 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Valssattujen pyörien rakennetyypit: Kumpi sopii rakenteeseesi?

Kovanpyörien rakenteen perusteiden ymmärtäminen
Oletko koskaan miettinyt, mitä kovanpyörillä tarkoitetaan selatessasi korkean suorituskyvyn pyöriä? Tässä oleellinen vastaus: kovanpyörät valmistetaan puristamalla kiinteitä alumiinipalkkeja erittäin suurella paineella, tyypillisesti 8 000–10 000 tonnia , luoden tiheämmän ja merkittävästi vahvemman molekyyli rakenteen kuin mikään muu valmistusmenetelmä pystyy saavuttamaan.
Toisin kuin valumuoteissa, joissa sulanutta alumiinia kaadetaan muotteihin ja annetaan jäähtyä, kylmämuokkaus muuntaa kiinteän sylinterimäisen lohkon ilmailuteollisuudessa käytettävää 6061-T6-alumiinia pyöräksi hallitun lämmön ja valtavan paineen avulla. Alumiini ei koskaan sulaa tämän prosessin aikana. Sen sijaan se muuttuu riittävän taipuisaksi muotoonmuutokseen, säilyttäen samalla kiteisen rakenteensa eheyden. Tämä perustavanlaatuinen ero erottaa kylmämuovatun valmistustavan valumuotista ja selittää, miksi näillä pyörillä on korkeampi hintataso.
Kylmämuovatun alumiinin lujuuden tiede
Kylmämuovattujen ja valumuottien vertailussa keskeinen ero on rakeiden rakenteessa. Ajattele sitä kuin puun syvää: leikkaaminen syven suuntaisesti vaatii paljon vähemmän vaivaa kuin leikkaaminen poikittaissuunnassa. Metalli käyttäytyy samankaltaisesti, ja kylmämuokkaus hyödyntää tätä periaatetta.
Kuuman valssauksen aikana alumiinin sisäinen rakeen rakenne muuttuu molekyylistymisen myötä. Rakeet pitenevät, suuntautuvat ja asettuvat sovelletun voiman suuntaisesti. Tämä luo jatkuvat, suunnatut reitit kuormituksen kulkemiseksi materiaalin läpi. Teollisuustestien mukaan tämä suunnattu rakeen rakenne mahdollistaa kuumavalssattujen renkaiden saavuttaa noin 2–3-kertaisen väsymisikä kuin vastaavat valurunkoiset renkaat samoissa kuormitusolosuhteissa.
Mitä kuumavalssatut kehät tarjoavat yli pelkkän lujuuden? Vastaus on melkein nolla huokous. Valurenkaiden rakenteeseen muodostuu mikroskooppisia ilmakuplia ja onteloita, kun sulanut metalli jäähtyy epätasaisesti. Nämä virheet muodostuvat potentiaalisiksi vauriopisteiksi toistuvassa rasituksessa. Kuumavalssatut renkaat poistavat tämän heikkouden kokonaan, luoden materiaaliin homogeenisen rakenteen.
Kuuliseosten määritelmä perustuu lopulta tähän: pyörät, jotka on suunniteltu molekyylitasolla saavuttaakseen erinomaisen vetolujuuden, väsymisvastuksen ja iskunkestävyyden. Ne ovat tyypillisesti 25–30 % kevyempiä valukappaleita vastaaviin verrattuna samalla säilyttäen tai ylittäen lujuusvaatimukset.
Miksi rakennetyyppi määrittää suorituskyvyn
Ymmärtääksesi, mitä kuuliseosten ovat, on vasta aloituskohta. Rakennustapa, eli kuinka kuuliseosten osat on koottu, määrittää kaiken mukautusmahdollisuuksista pitkäaikaiseen huollettavuuteen.
Kun tarkastelet valukuuliseosten ja kuuliseosten eroja, huomaat, että itse kuuliseostekniikka jakautuu kolmeen eri kategoriaan:
- Monoblokki (Yhden palan) - Työstetty kokonaan yhdestä alumiinijuotesta maksimaalisen rakenteellisen eheyden ja minimipainon saavuttamiseksi
- Kaksiosainen - Yhdistää kuuliseostetun keskiosan kuuliseostetun renkaan kanssa, tarjoten parannetun sovitettavuuden joustavuuden
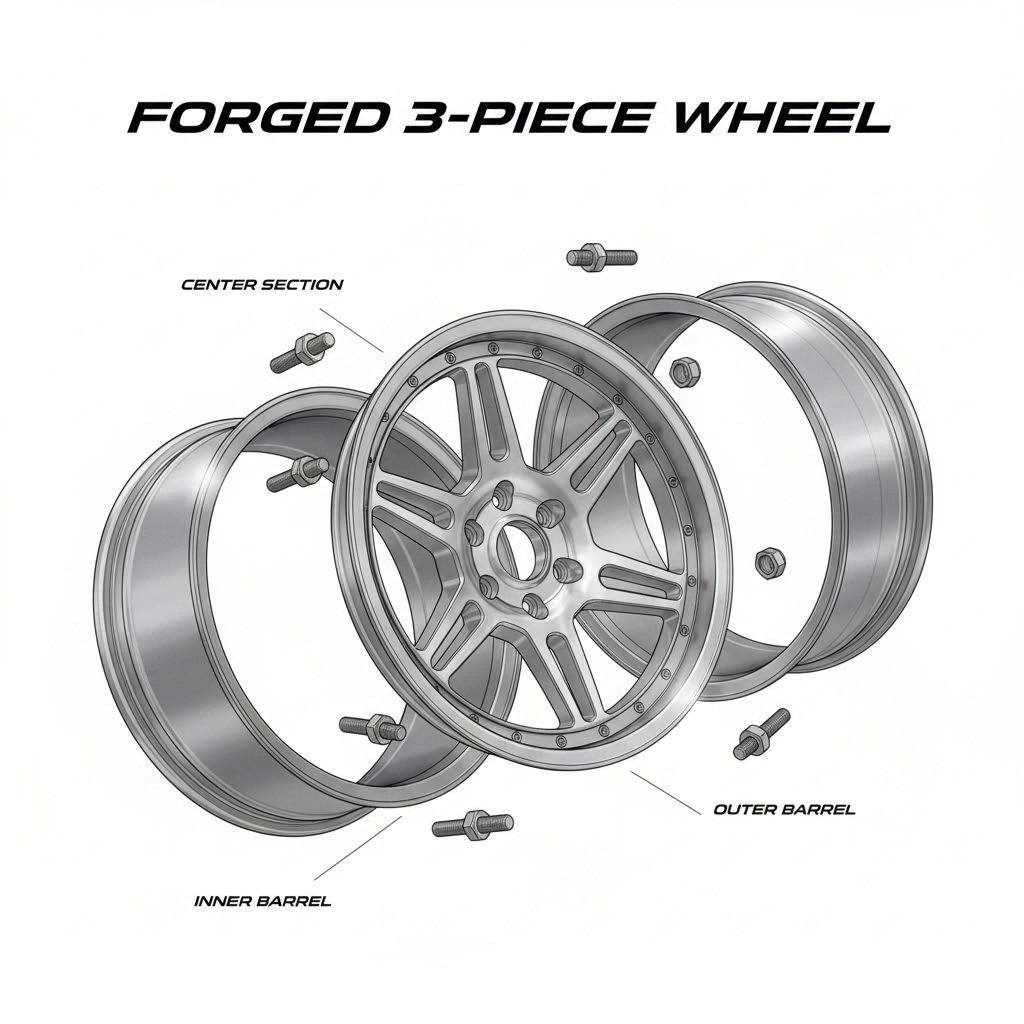
- Kolmiosainen - Sisältää erilliset kuuliseostetut osat (keskiö, sisärengas, ulkorengas), jotka on liitetty ilmailualan standardin mukaisilla kiinnikkeillä mahdollistaen täydellisen mukautuksen
Jokainen rakennetyyppi tarjoaa tietyt edut sovelluksestasi riippuen. Rataharrastajat asettavat erilaisia vaatimuksia kuin esitysauton rakentajat. Arkipäivän ajoneuvoilla on erilaisia vaatimuksia verrattuna viikonloppuisin käytettäviin kanjonien suorittamiseen tarkoitettuihin autoihin. Seuraavat osiot käsittelevät kunkin kategorian yksityiskohtaisesti, jotta voit valita oikean rakennetyypin tiettyihin rakennustavoitteisiisi.

Yksiosaiset valssatut renkaat selitettynä
Mitä siis on valssattu rengas puhtaimmillaan? Vastaus on yksiosainen rakenne. Tunnettu myös nimellä 1-osainen valssattu rengas, yksiosaiset renkaat edustavat suoraviivaisinta, mutta teknisesti vaativinta tapaa valmistaa valssattuja renkaita. Yksi alumiinipalkki muuntuu täydelliseksi renkaaksi tarkkaa koneistusta käyttäen, ilman liitoksia, kiinnikkeitä tai koottuja osia, jotka heikentäisivät rakenteellista eheyttä.
Kuuma valmistettujen renkaiden merkitys selviää täysin, kun tarkastellaan monoblock-rakennetta. Valmiin pyörän jokainen millimetri on peräisin yhdestä kiinteästä metallilohkosta, joka on puristettu ja muotoiltu äärimmäisen paineen alaisena ennen kuin CNC-koneet veistävät lopullisen muodon. Tämä yhtenäinen rakenne asettaa suorituskyvyn vertailukohtana, johon kaikki muut kuuma valmistetut rengastyypit verrataan.
Yksiosainen valmistusprosessi
Monoblock-renkaat alkavat elämänsä lieriömuotoisina alumiinipalkkeina, joiden paino on tyypillisesti 40–80 puntaa lopullisen renkaan koosta riippuen. Valmistajat valitsevat lähes yksinomaan 6061-T6-ladattu alumiini tätä prosessia, ja sen ymmärtäminen paljastaa insinööritajunnan premium-kuuma valmistettujen kehysten rakenteessa.
Tunniste 6061 viittaa alumiinityypin seoskoostumukseen. Tämä erityinen seos sisältää:
- Alumiini - Pääasiallinen pohja, joka tarjoaa keveyden ja yleisen lujuuden
- Magneesi - Parantaa kokonaislujuutta kiinteän liuoksen kautta tapahtuvalla vahvistuksella
- Siilium - Toimii rinnakkain magnesiumin kanssa parantaakseen lujuutta samalla kun alentaa sulamislämpötilaa, mikä helpottaa vaivatonta valmistusta
- Kupari - Lisätään pieninä määrinä korroosionkestävyyden ja lisälujuuden parantamiseksi
Mutta entä tuo T6-merkintä? Se viittaa tiettyyn lämpökäsittelyprosessiin, joka muuntaa hyvästä alumiinista poikkeuksellisen vahvan renkaan materiaalin. T6-käsittely sisältää kaksi keskeistä vaihetta. Ensinnäkin, liuotushehkutus kuumennetaan seoksen korkeisiin lämpötiloihin nopean jäähdytyksen edeltämänä, jolloin magnesium ja pii liukenevat alumiiniin muodostaen ylikylläisen kiinteän liuoksen. Toiseksi, ohjattu vanhenutus korkeammassa lämpötilassa saa nämä liuenneet alkuaineet erottumaan tavalla, joka merkittävästi lisää myötölujuutta ja kovuutta.
Mukaan lukien 3030 Autosport , tämä yhdistelmä koostumuksesta ja lämpökäsittelystä tekee 6061-T6:sta suorituskykyisten alojen kärkivalinnan, mukaan lukien sotilaalliset sovellukset, ilmailu- ja avaruusteollisuus, Formula 1 ja vetovoimakilpailut. Samat ominaisuudet, jotka suojaavat lentokoneiden komponentteja 40 000 jalan korkeudessa, siirtyvät suoraan kadun tai radan valmistettujen renkaiden suorituskykyyn.
Kun profiili on alistanut muovauksen ja lämpökäsittelyn, tarkka CNC-koneistus poistaa materiaalia luodakseen varren mallit, kiinnityspinnat ja lopulliset mitat. Jokaista pyörää käytännössä veivataan tiivistetystä profiilista, ja juuri tämä materiaalin poistava prosessi mahdollistaa kevyimmän mahdollisen painon säilyttäen samalla valmistettujen rengashalkojen merkityksen vahvuudesta ja luotettavuudesta.
Yhtenäisen rakenteen rakenteelliset edut
Miksi moottoriurheiluryhmät ja suorituskyvyn harrastajat hakeutuvat monoblock-rakenteeseen? Liitosten puuttuminen vastaa kysymykseen välittömästi.
Jokainen liitoskohta moniosaisessa pyörässä edustaa mahdollista vikaantumiskohdetta. Ruuvit voivat löystyä toistuvien lämpösyklien vaikutuksesta. Hitsit voivat kehittää jännitehalkeamia tuhansien kilometrien aikana. Komponenttien väliset tiivisteet voivat heikentyä, mikä aiheuttaa ilmavuotoja putteettomissa järjestelmissä. Yksipalapyörät eliminoivat kaikki nämä ongelmat, koska niissä ei ole lainkaan kokoonpano-osia, jotka voisivat vaurioitua.
Tutkimukset osoittavat, että kovalutetut pyörät voivat olla jopa 30 % vahvempia kuin samanpainoiset valumuottipyörät. Kun kyseessä on kovalutettu materiaali, joka muodostuu yhdestä jatkuvasta palasta, jännitteet siirtyvät saumattomasti säteestä kehään ja edelleen keskukseen. Kuvittele ero kiinteän puupalkin ja naulatuista laudoista koostuvan rakenteen välillä. Molemmat saattavat aluksi kestää samankaltaisia kuormia, mutta kiinteä palkki säilyttää rakenteellisen eheytensä dynaamisessa ja toistuvassa rasituksessa huomattavasti pidempään.
Tämä yhtenäinen rakenne tarjoaa mitattavia suorituskykyetuja:
- Maksimaalinen rakenteellinen eheys - Ei liitoksia, saumakohtia tai kiinnikkeitä, jotka voivat epäonnistua toistuvien rasitussyklien alla
- Alin mahdollinen paino - Ei lisäpainoa laitteistosta; materiaalia voidaan poistaa mistä tahansa ilman, että komponenttien yhteydet heikkenevät
- Yksinkertaistettu huolto - Ei mitään kiristettävää, tarkistettavia tiivisteitä tai vaihdettavia osia tavallisessa huollossa
- Ei huolta tiivistevaurioista - Letutonta renkaita vastaan istuutuvat letuton renkaan reuna jatkuvasta kovalisestusta tehdyn materiaalin vastaan eikä koottujen osien
Painoetua on syytä korostaa erityisesti. Koska monoblokkin pyörät eivät vaadi ruuveja, muttereita tai liittimiä, valmistajat voivat suunnitella ohuempia seinämäosia ja aggressiivisempia sädeprofiileja. Jokainen gramma merkitsee paljon nousemattoman massan vähentämisessä. Suorituskykytietojen mukaan jokainen kilo, joka säästään nousemattomasta massasta, parantaa kiihtyvyyttä, jarrutusreaktiota ja suspensiojoustavuutta enemmän kuin vastaava vähennys jousitussa ajoneuvomassassa.
Niille kuljettajille, jotka asettavat suorituskyvyn etusijalle enimmäisestä mukautumisjoustavuudesta, monoblokkihieronta tarjoaa täydellisen tasapainon. Tämä optimoitu rakenne rajoittaa kuitenkin asennusvaihtoehtoja verrattuna moniosaisiin vaihtoehtoihin. Seuraavassa osassa tarkastellaan, miten kaksiosainen rakenne ratkaisee tämän kompromissin samalla kun säilyttää valssattujen renkaiden suorituskykyominaisuudet.
Kaksiosaiset valssatut rakennetavat
Mitä tapahtuu, kun tarvitset monoblokkitason lujuutta, mutta vaadit asennusjoustavuutta, jonka yksikappaleinen billet-rakenne ei yksinkertaisesti voi tarjota? Kaksiosaiset valssatut renkaat vastaavat tähän kysymykseen jakamalla renkaan kahteen pääkomponenttiin: keskiosaan (etupuoli ja säteet) sekä ulkoiseen putkeen, johon rengas asennetaan.
Tämä modulaarinen lähestymistapa avaa ovet, jotka pysyvät tiukasti kiinni monoblokki-suunnitelmilla. Vertaessa taottuja ja valssattuja vaihtoehtoja, kaksiosainen taottu rakenne säilyttää taotun metallin ylivoimaisen rakeisuksen ja materiaalitiheyden samalla kun tarjoaa mukauttamismahdollisuuksia, joiden ansiosta se viehättää innokkaita harrastajia, joilla on voimakkaasti muokattuja ajoneuvoja tai ainutlaatuisia asennusvaatimuksia.
Mukaan lukien teollisuusmääritykset , kaksiosaiset taotut renkaat käyttävät korkealaatuista taottua alumiiniseosta molemmissa osissa, mikä tekee niistä vahvempia ja kestävämpiä kuin valssatuista vaihtoehdoista. Mutta todellinen ero piilee siinä, miten nämä osat liitetään toisiinsa.
Hitsattu ja ruuvattu kokoonpanomenetelmä
Tässä on ratkaiseva yksityiskohta, jonka useimmat rengaskeskustelut sivuuttavat täysin: kaikkia kaksiosaisia renkaita ei koottu samalla tavalla. Liitosmenetelmä muuttaa perustavanlaatuisesti renkaan ominaisuuksia, ja tämän eron ymmärtäminen auttaa sinua tekemään tietoon perustuvia päätöksiä, kun valitset taottuja tai valssattuja renkaita tiettyyn käyttötarkoitukseesi.
Hitsattu kaksiosainen rakenne kiinnittää putken ja keskiosan pysyvästi yhdeksi kokonaisuudeksi. Tarkkakoneistuksen jälkeen kokeneet asentajat käyttävät erikoistunutta TIG-hitsaustekniikkaa liittääkseen osat toisiinsa niiden kosketuspintojen kohdalta. Hitsi menee tarpeeksi syvälle luodakseen molekyylibondin kahden valssatun osan välille, mikä johtaa rakenteelliseen lujuuteen, joka lähestyy monoblok-tyyppistä tasoa.
Ajattele näin: kerran hitsatuna nämä komponentit ovat olennaisesti taas yksi kappale. Liitoskohta vastaa tai jopa ylittää ympäröivän materiaalin lujuuden, kun se on tehty oikein, koska hitsaus todella hienosäätää rakeen rakennetta sulamispisteessä.
Ruuvattu kaksiosainen rakenne valitsee päinvastaisen tien. Korkean lujuuden lentokonetekniikkaan soveltuvat kiinnikkeet kiinnittävät putken keskiosaan, säilyttäen pyörän modulaarisuuden koko käyttöiän ajan. Tämä suunnittelufilosofia asettaa huoltokelpoisuuden etusijalle suhteessa maksimaaliseen rakenteelliseen yksinkertaisuuteen.
Tutkimusten mukaan pyörärakenteissa ruuvatut pyörät kestävät paremmin korjattavuuden ja säädettävyyden kannalta, vaikka nämä ratkaisut saattavat vaatia säännöllisempää huoltoa, koska ruuvit voivat löystyä ajan myötä lämpötilan vaihdellessa ja värähtelyssä.
Valittaessa valumuotteja tai taottuja pyöriä tulee muistaa, että sekä hitsatut että ruuvatut kaksiosaiset vaihtoehdot säilyttävät taotun materiaalin ominaisuudet. Kokoonpanomenetelmä vaikuttaa huoltokelpoisuuteen ja pitkän aikavälin huoltotarpeisiin, ei perustavanlaatuisesti taottujen pyörien ja valumallien lujuuseroon.
| Tehta | Hitsattu kaksiosainen | Ruuvattu kaksiosainen |
|---|---|---|
| Rakenteellisesta vahvuudesta | Lähes monoblokki-integriteetti; pysyvä liitos eliminointi liitoksen taipumisen | Erinomainen, kun ruuvataan oikein; vaatii säännöllistä laitevarusteen tarkastusta |
| Korjaamiskelpoisuus | Vaurioituneet osat vaativat leikkaamista ja uudelleenhitsausta; erikoislaitteet tarvitaan | Yksittäiset komponentit voidaan irrottaa ja vaihtaa toisistaan riippumatta |
| Paino | Kevyempi kokonaisuus; ei kiinnikkeiden lisämateriaalia | Hieman painavampi ruuveineen, muttereineen ja kiinnityskohdissa vaaditun materiaalipaksuuden vuoksi |
| Huolto | Minimaalinen; ei laitteistoa tarkastettavaksi tai kiristettäväksi uudelleen | Suositellaan jaksottainen pulttien momentin tarkistus joka 19 000 kilometrin välein |
| Mukauttaminen oston jälkeen | Rajoitettu; muutokset edellyttävät ammattilaista leikkausta ja hitsausta | Korkea; komponentit voidaan vaihtaa eri leveyksillä tai offseteilla |
| Suhteellinen hinta | Kohtalainen; yksinkertaisempi pitkäaikainen omistaminen, mutta vaikeammat korjaukset | Korkeampi alussa; matalampi pitkällä aikavälillä, jos komponenttien vaihto käy tarpeelliseksi |
Putki- ja keskiosarakenteen dynamiikka
Kahden osan pyörien valmistustavan ymmärtäminen paljastaa, miksi ne tarjoavat etuja, joita yksilohkoiset suunnitteluratkaisut eivät voi saavuttaa. Jokainen komponentti lähtee liikkeelle erillisestä muovatusta alumiinipalkista, joka käsitellään ja lämpökäsitellään erikseen ennen kuin tarkkuus koneistetaan lopulliseen muotoon.
Se keskipartti sisältää varret ja keskiasennuspinnan. Valmistajat koneistoivat tämän osan muovatusta lohkosta, luoden visuaaliset suunnittelu-elementit ja kriittisen rajapinnan ajoneuvosi keskiosan kokoonpanoon. Tässä vaiheessa varreitten mallit, kiinnitysreijät ja keskireiän mitat muotoutuvat.
Se tynnyri muodostaa ulomman kehän, johon renkaasi asennetaan. Mukaan lukien valmistuksen määritykset , putkiosat on myös kovalistettu maksimaalista lujuutta varten, ja sen jälkeen tarkkakoneistettu tarkoille mitoille renkaan tiivistepinnan ja venttiiliputken sijoittamista varten.
Tässä kohtaa sopivuuden joustavuus muuttuu merkittäväksi. Monoblokirakenteessa pyörän leveyden tai etäisyyden muuttaminen edellyttää täysin uuden pyörän valmistamista alusta alkaen. Kaksiosainen rakenne muuttaa tätä yhtälöä dramaattisesti.
Valmistajat voivat yhdistää saman keskiosan eri syvyyksillä ja leveyksillä olevien putkiosien kanssa. Haluatko leveämmän takapyörän aggressiivisemmalla etäisyydellä? Keskit suunnitellaan identtisiksi, kun taas eri putkiosan määritys saavuttaa halutut mitat. Tämä modulaarinen lähestymistapa mahdollistaa:
- Laajemmat etäisyysvaihtoehdot - Sama keskiosa toimii useiden putkiosarakenteiden kanssa saavuttaakseen etäisyydet, joita monoblokityökalut eivät voi taloudellisesti tuottaa
- Lisää leveysyhdistelmiä - Putkiosan syvyysvaihtelut luovat leveysvaihtoehtoja ilman, että säteiden geometriaa tarvitsee suunnitella uudelleen
- Epätasaiset varusteet - Etu- ja takapyörissä voi olla samanlaiset keskiosat, mutta erilaiset säiliömitat
- Tulevaisuuden sopeutuvuus - Ajoneuvon vaihtaminen tai suspensiogeometrian muuttaminen ei välttämättä tarkoita koko pyöräsarjan vaihtamista
Myös korjauskulma ansaitsee huomiota. Kun rengastanko aiheuttaa vaurion säiliöön, ruuvatulla kaksiosaisella rakenteella voidaan vaihtaa vain vaurioitunut osa. Vaurioitumaton keskiosa jatkaa käyttöä ajoneuvossasi, kun uusi säiliö palauttaa pyörän täydelliseen kuntoon. Vertaa tätä yksipaliseen rakenteeseen, jossa vastaava vahinko usein tarkoittaa koko pyörän hävittämistä.
Tämä huoltokelpoisuus ulottuu myös kosmeettisiin päivityksiin. Innokkaat käyttäjät voivat uudelleenpintata tai vaihtaa keskiosia pyörän ulkonäön päivittämiseksi ilman, että heidän tarvitsee ostaa kokonaan uusia pyöriä. Niille, jotka arvioivat valukappaleiden ja taottujen vaihtoehtojen eroja, kaksiosainen taottu rakenne tarjoaa sekä materiaalin lujuusetuja että käytännön joustavuutta, jota arjessa ajettavat ajoneuvot usein vaativat.
Kolmiosainen valmistusmenetelmä vie tämän modulaarisen filosofian vielä pidemmälle jakamalla itse putken sisä- ja ulkohalkoihin mahdollistaen maksimaalisen mukauttamisen.
Kolmiosainen kovanpyörien rakenne
Entä jos voitaisiin rakentaa täydellinen pyörämääritys alusta alkaen, säätämällä leveyttä, etäisyyttä ja takapintaa tarkasti millimetrin tarkkuudella? Juuri tämän kolmiosaiset kovanpyörät tarjoavat. Edustamalla kovanpyörien huippua täysin kovatuotannossa, tämä valmistusmenetelmä jakaa pyörän kolmeen erilliseen kovattuun osaan, joista jokainen valmistetaan itsenäisesti ennen koottavaa ilmailuteollisuuden luokan varusteilla.
Harrastajille, jotka käyttävät mukautettuja kovanpyöriä esityspautoissa, ratajärjestelyissä tai kuorma-autojen kovanpyöriä, jotka vaativat aggressiivisia asennuksia, kolmiosainen rakenne tarjoaa mahdollisuuksia, joita monoblock- ja kaksiosaiset ratkaisut eivät yksinkertaisesti voi vastata. Mutta tämä joustavuus tuo mukanaan myös haittoja, jotka on ymmärrettävä ennen kuin sitoudutaan tähän premium-rakennetyyppiin.
Modulaarinen suunnittelufilosofia
Kolmiosaiset pyörät koostuvat kolmesta erillisestä kovalisästä alumiiniosasta:
- Keskipartti - Sisältää sirpit, teliyhteenliitännän ja määrittää pyörän ulkoasun
- Sisäinen putki (takapuoli) - Muodostaa pyörän takapuolen, jossa se liittyy jarrukomponentteihin ja suspensioon
- Ulkoinen putki (etupuoli) - Muodostaa näkyvän reunan ja eturenkaan tiivisteaseman
Jokainen osa alkaa erillisestä kovalistangosta, joka käsitellään samassa lämpökäsittelyssä ja tarkkakoneistuksessa kuin kaikki kovalisten pyörien valmistus. Taikuus tapahtuu asennuksen aikana. Mukaan Forgelinein valmistusmääritykset , kolmiosaisiin pyöriin voidaan jopa saada erilaisia räätälöityjä värikombinaatioita keskiosaan, sisärengaseen ja ulkorengaseen, mikä luo visuaalisia mahdollisuuksia, joita ei ole saatavilla millään muulla rakennemenetelmällä.
Mutta miten nämä osat muodostuvat yhdeksi toimivaksi pyöräksi? Ilmailualan teräksestä valmistetut kiinnitysosat, yleensä korkean lujuuden ruuvit tai erikoisruuvit, kiinnittävät kolme osaa yhteen kehän ympärillä. Näiden osien on kestettävä valtavia voimia: kiihdytyskuormat, jarrutusjännitykset, mutka-ajon g-voimat sekä tienpinnasta aiheutuva jatkuva värinä.
Kun joku kysyy, kumpi on vahvempi, leikattu vai valettu alumiini, vastaus muuttuu hienovaraiseksi kolmiosaisessa rakenteessa. Varsinaiset valetut komponentit säilyttävät saman parhaan rakeen rakenteen ja materiaalitiheyden kuin monoblokkipyörissä. Koko kokoonpanon vahvuus riippuu nyt kuitenkin kiinnitysosien laadusta, oikeista momenttispesifikaatioista ja osien välisten tiivisteyksien tiiviystä.
Mukauttamisen edut
Kuvittele, että tarvitset 24x14 tuuman valssattuja renkaita tietyn etäisyyden kanssa, jotta ne sopivat rengaskojan yli räätälöidyn jousituksen kanssa laajennettujen vanteiden alla. Yksiosaisella rakenteella valmistaja tarvitsisi erityisen työkalun täsmälleen kyseistä määritelmää varten. Kolmiosaisella rakenteella he voivat yhdistää olemassa olevia säiliö- ja keskiosia uusissa konfiguraatioissa.
Tämä modulaarinen lähestymistapa mahdollistaa käytännössä rajattomat yhdistelmät:
- Leveyden säätäminen - Eri syvyisten sisä- tai ulkosäiliöiden vaihtaminen muuttaa vanteen kokonaisleveyttä vaikuttamatta keskiosan muotoiluun
- Etäisyyden tarkka säätö - Säiliön syvyyssuhteet voivat siirtää kiinnityspinnan sijaintia suhteessa vanteen keskiviivaan
- Takatilan tarkkuus - Tärkeää kuorma-autojen ja aggressiivista asentoa edistävien rakennelmien valssatuille vanteille, joissa millimetrit ratkaisevat renkaiden varavälin
- Reunasyvyyden vaihtelut - Näyttöautojen rakentajat voivat määrittää syvemmät ulkosäiliöt dramaattisen porrastetun reunan saavuttamiseksi
Kuten mainittu Hot Rodin vanteiden asennusopas , kahden- ja kolmiosaiset varret tarjoavat suurimman joustavuuden asennuksen suhteen, ja kun haluat mahdollisimman leveät renkaat, kaikki pyörii asennusvaihtoehdoista. Tämä joustavuus ulottuu alkuperäisen oston ulkopuolelle. Vaihtunut ajoneuvo? Muokannut suspensiogeometriaa? Kolmiosainen rakenne sallii uudelleenmuotoilun vaihdon sijaan.
Korjaus- ja huollettavuus on toinen merkittävä etu. Törmännyt ulommaiseen reunaan pysäköintirampissa? Voit vaihtaa vain ulomman putken säilyttäen keskiosasi ja sisäputkesi. Tarvitsetko uudelleenpinnoitusta radanpäivän vaurioiden jälkeen? Yksittäiset osat voidaan purkaa, korjata tai vaihtaa, ja sen jälkeen kokoonpanna uudelleen. Tämä uudelleenrakennettavuus muuttaa kolmiosaiset varret kulutustavaroista pitkäaikaisiksi sijoituksiksi.
Rehellisiä kompromisseja harkittaessa
Kolmiosainen rakenne ei ole yleisesti parempi. Sen rajoitteiden ymmärtäminen auttaa sinua määrittämään, sopiiko tämä rakenne tarkasti määriteltyihin tarpeisiisi:
- Lisääntynyt paino - Ilmailuteollisuuden luokan ruuvit ja kiinnitykseen tarvittava lisämateriaali lisäävät massaa. Odotettavissa on, että kolmiosaiset pyörät painavat 10–20 % enemmän kuin vastaavat yksilohkoiset versiot
- Tiivisteiden kunnossapitolisäykset - Putkimattomien renkaiden sovelluksissa putkiosojen liitokset vaativat silikoni- tai O-renkaastiivisteitä. Nämä tiivisteet voivat heikentyä ajan myötä, mikä saattaa aiheuttaa hitaita ilmavuotoja
- Välilevyjen tarkastustarve - Kiinnikkeet vaativat ajoittain vääntömomentin tarkistamista, erityisesti kovaa ajamista tai jarrujen lämpökuormitusta seuranneen lämpötilan vaihdellessa
- Korkeammat valmistuskustannukset - Enemmän komponentteja, enemmän koneenpuristustoimintoja, enemmän asennustyötä ja korkealuokkaiset kiinnikkeet kasvattavat kaikki hintatasoa
- Vahingon arvioinnin monimutkaisuus - Törmäysvaurio voi vaikuttaa useisiin komponentteihin, mikä vaikeuttaa korjauspäätösten tekemistä
Ihanteelliset käyttösovellukset kolmiosaiselle rakenteelle
Näiden ominaisuuksien valossa kolmisosaiset kovanpuristetut renkaat loistavat tietyissä tilanteissa, joissa niiden edut ylittävät haitat:
- Näyttöautot, jotka vaativat tarkan asennuksen - Kun rakennelmasi edellyttää täsmällisiä mittoja saavuttaaksesi täydellisen tasasuuntaisen asennon, kolmisosainen rakenne tarjoaa millimetritarkat tulokset, joihin tavalliset renkaat eivät pysty vastaamaan
- Keräilijät, jotka haluavat korjattavia renkaita - Klassisia autoja harrastavat ja keräilijät arvostavat korjaamista vaihtamisen sijaan. Yksittäisten osien saatavuus tarkoittaa, että näitä renkaita voidaan huoltaa ikuisesti
- Harrastajat, jotka saattavat vaihtaa ajoneuvomallia - Aiotko siirtää sijoituksesi tulevaan rakennelmaan? Kolmisosaiset renkaat voidaan mahdollisesti uudelleenmäärittää eri levyillä uusiin käyttötarkoituksiin
- Mukautetut kuorma-autot ja SUV:t - Kovanpuristetut renkaat kuorma-autoihin vaativat usein äärimmäisiä leveyksiä ja poikkeamia. Kolmisosainen rakenne tekee mahdolliseksi sellaiset mitat kuin 24x14 kovanpuristetut renkaat ilman kohtuuttomia mukautettujen työkalujen kustannuksia
- Pyörivät näyttely- ja kadun konfiguraatiot - Jotkut innokkaat säilyttävät useita patikkasarjoja, mikä mahdollistaa nopeat vaihdot valmiiksi näyttelyssä käytettäviin syviin reunaan ja käytännöllisempiin katuasetuksiin
Rakennetyyppien valinta perustuu lopulta prioriteetteihisi. Ratakeskeiset kuljettajat suosivat yleensä monoblockin painoetua ja rakenteellista yksinkertaisuutta. Arkipäivän ajajat arvostavat usein kaksiosaisen järjestelmän joustavuutta ja alhaisempia huoltovaatimuksia. Näyttelyautojen rakentajat ja räätälöinnistä kiinnostuneet pitävät kolmiosaisen rakenteen rajoittamattomasta konfiguraatiomahdollisuudesta, vaikka se lisää monimutkaisuutta ja kustannuksia.
Täysin kovaltujen moniosaisien rattojen ja tavallisten valurattojen välissä on olemassa toinen luokka: hybridirakennemenetelmät, jotka yhdistävät kovaltuksen ja valumuottausperiaatteita saavuttaakseen erilaisia suorituskyky- ja kustannustavoitteita.
Flow Formed ja pyöräytetyt kovatut vaihtoehdot
Entä jos haluat parempaa kuin valukappaleen suorituskykyä, mutta täysin kovalletut pyörät ylittävät budjettisi? Tässä tilanteessa hybridirakennemenetelmät tulevat kysymykseen. Virtaumuotoiset pyörät, pyöreäkovan kovalletut pyörät ja vastaavat teknologiat sijoittuvat perinteisen valun ja täyskovetuksen välimaastoon, tarjoten parantuneita ominaisuuksia edullisemmissa hinnoissa.
Tässä on keskeinen ero, jonka sinun on ymmärrettävä: huolimatta markkinointitermeistä kuten "virtamuovatut pyörät" tai "pyöreäkovalla kovalletut", nämä eivät ole oikeita kovaletuja pyöriä. Ne alkavat elämänsä valukappaleina. Kuitenkin niille tehty lisäkäsittely parantaa todella niiden metallurgisia ominaisuuksia sellaiseksi, mitä tavallinen valutekniikka ei saavuta.
Virtamuovausprosessi selitettynä
Kuvittele kierskakone, mutta sen sijaan että siinä olisi savea ja hellävaraisia käsiä, käytetään kuumaan lämmitettyä alumiinia ja voimakkaita hydraulisiä rullia. Tämä mielikuva tiivistää flow forming -menetelmän oleellisen: suhteellisen uuden valmistustekniikan, joka on noussut esiin vasta hiljattain perinteisten valumuottien ja kuumavalssattujen menetelmien ohella.
Menetelmä toimii näin:
- Vaihe 1: Valuta esimuotti - Valmistajat alkavat alipaineella valotusta alumiinipyörästä, jolla on tyypillisesti tavallista paksumpi kehärunko
- Vaihe 2: Lämmitä kehärunko - Valotu pyörä asennetaan erikoislaitteeseen, joka saa sen pyörimään, ja kehärunko lämmitetään, jotta alumiinista tulee taipuisaa
- Vaihe 3: Käytä rullapainetta - Hydrauliset rullat painavat pyörivää kehärunkoa vastaan venyttäen ja tiivistäen materiaalia samanaikaisesti
- Vaihe 4: Muodosta lopullinen muoto - Rullat ohentavat kehärunkoa asteittain samalla kun sitä venytetään saavuttaen halutun leveyden ja profiilin
Mukaan lukien flow forming -tutkimus , tämä prosessi venyttää metallin rakeen rakennetta pitkittäin, mikä lisää huomattavasti sen lujuutta ja väsymisvastusta. Rullien puristusvaikutus saa materiaalirakenteet kohdistumaan prosessoinnin aikana, samankaltaisesti kuin tapahtuu oikeassa kylmämuokkauksessa.
Mutta tässä on metallurginen todellisuus, jota markkinointimateriaalit usein peittelevät: vain rengasosan alue kokee tämän muutoksen. Pyörän keskiosa, mukaan lukien säteet ja tukiakselin kiinnitysalue, pysyy valualumiinina alkuperäisine rakeinensa. Saat kylmämuokkauksen kaltaiset ominaisuudet renkaan asennusalustaan, kun taas keskiosa säilyttää valukappaleen ominaisuudet.
Tämä hybridirakenne selittää, miksi flow form -pyörät maksavat merkittävästi vähemmän kuin täysin kylmämuokatut vaihtoehdot. Kalliit kylmämuokkauksen puristimet ja monoblokkihieronnassa vaadittava laaja konepito korvataan taloudellisemmalla pyöritystoimenpiteellä, joka perustuu valukappaleeseen.
Missä hybridit sijoittuvat rakennemallin spektrillä
Niin minne Flowform-vanteet oikeastaan kuuluvat suorituskykyhierarkiassa? Voit ajatella niiden vievän arvokasta keskialuetta. Teollisuusanalyysien mukaan flow formed -vanteet ovat 15–25 prosenttia kevyempiä verrattuna vastaaviin valuvanteihin, ja niillä on parantunut iskunkesto sekä korkeampi kantavuus tiivistetyn vanteenpuolen ansiosta.
Terminologia saattaa sekoittaa. Törmäät nimiin kuten:
- Virtausmuovaus - Tarkin tekninen kuvaus
- Pyöräytetty valumuotti - Markkinointitermi, jota jotkut valmistajat käyttävät korostamaan pyörimis- ja tiivistysprosessia
- Flow Forged - Toisenlainen markkinointimuunnelma, joka viittaa kutoon kaltaisiin ominaisuuksiin
- Spun forged - Vielä yksi termi, joka kuvaa samaa perusprosessia
Kuten vanteiden valmistuksen asiantuntijat kun kuulet nimiä kuten "rotary forged", kannattaa tarkistaa tarkkaan, miten vane on todella valmistettu. Kyse on todennäköisesti markkinointitermistä, jonka yritys on antanut flow-formed-vanteilleen ilmaistaakseen lisääntynyttä lujuutta, vaikka ne eivät ole lainkaan kutotuja.
Tämä ero on tärkeä, kun arvioit virtaformaattia ja kylmämuovattuja vaihtoehtoja tietylle käyttötarkoituksellesi. Molemmat tarjoavat todellisia suorituskykyetuja, mutta niiden rakenne ja tuloksena olevat ominaisuudet eroavat merkittävästi.
| Ominaisuus | Virtaformaatti / pyöräytetty kylmämuovattu | Täysin kylmämuovattu (monoblokki) |
|---|---|---|
| Lähtömateriaali | Valumuotoinen alumiiniesivalu | Kiinteä kylmämuovattu alumiinipalkki |
| Putken raerakenne | Tiivistynyt ja tasattu (kylmämuovatun kaltainen) | Kylmämuovattu läpi koko pituuden |
| Keskiön raerakenne | Pysyy valumuotoisena (mahdollinen huokous) | Täysin kylmävalssattu (ei huokoisuutta) |
| Painon vähentäminen verrattuna valumuottiin | 15–25 % kevyempi | 25–30 % kevyempi |
| Lujuuden parantaminen | Merkittävä tyviosassa; valumuottitaso keskellä | Maksimi koko pyörän alueella |
| Valmistus monimutkaisuus | Kohtalainen (valumuotti + pyörittäminen) | Korkea (kylmäpuristus + laaja CNC-työstö) |
| Suhteellinen hinta | Keskitaso (enemmän kuin valumuotti, vähemmän kuin kylmävalssattu) | Korkeampi hinnoittelu |
| Ideaalikäyttö | Kadun suorituskyky, satunnainen ratakäyttö | Moottoriurheilu, maksimaaliset suorituskyvyn vaatimukset |
Monille innokkaille pyörien kierokoru edustaa älykästä kompromissia. Saavutatte mitattavia parannuksia painossa, lujuudessa ja suorituskyvyssä verrattuna tavallisiin valuraudoissa oleviin pyöriin ilman täysforgauksen huomattavaa hintalisää. Ratakäyttöön tarkoitetut autot, joilla ei kilpailla ammattitaitoisesti, kadun suorituskykyprojit sekä arkipäivän ajoneuvot, jotka hakevat päivitettyjä pyöriä, löytävät usein virtovalmistuksen sopivan ratkaisun.
Kuitenkin silloin, kun maksimaalinen lujuus, minimaalipaino ja täysi rakenteellinen yhdenmukaisuus ovat tärkeintä, täysforgattu rakenne säilyy määräävänä vaihtoehtona. Ammattiratkennuksen tiimit, erityisesti radalle suunnitellut autot ja ne innokkaat, jotka vaativat absoluuttista suorituskykyä, suosivat edelleen todellisia forgattuja pyöriä hyvästä syystä.
Kun kaikki nämä rakennetyypit on nyt määritelty, miten ne todella vertautuvat toisiinsa keskenään niiden tekijöiden osalta, jotka ovat tärkeimpiä oman projektin kannalta?

Vertaillaan forged-rakennetyyppejä rinnakkain
Olet nyt tutustunut kuhunkin eri tyyppiseen valssattujen renkaiden kategoriaan yksitellen. Mutta kun teet oikean ostopäätöksen, niiden suora vertailu paljastaa, mikä valmistustapa vastaa parhaiten juuri sinun tarkkoja tarpeitasi. Tämä rinnakkainen analyysi hukuttaa markkinointikielen ja tarjoaa rehellisen vertailun, jota tarvitset.
Kun verrataan alumiini- ja metallirengaskesken keskusteluissa, käsitteet sekoitetaan usein. Nopea selvennys: alumiinirenkaat ja metallirenkaat kuvaavat samaa asiaa, koska rengasmetalliseokset ovat alumiinipohjaisia. Todellinen suorituskykyero ei siis piile alumiini- ja metallirenkaiden terminologiassa, vaan siinä, miten kyseinen alumiiniseos on valmistettu ja koottu. Juuri tässä vaiheessa rakennetyyppi muodostuu ratkaisevaksi tekijäksi.
Suoritusominaisuudet rakennetyypin mukaan
Kuinka eri tyyppiset pyörät oikeastaan suoriutuvat, kun niitä painostetaan äärirajoille? Rakenteellisen eheyden, painon tehokkuuden ja iskunkestävyyden ymmärtäminen yksiosaisissa, kaksiosaisissa ja kolmiosaisissa malleissa auttaa sinua valitsemaan rakenteen sovellutukseen sopivaksi.
Rakenteellinen eheys
Yksiosainen rakenne tarjoaa korkeimman rakenteellisen eheyden, koska kuormitus siirtyy saumattomasti läpi jatkuvan kappaleen kovan materiaalia. Mukaan Performance Plus Tire , yksiosainen rakenne luo poikkeuksellisen rakenteellisen eheyden, joka kestää äärimmäistä kuormitusta ja vaativia kuormitustarpeita. Yhtään liitosta, kiinnikettä tai saumaa ei ole olemassa mahdollisiksi vauriopisteiksi.
Kaksiosaiset kovetetut pyörät säilyttävät noin 2,5-kertaisen lujuuden verrattuna valumuotoisiin vaihtoehtoihin. Hitsatut kaksiosaiset mallit lähestyvät yksiosaisen rakenteen eheyttä, koska hitsaus luo molekulaarisen sidoksen komponenttien välille. Ruuvatut versiot sisältävät laitteiston, jolle vaaditaan asianmukaista momenttihuoltoa, mutta ne silti toimivat huomattavasti paremmin kuin valumuotoiset rakenteet.
Kolmisäteiset pyörät ovat edelleen huomattavasti vahvempia kuin valutuotteet, mutta niissä on eniten mahdollisia kohdistumiskohtia mekaanisessa kokoonpanossa. Komponentteihin yhdistävien 30–35 kiinnikkeen on säilytettävä oikeat momenttivaatimukset rakenteellisen eheyden ylläpitämiseksi dynaamisten kuormitusten alaisena.
Painotehokkuus
Painon vähentäminen vaikuttaa suoraan kiihtyvyyteen, jarrutusreaktioon ja ajomukavuuteen. Jokainen rakennekehitystyyppi saavuttaa erilaiset painotavoitteet:
- Monoblock - Saavuttaa mahdollisimman kevyen painon, koska kiinnitystekniikka ei lisää massaa. Valmistajat voivat poistaa materiaalia mistä tahansa ilman, että komponenttien yhteydet kärsivät
- Kaksiosainen - Painaa tyypillisesti 1–2 puntaa enemmän pyörässä verrattuna vastaaviin monoblokki-malleihin liitinten ja yhteiden materiaalivaatimusten vuoksi
- Kolmiosainen - Kestää suurimman painosakon, yleensä 10–20 % raskaampi kuin vastaavat monoblokki-ratkaisut laajan kiinnitystekniikan ja paksujen materiaalien vuoksi kiinnityskohdissa
Kaikki valssatun renkaan rakenteen tyypit tarjoavat merkittävää painonsäästöä valukappalevaihtoehtoihin verrattuna. Teollisuuden mukaan valssatut renkaat ovat noin 25–30 prosenttia kevyempiä kuin samankokoiset valukappalerenkaat, riippumatta rakenteen tyypistä.
Iskunkestävyys
Renkaiden reaktiot reikien osuessa, ajosyrjähdyissä ja tienpinnan roskissa vaihtelevat rakennetyypin mukaan. Yksipalaiset renkaat jakavat iskunvoimat yhtenäiseen rakenteeseen, mikä tekee niistä erittäin kestäviä paikallista vahinkoa vastaan. Kuitenkin vakavat iskut, jotka aiheuttavat vahinkoa, vaikuttavat usein koko rengashaarukkaan.
Moniosaiset suunnittelut voivat tarjota etuja iskutilanteissa. Kuten Vivid Racing on huomauttanut, yksittäisten osien vaurioita voidaan mahdollisesti korjata ilman että koko rengas täytyy vaihtaa. Ajosyrjähdyksestä johtuva ulomman putken vaurio jättää keskiosan ja sisäisen putken ehjiksi ja uudelleenkäytettäviksi.
Kustannus-hyöty-analyysi jokaiselle kategorialle
Ymmärtäminen, mihin rahasi oikeastaan kuluu, auttaa perustelemaan investointia valssatuissa renkaissa. Tarkastellaan, mihin rahasi menee ja mitä tuottoja voit odottaa.
Monoblockin arvotarjous
Alkutasoiset monoblock-valssatut renkaat alkavat tyypillisesti noin 2 095 $ per set, yksittäisten renkaiden hinnat nousevat koon mukaan: 17-tuumaiset perushinnalla, nousu 18-tuumaisiin (2 150 $), 19-tuumaisiin (2 250 $), 20-tuumaisiin (2 295 $) ja sitä suurempiin. Premium-merkkien hinnat ovat merkittävästi korkeammat, esimerkiksi HRE Performance Wheels -renkaiden hinnat vaihtelevat 6 000–15 000 $ välillä.
Mikä oikeuttaa tämän investoinnin? Maksat seuraavasta:
- Suurin mahdollinen lujuus-painosuhde, joka rengaskonstruktiossa on saatavilla
- Nollahuoltotarve normaalin renkaiden huollon lisäksi
- Pisin mahdollinen käyttöikä yhtenäisen rakenteen ansiosta
- Paras lämpötilavakaus vaativissa jarrulämpöolosuhteissa
Kaksiosainen arvotarjous
Kaksiosainen rakenne tulee markkinoille noin 1 100 dollarin hinnalla per rengas, sijoittuen keskitasolle monoblokki- ja kolmiosaisen rakenneratkaisun hinnoittelun välissä. Modulaarinen suunnittelu tarkoittaa, että sijoitat sekä suorituskykyyn että käytännölliseen huollettavuuteen.
Pitkän aikavälin kustannusedut tulevat ilmi vahingon sattuessa. Vaurioituneen renkaosan vaihto maksaa tyypillisesti 400–800 dollaria verrattuna yli 2 000 dollariin täyden monoblokki-renkaan korvaamisesta. Kaupunkiympäristössä käytettäville ajoneuvoille, joissa on suurempi riski reunusvaurioille, tämä huollettavuusedu voi kuroa umpeen alkuperäisen sijoituksen usean vuoden aikana.
Kolmiosaisen rakenteen arvotarjous
Kolmiosaiset valssatut pyörät edellyttävät huippuhinnoittelua, joka alkaa noin 1 680 dollarista per rengas, ja hinnat nousevat nopeasti koon, pintakäsittelyn monimutkaisuuden ja brändin maineen mukaan. Huippuvalmistajien, kuten HRE:n, täyssarjat voivat vaihdella 8 000–20 000 dollarin välillä.
Maksat maksimijoustavuudesta:
- Melkein rajaton leveys-, etäisyys- ja takapinta-asettelujen yhdistelmä
- Osa-alueen korvausmahdollisuus
- Mahdollinen uudelleenkonfigurointi eri ajoneuvoille tai teknisille vaatimuksille
- Yksittäinen jälleenpinnitus ilman koko pyörän vaihtamista
Täydellinen vertailu: kaikki rakennetyypit
Tämä kattava taulukko tiivistää keskeiset tekijät kaikissa valssatuissa pyörärakenteissa, ja tarjoaa sinulle yhden lähteen päätöksenteon tueksi:
| Tehta | Monoblokki (Yhden palan) | Kaksiosainen valssattu | Kolmiosainen valssattu |
|---|---|---|---|
| Tyypillinen painoalue | Kevyin; 25–30 % kevyempi vastaavaan valumuottiin verrattuna | 1–2 paunaa painavampi kuin monoblokki pyörä kohti | 10–20 % painavampi kuin monoblokki |
| Rakenteellisesta vahvuudesta | Suurin; noin 3-kertaa lujempi kuin valumuotti | Noin 2,5-kertaa lujempi kuin valumuotti | Noin 2-kertaa lujempi kuin valumuotti |
| Mukauttamisen joustavuus | Rajoitettu saatavilla olevaan työkaluun; vähemmän etäisyysvaihtoehtoja | Kohtalainen; erilaisia etäisyyksiä saatavilla putkien valinnalla | Enimmäismäärä; käytännössä rajattomasti yhdistelmiä |
| Korjaamiskelpoisuus | Vaikea; vaurio edellyttää usein täyden vaihdon | Kohtalainen; putken vaihto mahdollinen ruuvatulla mallilla | Erinomainen; yksittäiset komponentit vaihdettavissa |
| Huoltovaatimukset | Minimaalinen; ei laitteistoa tarkastettavaksi | Alhainen tai kohtalainen; ruuvatut versiot vaativat momenttitarkastuksia | Korkeampi; säännöllinen laitteiston tarkastus ja tiivisteiden varmistus |
| Suhteellinen kustannustaso | $2 095+ per sarja; $6 000–$15 000 premium | $1 100+ per rengas; $2 800–$6 500 premium -sarjat | $1 680+ per rengas; $8 000–$20 000 premium -sarjat |
| Ihanteelliset käyttötapaukset | Rata-autot, moottoriurheilu, maksimisuorituskyky kadulla | Katuperformance, arkipäivän ajoneuvot, tasapainoiset kokoonpanot | Näyttelyautot, kokoelma-autot, äärimmäiset asennusvaatimukset |
| Päätevaihtoehdot | Yksi pinta viimeistelty per rengas standardina | Kaksivärinen mahdollinen (keskiosa vs. runko) | Kolmivyöhykkeinen viimeistely; laitekoristevalinnat |
| Pitkäaikainen arvo | Korkein kestävyys; alhaisimmat jatkuvat kustannukset | Tasapainoinen; komponenttien vaihto vähentää kokonaisomistuskustannuksia | Uudelleenrakennettavissa; mahdollinen uudelleenkonfigurointi tuleviin ajoneuvoihin |
Jokainen valssatun renkaan rakenne on erinomainen tietyissä tilanteissa. Yleisesti "parasta" vaihtoehtoa ei ole – ainoastaan oikea vaihtoehto prioriteettejesi, käyttötarkoituksen ja budjettisi mukaan.
Tämä neutraali analyysi paljastaa, miksi yksipalainen rakenne hallitsee moottoriurheilusovelluksia, kun taas kolmiosainen rakenne viehättää esittelyautojen rakentajia ja asento-entusiasteja. Kaksiosaiset ratkaisut tarjoavat käytännöllisen keskitien, joka sopii suurimmalle osalle suorituskykyä arvostaville arkipäivänkuljettajille.
Nyt kun erilaiset renkaatyypit on selvästi verrattu, seuraava askel on yhdistää oikea rakennetyyppi tiettyyn ajoneuvon käyttöön ja ajovaatimuksiin.
Rakennevaihtoehtojen yhdistäminen käyttötarkoitukseesi
Olet nähnyt tekniset tiedot ja vertailut. Nyt on käytännön kysymys: minkä tyyppinen valssattujen renkaiden rakenne sopii todella ajoneuvoosi? Vastaus riippuu täysin siitä, miten aiot käyttää autoasi, kuorma-autoasi tai suorituskykyistä rakennettasi. Väärän tyyppisen rakenteen valitseminen ei ainoastaan tuhlaa rahaa – se voi vaarantaa turvallisuuden, heikentää käsittelyä tai jättää sinulle renkaat, jotka eivät kestä tarkoitettua käyttöä.
Kun innostuneet kysyvät, kumpi on parempi, alumiini- vai valssatut renkaat, he usein jättävät huomiotta syvemmän kysymyksen. Kaikki valssatut renkaat suoriutuvat paremmin painosuhteessa vahvuuteen verrattuna valumuotoisiin vaihtoehtoihin. Mutta valssattujen renkaiden sisällä rakenteen tyypin sovittaminen käyttötarkoitukseen määrittää, hyödytätkö tästä edusta maksimaalisesti vai maksatko ennakkoluulottomia hintoja ominaisuuksista, joita et koskaan käytä.
Tarkastellaan päätöstä tarkastelemalla, miten kukin rakennetyyppi toimii arjessa esiintyvissä tilanteissa, joita saatat todella kohdata.
Rata- ja kilpailukäytöt
Kun millisekunnit ratkaisevat ja epäonnistuminen ei ole vaihtoehto, miksi yhden kappaleen rakenne hallitsee ammattilaismoottoriurheilua? Vastaus löytyy kahdesta ehdottomasta tekijästä: painosta ja ennustettavuudesta.
Ovatko valssatut pyörät kevyempiä kuin valutetut pyörät? Erittäin – noin 25–30 % kevyempiä useimmissa vertailuissa. Mutta yhden kappaleen valssatut pyörät ovat myös kevyimmät jo itsensä valssattujen pyörien luokassa, koska kiinnikkeet eivät lisää massaa. Mukaan lukien Performance Plus Tire -tutkimus , valssatut pyörät voivat tuottaa 0,3–0,4 sekuntia nopeammat kierrosajat jopa pienillä radoina pyörivässä massassa parantaen kiihtyvyyttä, jarrutusta ja ohjattavuutta.
Rakenteellinen ennustettavuus on yhtä tärkeää kilpailukäytössä. Yhden kappaleen pyörät toimivat johdonmukaisesti toistuvien rasitussyklujen alla, koska niissä ei ole kokoonpanosuosia, jotka voisivat siirtyä, löystyä tai kehittää mikroliikkeitä. Kun ajat ajoneuvoa absoluuttisilla rajoilla mutka kerrallaan, tarvitset pyöriä, jotka reagoivat täsmälleen samalla tavalla 50. kierroksella kuin ensimmäisellä.
Rata- ja kilpailukriteerit:
- Painoherkkyys - Jos pyrit kierrosaikoihin, jokainen epäjousitettua painoa vähentävä gramma muuttuu suorituskykyä parantavaksi edellytykseksi
- Lämpötilacyklinen toleranssi - Aggressiivinen jarrutus aiheuttaa toistuvaa lämpökuormitusta, mikä edellyttää yhtenäistä rakennetta, jossa ei kehity kiinnikkeiden löystymisongelmia
- Rakenteellinen johdonmukaisuus - Ei liitoksia tai kiinnikkeitä tarkoittaakaan, ettei käsittelytasapainoa voi vaikuttaa kesken istunnon
- Vaihtopolitiikka - Vakavat kilpailijat usein vaihtavat rengashalkiot uusiin iskujen jälkeen korjaamisen sijaan; monoblockin alhaisempi korjattavuus ei silloin ole merkityksellistä
- Budjettiprioriteetti - Ratakeskeiset rakenteet varausvat yleensä enemmän budjettia suorituskykykomponenteihin; monoblockin korkeampi hintataso sopii hyvin tähän prioriteettirakenneeseen
Erityisesti radoille tarkoitettuihin autoihin, aikakilpailurakenteisiin ja ammattimaisiin kilpa-ajoihin monoblokkihieronta on edelleen selvä valinta. Ne ominaisuudet, jotka tekevät siitä vähemmän käytännöllisen tienkäyttöön – rajalliset etäisyysvaihtoehdot, vaikea korjaus ja korkea hintataso – eivät yksinkertaisesti merkitse mitään, kun ainoa mittari on suorituskyky.
Päivittäinen ajo ja kadun suorituskyky -näkökohdat
Päivittäisessä ajoneuvossasi kohtaamasi haasteet ovat sellaisia, joita ratakäyttöiset autot eivät koskaan kohtaa. Nurmikkoreikiä. Parkkipaikan reunapaaluja. Kuukausia renkaiden pyöritysten väleillä. Rakennustyömaat. Silloin tällöin kellariavustaja, joka kohdellaan renkaitasi kuin vuokravarusteita. Nämä todellisuudet muuttavat rakennetyyppilaskentaa merkittävästi.
Onko valumuottialumiinirenkaat tarpeeksi vahvat päivittäiseen ajoon? Puhtaasti sarjapalomallisille ja varovasti ajettaville ajoneuvoille standardi valumallasuoritukset toimivat riittävästi. Mutta kun kysytään, vastaavatko valumuottialumiinirenkaat kovettamalla tehtyjen kestävyyttä suorituskykyä painottaessa kadulla, vastaus muuttuu hienojakoisemmaksi.
Kaksiosainen valssatturakenne tarjoaa usein optimaalisen tasapainon katukäytön suorituskyvyn sovelluksissa. Saat valssatun materiaalin lujuuden – noin 2,5 kertaa vahvemman kuin valumuunnokset – yhdistettynä käytännöllisiin huoltoedullisuuden etuihin, jotka tulevat vuosien omistamisen aikana merkitykseen.
Päätöskriteerit arkipäivän ajoon ja katukäytön suorituskykyyn:
- Lohkareiden kestävyys - Valssattu rakenne kestää iskuja, jotka särkisivät valumuotteja, mutta moniosaiset suunnittelut mahdollistavat vaurioituneiden osien vaihtamisen koko pyörän hylkäämisen sijaan
- Ajokaiteen aiheuttaman vaurion todennäköisyys - Kaupunkiajossa kosmeettisten vaurioiden riski kasvaa; ruuvatulla kaksiosaisella rakenteella rungon voi vaihtaa murto-osassa täyden pyörän hinnasta
- Huoltovastuu - Ota huomioon realistinen huoltotottumuksesi; ruuvatuilla moniosaisilla pyörillä vaaditaan ajoittainen varustetarkastus, jota yksiosaiset pyörät eivät edellytä
- Pitkäaikainen omistaminen - Jos säilytät ajoneuvoja monia vuosia, kaksiosaisen rakenteen huollettavuus voi vähentää kokonaisomistuskustannuksia korkeammasta alkuperäisestä investoinnista huolimatta
- Suorituskyvyn ja käytännöllisyyden suhde - Haluat merkittävää painonsäästöä ja parannettua lujuutta ilman kolmiosaisen rakenteen huoltovaatimuksia
Kysymys siitä, ovatko valssatut pyörät kevyempiä, vaatii tässä yhteyttä. Kyllä, valssatut pyörät säästävät huomattavasti painoa verrattuna valumuotoisiin vaihtoehtoihin. Mutta kadunkäytössä 1–2 punnan ero pyöräkohdassa yksiosaisen ja kaksiosaisen rakenteen välillä aiheuttaa harvoin havaittavia suorituskykyeroja. Kaksiosaisen rakenteen huollettavuusedut painavat yleensä enemmän kuin tuo pieni paino-etu kadulla ajettavissa ajoneuvoissa.
Näyttöautot ja räätälöidyt rakennelmat
Kun rakennat esitysautoa tai tavoittelet aggressiivista asentoasettelua, prioriteetit kääntyvät täysin. Sovituksen tarkkuus nousee keskeiseksi. Visuaalinen vaikutus on tärkeää. Kyky saavuttaa täsmälliset ominaisuudet, joita mikään valmiiksi saatava pyörä ei tarjoa, ohjaa koko pyörävalintaprosessia.
Tässä kolmiosaisella kovaltettujen pyörien rakenteella oikeutetaan sen korkea hintataso. Kuten mainittu alanyritysanalyysi , kovakutut pyörät tarjoavat laajan mukauttamismahdollisuuksien valikoiman, joka nostaa auton ulkonäköä – ja kolmiosainen rakenne maksimoi tämän edun modulaarisella suunnittelufilosofiallaan.
Päätöskriteerit esitysautoille ja mukautettuihin rakennelmiin:
- Sovitusvaatimukset - Jos rakennelmasi edellyttää tiettyjä leveyksiä, etäisyyksiä ja takapintojen syvyysmittoja, joita standardipyörät eivät tarjoa, kolmiosainen rakenne mahdollistaa käytännössä rajattomat spesifikaatiot
- Visuaalinen mukauttaminen - Eri päätteiden valinnat keskiosille, sisäputkille ja ulkoputkille luovat visuaalisia mahdollisuuksia, joita muilla rakennetyypeillä ei ole saatavilla
- Uudelleenrakennettavuuden arvo - Näyttöautoissa esiintyy usein useita pinnoitussyklejä; yksittäisten osien vaihto ja uudelleenpinnoitus vähentävät pitkän aikavälin kustannuksia
- Tuleva joustavuus - Suunnitteletko renkaiden siirtämistä tulevaan rakenteeseen? Kolmiosaiset suunnittelut voidaan mahdollisesti muuttaa eri putkimaakoilla
- Laitteen ulkonäkö - Kolmiosaisissa pyörissä näkyvissä olevat pultit muodostuvat suunnitteluelementiksi; jotkut rakentajat haluavat nimenomaan tämän mekaanisen ulkonäön
Kolmiosaisen rakenteen haitat – lisääntynyt paino, huoltovaatimukset ja korkeammat kustannukset – tuloutuvat hyväksyttäviksi, kun ensisijainen tavoite on saavuttaa mahdottomia löytää määritelmiä ja ylläpitää pitkän aikavälin huolto-ominaisuutta.
Epäyhteensopivien rakennetyyppien seuraukset
Mitä todella tapahtuu, kun valitset väärän rakennetyypin käyttötarkoitukseesi? Näiden seurausten ymmärtäminen auttaa korostamaan, miksi sopivuuden varmistaminen on tärkeää.
Yksiosainen pyörä päivittäisessä ajoneuvossa huonoissa tienoloissa: Saat maksimaalisen kestävyyden, mutta huoltokelvottomuuden. Kaupunginajossa renkaalle aiheutunut lovi, jonka korjaus kaksiosaisella renkaalla maksaisi 400–800 dollaria, maksaa nyt yli 2000 dollaria täydestä vaihdosta. Rengas toimii loistavasti, mutta omistuskustannukset kasvavat joka kerta, kun kaupunkiajo vie uhrin.
Kolmiosainen vakavarainen rata-auto: Kuljetat mukanaan ylimääräistä painoa kiinnikkeistä, jotka tarjoavat räätälöintimahdollisuuksia, joita et koskaan käytä. Entistä tärkeämpää on, että useat kiinnikkeet vaativat momenttien tarkistamista, mikä on ratkaisevan tärkeää radanpäivien aiheuttaman lämpötilan vaihtelun vuoksi – lisäkuorma huoltoon, jonka monoblokkirakenne poistaa täysin.
Kaksiosainen esitysauto, joka vaatii äärimmäisiä ominaisuuksia: Kahden osan katalogeissa saatavilla olevat offset- ja leveysyhdistelmät eivät ehkä saavuta tarkkaa asennustavoitettasi. Joudut tinkimään haluamastasi asennosta, koska valitsit rakennetyypin, joka ei tue todellisia vaatimuksiasi.
Taottuja renkaita millä tahansa tyypillä ainoastaan sarjatuotantoon tarkoitettuihin henkilöihin: Maksat huikeita hintoja suorituskykyedullista, jota et koskaan hyödynnä. Vaikka standardi valuvanteet ovat absoluuttisesti huonompia, ne tarjoavat usein riittävän palvelun ajoneuvoille, jotka eivät koskaan ylitä moottoritien nopeuksia tai kohdalle merkittäviä rasituksia.
Kevyimmät auton suorituskykyyn tarkoitetut renkaat eivät aina ole oikea valinta jokaiseen autoon. Valitse rakennetyyppi todellisen käytön mukaan, älä toiveajattelun perusteella.
Olitpa sitten kiinnostunut kierrosajoista, rakentamassa silmäänpistävää asentoautoa tai haluat vain parantaa arjessasi käytettävän autosi suorituskykyä, rakennetyypin valinta määrittää, toteuttaako valssatuilla vanteilla tekemäsi sijoitus potentiaalinsa. Myös valmistusprosessi, jolla nämä renkaat tuotetaan, on yhtä tärkeä ymmärtää – se paljastaa, miksi valssattu rakenne vaatii huikeampaa hinnoittelua ja miten laatu vaihtelee valmistajien välillä.

Valssattujen vanteiden valmistusprosessin sisällä
Oletko miettinyt, miten valmistetaan kovan metallin pyörät? Matka raakamuovista alumiinijuotosta valmiiksi suorituskykypyöräksi sisältää erikoislaitteistoa, tarkan lämpötilan säädön ja laadun varmistamisen, mikä oikeuttaa korkeaan hintatasoon. Tämän valmistusprosessin ymmärtäminen paljastaa, miksi kovan metallin valmistustapa tarjoaa parempaa suorituskykyä – ja auttaa sinua arvioimaan valmistajien laatuväitteitä.
Toisin kuin pyörien valaminen tai valumenetelmät, joissa sulanut alumiini vain täyttää muotin, alumiinipyörän kovettaminen altistaa kiinteän metallin äärimmäisille voimille, jotka muuttavat perustavanlaatuisesti sen sisäistä rakennetta. Tämä metallin muovausmenetelmä luo tiheyden ja jyväsuojan, jotka erottavat kovan metallin pyörät kaikista muista valmistusmenetelmistä.
Alumiinijuotoksesta tarkkuuskomponentiksi
Valmistusprosessi alkaa lieriömuotoisista alumiinipalkkeista, jotka painavat tyypillisesti 40–80 puntaa lopullisten renkaiden määritelmien mukaan. Nämä kiinteät 6061-alumiiniseoksen palat toimivat raaka-aineena valuraudoille, jotka lopulta kantavat ajoneuvoasi.
Esilämmitysvaihe
Ennen kuin mitään puristamista tapahtuu, palkkien on saavutettava tarkat lämpötilat, jotka tekevät alumiinista taipuisan sulamatta. Valumisprosessin määritelmien mukaan materiaali lämmitetään tyypillisesti 400°C:sta 480°C:seen (750°F:sta 900°F:ään) optimaalisten metallivirtausominaisuuksien saavuttamiseksi.
Lämpötilan tasaisuudella on kriittinen merkitys tässä vaiheessa. Epätasainen lämmitys luo lämpötilagradientteja palkin sisällä, mikä aiheuttaa materiaalin epäjohdonmukaisuutta ja mahdollisia virheitä valmiissa renkaassa. Laadukkaat valmistajat käyttävät kalibroituja lämpötila-antureita tai infrapunalämpömittareita varmistaakseen palkin yhtenäisen lämmityksen ennen etenemistä.
Itsetyöstöt vaativat esilämmitystä, jotta estetään lämpöshokki, kun kuumennettu tanko koskettaa niitä. Tämä työkalujen valmistelu varmistaa sileän materiaalin virrankulun puristusvaiheessa ja estää ennenaikaisen jäähdytyksen, joka voisi heikentää taotun tuotteen laatua.
Puristusvaihe
Tässä vaiheessa valssattujen kehysten valmistus eroaa radikaalisti tavallisesta valumuotista. Rusch Wheelsin valmistustietojen mukaan pyörät valmistetaan käyttäen painimiä, jotka tuottavat äärimmäisen 12 000 tonnin paineen – kun taas MP Wheels käyttää 10 000 tonnin paininta valssatuissa magnesiumpyörissään. Nämä valtavat voimat tiivistävät alumiinitangon tiheään, hienorakenteiseen muotoon, jota ei voida saavuttaa millään muulla metallinmuovausmenetelmällä.
Mitä tapahtuu puristusvaiheessa?
- Työkalujen kohdistuksen tarkistus - Tarkka kohdistus estää mittojen epätarkkuudet tai epätasaisen pinnan, jotka heikentäisivät valmiin pyörän laatua
- Paineen seuranta -Paineprosessia seurataan jatkuvasti varmistaakseen, että paine pysyy määritettyjen rajojen sisällä; liiallinen tai riittämätön paine aiheuttaa osan muodonmuutoksia tai epätäydellistä muotin täyttymistä
- Materiaalivirran tarkastus - Visuaaliset tai koneavusteiset tarkistukset vahvistavat, että materiaali virtaa oikein kaikkiin muottikammioihin, ja ne paljastavat mahdollisia ongelmia, kuten epätäydelliset täytöt tai kylmät sulkeumat
- Alkuperäisen geometrian tarkistus - Painamisen jälkeen pyörän raaka-aine tarkastetaan visuaalisesti oikean muodon varmistamiseksi, mukaan lukien rengaspohjan profiili, laakeripesän mitat ja yleinen symmetria
Tämä painoprosessi poistaa valupyöriin ilmestyvät halkeamat ja heikot kohdat. Lopputuloksena on pyörät, jotka tehdään siitä materiaalista, joka on tärkeintä suorituskyvyn kannalta: tiheää, homogeenista alumiinia, jonka jyvärakenne on tasaisesti yhtenäinen koko rakenteen läpi
Flash-poisto ja siistiminen
Vastaan syntyy muovauksessa ylimääräistä materiaalia nimeltä "kiila" pyörän tyhjän reunustalla. Laadunvalvontamääräysten mukaan kiilan poisto on tehtävä puhtaasti, eikä osaan saa jäädä epätasaisuuksia tai vaurioita. Tarkkuusleikkurityökalut poistavat tämän ylimääräisen materiaalin samalla kun säilytetään mitan tarkkuus kriittisillä pinnanalueilla.
Leikkauksen jälkeen mitatarkastus varmistaa, että hihnan, reiän ja renkaan mitat ovat määritettyjen toleranssien sisällä. Pintalaadun tarkastus tunnistaa mahdolliset virheet, kuten terät tai karheutetut reunat, jotka voivat häiritä pyörän toimintaa tai renkaan asennusta.
Lämpökäsittely- ja koneenpito- vaiheet
Painettu pyöräsiirros siirtyy nyt lämpökäsittelyyn – prosessiin, joka muuttaa hyvän alumiinin erinomaiseksi pyörämateriaaliksi T6-karkaisumerkinnän kautta, jonka olet nähnyt laadukkaissa valssatuissa pyörissä.
T6-lämpökäsittelyprosessi
Alan valmistusmääräysten mukaan painamisen jälkeen takokappaleet käyvät läpi T6-lämmöntermituksen, joka luo korkean tiiviin, monisuuntaisen rakeen rakenteen. Tämä käsittely sisältää kaksi erillistä vaihetta:
Liukoisuushehkutus kuumennetaan alumiinia korkeisiin lämpötiloihin, jolloin seoksen magnesium ja pii liukenevat ylikylläiseen kiinteään liuokseen. Vanteet jäähdytetään sitten nopeasti – viilletään ripeästi lukiten nämä alkuaineet liuenneeseen tilaan.
Ohjattu ikääntyminen seuraa, jolloin vannetta pidetään tarkasti määritetyissä korkeissa lämpötiloissa tietyn ajan. Tämä saa aikaan liuenneiden seosaineiden erittymisen tavalla, joka lisää huomattavasti myötölujuutta, kovuutta ja sitkeyttä lisäämättä tarpeetonta painoa.
Lämmönkäsittelyn laatuvaatimusten mukaan termoparit valvovat lämpötilatarkkuutta koko prosessin ajan. Kovuustesti Rockwell- tai Vickers-menetelmällä varmistaa, että lopullisen pyörän kovuus täyttää määritellyt vaatimukset. Mikrorakenteen tarkastus metallurgisen analyysin avulla vahvistaa yhtenäisyyden sekä halkeamien tai epätoivottujen materiaalifaasien puuttumisen.
CNC-täsmällinen käsittely
Lämmönkäsittelyssä oleva takokappale muistuttaa nyt karkeaa pyörän muotoa, mutta lopulliset mitat ja suunnittelutiedot edellyttävät tarkkaa koneenpuristusta. Rusch Wheelsin mukaan heidän tehtaassaan toimii 11 CNC-konetta erityisesti takopyörien valmistukseen – latat saavuttavat korkean keskisyyden lieriömäisille pinnoille, ja jyrsinkoneet, joilla on suuri jäykkyys ja korkea akselin nopeus, tuottavat sileämpiä valmiita pintoja.
Koneenpito etenee vaiheittain:
- Tason suunnittelun koneenpito - CNC-jyrsimet kaiverretaan varren kuviot, luoden visuaalisen suunnittelun, joka erottaa kunkin pyörämallin
- Takapadin jyrsintä - Kierrettäessä pyörää 180 astetta, kevytputket sorvataan takapuolelle poistaakseen painoa mahdollisimman paljon
- Laakerin ja porauksen tarkkuus - Tarkan kiinnityspinnat työstetään täsmällisesti oikeaa ajoneuvosopivuutta varten
- Rengasprofiilin viimeistely - Renkaan istukkapinnat saavat lopullisen työstön oikeaa renkaiden istuttamista varten
Mukaan lukien valmistustekijoiden Laadustandardit , korkealaatuisten CNC-koneiden käyttö saavuttaa suurimmat toleranssit ja minimoivat pinnan virheet valussa. Jokaisen pyörän CAD-malli ohjelmoidaan tietokonevalmistuksen ohjelmistolla (CAM) G-koodin luomiseksi, joka ohjaa tarkan työkalureitin.
Käsikäsitteleminen ja pinnoitus
Tarkka koneistus jättää reunat, jotka vaativat ihmisen huomiota. Teollisuuden käytäntöjen mukaan jokainen sorvattu osa kulkee useita virheiden poiston vaiheita, käsityöstöä, hiontaa ja kiillotusta ennen pinnoitusta. Käsityöläiset muotoilevat jokaisen profiilin täydellisyyteen – joka reuna saa huolellista huomiota ennen lopullista viimeistelyä.
Pinnoitettaessa noudatetaan monivaiheista menettelyä. Laadukkaat valmistajat käyttävät yhdistelmiä nestemäisestä maalista ja jauhepinnoitteesta: ensin jauhepinnoite ja uunikuumentaminen, sitten maalipinnoite ja uunikuumentaminen, tämän jälkeen läpinäkyvä jauhepinnoite ja lopullinen uunikuumentaminen – kaikkiaan kolme täydellistä pinnoitus- ja uunikuumentamiskierrosta maksimaalista kestävyyttä ja ulkonäköä varten.
Laadunvalvonta: Miksi se oikeuttaa korkeampaan hintatasoon
Jokainen edellä kuvattu vaihe sisältää varmentamismenettelyjä, jotka erottavat laadukkaat taotut renkaat huonommista tuotteista. Näiden laadunvalvontatoimenpiteiden ymmärtäminen auttaa arvioimaan valmistajan luotettavuutta.
Ei-rakenteelliset testit (NDT)
Tarkastusmenetelmien mukaan tuhoamaton testaus havaitsee sisäiset virheet, jotka voivat vaikuttaa renkaiden suorituskykyyn:
- Ultrasound-testaus (UT) - Käyttää ultraääniaaltoja näkymättömien halkeamien tai huokoisuuden havaitsemiseen silmatarkastuksessa
- Magneettijauhetesti (MPT) - Tunnistaa pinnan ja pintakerroksen alla olevat halkeamat, jotka vaikuttavat rakenteelliseen eheyteen
- Värkäystestaus (PT) - Korostaa näkyviä pinnan halkeamia tai virheitä väriaineella tapahtuvalla tunkeutumistestillä
- Röntgen- tai radiografinen tarkastus - Suurimman herkkyyden saavuttamiseksi röntgentesti paljastaa piilotetut sisäiset virheet
Mitallisen vahvistuksen
Lopulliset pyörät mitataan perusteellisesti koordinaattimittakoneiden (CMM), tarkkuusviivaimien ja mikrometrien avulla. Rusch Wheelsin laatuvaatimusten mukaan pyöränjuoksutus — pyörivän pyörän pyöreysmittaus — on tärkein mittausarvo. Pyöriä tarkistetaan kansainvälisten laatustandardien SAE-J ja JWL mukaisesti varmistaakseen, että kaikki mitat ovat sallituissa toleransseissa.
Suorituskyvyn testaus
Teknillisen validoinnin mukaisesti jokainen pyörärakenne testataan fyysisesti SAE-, JWL-, VIA- ja TUV-standardien mukaisesti. Elementtimenetelmällä (FEA) simuloidaan ajon aikaisia kuormituksia, säteittäisiä voimia ja iskutestejä ajoneuvokohtaisesti ennen tuotannon aloittamista.
Tämä tiukka laadunvalvontakehys selittää, miksi arvostetut valssatut renkaat valmistavat yritykset sijoittavat merkittävästi testausinfrastruktuuriin. Yritykset, jotka ylläpitävät sertifiointeja kuten IATF 16949 – laatujärjestelmästandardi automaalioteollisuudelle – osoittavat sitoutumisensa näihin vahvistusstandardeihin. Esimerkiksi tarkkuuslämpövalstajat kuten Shaoyi (Ningbo) Metal Technology soveltavat samankaltaisia IATF 16949-sertifioituja laadunvalvontaprotokollia auton jousitusvarsissa ja akselipuissa, mikä osoittaa, kuinka samat metallurgiset periaatteet ja vahvistusstandardit ohjaavat suorituskykyisiä valssattuja komponentteja koko autoteollisuudessa.
Valssattujen renkaiden valmistusprosessiin liittyy yli 1000 °C:n lämpötilat, jopa 12 000 tonnin paineet ja lentokonealaa vastaavat laadunvarmistusprotokollat. Tämä selittää sekä korkeamman hinnan että paremmat suorituskykyominaisuudet.
Kuinka kovanpyörien valmistus tapahtuu, antaa kontekstia valmistajien arvioimiseksi ja asiantuntevien ostopäätösten tekemiseksi. Viimeinen osio käsittelee laadun osoittavien tunnisteiden tunnistamista ja oikean rakennetyypin valitsemista tiettyihin rakennustarpeisiin.
Oikean kovanpyörärakenteen valitseminen
Olet tutustunut kovankuuman tieteeseen, tarkastellut jokaisen rakennetyypin ominaispiirteitä ja yhdistänyt sovellukset tiettyihin suunnitteluihin. Nyt on käytännön vaihe: ostaa kovanpyöriä ilman markkinointivertauslauseita tai laadullisia kompromisseja. Olitpa etsimässä parhaita kovanpyöriä ratakäyttöön tai edullisia kovanpyöriä, jotka tarjoavat todellista vastinetta rahalle, tämä ostopäätösten ohje auttaa sinua liikkumaan markkinoilla luottavaisesti.
Kun verrataan yleisesti kovettamalla valmistettuja pyöriä ja alumiinivalujen pyöriä, muista, että kaikki kovettamalla valmistetut pyörät ovat alumiinivalujia – ero on valmistusmenetelmässä, ei perusaineessa. Tämä selventää yleistä sekaannuspistettä: ovatko kovettamalla valmistetut pyörät alumiinia? Kyllä, ehdottomasti. Suorituskykyetu johtuu siitä, miten alumiiniseosta on käsitelty, ei siitä, että käytettäisiin eksotiikkia materiaaleja.
Kysymys alumiinivalujen ja kovettamalla valmistettujen pyörien välillä liittyy siihen, onko alumiini valuttu (kaadettu sulana muotteihin) vai kovetettu (puristettu kiinteistä tankoista äärimmäisellä paineella). Molemmat käyttävät alumiiniseoksia; kovetus vain luo parempia materiaaliominaisuuksia mekaanisen käsittelyn kautta, eikä nojaa valumuotin luonnolliseen jäähtymiseen.
Laadun osoittajien arviointi
Miten erottaa aitojen kovettamalla valmistettujen pyörien merkit yrityksistä, jotka esittävät liioiteltuja väitteitä? Sertifikaatit, testausstandardit ja materiaaliasiakirjat tarjoavat objektiivisen laadunvarmistuksen, joka hajottaa markkinointikielen.
Välttämättömät sertifikaatit, jotka on varmistettava
Mukaan lukien toimialan sertifiointistandardit , luotettavien valssattujen renkaiden valmistajien tulisi ylläpitää useita keskeisiä sertifikaatteja:
- ISO 9001 - Laadunhallintajärjestelmien maailmanlaajuinen standardi, joka takaa johdonmukaiset laadunvalvontaprosessit suunnittelusta tarkastukseen asti
- JWL ja JWL-T - Japanilaiset standarit alusrenkaille, jotka vahvistavat turvallisuus- ja laatuvaatimukset; hyvin kansainvälisesti hyväksyttyjä vaikka ne ovat japanilaista alkuperää
- VIA-sertifikaatti - Riippumaton kolmannen osapuolen testaus Japanin ajoneuvotarkastusliitolta (Vehicle Inspection Association), joka tarjoaa lisävarmennuksen valmistajan väitteiden yläpuolelle
- TÜV-sertifiointi - Erittäin arvostettu eurooppalaisilla markkinoilla, merkitsee kovia laatua ja turvallisuutta koskevia testivaatimuksia
- IATF 16949 - Autoteollisuuden laadunhallintastandardi, joka kattaa koko tuotantoprosessin ja painottaa jatkuvaa parantamista sekä virheiden ehkäisyä
IATF 16949 -sertifikaattia tulisi kiinnittää erityistä huomiota. Tämä standardi, jota ylläpitävät autoteollisuuden valssausasiantuntijat kuten Shaoyi (Ningbo) Metal Technology , osoittaa, että valmistaja toimii laadunvarmistusjärjestelmissä, jotka on erityisesti suunniteltu automobiililuokan komponenteille. Kun valimoalan yritys ylläpitää tätä sertifiointia tuotteisiin kuten suspensiovarsissa ja akselipuissa, se osoittaa saman metallurgisen asiantuntemuksen ja laadunvarmistusmenettelyt, joita huippuluokan renkaiden valmistus edellyttää.
Testausstandardit ja dokumentaatio
Sertifikaatioiden lisäksi pyydä todisteita tehdystä testauksesta renkaiden suunnittelulle. Renkaiden ostopäivän mukaan aitojen valssattujen rengasten tulisi tulla mukana valssaussertifikaatit, joissa näkyy puristimen painovoima ja lämpökäsittelylokit. Valmistajat, jotka eivät voi tarjota metallurgisia testausraportteja tai röntgentarkastustuloksia, saattavat ei toimittaa aidosti valssaattua rakennetta.
Tärkeää testausdokumentaatiota ovat:
- Iskutestien tulokset - Varmistaa renkaiden suorituskyvyn simuloiduissa kuoppaisissa tiessä tai ajosyrjässä tapahtuvien osumien olosuhteissa
- Väsymistestidatan - Vahvistaa pitkän aikavälin kestävyyden toistuvissa kuormituksissa
- Säteittäinen kuormatestaus - Varmistaa, että pyörät kestävät määritellyt kuormat ilman muodonmuutoksia
- Ohjausrasituksen väsymystestaus - Testaa rakenteellista eheyttä sivuttaisvoimille, joita kohdataan voimakkaassa ajossa
Laatuarviointiprotokollien mukaan näiden testien suorittaminen mahdollistaa valmistajille pyörien rakenteellisen eheyden ja turvallisuuden taantumisen, antaen asiakkaille luottamuksen siihen, että he sijoittavat luotettaviin tuotteisiin.
Kuljetusketjun näkökohdat
Mukautettuihin pyöräprojekteihin tai eräkohtaiseen hankintaan valmistajan sijainti vaikuttaa toimitusaikoihin ja logistiikkakustannuksiin. Tunnetut valssauskumppanit lähellä tärkeitä satamia, kuten Ningbon satamaa, voivat huomattavasti tehostaa hankintaa. Yritykset kuten Shaoyi Metal Technology , jotka sijaitsevat tämän strategisen sataman läheisyydessä, osoittavat, kuinka maantieteellinen sijoittuminen yhdistettynä sertifioituihin valmistuskykyihin mahdollistaa tehokkaan globaalin toimituksen tarkkuusvalssattuja autonosia.
Tehdäksesi päätöksen rakennetyypistä
Laadulliset indikaattorit ymmärrettyään viimeinen vaihe sisältää rakennetyypin systemaattisen yhdistämisen tiettyihin vaatimuksiin. Tämä päätöksentekokehys estää kalliit epäkohdat renkaiden ominaisuuksien ja todellisten käyttötapausten välillä.
- Määritä ensisijainen käyttötarkoituksesi - Ole rehellinen siitä, miten aiot todella käyttää ajoneuvoa, äläkä sen, miten toivoisit käyttäväsi sitä. Ratakeskeiset rakennelmat priorisoivat erilaisia ominaisuuksia kuin arkipäivän ajoneuvot. Näytteilleasetettavilla autoilla on erityisiä vaatimuksia verrattuna viikonloppujen suorituskykyajoneuvoihin. Käyttötarkoituksesi määrittää, mitkä rakennetyyppien kompromissit ovat tärkeimpiä.
- Aseta budjettirajat - Markkinahintojen analyysin mukaan odotettavissa olevat hintatasot aitoille valssatuille renkaille ovat: alkuhintaisten monoblokki-renkaiden sarjat alkavat noin 2 095 dollarista, keskitason kaksiosaiset renkaat noin 1 100 dollaria per rengas ja premium-tason kolmiosaiset rakenteet maksavat 1 680 dollaria tai enemmän per rengas. Ota huomioon pitkän aikavälin kustannukset, kuten mahdolliset korjaukset, huolto ja osien vaihto.
- Määritä sovitusvaatimukset - Standardi offset- ja leveysyhdistelmät toimivat monoliittisessa tai kaksiosaisessa rakenteessa. Äärimmäiset mittasuhteet, jotka edellyttävät tarkkaa millimetritason mukauttamista, vaativat tyypillisesti kolmiosaisen rakenteen. Sovituksen ohjeiden mukaan varmista aina sovitus digitaalisella konfiguraattorilla ennen ostopäätöstä, ja vahvista vähimmäisrengashihnan vapaus valmistajan mallien avulla.
- Arvioi huoltovastuun laajuus - Yksiosaiset renkaat edellyttävät vain vähäistä huomiota normaalin renkaiden huollon lisäksi. Kaksiosaiset ruuvatut ratayhdistelmät vaativat jaksottaisen momentin tarkistamisen. Kolmiosainen rakenne edellyttää säännöllistä varusteiden tarkastusta ja mahdollista tiivisteen huoltoa. Valitse rakennetyyppi oman todellisen huoltokäytäntösi mukaan.
- Varmista valmistajan tiedot - Pyydä sertifiointiasiakirjoja, testituloksia ja materiaalimäärittelyjä ennen ostopäätöstä. Valmistajat, jotka eivät voi tai halua tarjota tätä dokumentaatiota, saattavat toimittaa tuotteita, joiden laatu ei vastaa mainostettua. Etsi laatua osoittavia sertifikaatteja kuten ISO 9001, JWL, VIA ja mahdollisuuksien mukaan IATF 16949.
Yleisiin ostajan väärinkäsityksiin puutuminen
Markkinointikieli ja kilpailijoiden väitteet ylläpitävät useita harhakäsityksiä, jotka johtavat huonoihin ostopäätöksiin. Näiden ymmärtäminen auttaa sinua arvioimaan renkaita objektiivisesti.
"Pyörivä valssattu" ja "virtausvalssattu" ovat todellisia valssattuja renkaita
Kuten aiemmin todettiin, nämä termit kuvaavat hybridivalmistusta, jossa valaminalla valmistettuihin keskiosiin kohdistetaan putken muokkausprosessi, joka parantaa ominaisuuksia. Ne eivät ole täysin valssattua rakennetta. Putkiosassa saavutetaan valssatun kaltaiset ominaisuudet, mutta keskiosa pysyy valaminalla valmistettuna alumiinina. Ne tarjoavat todellisia suorituskykyetuja verrattuna tavalliseen valantaan ja ovat edullisempia kuin todellinen valssaus – mutta ne eivät vastaa täysin valssattujen renkaiden tasoa.
"Edulliset valssatut renkaat" tarjoavat saman suorituskyvyn kuin premium-vaihtoehdot
Valssattujen renkaiden hintaeroissa heijastuvat todelliset laatuero. Ostopaneelitutkimusten mukaan budjettihankinnassa ostajat usein katuvat ammattimaista asennusta välttämällä ja laatutarkistusten ohittamisesta. Epäilyttävän alhaiset hinnat viittaavat usein materiaalin laadussa, lämpökäsittelyssä tai testausvarmennuksessa tehtyihin leikkuuihin. Edullisia valssattuja renkaita on olemassa, mutta halvimmat vaihtoehdot harvoin tarjoavat aitoa valssatun suorituskykyä.
"Kaikki valssatut renkaat ovat keskenään vaihdettavissa merkistä riippumatta"
Erilaiset valssattujen renkaiden merkit noudattavat erilaisia laatustandardeja, testausmenetelmiä ja materiaalimääritelmiä. Mukaan varmistusohje , pyydä valmistajan valssaussertifikaatti, jossa näkyy puristimen painovoima ja lämpökäsittelyn lokit. Aidoilla valssatuilla renkailla on suurennuksessa näkyvä saumaton rakeisuus ja ne eivät sisällä valumuotin saumoja. Vältä myyjiä, jotka eivät voi toimittaa metallurgisia testiraportteja.
rakennetyyppi ei merkitse, jos pyörä on valettu
Tässä artikkelissa on laajasti osoitettu, että rakennetyyppi määrittää räätälöintijoustavuuden, huollettavuuden, kunnossapitolisäkkeet ja painominäkymät. Yksiosainen, kaksiosainen ja kolmiosainen rakenne palvelevat eri sovelluksia optimaalisesti. Valinta pelkän "valetun" merkinnän perusteella ilman rakennetyypin huomioimista johtaa epärealistisiin odotuksiin.
valetyt pyörät ovat tarkoitettuja vain kilpa-autoihin
Sovellusanalyysin mukaan valetyillä pyörillä on havaittavia etuja myös arjessa ajettaviin autoihin: parantunut polttoaineenteollisuus (noin 0,5–1 MPG parannus ei-sähköautoissa), tarkempi ohjausvaste ja parempi kestävyys tiehäiriöitä vastaan. Ne perusteltuja yli 300 hevosvoiman tehoisia autoja tai sellaisia, jotka kuljettavat merkittäviä kuormia, joissa pyörivän massan vähentäminen parantaa suoraan tehokkuutta ja hallittavuutta.
Parhaat valssatut renkaat rakennukseesi ovat ne, jotka vastaavat käyttötarkoitustasi, budjettiasi ja huoltovälivälejäsi – eivät välttämättä kalliimmat tai kevyimmät saatavilla olevat vaihtoehdot.
Kun sinulla on täydellinen ymmärrys valssattujen rengaiden rakenne tyypeistä, laadun osoittajista ja käytännön valintakriteereistä, olet varustettu tekemään informoituja päätöksiä, jotka tuovat pitkäaikaista arvoa. Olitpa rakentamassa erityisesti radalle tarkoitettua ajoneuvoa, katuseikoja herättävää esitysautoa tai arkipäivän ajoneuvoa, joka suoriutuu luokkaansa ylittävällä tavalla, oikean valssatun rakennetyypin valitseminen takaavat, että sijoituksesi tuottaa hyötyjä joka kerta kun ajat.
Usein kysytyt kysymykset valssattujen rengaiden rakennetyypeistä
1. Mikä on paras renkaiden rakennetyyppi?
Monoblokki-työstetyt renkaat pidetään suorituskykysovellusten huippuna niiden erinomaisen lujuus-painosuhteen ja rakenteellisen eheyden vuoksi. Ne ovat noin 25–30 % kevyempiä kuin valurunkoiset renkaat ja jopa kolme kertaa vahvempia. Kuitenkin 'paras' rakenne riippuu käyttötarkoituksestasi — monoblokki soveltuu erinomaisesti ratakäyttöön, kaksiosainen rakenne tarjoaa tasapainoista suorituskykyä ja huollettavuutta arkitilaajille, ja kolmiosainen mahdollistaa maksimaalisen mukauttamisen esitysautoihin ja ainutlaatuisiin asennusvaatimuksiin.
2. Ovatko OEM-renkaat valuttuja vai työstettyjä?
Useimmat tehdas-OEM-renkaat ovat valualumiinista. Työstetyt renkaat esiintyvät yleensä vain korkean suorituskyvyn versioissa tai ylellisissä ajoneuvoissa, joissa valmistaja katsoo ylimääräisen hinnan perustelluksi. Esimerkiksi BMW:n täydet M-mallit sisältävät usein työstytyt renkaat, kun taas tavallisissa malleissa käytetään valurunkoista rakennetta. Voit tarkistaa renkaidesi rakenteen valmistajan teknisistä tiedoista tai materiaalidokumentaatiosta.
3. Mikä on ero työstytyjen ja virtaustyöstettyjen renkaiden välillä?
Täysin kovalatut renkaat valmistetaan kokonaan kiinteistä alumiiniblokkeista, joita puristetaan 8 000–12 000 tonnin paineella, mikä luo erinomaisen rakeen rakenteen koko renkaaseen. Virtaumuodostetut renkaat aloitetaan valumuottina, jonka jälkeen vain rengasosaa lämmitetään ja venytetään rullien alla, saavuttaen kovalatun kaltaiset ominaisuudet kyseisessä osassa kun taas keskiosa säilyy valumuottina. Virtaumuodostetut renkaat ovat edullisempia ja tarjoavat 15–25 % painonsäästöä verrattuna valumuotteihin, mutta täysin kovalatut renkaat tarjoavat 25–30 % painonvähennyksen täydellisellä rakenteellisella johdonmukaisuudella.
4. Ovatko kovalatut renkaat arvoisensa lisähintaa?
Vaatimattomissa ajotavoissa käytetyissä sarjatuotuisissa matkailuajoneuvoissa standardi valukoru voi riittää ja olla edullisempi vaihtoehto. Vakiovalukorot riittävät yleensä täysin tähän käyttöön.
5. Voidaanko vaurioituneita taottuja koreja korjata?
Korjattavuus riippuu rakennetyypistä. Monoblokki-kierteiset pyörät on vaikea korjata – merkittävä vahinko edellyttää usein täydellisen vaihdon. Kaksiosaiset ruuvatut mallit mahdollistavat renkaan vaihdon hintaan 400–800 dollariin verrattuna yli 2 000 dollariin täyden pyörän vaihdossa. Kolmiosainen rakenne tarjoaa parhaan korjattavuuden, jolloin keskiosa, sisäosa tai ulkoosa voidaan vaihtaa toisistaan riippumatta. Tämä tekee kolmiosaisista pyörästä ihanteellisen harrastajille, jotka arvostavat pitkäaikaista uudelleenrakennettavuutta.