 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

Räätälöityjen koneistuskustannusten paljastuminen: Mitä työpajat eivät kerro sinulle etukäteen
Mitä erikoisvalmistus todella tarkoittaa nykyaikaisessa valmistuksessa
Oletko koskaan miettinyt, kuinka insinöörit luovat tarkkuuskomponentteja, joita ei ole saatavilla millään toimittajan hyllyllä? Tässä juuri erikoisvalmistus tulee kyseeseen. Perimmiltään tämä valmistustapa käyttää CNC-teknologiaa osien tuottamiseen täsmälleen määritellyn erityisvaatimusten mukaisesti – ainutlaatuiset geometriat, tiukat toleranssit ja asiakkaan erityisvaatimukset, joita standardivalmistusmenetelmät eivät pysty täyttämään.
Toisin kuin sarjatuotanto, joka keskittyy suurten määrien identtisten komponenttien tuottamiseen , erikoiskoneenpuristuspalvelut keskittyvät joustavuuteen ja tarkkuuteen. Et ole rajoitettu vain siihen, mikä on jo saatavilla. Sen sijaan suunnittelutiimi tekee yksityiskohtaisen CAD-mallin, jossa määritellään tarkat mitat, muodot ja materiaalivaatimukset. CNC-kone ja ohjelmointi muuntavat sen jälkeen tämän digitaalisen piirustuksen fyysiseksi komponentiksi huomattavan tarkan tarkkuuden saavuttaen.
Piirroslaudalta tarkkuuden todellisuuteen
Matka käsitteestä valmiiseen osaan noudattaa rakennettua prosessia. Ensimmäiseksi teidän insinööritiiminne kehittää kattava suunnitelma, jossa määritellään kaikki kriittiset mitat. Seuraavaksi tulee prototyyppivaihe, jossa koneistetut osat testataan kattavasti toiminnallisuuden varmistamiseksi. Vasta tämän vahvistuksen jälkeen aloitetaan sarjatuotanto.
Ajattele asiaa näin: sarjatuotanto kysyy, "Kuinka monta identtistä komponenttia voimme valmistaa tunnissa?" Teollinen erikoiskoneistus sen sijaan kysyy, "Mitkä tarkat vaatimukset tällä yksilöllisellä komponentilla on?" Tämä ero muokkaa perustavanlaatuisesti sitä, miten valmistajat lähestyvät teidän projektianne.
Teollinen erikoiskoneistus toimii olennaisena sillana suunnittelun tarkoituksen ja fyysisen todellisuuden välillä – se muuttaa monimutkaiset insinöörisuunnittelukonseptit tarkkuuskomponenteiksi, jotka toimivat täsmälleen niin kuin suunniteltiin.
Miksi standardiosat eivät riitä
Standardit valmiiksi valmistetut komponentit toimivat hyvin yleiskäyttöisiin sovelluksiin. Mutta mitä tapahtuu, kun projektisi vaatii toleransseja, jotka ovat yhtä tiukkoja kuin 0,003–0,005 tuumaa? Tai kun suunnittelusi edellyttää geometriaa, jota mikään katalogituotteista ei täytä? Tässä vaiheessa tarkkuuskonetekniikan palvelut osoittautuvat erityisen arvokkaiksi.
Avaruusteollisuus, lääkintälaitteet ja puolustusteollisuus luottavat voimakkaasti tähän lähestymistapaan. Niiden komponenttien on täytettävä erinomaiset vaatimukset, joissa jopa mikroskooppiset poikkeamat voivat vaarantaa turvallisuuden tai suorituskyvyn. Esimerkiksi kirurginen väline ei voi sietää ulottuvuuspoikkeamia, jotka ovat hyväksyttäviä kuluttajatuotteissa.
Etulyötyjä on enemmän kuin pelkkä tarkkuus:
- Mukautetut tekniset tiedot jotka parantavat yhteensopivuutta olemassa olevien järjestelmien kanssa
- Ylivertainen materiaalivalinta mukaan lukien eksotiikat seokset ja insinöörimuovit
- Uudet suunnittelut jotka antavat yrityksille kilpailuetulyötyjä
- Vähentynyt virhemäärä tiukemman laadunvalvontaprosessin kautta
Tässä artikkelissa tutustut CNC:n perusprosesseihin, jotka mahdollistavat erikoisvalmistuksen, oppaat valitsemaan sopivat materiaalit, ymmärrät tarkkuusvaatimukset, vertailet vaihtoehtoisia menetelmiä ja löydät lopulta oman erityistarpeesi mukaisen valmistuskumppanin. Olipa kyseessä prototyypin kehittäminen tai rajoitetun tuotantomäärän suunnittelu, näiden perusteiden ymmärtäminen auttaa sinua tekemään informoituja päätöksiä, jotka vastaavat projektisi tavoitteita ja budjettia.

CNC:n perusprosessit, jotka mahdollistavat erikoisvalmistuksen
Nyt kun tiedät, mitä erikoiskoneistus tarjoaa, tutustutaan taikaa tuottaviin koneisiin. Neljä pääasiallista CNC-prosessia muodostaa tarkkuusvalmistuksen perustan, ja kumpikin niistä tarjoaa erityisiä ominaisuuksia tietyntyyppisiin sovelluksiin. Sen tietäminen, milloin kumpaakin prosessia tulisi käyttää – ja miten ne toimivat yhdessä – voi vaikuttaa merkittävästi projektisi onnistumiseen ja budjettiin.
CNC-jyrsintä ja -kierretyksen perusteet
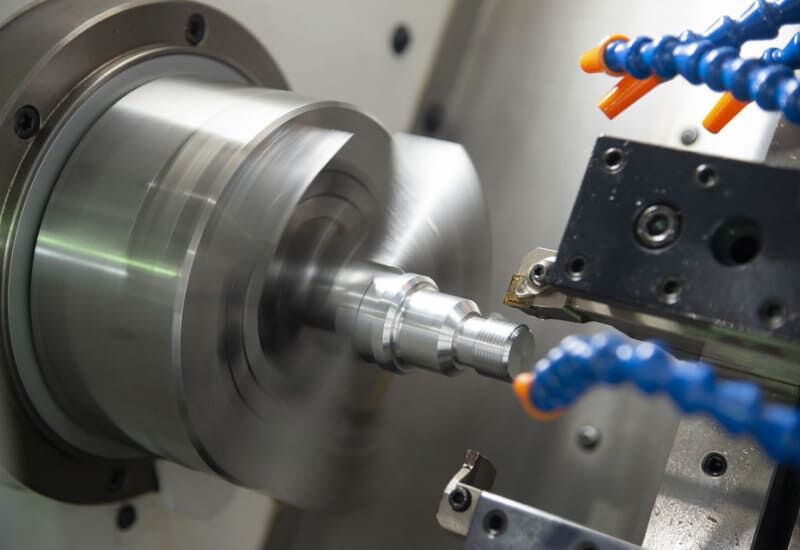
Kuvittele, että muotoilet monimutkaisen 3D-muodon kiinteästä alumiinilohkosta. Juuri tätä CNC-jyrsintä periaatteessa saavuttaa. Pyörivä leikkaustyökalu liikkuu työkappaleesi pinnalla useissa suunnissa, poistaa materiaalia luodakseen monimutkaisia geometrioita , kotelot, urat ja pinnan ominaisuudet. Nykyaikaiset 5-akseliset jyrsintäkoneet voivat lähestyä työkappaletta melkein mistä tahansa kulmasta uudelleensijoittamatta sitä – mikä vähentää toleranssien kertymää ja mahdollistaa mittojen tarkkuuden ±0,0005 tuumaa.
Mikä tekee jyrsinnästä niin monikäyttöisen? CNC-leikkauskone voi suorittaa monimutkaisia muotoja, tuottaa yksityiskohtaisia pinnan tekstuureja ja luoda ominaisuuksia, jotka olisivat mahdottomia manuaalisilla menetelmillä. Riippumatta siitä, tarvitsetko prototyyppikuoren sisäisiä kammioita vai tuotantokomponenttia tarkoilla kiinnityspinnoilla, jyrsintä hallitsee geometrisen monimutkaisuuden.
CNC-kääntö käyttää perustavanlaatuisesti erilaista lähestymistapaa. Tässä työkappale pyörii, kun paikallaan pysyvät leikkuutyökalut muovaa sitä sylinterimäisiksi muodoiksi. Ajattele aksелеita, liukupaloja, pinoja ja kaikkia muita pyörähdysymmetrisiä komponentteja. Laadukas CNC-kääntöpalvelu voi saavuttaa toleransseja ±0,0005 tuumaa halkaisijamitoissa, mikä tekee tästä prosessista välttämättömän osien valmistuksessa, joissa vaaditaan tarkkoja sovitukset.
Nykyiset elävällä työkaluinnolla varustetut CNC-kääntökoneet hämmentävät rajaa käännön ja porauksen välillä. Nämä koneet voivat suorittaa porausta, kierreporaukset ja jopa porausleikkausta, kun työkappale pysyy kiinnitettynä — mikä vähentää asennusaikaa ja poistaa virheet, jotka johtuvat useista käsittelystä. Sveitsityyppiset koneet ovat erinomaisia pitkien ja hoikkien komponenttien valmistukseen, jossa perinteiset kääntökoneet saattavat kamppailla taipumisongelmien kanssa.
Milloin sinun tulisi valita toinen toisen sijaan? Harkitse osan hallitsevaa geometriaa:
- Pääasiassa sylinterimäinen pyörähdysominaisuuksin → CNC-kääntö
- Monimutkaiset 3D-muodot taskuilla ja muotoiluilla → CNC-poraus
- Molempien yhdistelmä → Moniakseliset kierre- ja porauskeskukset
Tarkkuusporaukset
Näyttää yksinkertaiselta, eikö niin? Vain reikien tekemistä? Ei aivan. Tarkkuusporaus erikoisvalmistuksessa vaatii paljon enemmän kuin poranterän työntämistä metallin läpi. Prosessi kattaa tarkkuuslaajennuksen (reaming) tarkan halkaisijan saavuttamiseksi, upotusporausten (counterboring) kiinnityspäiden asettamiseksi sekä syvän reiän porauksen komponenteille, joiden pituuden ja halkaisijan suhde ylittää 10:1.
Reikien toleranssit ovat erittäin tärkeitä kokoonpanosovelluksissa. Akselin laakerointi vaatii tarkasti mitatun reiän toimiakseen oikein – liian löysä reikä aiheuttaa värähtelyä, kun taas liian kapea aiheuttaa kitkan ja siten ennenaikaisen kulumisen. Nykyaikaiset CNC-poraukset saavuttavat säännöllisesti paikannustarkkuuden ±0,025 mm:n ja halkaisijan toleranssin ±0,013 mm:n sisällä kriittisillä ominaisuuksilla.
Kun EDM muuttuu välttämättömäksi
Mitä tapahtuu, kun perinteiset CNC-työkalut eivät pääse tarvitsemaasi muotoon? Tai kun materiaalisi on niin kovaa, että perinteiset menetelmät tuhoaisivat työkalut välittömästi? Tässä tilanteessa sähköiskuporaus (Electrical Discharge Machining) on ratkaisusi.
EDM-toiminta perustuu ohjattuihin sähkökäryihin, jotka kuluttavat materiaalia ilman fyysistä kosketusta. Langan EDM tuottaa monimutkaisia 2D-profiileja toleransseilla, jotka voivat olla jopa ±0,0001 tuumaa – kymmenen kertaa tarkemmin kuin tavallisessa koneistuksessa. Upotus-EDM luo monimutkaisia 3D-kammioiden muotoisia sisäisiä rakenteita käyttäen muotoiltuja elektrodeja. Tarkkuuskoneistuksen asiantuntijoiden mukaan EDM:n saavuttama pinnanlaatu voi olla jopa 0,1 μm Ra , mikä usein poistaa kokonaan toissijaiset hiomatoimenpiteet.
EDM erinomainen suorituskyky erityisesti kovettuneissa materiaaleissa, joiden kovuus ylittää 60 HRC – työkaluteräksissä, volframikarbidissa ja eksotiikoissa, joita tavalliset leikkaustyökalut kulumaisivat nopeasti. Lääkintälaitteiden valmistajat määrittelevät usein EDM:n kirurgisten välineiden valmistukseen, kun vaaditaan sekä erinomaista kovuutta että monimutkaisia geometrioita.
Prosessien vertailu silmäyksellä
Oikean prosessin valinta riippuu tarkoituksenne vaatimuksista. Tämä vertailu auttaa teitä ymmärtämään, mitä kunkin menetelmän tarjoamat ominaisuudet ovat:
| Prosessityyppi | Parhaat käyttösovellukset | Typilliset toleranssit | Materiaalinen yhteensopivuus |
|---|---|---|---|
| CNC-mylly | Monimutkaiset 3D-geometriat, pintapiirteet, kammiot, urat | ±0,0005" - ±0,002" | Alumiini, teräs, titaani, muovit, komposiitit |
| CNC-kierto | Sylinterimäiset osat, akselit, palat, kierreosat | ±0,0005" - ±0,001" | Kaikki koneistettavat metallit ja tekniset muovit |
| Poraus/kouraaminen | Tarkkuusreiät, upotukset, syväreiäsovellukset | ±0,0005 tuumaa halkaisijassa, ±0,001 tuumaa sijainnissa | Useimmat metallit ja muovit |
| Langalla tai sinker-EDM:llä tehtävä sähköeroistuspurkausmuovaus (EDM) | Kovennetut materiaalit, monimutkaiset profiilit, sisäiset ontelot | ±0,0001"–±0,0005" | Kaikki sähköä johtavat materiaalit, erityisesti kovennetut teräkset |
Moniprosessitekniikoiden yhdistäminen monimutkaisten osien valmistukseen
Tässä on asia, jota monet toimittajat eivät selitä etukäteen: useimmat tarkkuusosat vaativat useita eri työvaiheita. Esimerkiksi CNC:n avulla koneistettu kotelo saattaa vaatia käännetyt liitososat, poratut kiinnitysreiät ja EDM:llä leikatut urat – kaikki samassa osassa. Tämän ymmärtäminen auttaa ennakoimaan realistisia toimitusaikoja ja kustannuksia.
Luotettavat CNC-kääntöpalvelut tekevät usein yhteistyötä EDM-asiantuntijoiden kanssa tai pitävät sisällään useita eri prosesseja käsittävän tuotantokapasiteetin. Arvioitaessa tarjouksia kysy, miten osaasi kulkee tuotantoprosessin läpi. Vähemmän asennuksia tarkoittaa yleensä parempaa tarkkuuden hallintaa ja alhaisempia kustannuksia. Toimintoja yhdistävä valmistaja pystyy säilyttämään tiukemmat tarkkuusvaatimukset kuin toiminta, jossa eri työvaiheet ulkoistetaan useille alaitseentekijöille.
Todellinen kysymys muuttuu: mistä materiaalista tarkkuuskomponenttisi tulisi valmistaa? Tämä valinta vaikuttaa paitsi siihen, mitkä prosessit toimivat parhaiten, myös lopullisen osan suorituskykyominaisuuksiin.
Materiaalivalintaohje räätälöityihin työstettyihin komponentteihin
Oikean materiaalin valinta saattaa olla merkittävin päätöksesi, jonka teet tilausvalmistettavaan koneistusprojektiisi . Miksi? Koska materiaalin valinta vaikuttaa suoraan koneistusparametreihin, pinnanlaatuun ja siihen, kuinka hyvin lopullinen osasi kestää käytännön olosuhteita. Monet konepajat kuitenkin ohittavat tämän keskustelun kokonaan ja jättävät sinun selvittää asian itse.
Tarkastellaan vaihtoehtojasi kolmen kategorian mukaan: metallit ja seokset, insinöörimuovit sekä erikoismateriaalit. Jokaisella on omat etunsa riippuen sovellustarpeistasi.
Metallit ja seokset vaativiin sovelluksiin
Kun lujuus, kestävyys ja lämmönkestävyys ovat tärkeimmät tekijät, metallit ovat edelleen ensisijainen valinta. Mutta mikä metalli? Se riippuu kokonaan tietystä sovelluksestasi.
Alumiiniliasien hallitsevat ilmailu- ja automaali sovelluksia hyvistä syistä. Xometryn materiaaliohjeen mukaan nämä kevyet materiaalit tarjoavat erinomaista lämmönjohtavuutta ja niitä voidaan kuumennuskäsittää vahvistamaan niiden lujuutta. Esimerkiksi alumiini 7075 tarjoaa vetolujuuden 540 MPa ja säilyttää samalla erinomaisen koneistettavuuden – täydellinen valinta rakenteellisiin lentokoneen runko-osien valmistukseen, jossa painonsäästö kääntyy suoraan polttoainetehokkuudeksi.
- Alumiini 6061 – Erinomainen hitsattavuus, laajalti puristettavissa, ideaalinen yleiskäyttösovelluksiin
- Alumiini 7075 – Korkea lujuus (540 MPa), erinomainen väsymisvastus, suositeltava ilmailukäyttöön
- Alumiini 5083 – Parasta korroosionkestävyyttä ei-kuumenkäsitteltyjen seosten joukossa, soveltuu meriympäristöihin
Ruostumaton teräs tulee välttämättömäksi, kun korroosionkestävyys on ensisijainen vaatimus. Austeniittiset laadut, kuten 304 ja 316, tarjoavat erinomaisen koneistettavuuden kääntö-, kierre-, poraus- ja jyrsintäoperaatioihin. Laatu 316 sisältää molyybdeniä, mikä parantaa sen vakautta kloorihappoja vastaan – tämä tekee siitä ihanteellisen lääkintälaitteiden ja kemikaaliteollisuuden prosessointilaitteiden valinta.
Entä kulumisvastaiset sovellukset? Tässä vaiheessa pronssin koneistus osoittautuu erityisen arvokkaaksi. CNC-koneistetut pronssikomponentit ovat erinomaisia laakerien, voimansiirtojen ja liukupintojen valinnassa, joissa itsevoiteluominaisuudet vähentävät huoltovaatimuksia. Messinkiseokset – kupari-zinkkiyhdistelmät – tarjoavat erinomaisen leikkuuvapauden ja loistavan kuumamuovattavuuden merenkulku- ja autoteollisuuden sovelluksiin.
Messinki-liitto metalli vaatii erityistä huomiota automaali- ja elektroniikkasovelluksissa. Nämä seokset yhdistävät erinomaisen valumuovattavuuden hyvän koneistettavuuden kanssa toissijaisiin operaatioihin, mikä tekee niistä kustannustehokkaita monimutkaisten koteloitten, kiinnikkeiden ja rakenteellisten komponenttien valintaan, joille vaaditaan kohtalaista lujuutta.
Tekniikkamuovit ja erikoismateriaalit
Kun tarvitset kemiallista kestävyyttä, sähköeristystä tai yksinkertaisesti kevyempää vaihtoehtoa metallille, tekniset muovit tarjoavat erinomaista suorituskykyä. Avainasemassa on materiaalin ominaisuuksien sovittaminen toiminnallisille vaatimuksillesi.
Delrin-materiaali (DuPontin kaupallinen nimi homopolymeeriselle asetaalille) erottautuu korkean tarkkuuden mekaanisissa osissa. Xometryn mukaan polyasetaali Delrin tarjoaa erinomaisen mittatarkkuuden, jonka standarditoleranssit ovat ±0,010" ja saavutettavat toleranssit ±0,001". Tämä Delrin-muovi säilyttää ominaisuutensa lämpötiloissa −40 °C – 120 °C, mikä ylittää huomattavasti useimpien muovien ominaisuudet.
- Delrin 150 – Korkea iskunkestävyys, alhainen kitka, ideaalinen hammaspyörille ja varretusosille
- Delrin 100 AF – PTFE:llä rikastettu, parantaa kulumiskestävyyttä laakerisovelluksissa
Kun iskunkestävyys on tärkeintä, harkitse nylonia koneistussovelluksiin. Tämä termoplastinen muovi tarjoaa erinomaisen vetolujuuden yhdistettynä naarmuuntumisvastukseen, mikä tekee siitä sopivan rakenteellisiin komponentteihin, joita kuormitetaan toistuvasti.
Peek (polyeetteri-eetteri-ketoni) edustaa korkealuokkaista insinöörimuovia. Se säilyttää kemiallisen kestävyytensä korkeissa lämpötiloissa ja tarjoaa erinomaisen väsymisvastukseen sekä alhaisen kitkakertoimen. Lääketieteellisiä implanteja ja ilmailukomponentteja valmistettaessa käytetään usein PEEK-muovia, kun biokompatibilisuus tai äärimmäiset olosuhteet vaativat huippuluokan suorituskykyä.
- Polykarbonaatti – Särkyntävastainen, korkea jäykkyys, erinomainen läpinäkyville rakenteellisille osille
- PTFE (Teflon) – Erinomainen kemiallinen kestävyys, mutta vaikea saada tarkkoja mittoja lämpölaajenemisen vuoksi
- Uhmw polyetyyppi – Erinomainen kulumisvastus, itsevoiteleva, erinomainen alapakkaslämpötiloissa
Miten materiaalin valinta vaikuttaa projektiasi
Tässä on asia, jonka monet toimittajat eivät kerro teille etukäteen: materiaalin valinta vaikuttaa suoraan projektinne kaikkiin osa-alueisiin. Kovemmat materiaalit vaativat hitaampia syöttönopeuksia ja useammin työkalujen vaihtoa – mikä vaikuttaa suoraan kustannuksiin. Pehmeämmät muovit saattavat antaa paremman pinnanlaadun standardityökaluilla, mutta ne voivat myös muotoutua jatkuvan kuorman alaisena.
Ota huomioon nämä käytännön kompromissit:
- Koneistettavuus vs. suorituskyky – Vapaa-työkalukäsiteltävät seokset leikkaavat nopeammin, mutta voivat heikentää lujuutta
- Pinnanlaadun mahdollisuus – Jotkin materiaalit kiillottavat erinomaisesti; toiset vaativat lisäkäsittelyä
- Lämmönkäyttäytyminen – Korkean lämpölaajenemiskertoimen omaavat muovit tekevät tarkkojen toleranssien saavuttamisesta haastavaa
- Kustannustehot – Eksotiset seokset ja erikoismuovit ovat erityisen kalliita
Paras lähestymistapa? Määritä ensin suoritusvaatimuksesi, ja työskentele sitten taaksepäin tunnistaaaksesi materiaalit, jotka täyttävät kyseiset vaatimukset ja ovat samalla koneistettavissa sekä kustannustehokkaita. Puhuaksemme vaatimuksista: toleranssivaatimusten ymmärtäminen on seuraava ratkaiseva askel sen varmistamiseksi, että räätälöidyt komponenttisi toimivat suunnitellusti.
Tarkkuustoleranssit ja laatuvarmistusstandardit selitetty
Olet valinnut materiaalin ja sopivan CNC-koneistusmenetelmän. Nyt tulee kysymys, joka vaikuttaa merkittävästi sekä budjettiisi että osasi toimintakykyyn: kuinka tiukat toleranssit todella tarvitaan? Tässä vaiheessa monet räätälöidyt koneistusprojektit joko onnistuvat loistavasti tai muodostuvat kalliiksi opetustunneiksi liian tiukkoihin vaatimuksiin perustuvasta suunnittelusta.
ASME-standardien mukaan toleranssit viittaavat kokonaishyväksyttävään poikkeamaan mitan perusarvosta—tämä varmistaa, että osa sopii paikoilleen ja toimii oikein. Mutta tässä on se, mitä työpajat usein eivät selitä: kaikki mitat eivät vaadi samaa tarkkuustasoa. Toleranssiluokkien ymmärtäminen auttaa sinua määrittämään, mitkä asiat ovat tärkeitä, samalla kun vältät tarpeettomia kustannuksia niissä ominaisuuksissa, joilla ei ole merkitystä.
Toleranssiluokkien ja niiden vaikutusten ymmärtäminen
Toleranssivaatimukset jaetaan erillisiin luokkiin, joista kukin soveltuu eri käyttötarkoituksiin. Standardit kaupalliset toleranssit ovat täysin riittäviä useimmille yleiskäyttöisille CNC-koneistusosille, joissa kokoonpanon tarkkuus ei ole kriittinen. Kun kuitenkin valmistat tarkkuus-CNC-koneistuspalveluita ilmailu- tai lääketieteellisiin sovelluksiin, tarvitset tiukempia määrittelyjä—ja valmistuksen monimutkaisuus kasvaa vastaavasti.
Tarkastellaan seuraavaa vertailua toleranssiluokista ja niiden käytännön vaikutuksista:
| Toleranssiluokka | Tyypillinen alue | Yhteiset sovellukset | Kustannusvaikutus |
|---|---|---|---|
| Standardi kaupallinen | ±0,005" - ±0,010" | Kiinnikkeet, koteloit, ei-kriittiset rakenteelliset osat | Perusarvioitu hinnoittelu |
| Tarkkuus | ±0,001" - ±0,005" | Kokoonpanoliitokset, laakerien istukat, vaihteistokomponentit | 15–30 %:n lisäkustannus |
| Korkea tarkkuus | ±0,0005" - ±0,001" | Hydraulikomponentit, lääketieteelliset laitteet, optiset kiinnikkeet | 40–75 %:n lisäkustannus |
| Erittäin tarkka koneistus (sveitsiläinen koneistus) | ±0,0001"–±0,0005" | Avaruustekniikan mittauslaitteet, kirurgiset implantaatit, mikroelektroniikka | yli 100 %:n lisäkustannus |
Huomaatko, kuinka kustannukset nousevat, kun toleranssit tiukentuvat? Tämä johtuu siitä, että erinomaisen tarkkuuden saavuttaminen vaatii hitaampia koneistusnopeuksia, useammin suoritettavia tarkastuksia, ilmastoidun tuotantoympäristön sekä usein erikoisvarusteisia koneita, kuten sveitsiläisiä koneistuskeskuksia, jotka on suunniteltu erityisesti mikrometrin tarkkuudella toimimaan.
Tarkkuuskoneistuksen asiantuntijoiden mukaan työkalukoneen tarkkuus vaikuttaa suoraan saavutettaviin toleransseihin. Pyörivän akselin epäkeskisyys, kulutus johdinrakenteissa ja lämpölaajeneminen aiheuttavat systemaattisia virheitä, jotka kertyvät tuotannon aikana. Tämä selittää, miksi kaikki teollisuuslaitokset eivät pysty tarjoamaan samaa tarkkuutta – niiden laitteiden ominaisuudet eroavat merkittävästi toisistaan.
Kun tiukemmat toleranssit ovat tärkeitä
Joten milloin sinun tulisi määrittää tarkemmat toleranssit koneistettaville osille? Keskitä toiminnallisille mitoille—ominaisuuksille, jotka vaikuttavat suoraan komponentin tarkoitettuun käyttöön:
- Kokoonpanorajapinnat jossa osien on sovittava yhteen tiukoin välyksin tai interferenssillä
- Laakeriputket ja akselin halkaisijat vaativat tarkkoja liukumittasuhteita
- Tiivistepinnat jossa vuotaminen vaarantaisi toiminnon
- Kiinnitysosat jotka varmistavat kohdistuksen muiden komponenttien kanssa
Tässä on käytännöllinen vinkki: käytä tarkimpia toleransseja ainoastaan siellä, missä toiminnallisuus niitä vaatii. Esimerkiksi kotelolla saattaa olla tarvetta ±0,0005 tuuman toleranssiin laakerin reiässä, kun taas kiinnitysreikiin riittää tavallinen ±0,005 tuuman toleranssi. Tämä valikoiva lähestymistapa—jota insinöörit kutsuvat toiminnallisiksi toleranssianalyysiksi—optimoi budjetin ilman, että suorituskyky kärsii.
Metallien CNC-koneistuksen tarkkuusvaatimukset vaikuttavat myös materiaalien ominaisuuksiin. Alumiini, jonka lämpölaajenemiskerroin on korkea, vaatii lämpötilan säätöä mittauksia varten. Karkatut teräkset säilyttävät mittojaan paremmin, mutta niiden koneistaminen vaatii huolellisuutta. Jopa CNC-metallipinnan laatu vaikuttaa mittatarkkuuteen – karkeat pinnat aiheuttavat epävarmuutta siitä, missä todellinen mittojen sijainti on.
Laatukontrollimenetelmät, jotka varmistavat yhdenmukaisuuden
Tarkkuusvaatimusten määrittäminen ei merkitse mitään ilman vankkoja verifiointimenetelmiä. Tässä vaiheessa tilastollinen prosessin ohjaus (SPC) saa ratkaisevan merkityksen. Mukaan lukien IATF 16949 -ohjeet , SPC seuraa valmistusprosesseja varmistaakseen tuotteen laadun jatkuvan parantamisen ja havaitakseen poikkeamat ennen kuin ne johtavat viallisten osien tuottamiseen.
Kontrollikartat seuraavat mittojen vaihtelua tuotantoprosessin aikana. Kun piirretyt datapisteet sijaitsevat määritettyjen kontrollirajojen sisällä, prosessi pysyy vakavana. Rajoja lähestyvät trendit aktivoivat korjaavia toimenpiteitä ennen kuin osat ylittävät määritellyt vaatimukset – tämä siirtää painopistettä tuotannon jälkeisestä havainnoinnista tuotannon aikaiseen estotoimintaan.
Sertifikaatit, kuten IATF 16949 (autoteollisuus) ja AS9100D (ilmailu), vaativat systemaattisia laatuohjelmia. Nämä eivät ole pelkästään paperityöskentelyä. Niissä vaaditaan:
- Dokumentoidut mittausmenetelmät tarkastusmenetelmien yhdenmukaisuuden varmistaminen
- Kalibroitu kalusto jonka tarkkuusstandardit ovat jäljitettäviä
- Prosessikelpoisuustutkimukset laitekyvyn kvantifiointi määritettyjen vaatimusten täyttämiseen
- Korjaavien toimenpiteiden järjestelmät joissa käsitellään ongelmien juurisyitä eikä vain oireita
Mittausjärjestelmän kyky vaikuttaa itse toleranssien tarkistukseen. Teollisuuden standardien mukaan mittausepävarmuuden tulisi olla alle 10 % tarkistettavasta toleranssista – eli ±0,001 tuuman toleranssi edellyttää mittauksen tarkkuutta ±0,0001 tuumaa tai parempaa. Koordinaattimittakoneet (CMM) tarjoavat tämän kyvyn monimutkaisille osille, joissa on useita kriittisiä ominaisuuksia.
Toleranssien vaikutuksen ymmärtäminen kustannuksiin ja laatuun auttaa teitä tekemään perusteltuja eritelmäpäätöksiä. Mutta miten räätälöity koneistus suhteutuu muihin valmistusmenetelmiin, jotka saattavat saavuttaa samankaltaisia tuloksia eri hintatasoilla?

Räätälöity koneistus vs. vaihtoehtoiset valmistusmenetelmät
Nyt kun olette ymmärtäneet toleranssit ja laadunvalvonnan, nousee suurempi kysymys: onko räätälöity koneistus edes oikea lähestymistapa teidän projektillenne? Monet konepajat eivät käy tätä keskustelua, koska he haluavat teidän liiketoimen riippumatta siitä, sopiiko se parhaiten teidän tarpeisiinne. Kuitenkin väärän valmistusmenetelmän valinta voi maksaa teiltä tuhansia euroja hukattujen työkalujen, viivästyneiden aikataulujen tai odotettua suorituskykyä huonommin toimivien osien vuoksi.
Vertaillaan objektiivisesti CNC-koneistusta vaihtoehtoisia menetelmiä vastaan – 3D-tulostusta, muotinvalua ja valumista – jotta voit tehdä perustellun päätöksen omien vaatimustesi perusteella eikä toimittajan myyntipuheen perusteella.
Mukautettu koneistus vs lisäävä valmistus
3D-tulostus on muuttanut prototyyppien valmistusta, mutta se ei ole yleispätevä ratkaisu. Xometryn valmistusvertailun mukaan CNC-koneistetut osat säilyttävät raakamateriaalin alkuperäiset ominaisuudet, joita prosessointi ei juurikaan vaikuta. Tämä on merkittävä etu, kun mekaaninen suorituskyky on tärkeä.
Tässä on todellisuus: lisäävä valmistus rakentaa osia kerros kerrokselta, mikä aiheuttaa sisäisiä rajoituksia. FDM-tulostetut ABS-osat saattavat saavuttaa vain 10 % materiaalin alkuperäisestä vetolujuudesta, kun taas SLS-nylon voi saavuttaa lähes 100 %. Tämä vaihtelu tekee 3D-tulostuksesta riskialttiin kuormitettuja sovelluksia varten, joissa johdonmukainen lujuus on ehdoton vaatimus.
Mukautetut koneistetut osat ovat erinomaisia, kun tarvitset:
- Täydellistä materiaalin lujuutta ilman anisotrooppisia heikkouksia kerrosten liitoksista
- Erinomaisia pintakäsittelyjä jota lisäysmenetelmät vaikeasti saavuttavat
- Tiukat mitattavat sallitut poikkeamat enemmän kuin useimmat tulostimet voivat luotettavasti kestää
- Materiaalivaihtoehdot mukaan lukien kovennetut teräkset ja eksotiikat seokset, joita 3D-tulostus ei voi käsitellä
Silti 3D-tulostus on nopeampi asennuksessa. CNC-palvelu vaatii ohjelmointia ja kiinnityslaitteita, joihin voi kulua huomattava aika ennen ensimmäistä leikkausta. Tulostus? Lataa tiedostosi ja aloita rakentaminen. Geometrian validointiin ja sovitus- tai kokotarkastukseen, jossa mekaaniset ominaisuudet eivät ole ratkaisevia, lisäysvalmistus tarjoaa nopeamman toimituksen ja alhaisemmat kustannukset – usein 5–10 kertaa edullisemmin kuin vastaavat CNC-osat.
Päätös perustuu toimintatarpeeseen. Kysy itseltäsi: täytyykö tällä osalla kestää kuormaa, vai tarkistan vain, sopiiko suunnittelu paikalleen?
Milloin valumuoto tai muovimuoto on järkevämpi vaihtoehto
Tuotantomäärä muuttaa kaiken. Kun tuotantomäärät nousevat tuhansiin, ruiskuvalu ja painovalu tulevat yhä houkuttelevammiksi, vaikka niiden alustavat työkalukustannukset ovatkin korkeat.
Hubsin tuotannonopas mukaan suurten sarjojen valmistukseen käytetään ehkä yleisimmin muottipuristusta. Kun olet suunnitellut ja valmistanut muotin, itse prosessi on erinomaisen nopea – tämä tekee siitä ihanteellisen korkean kysynnän ja tiukkojen tuotantoaikataulujen vaativille aloille. Mikä on kuitenkin haittapuoli? Muotin valmistus voi maksaa jopa 3 000 dollaria yksinkertaisille geometrioille ja yli 100 000 dollaria monikammioisille, monimutkaisille työkaluille.
Painovalu tarjoaa vastaavat taloudelliset edut metallien koneistamissovelluksissa. Valmistusprosessien vertailujen mukaan painovalu voi tuottaa vuosittaisia säästöjä, jotka ylittävät 300 000 dollaria verrattuna CNC-koneistukseen, kun tuotantomäärä on 10 000 kappaletta. Kappalekohtainen kustannus laskee dramaattisesti, koska kallis työkaluinvestointi jakautuu tuhansien kappaleiden kesken.
Mutta tässä on se, mitä näitä vertailuja usein puuttuu: CNC-prototyypitys loistaa kehitysvaiheissa. Kun suunnittelusi ei ole vielä lopullistettu, ei ole taloudellisesti järkevää käyttää 50 000 dollaria muottien valmistamiseen, joita saattaa joutua muuttamaan testauksen jälkeen. Metallikoneistus mahdollistaa nopean iteraation ja suunnittelun tarkentamisen ennen tuotantovälineistön hankintaa.
Harkitse valukappaleita, kun:
- Tuotantomäärät ylittävät vuosittain 1 000–5 000 yksikköä
- Osaan kuuluu sisäisiä kammioita vaikeasti koneistettava
- Suunnittelusi on lopullistettu eikä sitä todennäköisesti muuteta
- Toimitusaika sallii tyypillisen 8–16 viikon ajan muottien valmistukseen
Valmistusmenetelmien vertailu
Tämä kattava vertailu auttaa sinua arvioimaan, mikä lähestymistapa vastaa parhaiten projektisi vaatimuksia:
| Menetelmä | Ihanteellinen määräväli | Geometrinen kyvykkyys | Materiaalivaihtoehdot | Toimitusaika | Yksikkökustannustrendi |
|---|---|---|---|---|---|
| Konepohjainen määritys | 1–5 000 yksikköä | Monimutkaiset ulkoiset ominaisuudet, tiukat toleranssit | Kaikki insinöörimetallit ja muovit | 1–15 päivää tyypillisesti | Vakaa riippumatta määrästä |
| 3D-tulostus (FDM/SLS) | 1–500 yksikköä | Sisäiset hilat, orgaaniset muodot | Termoplastit, joitakin metalleja DMLS-menetelmällä | tyypillisesti 1–5 päivää | Vakio kappalekohtaisesti |
| Injektiomuovauksen | 5 000+ yksikköä | Monimutkaiset muodot, alapuoliset muodot sivutoimintojen avulla | Termoplastit, termokovettuvat muovit | 8–16 viikkoa (työkalut) + päiviä (tuotanto) | Laskee merkittävästi määrän kasvaessa |
| Kuormitus | yli 2 000 yksikköä | Monimutkaiset metalliosat, ohuet seinämät | Alumiini, sinkki, magnesium-seokset | 10–20 viikkoa (työkalut) + päiviä (tuotanto) | Laskee merkittävästi määrän kasvaessa |
| Pesikuorostus | 1–2 000 yksikköä | Suuret osat, sisäiset ontelot | Rauta- ja rautametallit | 2–6 viikkoa | Kohtalainen, vähenee tuotantomäärän kasvaessa |
Oikean valinnan tekeminen projektissanne
Päätöksenteon prosessi, jonka useimmat toimittajat ohittavat, näyttää tältä:
Vaihe 1: Määritä tuotantomääräsi. Valmistatko 5 prototyyppiä, 500 tuotantoyksikköä vai 50 000? Tämä yksittäinen tekijä määrittää usein, mikä valmistusmenetelmä on taloudellisesti järkevä.
Vaihe 2: Arvioi geometrinen monimutkaisuus. Sisäiset kanavat ja hilarakenteet edistävät lisäysvalmistusta. Tarkkojen toleranssien vaativat ulkoiset piirteet edistävät koneistusta. Suurilla tuotantomäärillä monimutkaiset sisäontelot edistävät valumista.
Vaihe 3: Arvioi materiaalivaatimukset. Tarvitsetko kovettunutta työkaluterästä tai ilmailuluokan titaania? CNC-koneistus käsittelee käytännössä mitä tahansa teknistä materiaalia. Valumuotti- ja muottivalumenojat rajoittavat vaihtoehtojasi merkittävästi.
Vaihe 4: Harkitse aikataulua. Tarvitsetko kiireellisen prototyypin ensi viikolla? CNC-koneistus tai 3D-tulostus toimivat. Suunnitteletko tuotteen julkaisua kuuden kuukauden kuluttua ja sen jälkeen tasaisen tuotannon? Sijoita muottivalu- tai valumuottityökaluihin.
Vaihe 5: Laske kokonaishankkeenkustannus. 50 dollaria osaa kohden oleva CNC-hinta saattaa vaikuttaa kalliilta verrattuna 2 dollarin injektiomuottattuihin osiin – kunnes otat huomioon 40 000 dollarin muottikustannuksen, joka kannattaa vasta yli 10 000 yksikön tuotantomääristä.
Mukautettu koneistus on erinomainen vaihtoehto, jota muut menetelmät eivät pysty täysin korvaamaan: nopea toimitusaika, materiaalien monipuolisuus, tarkka mitoitus ja taloudellinen kannattavuus yksittäisistä prototyypeistä keskitilavuuden tuotantosarjoihin asti. Näiden kompromissien ymmärtäminen mahdollistaa informoidumman vuoropuhelun mahdollisten valmistusyhteistyökumppaneiden kanssa – sekä auttaa tunnistamaan tilanteet, joissa he ohjaavat sinua ratkaisuihin, jotka hyödyttävät heidän omia kykyjään pikemminkin kuin sinun vaatimuksiasi.
Puhutaanpa kustannuksista: mitkä tekijät todellisuudessa vaikuttavat mukautetun koneistuksen hintaan? Juuri tätä kysymystä useimmat konepajat toivovat, ettei sinä esitä sitä alkuun.
Kustannustekijät ja hinnoittelustrategiat mukautettuihin projekteihin
Olette vertailleet valmistusmenetelmiä ja päätelleet, että erikoiskoneistus sopii hankkeenne tarpeisiin. Nyt tulee kysymys, jota jokainen hankintapäällikkö pelkää: miksi tämä tarjous näyttää niin korkealta? Tässä on totuus, jonka useimmat konepajat eivät vapaaehtoisesti paljasta – koneistajan käyttämän metallin hinta muodostaa vain murto-osan lopullisesta hinnasta. Kun ymmärtää koko kustannusrakenteen, voidaan budjettia optimoida ilman laadun vaarantamista.
Mitä tekijöitä erikoiskoneistuskustannuksia ohjaa
Kun pyydätte CNC-tarjousta verkossa, useat toisiinsa liittyvät tekijät määrittävät hinnoittelunne. Alan kustannusanalyysin mukaan koneistusaika on usein tärkein kustannustekijä – erityisesti suuremmissa tuotantomääristä, joissa pienet suunnittelun tehottomuudet kertautuvat tuhansien osien kautta.
Nämä ovat tekijät, jotka todellisuudessa vaikuttavat tarjoukseenne:
- Materiaalikustannukset ja koneistettavuus – Kovemmat materiaalit, kuten ruostumaton teräs ja titaani, vaativat hitaampia leikkausnopeuksia ja erityisiä työkaluja, mikä lisää sekä aikaa että kustannuksia. Pehmeämmät materiaalit, kuten alumiini, koneistuvat nopeammin, mutta niiden hinta kilogrammaa kohden voi olla korkeampi riippuen seoksesta.
- Monimutkaisuus ja asennusaika – Osat, jotka vaativat useita asennuksia, erikoisjykkyyksiä tai 5-akselista koneistusta, lisäävät merkittävästi työvoimakustannuksia. Suunnittelun optimointitutkimusten mukaan asennuskustannukset ovat erityisen merkittäviä pienillä tuotantomääriä, mutta ne pysyvät kiinteinä riippumatta tuotantomäärästä.
- Toleranssivaatimukset – Tarkemmat toleranssit vaativat hitaampia syöttönopeuksia, tiukempaa tarkastusta ja joskus ilmastoitua ympäristöä. Jokainen vaihe kaupallisesta standarditoleranssista ultra-tarkkaan toleranssiin lisää peruskustannuksia 15–100 %.
- Pinnan laatuvaatimukset – Siirtyminen 'koneistettu' -pinnasta kiillotettuihin, anodisoituun tai pinnoitettuihin pintoihin vaatii toissijaisia prosesseja, jotka lisäävät sekä aikaa että kustannuksia.
- Tilauksen määrä – Tässä taloustiede alkaa kiinnostaa. Toistumattomat tekniset kustannukset (NRE-kustannukset) – ohjelmointi, kiinnityslaitteiden suunnittelu ja alkuperäinen asennus – jaetaan tilausmäärän kesken.
Mukaan lukien prototyyppitaloudellinen analyysi , joten tuo 800 dollarin yksittäisen osan tarjous ei ole sinua huijaava. Nämä NRE-kustannukset on kokonaisuudessaan laskettu ensimmäisten osien hintaan. Kasvata tilaustasi viiteen yksikköön, ja yksittäisen osan hinta voi pudota noin puoleen.
Strategiat budjetin optimoimiseksi
Hakusanat "cnc lähellä minua" tai "koneistaja lähellä minua" saattavat löytää sinulle paikallisesti sijaitsevan työkonepajan, mutta pelkkä läheisyys ei takaa parhaita kustannussuhteita. Älykäs kustannusten optimointi alkaa suunnitteluvaiheessa – ei tarjousvaiheessa.
Ota huomioon nämä todistetusti kustannuksia alentavat strategiat:
- Design for Manufacturability (DFM) – Määritä kulmaradiukset vähintään kolmasosa kammion syvyydestä, jotta voidaan käyttää suurempia ja nopeampia leikkuutyökaluja. Poista mahdollisuuksien mukaan kaikki ominaisuudet, jotka vaativat erikoistyökaluja tai useita asennuksia.
- Materiaalin vaihto – Vapaasti työstettävät seokset, kuten 303-tyyppinen ruostumaton teräs, leikkaavat huomattavasti nopeammin kuin 304-tyyppinen ruostumaton teräs, mikä kompensoi korkeampia materiaalikustannuksia tuotantomääristä riippuen. Alumiini 6061 tarjoaa erinomaisen työstettävyyden alhaisemmillä raaka-ainekustannuksilla kuin useimmat muut vaihtoehdot.
- Toleranssien optimointi – Määrittele tiukat toleranssit ainoastaan siellä, missä toiminnalliset vaatimukset niitä edellyttävät. Standardit ±0,005 tuuman toleranssit eivät lisää kustannuksia; ±0,0005 tuuman toleranssit voivat kaksinkertaistaa työstöaikanne.
- Yhdistä pinnankäsittelyvaatimukset – Useiden eri pinnankäsittelyjen määrittäminen samalle osalle vaatii suojauksen ja lisäkäsittelyä. Valitse mahdollisuuksien mukaan yksi yhteinen pinnankäsittely.
- Strateginen tilaustilavuus – Verkossa saatavat työstötarjoukset paljastavat usein merkittäviä hintaetuja. Pyydä porrastettuja hintoja määristä 1, 10, 50 ja 100 kappaleetta, jotta ymmärrätte kustannuskäyränne.
Toimitusaikatalous
Tarvitsetteko osia nopeasti? Nopeutetut palvelut sisältävät yleensä 25–100 %:n lisämaksun riippuen siitä, kuinka voimakkaasti lyhennätte toimitusaikaa. Mutta milloin tämä lisämaksu on perusteltua?
Harkitkaa nopeutettua toimitusta, kun:
- Tuotantolinjan pysähtyminen aiheuttaa kustannuksia, jotka ylittävät kiireellisyydestä perittävän lisämaksun
- Tuotteen markkinointiin liittyvän määräajan menettäminen vaikuttaa tuloihin
- Suunnittelun validointivaiheen viivästykset estävät useita alapuolisia toimintoja
Toisaalta standardit toimitusajat – yleensä 10–15 arkipäivää – mahdollistavat yleensä sen, että valmistajat voivat ryhmitellä osasi samankaltaisten tilausten kanssa, mikä parantaa niiden tehokkuutta ja sinun hintatasoasi.
Prototyypitys vs. tuotanto: taloudelliset näkökohdat
Siirtyminen prototyypistä tuotantoon edustaa strategista päätöksenhetkeä. Valmistustaloustutkimusten mukaan menetelmä, joka sopii täydellisesti 10 yksikköön, voi olla taloudellisesti tuhoisa 10 000 yksikön tuotannossa.
Prototyypitykseen räätälöity koneistus on ideaalinen vaihtoehto, koska työkalujen sijoituksen vaatimus on vähäinen. Maksat ohjelmoinnista ja käynnistyksestä vain kerran, varidoidaat suunnittelusi ja päättäät sen jälkeen, jatkatko tuotantomääristä CNC-koneistamalla vai siirrytkö valumiseen tai muovaukseen suuremmille erillä.
Modernit verkkopohjaiset tarjouspyyntöjärjestelmät ovat muuttaneet hinnoittelun läpinäkyvyyttä. Lataa CAD-tiedostosi, määritä materiaali ja tarkkuusvaatimukset, ja saat heti tai samana päivänä tarjoukset useilta toimittajilta. Tämä demokratisoi pääsyn kilpailuun perustuviin hintoihin – mutta muista, että alin tarjous ei aina ole paras arvo. Laatujärjestelmät, viestintäreaktiokyky ja ajoissa toimitettujen tilausten historiat ovat yhtä tärkeitä kuin kappalekohtaiset hinnat.
Kustannustekijöiden ymmärtäminen mahdollistaa tuottavat keskustelut mahdollisten toimittajien kanssa. Eri teollisuudenalat kuitenkin asettavat hyvin erilaisia vaatimuksia – mitä soveltuu autoteollisuuden käyttöön, ei välttämättä täytä ilmailu- tai lääketieteellisiä vaatimuksia.
Teollisuuden sovellukset autoteollisuudesta ilmailualalle
Kustannustekijöiden ymmärtäminen auttaa sinua budjetointiin tehokkaasti, mutta tämä on se, mitä monet toimittajat eivät korosta: ala, jolle tuotetta valmistetaan, vaikuttaa perustavanlaatuisesti kaikkiin teollisuuskohtaisen konepuruamisen projektin osa-alueisiin. Sääntelyvaatimukset, materiaalitodistukset ja dokumentointivaatimukset vaihtelevat merkittävästi eri aloilla – ja virheiden tekeminen voi johtaa hylättyihin osiin, kalliiseen uudelleenvalmistukseen tai pahempaan.
Tarkastellaan, miten auto-, ilmailu- ja lääketieteelliset sovellukset vaativat kukin erilaisia lähestymistapoja tarkkuusvalmistukseen.
Autoteollisuuden tarkkuuskomponentit
Autoteollisuus toimii erinomaisen pienillä voittomarginaaleilla ja ei siedä lainkaan tuotantoviiveitä. Kun yksittäinen toimittajaongelma voi pysäyttää koko kokoonpanolinjan 50 000 dollaria tai enemmän minuutissa, laadun tasaisuus muuttuu neuvottelumahdottomaksi vaatimukseksi. Tämä selittää, miksi IATF 16949 -sertifiointi on muodostunut autoteollisuuden toimittajille perusvaatimukseksi.
Yhdysvaltalaisen American Micro Industriesin sertifiointiopas määrittelee IATF 16949 -standardin maailmanlaajaiseksi autoteollisuuden laatumhallintastandardiksi, joka yhdistää ISO 9001 -periaatteet alakohtaisiin vaatimuksiin jatkuvan parantamisen, vikojen ehkäisyn ja tiukkojen toimittajavalvontavaatimusten varmistamiseksi. Valmistajien on osoitettava vankka tuotteen jäljitettävyys ja prosessien hallinta täyttääkseen kelpoisuusvaatimukset.
Tyypillisiä räätälöityä koneistusta vaativia autoteollisuuden komponentteja ovat:
- Alustakokoonpanot – Rakenteelliset komponentit, joissa vaaditaan tarkkaa mitallista hallintaa ajoneuvon tasapainon ja turvallisuusominaisuuksien varmistamiseksi
- Välityskomponentit – Tarkkoja toleransseja vaativat vaihteet, akselit ja koteloit, jotka varmistavat sujuvan voiman siirron ja kestävyyden
- Mukautetut kuormaohut – Kulumakestäviä pronssisia CNC-koneistettuja komponentteja jousitusjärjestelmiin ja ohjauskokoonpanoihin
- Jarrujärjestelmän osat – Turvallisuuskriittisiä komponentteja, joiden mitallinen tarkkuus vaikuttaa suoraan pysähtymissuorituskykyyn
- Moottorin kiinnityskannakkeet – Tarkat liitännät, jotka hallinnoivat värähtelyä ja varmistavat moottorin ja vaihteiston oikean sijoittelun
Mitä erottaa autoteollisuuden valmistusta muista? Tilavuusvaatimukset yhdistettynä laatuvaatimuksiin. Saattaa olla tarpeen 50 000 identtistä tukipalaa vuodessa, joista jokainen täyttää samat tekniset vaatimukset. Levymetallin pistoprosessit ja metallin pistotyövaiheet täydentävät usein kiinnikkeiden valmistukseen tarvittavia konepistotyövaiheita, kun taas alumiinipyöritys tuottaa kevyitä koteloita sähköjärjestelmiin.
Ilmailu- ja lääketieteellisen luokan vaatimukset
Kun komponentit lentävät 10 668 metrin korkeudessa tai implantoidaan ihmisen kehoon, riskitaso nousee dramaattisesti. Sekä ilmailualan CNC-konepistot että lääketieteellinen konepisto jakavat yhden ratkaisevan ominaisuuden: epäonnistuminen ei ole vaihtoehto.
Ilmailuteollisuus
AS9100D-sertifiointi toimii ilmailualan laatustandardina ja perustuu ISO 9001-standardiin lisäten siihen ilmailualaan erityisiä vaatimuksia. Snowline Engineeringn AS9100D-analyysin mukaan tämä sertifiointi korostaa riskienhallintaa, tiukkaa dokumentointia ja tuotteen eheyden valvontaa koko monitasoisessa toimitusketjussa.
AS9100D -kehys käsittää kymmenen erillistä osiota, jotka kattavat kaiken johtamisvaatimuksista jatkuvan parantamisen protokolliin. Tämän sertifikaatin saaminen ja sen ylläpitäminen osoittaa, että tuotantolaitoksella on tarvittava kurinalaisuus ja kyky täyttää vaativat vaatimukset – ei ainoastaan tarkastusten aikana, vaan jokaisen tuotantokerran aikana.
Tyypillisiä ilmailukomponentteja ovat:
- Rakenneosat lentokoneissa – Alumiini- ja titaaniosat, joihin vaaditaan täysi materiaalin jäljitettävyys
- Laskeutumisrenkaan kokoonpanot – Korkean lujuuden teräskomponentit, joiden lämpökäsittelysertifikaatit on dokumentoitu
- Turbiinimoottorin osat – Eksotiikkojen seosten komponentit, jotka on koneistettu erinomaisen tiukkoihin toleransseihin
- Lentohallintamekanismit – Tarkat liitokset, joiden mitallinen tarkkuus vaikuttaa lentokoneen ohjattavuuteen
NADCAP-todistus lisää toimintatapojen erityistason varmistusta. Todistusasiantuntijoiden mukaan tämä ohjelma keskittyy kriittisten prosessien akkreditointiin, kuten lämpökäsittelyyn, kemialliseen käsittelyyn ja tuhottomaan testaukseen – vahvistaen siten valmistajien kykyä suorittaa erikoisprosesseja johdonmukaisesti korkeimmalla mahdollisella tasolla.
Lääketieteellisten laitteiden valmistus
Lääketieteellinen koneistus tuo mukanaan biokompatibilisuusvaatimukset, joita muissa aloissa ei ole. Kun komponentti tulee kosketukseen ihmisnäristä – tai pysyy pysyvästi implantoituna – materiaalin valinta ja pinnankäsittely ovat elämän ja kuoleman kysymyksiä.
ISO 13485 määrittelee laatukehystä lääkintälaitteiden valmistukseen. Alan todistusasiantuntijoiden mukaan tähän todistukseen pyrkivien teollisuustilojen on otettava käyttöön yksityiskohtaiset dokumentointimenettelyt, perusteelliset laatuvarmistukset sekä tehokkaat valitus- ja takaisinottojen käsittelymenettelyt. Jokaisen lääkintälaitteen osan on oltava turvallinen, luotettava ja täysin jäljitettävä.
Yhdysvalloissa voimassa olevat FDA:n säännökset 21 CFR osa 820 (Quality System Regulation) lisäävät Yhdysvalloille ominaisia vaatimuksia. Tämän mukaan lääkintälaitteiden kehitykseen liittyvä tutkimus , suunnittelun hallintaprosessit edellyttävät mahdollisten suunnitteluvirheiden tunnistamista, useiden suunnittelukonseptien luomista sekä suunnittelun tehokkuuden varmentamista ja vahvistamista toistuvien suunnittelutarkastusten avulla.
Yleisiä lääkintälaitteiden koneistussovelluksia ovat:
- Kirurgiset välineet – ruostumattomasta teräksestä ja titaanista valmistetut työkalut, joille vaaditaan erinomaisia pinnanlaatuja ja terävyyden säilyttävyyttä
- Implantoitavat laitteet – biokompatiibeleistä materiaaleista, kuten titaanista, PEEK-muovista ja koboltti-kromiseoksista, koneistettuja komponentteja
- Diagnostiikkalaitteiden koteloita – tarkkoja koteloita herkille elektronisille järjestelmille
- Ortopediset implantit – potilaskohtaisia komponentteja, joille vaaditaan räätälöityjä geometrioita ja dokumentoituja materiaalitodistuksia
Koneistettuja pronssikomponentteja käytetään myös lääkintälaitteissa, joissa kulumisvastus ja antimikrobiset ominaisuudet tarjoavat toiminnallisia etuja.
Miksi sertifikaatit merkitsevät enemmän kuin vain paperityötä
Kuvittele, että saat tarjouksen kahdelta liikkeeltä – yhdeltä sertifioidulta ja toiselta ei-sertifioidulta – ja ei-sertifioidun liikkeen hinta on 20 % edullisempi. Vaikeaa vastata? Harkitse, mitä sertifikaatit todella edustavat: systemaattisia lähestymistapoja viallisten tuotteiden ehkäisemiseen eikä ainoastaan niiden havaitsemiseen tuotannon jälkeen.
Sertifioidut prosessit tarkoittavat dokumentoituja menettelytapoja, kalibroitua laitteistoa, koulutettua henkilökuntaa ja korjaavien toimenpiteiden järjestelmiä, jotka käsittelevät ongelmien juurisyitä. Kun lentokoneen rakenteellinen komponentti vaatii täyden materiaalin jäljitettävyyden valssaussertifikaatista lopputarkastukseen saakka tai kun lääkintälaitteesi vaatii täydellisen tuotantohistorian FDA:n hakemukseen, tuo 20 %:n säästö katoaa epäyhteensopivien osien kustannusten edessä.
Näiden alakohtaisten vaatimusten ymmärtäminen auttaa sinua arvioimaan, voivatko mahdolliset toimittajasi todella täyttää tarpeesi – eivätkä ainoastaan lupaile sitä. Mutta miten itse tuotantoprosessi etenee alkuperäisestä suunnittelustasi valmiisiin komponentteihin?

Kokonaisuudessaan mukautettu koneistusprosessin kulku
Olet oppinut materiaaleista, toleransseista ja teollisuusvaatimuksista. Mutta mitä tapahtuu todellisuudessa, kun lähetät suunnittelutiedostosi? Tässä vaiheessa monet konepajat pitävät asioita epäselvinä – ja tässä vaiheessa ymmärrys siitä, miten CAD-tiedostosta päästään valmiiseen komponenttiin, auttaa sinua asettamaan realistisia odotuksia ja välttämään kalliita yllätyksiä.
CNC-koneistettujen osien tuotantoprosessi noudattaa rakennettua sarjaa toisiinsa liittyviä vaiheita. Jokainen vaihe perustuu edelliseen vaiheeseen, ja minkään vaiheen ohittaminen tai kiirehtiminen lisää laatuongelmien riskiä myöhempinä vaiheina. Käymme läpi tarkasti, mitä tapahtuu taustalla.
Piirustustiedostosta valmiiseen komponenttiin
Mukaan lukien koneistusprosessin asiantuntijat , virheettömän osan valmistaminen tarkoilla mitoilla vaatii harkintaa vaativaa suunnittelua, ammattimaisen insinöörityön ja omistautunutta käsityötä. Tässä on kokonaisuudessaan työnkulku, jota projektisi noudattaa:
- Suunnittelutiedostojen lähettäminen ja alustava tarkastus – Matkasi alkaa, kun lataat CAD-tiedostot (yleensä STEP-, IGES- tai natiivimuotoiset tiedostot) sekä tekniset piirrokset, joissa määritellään kriittiset mitat, toleranssit ja pinnankäsittelyvaatimukset. Insinöörit tarkistavat tiedostosi täydellisyyden ja varmistavat, että kaikki välttämättömät vaatimukset on dokumentoitu.
- Valmistettavuuden suunnittelu (DFM) -analyysi – Tässä vaiheessa kokemukselliset valmistajat tuovat todellista arvoa. Insinöörit arvioivat suunnitteluaasi valmistusrajoitusten kannalta ja tunnistavat ominaisuudet, jotka voivat olla mahdottomia koneistaa, liian kalliita tai alttiita laatuongelmille. Saat palautetta mahdollisista parannuksista – esimerkiksi suuremman kulmasäteen ehdottaminen koneistusajan vähentämiseksi tai materiaalin vaihtoehtoehdoton, joka koneistuu nopeammin ilman suorituskyvyn heikkenemistä.
- Tarjous ja tilauksen vahvistus – DFM-arvioinnin perusteella saat yksityiskohtaisen hinnoittelun, joka kattaa materiaalit, pääasialliset koneistustoimenpiteet, toissijaiset prosessit sekä mahdolliset erityisvaatimukset. Kun tarjous on hyväksytty, tilauksesi siirtyy tuotantoprosessiin.
- Materiaalien hankinta ja valmistelu – Raaka-aine hankitaan soveltuvilla todistuksilla teidän käyttöönne. Valmistuksen asiantuntijoiden mukaan suuria levyjä, sauvoja tai valukappaleita pienennetään koneistukseen sopiviin käsittelyyn soveltuviksi mitoiksi. Tämä valmisteluvaihe varmistaa, että osanne saavat alkunsa oikean kokoisista raakakappaleista – mikä on ratkaisevan tärkeää, sillä virheellisesti valmistettu materiaali aiheuttaa virheitä koko tuotantoprosessin ajan.
- CAM-ohjelmointi – CAM-ohjelmisto muuntaa CAD-mallinne tarkoiksi koneohjeiksi. Ohjelmoijat määrittävät tarkasti, miten työkalut liikkuvat, ja optimoivat työkalureitit tehokkuuden parantamiseksi ilman tarkkuuden vaarantamista. Ajattele tätä monimutkaisena tanssina, jossa jokainen liike täytyy suunnitella huolellisesti.
- Ensisijaiset koneistusoperaatiot – Tässä komponenttisi saa fyysisen muotonsa. Osan geometrian mukaan toimenpiteitä voivat olla esimerkiksi CNC-jyrsintä monimutkaisille kolmiulotteisille piirteille, kääntötyöstö sylinterimäisille osille tai poraus tarkkuusreikien tekemiseen. Nykyaikaiset moniakseliset koneet voivat valmistaa monimutkaiset osat yhdellä asennuksella, mikä vähentää käsittelyä ja mahdollistaa tiukempien toleranssien noudattamisen.
- Toissijaiset toiminnot ja lopputyöt – Alustavan työstön jälkeen osia usein vaaditaan lisäkäsittelyä. Terävien reunojen poisto (deburring) poistaa leikkuutyökalujen aiheuttamat terävät reunat. Pintakäsittelyt, kuten anodointi, pinnoitus tai maalaus, tarjoavat korroosiosuojan ja parantavat ulkoasua. Lämmökäsittelyä voidaan käyttää, jotta saavutetaan tietty kovuusvaatimus.
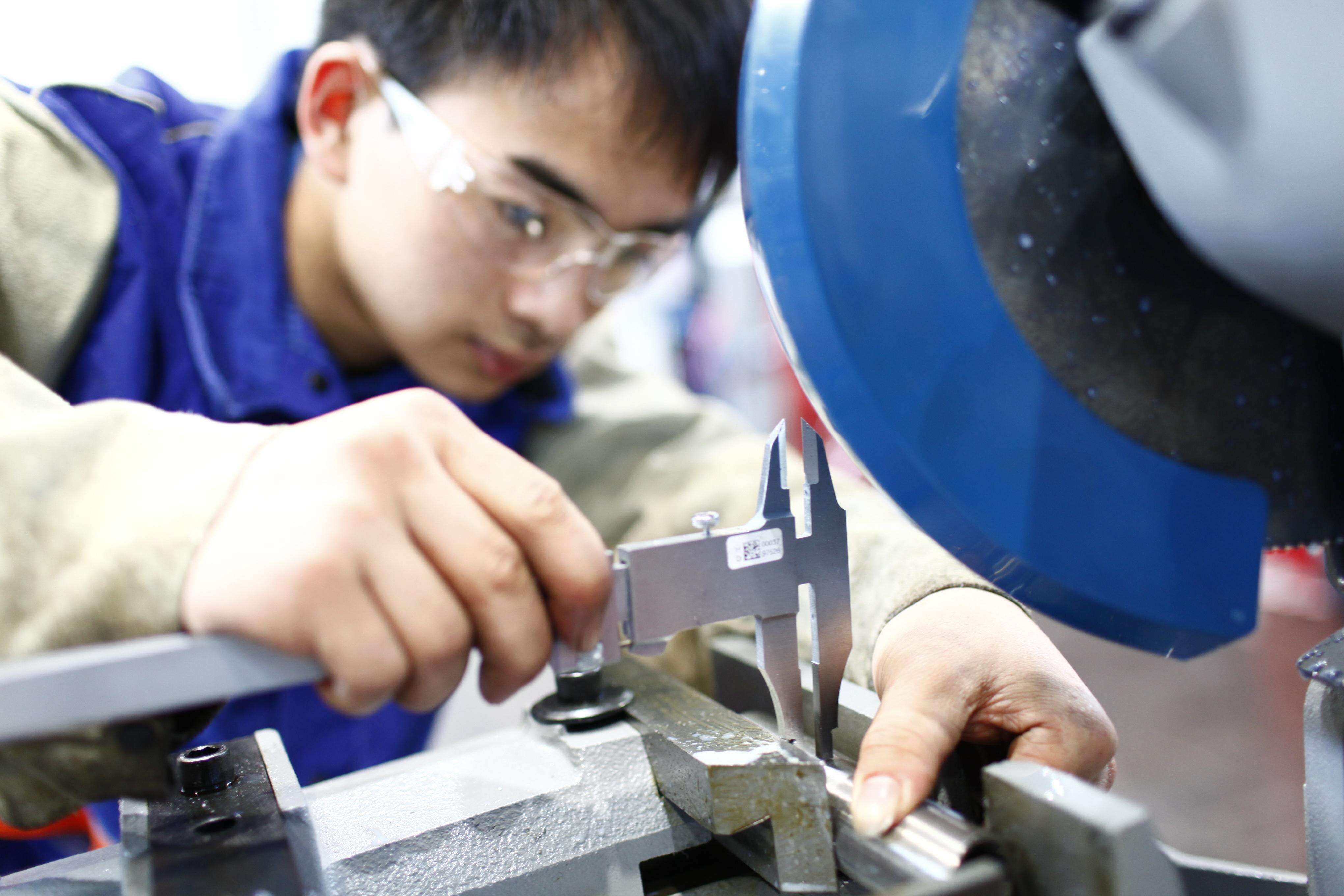
- Lopullinen tarkastus ja dokumentointi – Ennen lähettämistä mitallinen tarkastus varmistaa, että kaikki vaatimukset täyttyvät. Mittanauhat, mikromitit tai koordinaattimittakoneet (CMM) varmistavat, että osat ovat määritettyjen toleranssien sisällä. Laatukontrolli takaa, että jokainen komponentti täyttää tarkan valmistuksen lupauksen.
- Pakkaus ja toimitus – Hyväksytyt osat pakataan huolellisesti vaurioiden estämiseksi kuljetuksen aikana ja toimitetaan määritellyn aikataulun mukaisesti.
Laatutarkastuspisteet tuotantoprosessin aikana
Tässä on se, mikä erottaa ammattimaiset toiminnot niistä liikoista, jotka vain valmistavat osia: laatu ei ole pelkästään lopputarkastusta – se on sisällytetty jokaiseen tuotantoprosessin vaiheeseen. Tilastollinen prosessin ohjaus (SPC) on keskeisessä asemassa tuotannon tasaisuuden seurannassa ja poikkeamien havaitsemisessa ennen kuin ne johtaisivat viallisten osien tuotantoon.
Koneistuksen aikana työntekijät seuraavat jatkuvasti työkalujen kulumista, jäähdytysnesteiden virtausta ja mittojen tarkkuutta. Valmistusprosessien tutkimusten mukaan automaatio on tärkeää, mutta ihmisen asiantuntemus säilyy edelleen olennaisena sopeutumisessa odottamattomiin haasteisiin. Taitava koneistaja tunnistaa, milloin työkalu lähestyy kulumisrajojaan ennen kuin se vaikuttaa osan laatuun.
Kontrollikartat seuraavat kriittisiä mittoja reaaliajassa. Kun mittaukset suuntautuvat kohti kontrollirajoja – vaikka ne olisivatkin edelleen määritellyn tarkkuusalueen sisällä – käyttäjät ryhtyvät korjaaviin toimiin. Tämä ennakoiva lähestymistapa estää virheiden syntyminen eikä ainoastaan havaitse niitä tuotannon jälkeen.
Akryylipohjaisten CNC-koneistusten ja muiden erikoismateriaalien kohdalla on otettava huomioon lisätekijöitä. Termoplastit vaativat huolellista huomiota leikkausnopeuksiin ja jäähdytteen käyttöön, jotta sulaminen tai pinnan vaurioituminen voidaan estää. Luotettava akryyli-CNC-palvelu noudattaa näille lämpöherkillisille materiaaleille erityisiä protokollia.
Materiaalin jäljitettävyys ulottuu koko prosessin läpi. Alkaen valssaussertifikaateista ja päättyen lopullisiin tarkastusraportteihin dokumentointi muodostaa katkeamaton ketjun, joka yhdistää valmiit osat niiden raaka-aineiden alkuperään – mikä on välttämätöntä ilmailu-, lääketieteellisissä ja autoteollisuuden sovelluksissa, joissa täysi jäljitettävyys on pakollinen.
Nopea prototyypitys ja tuotannon laajentaminen
Miten nykyaikaiset tuotantolaitokset voivat toimittaa prototyyppejä jo yhden työpäivän sisällä säilyttäen samalla laatuvaatimukset? Vastaus piilee sujuvoitetuissa työnkulussa ja erityisesti nopeaan reagointiin suunnatuissa toimintakyvyissä.
Nopean prototyypinvalmistuksen asiantuntijoiden mukaan perinteiset prototyypinvalmistusmenetelmät vaativat usein viikkoja tai jopa kuukausia. Nopeilla prototyypinvalmistusmenetelmillä osia voidaan valmistaa muutamassa tunnissa tai päivässä – merkittävä parannus, joka kiihdyttää tuotekehityksen kierroksia.
Nylonin, delrinin ja muiden insinöörimuovien koneistamiseen nopea toimitusaika on erityisen saavutettavissa, koska nämä materiaalit koneistuvat nopeasti standardityökaluilla. Metalliprototyypit voivat vaatia hieman pidempiä aikoja riippuen niiden monimutkaisuudesta, mutta kokemukselliset tuotantolaitokset voivat silti tarjota huomattavan nopeita tuloksia, kun aikataulunne vaatii sitä.
Oikea taikuus tapahtuu siirtyessä prototyypistä sarjatuotantoon. Tällaisia laitoksia kuin Shaoyi Metal Technology näyttää, kuinka tämä siirtyminen toimii saumattomasti. IATF 16949 -sertifiointinsa ja tiukkojen tilastollisen prosessin ohjauksen (SPC) protokolliensa ansiosta he varmistavat johdonmukaisen laadun, olipa kyseessä viisi prototyyppiyksikköä tai viisituhatta tuotantokomponenttia. Heidän kykynsä tarjota nopeita toimitusaikoja – kiireellisille prototyypeille jo yhden työpäivän sisällä – ei vaaranna tarkkuutta, joka vaaditaan monimutkaisiin alustakokoonpanoihin tai erikoismetallipaloihin.
Mitä tämän skaalautuvuuden mahdollistaa? Useat tekijät yhdistyvät:
- Standardoidut prosessit jotka toimivat samalla tavalla millä tahansa tuotantomäärällä
- Joustava laitteistokapasiteetti mahdollistaen nopean reagoinnin muuttuviin vaatimuksiin
- Dokumentoidut menettelyt varmistaen johdonmukaisuuden riippumatta siitä, mikä operaattori tai kone valmistaa osasi
- Laadukkaat järjestelmät jotka kasvavat suhteessa tuotantomäärään
Ymmärtämällä tämä koko prosessikulku – alkaen alkuperäisen tiedoston lähettämisestä aina pakattuun toimitukseen saakka – olet paremmassa asemassa esittääkseen oikeat kysymykset arvioidessasi mahdollisia valmistusyhteistyökumppaneita. Tämä johtaa keskeiseen päätökseen: kuinka valitset oikean työpajan tiettyihin vaatimuksiisi?
Miten valita oikea räätälöityjä koneistuspalveluita tarjoava yhteistyökumppani
Olet käynyt läpi koko matkan – alkaen CNC-prosesseista ja materiaaleista, toleranssivaatimuksista ja alaan erityisesti soveltuvista standardeista. Nyt koittaa päätös, joka määrittää, onnistuuko hanke vai muodostuuko siitä kallis opitun kokemuksen lähde: oikean valmistusyhteistyökumppanin valinta. Hakutermit "cnc-koneistus lähellä minua" tai "cnc-työpaja lähellä minua" tuottavat kymmeniä vaihtoehtoja, mutta miten erotat todella kyvykkäät valmistustilat niistä, jotka vain lupaisivat sinulle sitä, mitä haluat kuulla?
3ERP:n toimittajavalintaa koskevan oppaan mukaan CNC-koneistuspalvelun valinta vaatii enemmän kuin vain hintojen vertailua. Siihen kuuluu kattava arviointi kokemuksesta, laitteistoista, materiaalien saatavuudesta, sertifikaateista, toimitusaikoista ja viestintätehokkuudesta. Tarkastellaan tarkemmin, mitä tulisi etsiä – ja mitä pitäisi saada sinut juoksemaan vastakkaiseen suuntaan.
Arvioitavat olennaiset kyvykkyydet
Kun arvioit mahdollisia kumppaneita, olipa kyseessä sitten paikallisista "CNC-palveluista lähelläni" tai ulkomaisista toimittajista, käytä tätä kattavaa tarkistuslistaa heidän todellisten kyvykkyyksiensä arvioimiseen:
- Asiaankuuluvat teollisuuden sertifikaatit – ISO 9001 toimii laadunhallintajärjestelmien perustana. Autoteollisuuden sovelluksissa IATF 16949 -sertifiointi on välttämätön – se osoittaa systemaattisia lähestymistapoja vikojen ehkäisemiseen ja jatkuvan parantamisen edistämiseen. Ilmailuprojekteihin vaaditaan AS9100D -sertifiointia. Sertifiointiasiantuntijoiden mukaan nämä eivät ole pelkästään kauniita tunnuksia – ne ovat takuu siitä, että yritys on suorittanut tiukat tarkastukset todistaakseen osaamisensa.
- Laitteistokapasiteetit ja -valikoima – Palvelu, jolla on monipuolinen ja korkeateknologinen koneistuslaitteisto, pystyy käsittelemään laajaa projektivalikoimaa. Kysy erityisesti 3-akselisista, 4-akselisista ja 5-akselisista CNC-koneistuskeskuksista. Voivatko he suorittaa sekä poraus- että kääntötyöt? Onko heillä EDM-kykyä kovennettujen materiaalien koneistukseen? Laitteiston monipuolisuus ja laatu voivat ratkaista projektisi onnistumisen tai epäonnistumisen.
- Laadunvalvontajärjestelmät – Katso yli sertifikaatit ymmärtääksesi heidän todelliset tarkastusprosessinsa. Käyttävätkö he tilastollista prosessinvalvontaa (SPC) tuotannon tasaisuuden seuraamiseen? Mitä mittauslaitteita he käyttävät – mittakalvoja, koordinaattimittakoneita (CMM) vai optisia vertailulaitteita? Vahva laadunvalvonta tarkoittaa säännöllisiä tarkastuksia tuotannon aikana, ei ainoastaan lopputarkastusta ennen lähettämistä.
- Materiaalien hankinta ja asiantuntemus – Ei kaikki paikallisesti sijaitsevat konepajat pysty tarjoamaan juuri sinun vaatimiasi materiaaleja. Kysy, voivatko he hankkia helposti sinun määrittelemäsi seokset tai tekniset muovit. Materiaalien hankinnan viivästykset voivat merkittävästi pidentää toimitusaikoja ja nostaa kustannuksia.
- Toimitusaikaluotettavuus – Tyypillisten käsittelyaikojen ymmärtäminen on ratkaisevan tärkeää. Alan tutkimusten mukaan pidennetyt toimitusajat voivat pysäyttää projektit ja aiheuttaa taloudellisia tappioita. Kysy nopeutettuja vaihtoehtoja kiireellisiin tarpeisiin – ja pyydä viitteitä, joilla voit varmistaa heidän aikataulussa tapahtuvan toimituksen historiansa.
- Viestinnän nopeus – Tehokas viestintäprosessi tarkoittaa, että toimija voi nopeasti vastata kysymyksiisi, pitää sinut ajan tasalla edistymisestä ja korjata mahdolliset ongelmat nopeasti. Etsi palveluita, jotka tarjoavat läpinäkyviä viestintäkanavia ja säännöllisiä edistymistiedotteita.
- Skaalautuvuus – Voivatko he hoitaa nykyiset prototyyppitarpeesi ja laajentua tuotantovolyymeihin myöhemmin? Kumppani, joka sopeutuu kasvavaan kysyntään, varmistaa, ettei tuleva kasvusi hidastu kapasiteettirajoitusten vuoksi.
- Tekninen osaaminen – Mukaan lukien toimittajien arviointiasiantuntijat , tekniset kyvykkyydet ulottuvat koneiden käytön yli. Arvioi heidän kykyään ymmärtää monimutkaisia suunnitelmia, käyttää CAD/CAM-ohjelmistoja ja antaa merkityksellistä DFM-palautetta.
Esimerkiksi tilat, kuten Shaoyi Metal Technology näyttävät, miltä kattavat kyvykkyydet näyttävät käytännössä. Heidän IATF 16949 -sertifikaattinsa, tiukka SPC-laatusäätö ja kyky toimittaa tuotteita jo yhden työpäivän sisällä tekevät heistä vahvan ehdokkaan autoteollisuuden koneistusprojekteihin – monimutkaisista alustakokonaisuuksista tarkkuusmetallipaloihin. Tämä yhdistelmä sertifikaateista, laatujärjestelmistä ja nopeasta toimituksesta edustaa standardia, jota pitäisi odottaa vakavasti otettavilta valmistusyhteistyökumppaneilta.
Varoitusmerkit toimittajien arvioinnissa
Tietäminen, mitä etsiä, on vain puoli taistelua. Varoitusmerkkien tunnistaminen arviointiprosessin aikana voi säästää sinut kalliista virheistä myöhemmin. Seuraa näitä varoitusmerkkejä etsiessäsi paikallisista konepajoista tai koneistusliikkeistä läheltä:
- Epämääräiset tai puuttuvat sertifikaatit – Jos kauppa väittää olevansa "laatukeskeinen", mutta ei pysty esittämään ajantasaisia sertifiointiasiakirjoja, toimi erityisen varovaisesti. Lailliset sertifikaatit edellyttävät vuosittaisia tarkastuksia ja jatkuvaa noudattamista – pyytää sertifikaatteja on täysin perusteltua.
- Viivyttelevyys viitteiden antamisessa – Vakiintuneet CNC-konepajat lähellä minua tulisi tarjota asiakasviitteitä tai tapaustutkimuksia ilman vaikeuksia. Epävarmuus viittaa joko rajalliseen kokemukseen tai tyytymättömiin aiempiin asiakkaisiin.
- Epätavallisen alhaiset tarjoukset – Alan asiantuntijoiden mukaan halvin vaihtoehto ei aina ole paras – laatua ei saa koskaan uhraa kustannusten takia. Tarjoukset, jotka ovat huomattavasti alhaisemmat kuin kilpailijoiden, viittaavat usein materiaalien, tarkastusten tai dokumentoinnin laadun heikentämiseen.
- Huono viestintä tarjousvaiheessa – Jos toimittaja vaikeuttaa nopeaa vastaamista myynnin aikana – kun he ovat motivoituneita vaikuttelemaan sinuun hyvin – kuvittele, kuinka viestintä heikkenee, kun he ovat saaneet tilauksesi.
- Ei DFM-palautea – Kauppa, joka ainoastaan lainaa suunnittelutasi ilman mitään valmistettavuuteen liittyviä ehdotuksia, joko puuttuu teknistä syvyyttä tai ei välitä projektisi onnistumisesta.
- Haluttomuus keskustella laatuprosesseista – Ammattimaiset tuotantolaitokset ovat ylpeitä laatuun liittyvistä järjestelmistään. Välttelevät vastaukset tarkastusmenetelmiin, kalibrointiaikatauluihin tai korjaavien toimenpiteiden menettelyihin viittaavat riittämättömiin valvontatoimiin.
- Epäselvät hinnoittelurakenteet – Piilotetut maksut esimerkiksi asennuksesta, ohjelmoinnista tai nopeutetusta toimituksesta on ilmoitettava etukäteen. Toimittajat, jotka piilottavat kustannukset pienellä fontilla, aiheuttavat budjettiyllätyksiä, jotka vahingoittavat pitkäaikaisia suhteita.
- Ei todisteita jatkuvasta parantamisesta – Valmistusalan asiantuntijoiden mukaan jatkuvaa parantamista harjoittavat palvelut analysoivat ja optimoivat säännöllisesti prosessejaan. Kysy, mitä parannuksia he ovat toteuttaneet viime aikoina – jatkuvat investoinnit osoittavat sitoutunutta kumppania.
Teemme Lopullisen Päätöksen
Arvioi useita vaihtoehtoja—oli sitten räätälöityjä konepistopalveluja tarjoava yritys tai pienempiä erikoistuneita liikkeitä—ja tiivistä löydökset systemaattisella lähestymistavalla:
| Arviointikriteerit | Paino | Mitä tarkistetaan |
|---|---|---|
| Asiaankuuluvat sertifikaatit | Korkea | Pyydä nykyisten todistusten kopioita; tarkista auditointipäivämäärät |
| Laitteistokapasiteetit | Korkea | Tarkista, vastaavatko heidän koneensa osiasi koskevia vaatimuksia |
| Laadunvalvontajärjestelmät | Korkea | Pyydä prosessikyvyn tietoja samankaltaisista osista |
| Toimitusaikojen historiatiedot | Keski-Suuri | Pyydä ajoissa toimitettujen tilausten tilastotietoja; tarkista viitteet |
| Viestinnän nopeus | Keskikoko | Arvioi heidän vastausaikojaan tarjouspyyntöprosessin aikana |
| Hinnanläpinäkyvyys | Keskikoko | Vertaa yksityiskohtaisia tarjouksia; kysy mahdollisista lisämaksuista |
| Laajentamismahdollisuudet | Keskikoko | Keskustele tulevista volyymiskuvioista; arvioi kapasiteetin joustavuutta |
Muistайте, että hyvä kumppanuus ulottuu nykyisten tarpeiden täyttämisen yli. Toimittajien valintaa koskevien asiantuntijoiden mukaan valitsemanne kumppani tulisi myös osoittaa kykynsä täyttää yrityksenne tulevaisuuden vaatimukset, kasvaa yrityksenne mukana ja parantaa jatkuvasti palveluaan. Oikea räätälöityjä konepitoja tuottava kumppani muodostuu strategiseksi varallisuudeksi – ei pelkästään toimittajaksi, joka täyttää ostotilauksia.
Aloittakaa mahdollisuuksien mukaan pienellä testitilauksella. Tämä vahvistaa heidän kykyjensä, viestintänsä ja toimitussuorituksensa ennen kuin teette suurempia tilauksia. Vaikka vaikutelmaltaan vaikutusvaltainen tehdastouru tai kykyjen esittely eivät voi korvata todellista tuotantokokemusta teidän erityisvaatimuksienne kanssa.
Sijoituksesi huolelliseen toimittajien tarkastukseen tuottaa tulosta koko tuotteen elinkaaren ajan. Oikea kumppani tarjoaa johdonmukaista laatua, noudattaa aikataulua luotettavasti ja kommunikoi aktiivisesti, kun ongelmia ilmenee. Tässä on ero välillä tavallisesta toimittajasta ja valmistusyhteistyökumppanista, joka todella edistää sinun menestystäsi.
Usein kysytyt kysymykset räätälöidystä koneistuksesta
1. Mikä on CNC-koneen tuntihinta?
CNC-koneistuksen tuntihinnat vaihtelevat yleensä 25–120 dollaria tuntia kohti riippuen käytetystä koneesta ja työn monimutkaisuudesta. 3-akseliset koneet maksavat yleensä 25–50 dollaria tuntia kohti, kun taas 5-akseliset koneet ja erikoislaitteet, kuten EDM-koneet, ovat kalliimpia: niiden tuntihinnat ovat 75–120 dollaria tuntia kohti. Hintoja vaikuttavat tekijät ovat muun muassa materiaalin kovuus, tarkkuusvaatimukset ja sijaintipaikka. Sertifioitujen laitosten, jotka noudattavat IATF 16949 -tai AS9100D-standardia, hinnat voivat olla korkeammat, mutta ne sisältävät kattavan laadunvalvonnan ja dokumentoinnin.
2. Mikä on ero CNC-koneistuksen ja perinteisen koneistuksen välillä?
Perinteinen koneistus vaatii työntekijän manuaalista ohjausta työkaluilla, kun taas CNC-koneistus perustuu tietokoneohjattuun automaatioon prosessin ajamiseksi. CNC tarjoaa paremman toistettavuuden toleransseilla jopa ±0,0001 tuumaa, nopeammat tuotantonopeudet ja mahdollisuuden tuottaa monimutkaisia kolmiulotteisia geometrioita, joita ei voida valmistaa manuaalisilla menetelmillä. CNC mahdollistaa myös ylläpitämättömän toiminnan ja tilastollisen prosessin valvonnan (SPC), mikä tekee siitä ideaalin tarkkuuskomponenttien valmistukseen auto-, ilmailu- ja lääketieteellisissä sovelluksissa.
3. Milloin tulisi valita räätälöity koneistus 3D-tulostuksen tai suurtehoinen muovinvalumuodon sijaan?
Valitse erikoiskoneistus, kun tarvitset täyden materiaalin lujuuden ilman kerrosten liitosten heikkouksia, tarkkoja toleransseja, joita 3D-tulostimet eivät saavuta, tai materiaalivaihtoehtoja kuten kovennettuja teräksiä ja eksotisia seoksia. CNC-soveltuvuus on erinomainen prototyyppien valmistukseen ja keskitasoiselle tuotantomäärälle (1–5 000 yksikköä), jolloin muovin ruiskutusmuottien kustannukset eivät ole perusteltavissa. Lopullisesti suunnitelluille tuotteille ja tuotantomääristä yli 5 000 yksikköä ruiskutusmuovaus tai painevalumuotti tarjoavat yleensä alhaisemmat kustannukset yksikköä kohden, vaikka alustavat muottikustannukset ovatkin korkeammat.
4. Mitkä sertifikaatit erikoiskoneistustarjoajalla tulisi olla?
Välttämättömät sertifikaatit riippuvat teollisuusalastasi. ISO 9001 toimii perustana laadunhallintajärjestelmille. Autoteollisuuden sovelluksissa vaaditaan IATF 16949 -sertifikaattia, joka edellyttää viallisten tuotteiden ehkäisemistä ja toimittajien valvontaa. Ilmailuprojekteissa vaaditaan AS9100D -sertifikaattia, joka sisältää riskienhallintaprotokollat. Lääkintälaitteiden valmistukseen vaaditaan ISO 13485 -sertifikaattia sekä noudattamista Yhdysvaltojen elintarvike- ja lääkeviraston (FDA) 21 CFR osan 820 määräyksiin. Tehtaat, kuten Shaoyi Metal Technology, joilla on IATF 16949 -sertifikaatti ja SPC-laatusäätö, osoittavat järjestelmällisen lähestymistavan, joka vaaditaan vaativiin sovelluksiin.
5. Kuinka voin vähentää erikoiskoneistuskustannuksia tekemättä luopumista laadusta?
Optimoi kustannukset valmistettavuuden suunnittelun avulla määrittämällä kulmaradiukset vähintään kolmasosa kammion syvyydestä nopeampaa leikkausta varten. Käytä tiukkoja toleransseja ainoastaan siellä, missä toiminnalliset vaatimukset niitä edellyttävät – standarditoleranssit ±0,005 tuumaa eivät lisää kustannuksia, kun taas ±0,0005 tuuman toleranssit lisäävät kustannuksia 40–75 prosenttia. Harkitse helposti koneistettavia seoksia, kuten ruostumatonta terästä 303 tai alumiinia 6061. Yhdistä pinnankäsittelyvaatimukset minimoidaksesi peittelytarpeen. Pyydä hinnastoja useilla eri tilausmäärillä ymmärtääksesi kustannuskäyrän ja tunnistaksesi optimaaliset tilauskoot.