkaa kohden. G30:ssä on kokonaissinkkimäärä 0,30 unssia/neliöjalka (noin 2,5 µm kummallakin puolella), mikä tekee siitä sopivan sisätilakäyttöön. G90:ssä on 0,90 unssia/neliöjalka (noin 7,5 µm kummallakin puolella), mikä tarjoaa vankkaa suojaa ulko- ja yleiskäyttöön. Korroosionkestävyys on suoraan verrannollinen pinnoituksen massaan – G90 suojaa perusterästä noin kolme kertaa pidempään kuin G30 samanlaisissa olosuhteissa.
2. Kumpi on kalliimpi, sinkitty teräs vai ruostumaton teräs?
Ruuvisuojattu teräs maksaa yleensä 3–5 kertaa enemmän kuin sinkitty teräs. Vaikka ruuvisuojattu teräs tarjoaa paremman luonnollisen korroosionkestävyyden ilman pinnoitteita, sinkitty teräs tarjoaa erinomaista suojaa useimmissa teollisuussovelluksissa vain murto-osan hinnasta. Valitse ruuvisuojattu teräs ainoastaan silloin, kun erittäin korroosioalttiit ympäristöt, FDA:n vaatimukset tai merikäytön olosuhteet edellyttävät sen premium-ominaisuuksia.
3. Mitkä sertifikaatit tulisi tarkistaa valittaessa sinkittyä levyterästä valmistavia yrityksiä?
ISO 9001 -sertifikaatti on perustasosertifikaatti, joka osoittaa dokumentoidun laatumhallintajärjestelmän olemassaolon. Autoteollisuuden tosupplyhän liittyvissä sovelluksissa IATF 16949 -sertifikaatti on välttämätön – se varmistaa virheiden ehkäisyn, vaihtelun vähentämisen ja jatkuvan parantamisen autoteollisuuden vaatimusten mukaisesti. Esimerkiksi Shaoyi (Ningbo) Metal Technology -yritys pitää yllä IATF 16949 -sertifikaattia sekä kattavaa DFM-tukea ja nopeita prototyyppivalmistusmahdollisuuksia.
4. Mikä on ero kuumasinkityksen ja galvannealauksen välillä?
Kuumasinkityksessä teräs upotetaan sulassa sinkissä 450 °C:n lämpötilassa, mikä muodostaa paksun pinnoitteen (50–100 µm) erinomaisella ulkokäyttöön soveltuvalla korroosionkestävyydellä ja tunnusomaisella sirppaleisella pinnalla. Galvannealaus sisältää lisälämmitysvaiheen, joka muodostaa sinkki-rikkipinnan, jolloin saavutetaan erinomainen hitsattavuus, erinomainen maalin tarttuvuus ilman pinnan esikäsittelyä sekä matta harmaa pinta – tästä syystä sitä suositellaan erityisesti autoteollisuuden runkopaneelien ja maalattujen sovellusten valintaan.
5. Kuinka valitsen kuumasinkitun teräksen tilaamisen kelana vai levyinä?
Valitse kelamuoto, jos tarvitset suuria määriä automatisoituun leikkaus- tai puristusmuovaukseen, jossa jatkuva syöttö maksimoi tehokkuuden ja erikoislevyjen pituudet vähentävät jätteitä. Valitse ennalta leikatut levyt pienempien tuotantomäärien, prototyyppien tai laitosten valintaan, joissa ei ole kelankäsittelylaitteita. Kelat vaativat yleensä vähintään 10 000 punnan tilaukset, kun taas levyt tarjoavat joustavuutta erilaisiin ja pienempiin tilauksiin.