 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

CNC-työpajan ja -palvelun salaisuudet: Mitä kukaan ei kerro ensikertalaisille ostajille

Mitä CNC-pajalla ja -palvelulla tarkoitetaan todellisuudessa
Oletko koskaan kävellyt ohi valmistustehdasrakennuksen ja miettinyt, mitä siellä todellisuudessa tapahtuu? Kun kuulet ilmaisua "CNC-paja ja -palvelu", saatat kuvitella rivejä mysteerimäisiä koneita, jotka surisevat hiljaa – mutta mitä se todellisuudessa tarkoittaa jollekin, joka tarvitsee osia valmistettavaksi?
Tässä on suora vastaus: CNC-paja on erikoistunut laitos, joka käyttää tietokoneohjattuja koneita tarkkuuskomponenttien valmistamiseen raaka-aineista, kuten metallista , muovista tai komposiiteista. "Palvelu"-osa ulottuu paljon pidemmälle kuin pelkkä materiaalin leikkaaminen – se kattaa kaiken muusta mukautetusta koneistuksesta ja prototyyppivalmistuksesta aina laitteiston huoltoon, korjaukseen, kalibrointiin ja jopa käyttäjäkoulutukseen.
Mikä tekee CNC-pajan erilaiseksi yleisestä valmistuksesta
Ajattele yleistä valmistustilaa tavaratalona – se hoitaa laajan kirjon tuotantotarpeita. CNC-työpaja puolestaan on enemmän kuin erikoisliike, joka keskittyy kokonaan tarkkuuskonaukseen.
Ydinero? Tietokoneohjattu numeerinen ohjaus (CNC). Toisin kuin perinteinen koneistus, jossa jokainen leikkaus vaatii manuaalista toimintaa, CNC-koneet noudattavat ohjelmoituja ohjeita automatisoidakseen leikkaus-, poraus-, jyrsintä- ja kääntötoiminnot. Mukaan lukien Kremin Inc. , tämä automaatio takaa "paremman laadun, toistettavuuden ja kustannustehokkuuden", mitä manuaaliset prosessit eivät yksinkertaisesti pysty saavuttamaan.
CNC-valmistus lähellä minua -hakusanat johtavat usein näihin erikoistuneisiin tiloihin, koska ne tarjoavat jotain, mitä yleiset valmistajat yleensä eivät pysty: toleranssit mikrometreissä (eli yksi tuhannesosa millimetristä) ja kyvyn tuottaa identtisiä osia toistuvasti ilman vaihtelua.
Koko CNC-palveluiden valikoima selitetty
Kun etsit valmistusliikkeitä läheltä, ymmärtäminen koko saatavilla olevien palveluiden laajuudesta auttaa sinua esittämään oikeat kysymykset. Nykyaikaiset CNC-työpajat tarjoavat yleensä paljon enemmän kuin peruskonetyönnän.
Peruskonetyönpalvelut:
- CNC-mylly - Käyttää pyörivää leikkaustyökalua materiaalin poistamiseen, mikä sopii erinomaisesti monimutkaisille muodoille ja tasaisille pinnoille
- CNC-kierretyö/sorvaus - Pyörittää työkappaleita vasten leikkaustyökaluja, mikä on täydellistä lieriömäisille komponenteille
- Moniakselityöstö - Viisiakseliset koneet luovat erinomaisen monimutkaisia geometrioita yhdellä asennuksella, mikä vähentää tuotantoaikaa
- Sähköisen laskutusmallin (EDM) käyttö - Luo monimutkaisia muotoja ja tarkkoja yksityiskohtia, joita on vaikea saavuttaa perinteisillä leikkausmenetelmillä
Suunnittelun ja kehityksen palvelut:
- CAD/CAM-tuki - Tietokoneella luotujen suunnittelutiedostojen vastaanotto ja käsittely
- Prototyyppikehitys - Rakentaminen pieninä määrinä testausta varten ennen täysimittaisen tuotannon aloittamista
- Käänteissuunnittelu - Olemassa olevien osien kopioiminen, kun alkuperäisiä suunnitelmia ei ole saatavilla
- Suunnittelun tuki - Osien optimointi valmistettavuuden ja kustannustehokkuuden parantamiseksi
Pinnankäsittely ja jälkikäsittelyoperaatiot:
- Pintakäsittely - Anodointi, sähkökromaus, maalaus ja jauhepinnoitus
- Lämpökäsittely - Jännitysten poisto, kovettaminen ja pehmentäminen
- Laadun tarkastus - Koordinaattimittakoneen (CMM) avulla tehtävä tarkastus ja dokumentointi
- Kokoonpanopalvelut - Useiden komponenttien yhdistäminen valmiiksi kokoonpanoiksi
Näyttää monimutkaiselta? Niin se voi olla – mutta juuri siksi luotettavat CNC-työpajat käyttävät ammattimaisia asiantuntijoita, kuten CNC-ohjelmoijia, koneistajia, laadunvalvontaan erikoistuneita asiantuntijoita ja insinöörejä, jotka kääntävät projektin vaatimukset valmiiksi osiksi. Ensimmäisen kerran ostavan henkilön ei tarvitse ymmärtää kaikkia teknisiä yksityiskohtia. Riittää, että tiedät: laadukas CNC-palvelukumppani ohjaa sinua prosessin läpi ja suosittelee oikeaa ratkaisua juuri sinun sovellukseesi.

Tekniset standardit ja sertifikaatit selitettyinä
Olet löytänyt CNC-kone lähellä minua tämä vaikuttaa lupaavalta. Heidän verkkosivuillaan näkyy vaikutusvaltaisia sertifiointi-merkkejä – ISO 9001, AS9100D ja IATF 16949. Mutta mitä nämä lyhenteet todella tarkoittavat teidän projektinne kannalta? Ja kun työkonepaja ilmoittaa toleransseiksi ±0,001 tuumaa, pitäisikö teidän olla vaikututtuja vai huolissasi?
Katsotaan tarkemmin teknistä sanastoa ja selitetään, mitä nämä määrittelyt todella tarkoittavat teidän osiennne kannalta.
Toleranssimäärittelyjen ymmärtäminen yksinkertaisella kielellä
Kuvitellaan, että tarvitset akselia, joka sopii täydellisesti laakeriin. Jos akseli on liian suuri, se ei mahdu sisään. Jos se on liian pieni, se heiluu. Toleranssi määrittelee tarkalleen, kuinka paljon mitasta saa poiketa ideaalisesta arvosta.
Näin toleranssit toimivat käytännössä:
- Yleiset toleranssit (±0,005" tai ±0,127 mm) - Soveltuvat useimpiin yleiskäyttöisiin osiin, joissa tarkka istuvuus ei ole ratkaiseva tekijä. Ajattele esimerkiksi kiinnikkeitä, koteloita tai koristeosia.
- Tarkat toleranssit (±0,001"–±0,002" tai ±0,025 mm–±0,05 mm) - Vaaditaan, kun osien on istuttava tarkasti yhteen. Yleistä mekaanisissa kokoonpanoissa, hammaspyörissä ja toiminnallisissa komponenteissa.
- Ultra-tarkat toleranssit (±0,0005 tuumaa eli ±0,0127 mm tai tiukemmat) - Varattu ilmailuun, lääketieteellisiin laitteisiin ja optisiin sovelluksiin, joissa mikroskooppiset poikkeamat ovat merkityksellisiä.
Miksi tämä on sinulle tärkeää? Tiukemmat toleranssit vaativat kehittyneempiä laitteita, hitaampia koneistusnopeuksia ja lisälaatutarkastuksia – kaikki tämä lisää kustannuksia. Luotettava konepaja Baton Rougessa tai muualla tulisi auttaa sinua määrittämään todellinen tarpeellinen toleranssi eikä oletusarvoisesti valita tiukinta (ja kalleinta) vaihtoehtoa.
Kun keskustelet hankkeistasi mahdollisten konepajojen kanssa, esitä yksinkertainen kysymys: "Minkä toleranssin voitte pitää johdonmukaisesti, ja miten te varmistatte sen?" Laadukkaat laitokset käyttävät koordinaattimitattavia koneita (CMM) ja tilastollisia prosessienhallintamenetelmiä ulottuvuuksien varmistamiseen – ei pelkästään visuaalista tarkastusta.
Mitä teollisuuden sertifikaatit todella tarkoittavat hankkeellesi
Sertifiointimerkit eivät ole pelkästään markkinointikoristeita. Ne edustavat todennettuja järjestelmiä virheiden ehkäisemiseksi, laadun seurantaan ja prosessien jatkuvaa parantamista varten. Kuitenkin jokaisella sertifiointityypillä on eri tarkoitus.
Qimtekin mukaan ISO 9001 on "todennäköisesti yleisin valmistusalan standardi" ja "vaatii yritykset omaksumaan prosessipohjaisen metodologian sekä tutkimaan tarkasti kaikki virheet heti niiden ilmetessä."
Tässä on mitä kunkin tärkeimmän sertifiointityypin käytännön merkitys on:
| Sertifiointi | Mitä se kattaa | Palveletut teollisuudenalat | Tärkeimmät vaatimukset |
|---|---|---|---|
| ISO 9001 | Yleiset laadunhallintajärjestelmät | Kaikki teollisuudenalat – perustava standardi | Dokumentoidut prosessit, virheanalyysi, asiakaspalautejärjestelmät, jatkuvan parantamisen toteuttaminen |
| AS9100D | Ilmailualan laadunhallinta | Ilmailu-, avaruus- ja puolustusteollisuuden komponentit | ISO 9001 -vaatimukset lisättynä turvallisuusprotokollalla, jäljitettävyydellä, säännöllisillä tarkastuksilla ja riskienhallinnalla |
| IATF 16949 | Automaatiteollisuuden laadunhallinta | Autoteollisuuden toimitusketjun valmistajat | ISO 9001 -vaatimukset lisättynä viallisten tuotteiden ehkäisyllä, tilastollisella prosessin ohjauksella (SPC), PPAP-dokumentoinnilla ja FMEA-analyysillä |
| ISO 13485 | Lääkintälaitteiden laatum hallintajärjestelmä | Lääkinnälliset ja terveydenhuollon laitteet | Täydellinen jäljitettävyys, suunnittelun valvonta, riskienhallinta ja sääntelyvaatimusten noudattaminen |
Tärkeä seikka, jonka monet ostajat jättävät huomiotta: IATF 16949 perustuu ISO 9001 -standardiin lisäten siihen autoteollisuudelle ominaisia vaatimuksia. Kuten NSF selittää: "IATF 16949 -sertifiointia ei voida saavuttaa ilman, että ISO 9001 -vaatimukset täyttyvät." Tämä tarkoittaa, että IATF-sertifioitu tehdas on jo osoittanut yleisen laatuosaamisensa ennen autoteollisuudelle erityisten menettelyjen ottamista käyttöön.
Erityisesti autoteollisuuden sovelluksissa IATF 16949 vaatii tehtaita käyttävän erikoistyökaluja, mukaan lukien:
- Tilastollinen prosessien hallinta (SPC) - Työstöprosessien reaaliaikainen seuranta virheiden havaitsemiseksi ennen kuin ne muodostuvat puutteiksi
- Vianmahdollisuudet ja niiden vaikutukset -analyysi (FMEA) - Järjestelmällinen tunnistaminen siitä, mitä voi mennä pieleen ja miten sitä voidaan estää
- Tuotteen hyväksymisprosessi (PPAP) - Dokumentoitu todiste siitä, että tehdas pystyy jatkuvasti tuottamaan osia, jotka täyttävät asiakkaan määrittelyt
Mitä tämä tarkoittaa, kun arvioitte valmistusyrityksiä? Jos hankitte osia automaali- tai ajoneuvoalalle, IATF 16949 -sertifioidun tuotantolaitoksen käyttö ei ole vaihtoehto – se on todennäköisesti asiakkaan vaatimus. Ilmailualalla AS9100D-sertifiointi on samalla tavoin välttämätön. Yleisiin teollisuussovelluksiin ISO 9001 -sertifiointi takaa systemaattisen laatum hallinnan.
Yhteenveto: Älkää vain etsikö sertifikaattimerkkejä. Kysykää mahdollisilta valmistusyrityksiltä, miten heidän sertifiointinsa vaikuttaa juuri teidän erityiseen projektianne – ja kiinnittäkää huomiota niihin, jotka pystyvät selittämään käytännön hyödyt eivätkä vain toistelemaan markkinointikieltä.
Valinta CNC-porauksen, kiertosorvauksen ja EDM-palvelujen välillä
Olette nyt ymmärtäneet tarkkuusvaatimukset ja sertifiointivaatimukset. Mutta tässä on kysymys, joka usein hämmästää ensimmäistä kertaa ostavia: mikä CNC-prosessi tulisi itse asiassa pyytää? Pitäisikö osaa porata vai kiertosorvata? Milloin EDM on järkevä vaihtoehto? Väärän prosessin valitseminen ei ainoastaan tuhlaa rahaa – se voi johtaa osien valmistumiseen, jotka eivät täytä vaatimuksianne.
Hyvä uutinen? Sinun ei tarvitse olla insinööri tehdäksesi viisaaita päätöksiä . Muutaman keskeisen periaatteen ymmärtäminen auttaa sinua esittämään oikeat kysymykset ja arvioimaan suosituksia mistä tahansa lähellä sijaitsevasta CNC-konepajapalvelusta.
Hankkeesi sovittaminen oikeaan CNC-prosessiin
Aloita tarkastelemalla osasi geometriaa. RapidDirectin koneistusvertailuopas kertoo: "Jos osa on pääosin sylinterimäinen, CNC-kierretys toimii hyvin. Monimutkaiset, prismamaiset osat, joissa on muotoja tai lokeroita, kannattaa käsitellä parhaiten CNC-jyrsintäprosessilla."
Tässä on kuvaus siitä, miten jokainen tärkeimmistä prosesseista toimii ja milloin sen valinta on suositeltavaa:
CNC-myllytys: Kuvittele pyörivä leikkuutyökalu liikkuvan paikallaan pysyvän materiaalilohkon pinnalla ja poistavan kerroksia paljastaakseen osasi. Työkappale pysyy paikoillaan, kun taas työkalu liikkuu useiden akselien (X, Y, Z – ja joskus myös lisäakselien) suuntaisesti.
- Paras: Tasaiset pinnat, lokerot, urat, kulmassa olevat rakenteet, monimutkaiset 3D-muodot
- Ajattele: Koteloita, kiinnikkeitä, moottoriosia, mukautettuja levyjä, joissa on useita eri ominaisuuksia
- Etu: Erittäin monikäyttöinen – käsittelee kaikenlaisia tehtäviä, yksinkertaisesta poraamisesta monimutkaisiin muovattuihin muotoihin
CNC-kierros: Kuvittele vastakkainen lähestymistapa. Työkappale pyörii nopeasti, kun paikallaan pysyvä työkalu muokkaa sen pintaa. Tämä tuottaa tehokkaasti pyöreitä ja symmetrisiä osia.
- Paras: Sylinterimäiset osat, akselit, sauvat, palikat, kierreosat
- Ajattele: Pinnit, hihnapyörät, hydrauliset männät, pyörivät akselit, mikä tahansa pyörähdysymmetrinen osa
- Etu: Nopeampi ja kustannustehokkaampi kuin jyrsintä pyöreille osille
Sähköiskumurskaus (EDM): Tässä prosessissa käytetään sähköisiä kipinöitä materiaalin eroosioon eikä leikkaamiseen. Työkalun ja työkappaleen välillä ei ole fyysistä kontaktia, mikä mahdollistaa muotojen valmistamisen, joita ei voida saavuttaa perinteisillä leikkausmenetelmillä.
- Paras: Erittäin kovat materiaalit, monimutkaiset sisäosat, terävät kulmat, ohuet seinämät
- Ajattele: Muotin kammiot muovauskoneisiin, ilmailukomponentit, lääketieteelliset implantit, tarkkuustyökalut
- Etu: Koneistaa kovia materiaaleja, jotka tuhoaisivat perinteiset leikkaustyökalut
Tässä on käytännöllinen vertailu, joka auttaa sinua tekemään päätöksen:
| CNC-KESÄTTYMINEN | Parhaat käyttösovellukset | Typilliset toleranssit | Materiaalinen yhteensopivuus | Rajoitukset |
|---|---|---|---|---|
| CNC-mylly | Prismaattiset osat, monimutkaiset muotoilut, lokit, urat ja monitoimiset komponentit | ±0,001"–±0,005" (±0,025 mm–±0,127 mm) | Alumiini, teräs, titaani, messinki, muovit ja yhdistelmäaineet | Hidas yksinkertaisille sylinterimäisille osille; työkalujen kulumisnopeus kasvaa kovempien metallien kanssa |
| CNC-kierto | Sylinterimäiset osat, akselit, sauvat, kierreosat ja symmetriset muodot | ±0,001"–±0,003" (±0,025 mm–±0,076 mm) | Useimmat metallit ja muovit; erinomainen käytettävyys sauvamateriaalille | Ei pysty tuottamaan tasaisia, kulmaisia tai epäsymmetrisiä muotoja ilman lisätoimenpiteitä |
| EDM:n käyttö | Kovennetut materiaalit, monimutkaiset kaviteetit, terävät sisäkulmat ja ohutseinäiset osat | ±0,0001"–±0,001" (±0,0025 mm–±0,025 mm) | Kaikki sähköä johtavat materiaalit, mukaan lukien kovennetut työkaluteräkset ja eksotiikat seokset | Hidas prosessi; korkeammat kustannukset; toimii vain sähköä johtavilla materiaaleilla |
Kun erikoispalvelut tekevät eron
Ymmärtäminen, milloin kutakin prosessia EI tulisi käyttää, säästää aikaa ja estää kalliita virheitä. Tässä on rehellinen yhteenveto:
Älä valitse porauskoneistusta, kun:
- Osa on pääasiassa sylinterimäinen – kiertokoneistus on nopeampaa ja edullisempaa
- Tarvitset erinomaisen tarkkoja toleransseja kovennetuissa materiaaleissa sisäisille ominaisuuksille – harkitse EDM-menetelmää sen sijaan
- Tuotantomäärä on erinomaisen suuri ja osan geometria yksinkertainen – muut menetelmät voivat tarjota parempaa taloudellista kannattavuutta
Älä valitse kiertokoneistusta, kun:
- Osa sisältää tasaisia pintoja, taskuja tai ominaisuuksia, jotka eivät ole symmetrisiä keskustakselin suhteen
- Tarvitset kulmassa olevia reikiä, sivuurausaukkoja tai monimutkaisia 3D-muotoja
- Osan geometria vaatii pääsyn useasta suunnasta
Älä valitse EDM:ta, kun:
- Standardimittainen poraus tai kääntö riittää tarkkuusvaatimuksiisi – EDM on huomattavasti kalliimpaa
- Materiaalisi ei ole sähköä johtavaa (muovit, keraamit, useimmat komposiitit)
- Toimitusaika on ratkaisevan tärkeä – EDM poistaa materiaalia huomattavasti hitaammin kuin perinteinen leikkaus
Mitä voidaan sanoa 3-akselisesta ja 5-akselisesta koneistuksesta? RapidDirectin mukaan valinta riippuu osan monimutkaisuudesta. Kolmiakseliset koneet liikuttavat työkalua kolmessa lineaarisessa suunnassa – tämä riittää useimmille suoraviivaisille osille, joiden pinnat ovat helposti saavutettavissa. Viisiakseliset koneet lisäävät kaksi pyörähdysliikettä, mikä mahdollistaa työkalun lähestymisen työkappaleeseen lähes mistä tahansa kulmasta.
Käytännön vaikutus? Viisisiivuisen koneistuksen avulla vähennetään asennuksia, parannetaan pinnanlaatua muotoiltuilla pinnoilla ja mahdollistetaan geometriat, jotka ovat mahdottomia kolmisivuisella laitteistolla. RapidDirect huomauttaa kuitenkin, että viisisiivuisessa koneistuksessa tarvitaan "kalliita koneita, edistynyttä ohjelmistoa ja koulutettuja henkilöitä" – mikä tarkoittaa korkeampia kustannuksia. Yksinkertaisille osille kolmisivuinen koneistus tarjoaa vastaavan laadun alhaisemmin kustannuksin.
Arvioitaessa mitä tahansa Baton Rouge -alueen konepajaa tai CNC-palveluntarjoajaa, kannattaa esittää seuraavat kysymykset:
- "Perustuen osani geometriaan, minkä prosessin suosittelette ja miksi?"
- "Mitkä ovat vaihtoehdot, ja miten ne vertautuvat toisiinsa kustannusten ja toimitusaikojen suhteen?"
- "Onko olemassa suunnittelumuutoksia, jotka tekevät tästä osasta helpommin valmistettavan?"
Laadukas konepaja ei ainoastaan hyväksy tilaustasi, vaan auttaa sinua ymmärtämään, sopiiko pyytämäsi prosessi todella tarpeisiisi. Tämä yhteistyölähestymistapa saa vielä suuremman merkityksen materiaalien valinnassa, jossa on omat kompromissinsa huomioitavana.

Materiaalivalintaan liittyvä opas CNC-hankkeita varten
Olet tunnistanut oikean CNC-prosessin osaasi. Nyt tulee päätös, joka vaikuttaa suoraan suorituskykyyn, kestävyyteen ja budjettiin: mikä materiaali sinun tulisi valita? Tässä vaiheessa monet ensimmäistä kertaa ostavat tuntevat itsensä ylikuormitetuiksi – ja tässä vaiheessa laadukas CNC-konepaja muodostuu arvokkaaksi apuna.
Tosiasia on, että materiaalin valinta ei liity "parhaan" vaihtoehdon löytämiseen. Se liittyy oikean sovelluksen määrittämiseen tiettyyn käyttötarkoitukseen. Materiaali, joka sopii täydellisesti yhteen projektiin, voi olla täysin väärä toiseen projektiin.
Materiaaliominaisuudet, jotka todella merkitsevät käyttötarkoitukseesi
Ennen kuin siirryt tarkemmin tarkastelemaan erityismateriaaleja, harkitse, mitä osasi todella pitää tehdä. Protolabs mukaan ensimmäinen askel on "määrittää vaatimukset tärkeysjärjestykseen. Aloita välttämättömistä vaatimuksista ja siirry sitten mahdollisiin haluttaviin ominaisuuksiin." Tämä prosessi vähentää yleensä vaihtoehtojasi hallittavaan lyhyeksi listaksi.
Arvioitavat keskeiset tekijät ovat:
- Mekaaninen kuormitus - Kannaako osa painoa, kestääkö se iskuja tai käsittelee toistuvia rasitusjaksoja?
- Käyttöympäristö - Lämpötilan ääriarvot, kosteuden vaikutus, kemikaalien kosketus?
- Painoherkkyys - Onko jokainen gramma merkityksellinen, vai onko massa merkityksetön?
- Pintaedellytykset - Koristeellinen pinnanlaatu, kulumisvastus vai toiminnalliset kosketuspinnat?
- Tuotannon määrä - Prototyyppimäisiä määriä vai suurimittaisia tuotantosarjoja?
Kun nämä prioriteetit on määritelty, tarkastellaan, miten yleisimmät materiaalit suoriutuvat eri sovellusluokissa.
Rakenteelliset ja korkean kuorman kestävät sovellukset:
- Hiiliteräs - Erinomainen lujuus-kustannussuhde; ideaali kiinnikkeille, rungoille ja kuorman kestäville komponenteille, joissa korroosio ei ole huolenaihe
- Ruostumaton teräs (304, 316) - Yhdistää lujuuden ja korroosionkestävyyden; suositeltava rakenteellisiin osiin, jotka altistuvat kosteudelle tai kemikaaleille
- Alumiini 7075 - Weergin mukaan tämä on "yksi vahvimmista seoksista, jota käytetään ilmailussa, sotilasalalla ja kilparadoilla" – tarjoaa teräksen luokkaista lujuutta noin kolmasosan painosta
Kevyt ja suorituskykyyn keskittyvä käyttö:
- Alumiini 6061 - Työhevonen-seos; Weerg kuvailee sitä "erinomaisesti monikäyttöiseksi, hyvän mekaanisen lujuuden omaavaksi ja erinomaisesti koneistettavaksi", mikä tekee siitä sopivan useisiin aloihin
- Alumiini 5052 - Erinomainen korrosionkestävyys meriympäristöihin ja polttoainesäiliöihin
- Titaaniseokset - Parhaat lujuus-massasuhde-ominaisuudet ilmailuun ja lääketieteellisiin implanteihin; huomattavasti kalliimpi
Korrosoivien ympäristöjen sovellukset:
- Ruuvisuojattu teräs 316/316L - Weerg mainitsee, että nämä tarjoavat "erinomaista korrosionkestävyyttä, mikä tekee niistä ideaalisia vaativiin ympäristöihin tai elintarvike-/kemikaalisovelluksiin"
- Alumiini (yleinen) - Luonnollisesti korrosionkestävä suojakalvoonsa, joka muodostuu sen pinnalle
- Messinki - Erinomainen merenkäyttöön tarkoitettuihin laitteisiin ja koristeosien valmistukseen; luonnollisesti antimikrobinen
Korkean lämpötilan sovellukset:
- Ruuvisuojattu teräs (korkean nikkeli-pitoisuuden luokat) - Säilyttää lujuutensa korkeissa lämpötiloissa
- PEEK (Polyether Ether Ketone) - Protolabs tunnistaa tämän suosituksi valinnaksi korkealämpötilaisiin muovisovelluksiin; kestää jatkuvaa altistumista 480 °F (250 °C):lle
- Ultem - Toinen korkean suorituskyvyn termoplastinen muovi, joka soveltuu vaativiin lämpöympäristöihin
Esteettiset ja pienijännityksiset sovellukset:
- Alumiini (anodisoitu) - Väripinnoitukset tarttuvat erinomaisesti; kevyt ja ammattimaisen ulkonäköinen
- Asetaali (Delrin) - Sileä, alhaisen kitkan muovi, joka sopii erinomaisesti näkyviin komponentteihin ja mekanismeihin
- ABS - Kustannustehokas muovi koteloille, peitteille ja ei-rakenteellisiin komponentteihin
Kustannusten ja suorituskyvyn väliset kompromissit materiaalien valinnassa
Alumiinin ja teräksen koneistamisen valinta havainnollistaa täydellisesti, kuinka kompromissit toimivat käytännössä.
Ota ensin huomioon paino. Weergin analyysin mukaan alumiini on "noin kolme kertaa kevyempi kuin teräs." Tämä ero on ratkaisevan tärkeä aloilla, joissa paino vaikuttaa suoraan suorituskykyyn – esimerkiksi ilmailussa polttoaineen tehokkuuteen, autoteollisuudessa kiihtyvyyteen ja kannettavien laitteiden ergonomiaan.
Teräs tarjoaa kuitenkin yleensä korkeamman absoluuttisen mekaanisen lujuuden. Weerg selittää käytännön eron seuraavasti: alumiinilla on "alempi lujuus kuin teräksellä, mutta erinomainen lujuus-painosuhde." Mitä tämä tarkoittaa? Teräs kestää suurempia kuormia samassa fyysisessä koossa, kun taas alumiini kestää vastaavia kuormia vähemmällä painolla, mutta suuremmilla mitoilla.
Konepellon käsittelyominaisuudet vaikuttavat merkittävästi kustannuksiin. Alumiini voidaan työstää nopeammin ja se kuluttaa työkaluja vähemmän, mikä tarkoittaa alhaisempia työpajojen hintoja ja nopeampaa toimitusaikaa. Teräksen työstämiseen tarvitaan kestävämpiä työkaluja, hitaampia työstönopeuksia ja usein jäähdytysnestettä, mikä lisää kappalekohtaisia kustannuksia. Kuitenkin teräksen alhaisempi raaka-ainehinta voi joskus kompensoida näitä työstöön liittyviä lisäkustannuksia yksinkertaisissa osissa.
Muovien osalta kompromissit muuttuvat. ABS ja asetaali tarjoavat taloudellisia ratkaisuja prototyypeille ja pieniä rasituksia kestäville sovelluksille. PEEK tarjoaa erinomaisia suorituskykyominaisuuksia, mutta sen hinta on huomattavasti korkeampi – se kannattaa käyttää vain silloin, kun lämpötilan kestävyys, kemikaaliresistenssi tai mekaaniset ominaisuudet todella vaativat sitä.
Protolabs suosittelee käyttävän samaa muovia koneistettuihin prototyyppeihin kuin valumallien tuotannossa, jotta prototyypit "voidaan testata ja ne toimivat samalla tavoin kuin tuotantokappaleet."
Pintakäsittelyvaihtoehdot ja tilanteet, joissa niillä on merkitystä
Pintakäsittelyn laatu – mitattuna Ra-arvoilla (keskimääräinen karheus) – jää usein huomiotta, kunnes se aiheuttaa ongelmia. Tässä on käytännön tulkinta eri pintalaatutasoista:
- Ra 3,2 μm (125 μin) – standardimaisesti koneistettu - Näkyvissä olevat työkalujäljet; hyväksyttävä ei-kosketuspintojen, sisäisten rakenteiden ja maalattavien osien kohdalla
- Ra 1,6 μm (63 μin) – hienomaisesti koneistettu - Sileämpi ulkoasu; soveltuu useimpiin mekaanisiin kokoonpanoihin ja näkyviin komponentteihin
- Ra 0,8 μm (32 μin) – tarkkuusjyrsitty - Vaaditaan tiivistyspintojen, laakeripintojen ja tarkkuusliukupintojen kohdalla
- Ra 0,4 μm (16 μin) ja tarkemmat - Kiillotetut pinnat optisiin sovelluksiin, lääkintälaitteisiin ja korkean tarkkuuden mittalaitteisiin
Toissijaiset käsittelyt laajentavat vaihtoehtoja entisestään. Protolabs huomauttaa, että alumiiniseoksille "anodointi on suositeltavampi kestävyyden vuoksi, kun taas kromaatipinnoitus on parempi vaihtoehto, jos tärkeintä on ulkonäkö." Anodointi muodostaa kovaa oksidikerrosta, joka kestää naarmuuntumista ja ottaa vastaan väriaineita. Kromaatimuuntaminen tarjoaa korrosiosuojaa erinomaisen ulkonäön lisäksi.
Määrittellessä pintoja muista: tiukemmat vaatimukset kasvattavat kustannuksia. Pohdi itseäsi, vaatiiko sovellus todella Ra 0,8 μm:n karheuspinnan vai riittääkö toiminnallisesti yhtä hyvin Ra 1,6 μm:n karheus. Asiantuntemusta omaava CNC-työpaja auttaa sinua tunnistamaan ne kohdat, joissa tiukat pinnoitteet lisäävät arvoa, ja ne kohdat, joissa ne lisäävät ainoastaan kustannuksia.
Kun materiaali- ja pinnoitevalinnat ovat selvennetty, saatat ihmetellä, miten CNC-koneistus vertautuu muihin valmistusmenetelmiin kokonaisuudessaan. Tämä vertailu paljastaa, milloin tarkka koneistus tuottaa parhaan arvon – ja milloin vaihtoehtoiset menetelmät ovat järkevämpiä.
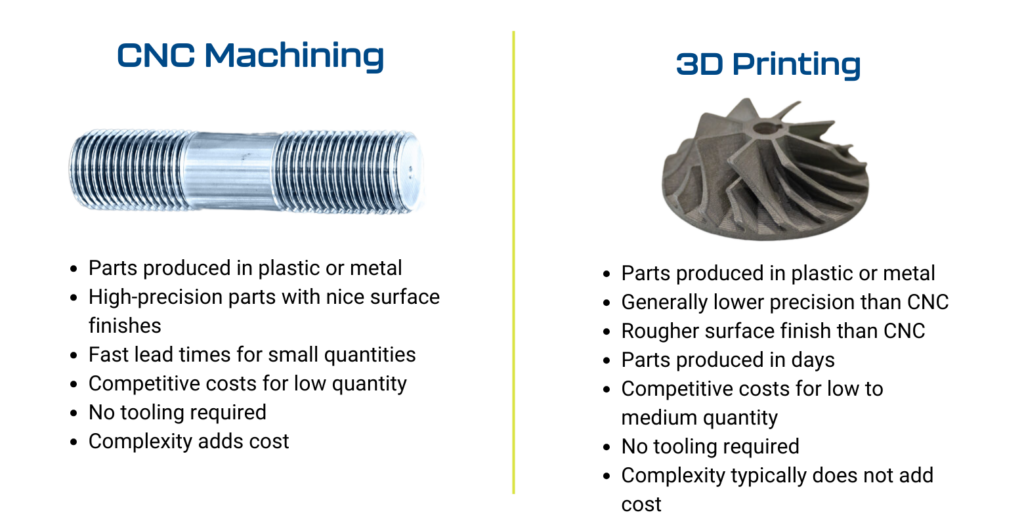
CNC-koneistus verrattuna 3D-tulostukseen, suurpainevalukappaleiden valmistukseen ja valettuihin osiin
Olet valinnut materiaalin ja ymmärrät CNC-prosessit. Mutta tässä on kysymys, joka kannattaa esittää ennen sitoutumista: onko CNC-koneistus todella oikea valinta projektillesi? Joskus vastaus on kyllä. Joskus se ei kuitenkaan ole.
Useimmat CNC-työpajat eivät kerro sinulle, milloin vaihtoehtoiset menetelmät ovat järkevämpiä – heidän liiketoimintansa perustuu juuri koneistukseen. Mutta näiden kompromissien ymmärtäminen auttaa sinua tekemään fiksumpia päätöksiä ja välttämään kalliita virheitä. Tarkastellaan rehellisesti, miten CNC-koneistus suhteutuu 3D-tulostukseen, muotinvalukappaleiden valmistukseen ja valettuihin osiin.
Kun CNC-koneistus ylittää vaihtoehdot
CNC-koneistus on säilyttänyt jo pitkään hallitsevan asemansa tarkkuuskoneistuksessa hyvistä syistä. Northeast Precision CNC:n mukaan "CNC-koneistus tarjoaa erinomaisen tarkkuuden ja tiukat toleranssit, usein mikrometrin tarkkuudella. Tämä tekee siitä ideaalin valinnan osien valmistukseen, joissa vaaditaan korkeaa tarkkuutta, kuten moottoriosat tai lääketieteelliset implantaatit."
Tässä CNC-koneistus todella ylittää vaihtoehtoiset menetelmät:
Tarkkuus ja toleranssien hallinta: Kun sovelluksesi vaatii tarkkoja mittoja, CNC-koneistus täyttää vaatimukset. Lähteessä The Steel Printers cNC-koneistus on "kykenevä saavuttamaan toleranssin ±0,001 mm – mikä on huomattavasti tarkempaa kuin sekä valumuotoilu että metallin 3D-tulostus." Eikä 3D-tulostus eikä valumuotoilu saavuta tätä mittatarkkuuden tasoa ilman lisäkoneistusta.
Materiaali monipuolisuus: CNC-koneet toimivat käytännössä kaikilla koneistettavilla materiaaleilla – metalleilla, muoveilla, puulla ja komposiiteilla. Northeast Precision CNC mainitsee, että "CNC-koneet voivat käsitellä laajaa materiaalivalikoimaa, mukaan lukien metallit (alumiini, teräs, titaani), muovit ja jopa puu." Suurvalumallinnus rajoittaa pääasiassa muoveihin, kun taas 3D-tulostus tarjoaa kasvavan, mutta edelleen rajatun materiaalivalikoiman.
Nopea toimitusaika prototyypeille ja pienille erille: Tarvitsetko osia nopeasti? CNC-koneistus ei vaadi työkalujen kehittämistä. The Steel Printers selittää, että "metallin 3D-tulostus on nopein menetelmä" pienille erille, mutta CNC seuraa tiukasti – ja voittaa usein, kun otetaan huomioon jälkikäsittelyvaatimukset. Northeast Precision lisää, että "kun CAD-malli on valmis – ja G-koodi on tuotettu – kone voi aloittaa leikkaamisen lähes välittömästi."
Suunnittelun joustavuus ilman työkaluinvestointia: Muutosten tekeminen on suoraviivaista. Jos mittoja täytyy säätää, operaattori voi muokata G-koodia suoraan. Vertaa tätä ruiskuvaluun, jossa Northeast Precision huomauttaa, että "jos haluttuun osaan tehdään muutos, myös muokkausta varten tarvitaan muutosta muottiin, mikä lisää edelleen toimitusaikoja."
Pinnanlaatu: Koneistetut pinnat vaativat yleensä vähemmän jälkikäsittelyä kuin valut tai tulostetut osat. Steel Printers huomauttaa, että "loppukoneistettu osa tarvitsee yleensä vain jälkikäsittelylämmityksen", kun taas valut ja 3D-tulostetut osat vaativat usein koneistusta vaadittujen pintojen saavuttamiseksi.
Tilanteet, joissa muut menetelmät ovat järkevämpiä
Tässä on rehellinen totuus: CNC-koneistus ei aina ole paras vaihtoehto. Näiden tilanteiden tunnistaminen säästää rahaa ja välttää turhia vaikeuksia.
Kun 3D-tulostus voittaa:
- Erittäin monimutkaiset geometriat - Steel Printers huomauttaa, että "metallin 3D-tulostus voi tuottaa myös kevyitä rakenteita ja sisäisiä kammio-profiileja, jotka olisivat mahdottomia tuottaa CNC-koneistuksella." Tarkoitetaan esimerkiksi hilarakenteita, sisäisiä jäähdytyskanavia tai orgaanisia muotoja.
- Erittäin mukautettuja yksittäisiä osia - Kun jokainen yksikkö eroaa toisistaan, 3D-tulostus poistaa asennusajan vaihtoehtojen välillä.
- Materiaalitehokkuuden huolenaiheet - CNC-koneistus on poistavaa, mikä tarkoittaa, että materiaalia leikataan pois ja sitä hukataan usein. Steel Printers huomauttaa, että "metallista 3D-tulostus käyttää ainoastaan sen verran materiaalia, kuin osan valmistamiseen tarvitaan, ja ylijäämä voidaan yleensä kierrättää."
Milloin suurimuotoinen muovinvalumuotti voittaa:
- Suurimittainen muovituotanto - Jos tarvitset tuhansia tai miljoonia identtisiä muoviosia, suurimuotoisen muovinvalumuotin yksikkökustannukset ovat kilpailukyvyttömiä. Kallis muotti maksaa itsensä takaisin tuotannon määrän kautta.
- Monimutkaiset muovigeometriat johdonmukaisella laadulla - Kun muotti on saatu täydelliseen kuntoon, jokainen osa on täysin identtinen.
- Integroituja ominaisuuksia - Lukituskohdat, liukukytkimet ja monimutkaiset kokoonpanot yhdessä muovattussa osassa.
Milloin valuminen voittaa:
- Suuret metalliosat - Steel Printers selittää, että "suurten osien valmistuksessa valuminen olisi valittava menetelmä. Yleensä perinteiset valmistusmenetelmät soveltuvat paljon paremmin suurten osien tuottamiseen."
- Erittäin suuret tuotantomäärät - Tuotantomääristä tuhansia kappaleita kohden valumisen taloudelliset edut ovat merkittävät. Steel Printers huomauttaa, että "kun osien määrä kasvaa, valumuottien valmistukseen liittyvä kiinteä kustannus... voidaan jakaa useiden osien kesken."
- Osat, joihin materiaali voi virrata helposti - Yksinkertaisemmat muodot ilman monimutkaisia sisäpiirteitä.
Räätälöityjen valmistusmenetelmien vertailu
Tämä kattava taulukko auttaa sinua arvioimaan, mikä menetelmä sopii parhaiten tiettyyn projektiisi:
| Tehta | Konepohjainen määritys | 3D-tulostus (metalli) | Injektiomuovauksen | Casting |
|---|---|---|---|---|
| Hinta 1–10 kappaleelta | Kohtalainen – työkalutus ei ole tarpeen | Kohtalainen–korkea – kustannus per osa | Erittäin korkea – muottikustannus hallitsee kokonaishintaa | Korkea – malli ja muotti vaaditaan |
| Kustannus 100 kappaleella | Kohtalainen – asennuskustannukset jaettuna | Korkea – lineaarinen skaalautuvuus | Kohtalainen – muottikustannusten jakaminen | Kohtalainen – kilpailukykyinen tulevaisuudessa |
| Hinta yli 1 000 kappaleelta | Korkeampi yksikkökustannus kuin vaihtoehdoissa | Korkein – ei skaalaudu hyvin | Alhaisin muoveille | Alhaisin metalleille |
| Tarkkuuskyky | Erinomainen (±0,001 mm mahdollista) | Hyvä (tyypillisesti ±0,1–0,2 mm) | Hyvä (tyypillisesti ±0,05–0,1 mm) | Kohtalainen (usein vaatii koneistusta) |
| Materiaalivaihtoehdot | Laajin – metallit, muovit, komposiitit | Kasvava, mutta rajoitettu metallien ja polymeerien osalta | Pääasiassa termoplastit | Useimmat valutavat metallit |
| Toimitusaika (ensimmäinen osa) | Päivistä 1–2 viikkoon | Päiviä–1 viikko | Viikkoja–kuukausia (muottien valmistus) | Viikkoja (mallin ja muotin valmistus) |
| Suunnittelumuutosten joustavuus | Erinomainen – muokkaa CAD-tiedostoa | Erinomainen – muokkaa CAD-tiedostoa | Huono – vaatii muotin muokkaamista | Huono – vaatii uuden mallin valmistamista |
| Geometrinen monimutkaisuus | Rajoitettu työkalun pääsyn mukaan | Erinomainen – sisäiset piirteet mahdollisia | Hyvä sopivan muotisuunnittelun avulla | Kohtalainen – virtausrajoitukset |
| Osakoon vaihteluväli | Pienestä suureen | Rajoitettu tulostimen rakennustilavuudella | Tyypillisesti pienestä keskimittaiseen | Pienestä erinomaisen suureen |
Oikean valinnan tekeminen projektissanne
Steel Printers yhteenvetää päätöksentekokehystä hyvin: "Suora suhde monimutkaisuuden ja määrän välillä" määrittää optimaalisen menetelmäsi. Tässä on heidän analyysinsä perusteella laadittu yksinkertaistettu ohje:
- Yksittäisiä osia kymmeniin osiin: 3D-tulostus tai CNC-koneistus, riippuen geometrian monimutkaisuudesta
- Kymmeniä–satoja osia: CNC-koneistus, mahdollisesti siirtyminen valumiseen yksinkertaisempien geometrioiden osalta
- Satoja–tuhansia osia: Metallien valuminen, muovien suuripainatus
- Tuhat ja enemmän: Valuminen tai suuripainatus on lähes aina taloudellisesti edullisin vaihtoehto
Kuten The Steel Printers toteaa: "Ei ole yhtä menetelmää, joka aina voittaisi muut. Tulevaisuudessa tavoitteena on, että perinteiset valmistustekniikat ja metallien 3D-tulostus täydentävät toisiaan, täyttäen aukot, joissa toinen ei pärjää."
Arvokkain havainto? Älä oleta, että CNC-koneistus on automaattisesti oikea vaihtoehto vain siksi, että se on tutuin vaihtoehto. Arvioi rehellisesti tuotantomäärävaatimuksesi, tarkkuusvaatimukset, materiaalivaatimukset ja aikataulusi. Luotettava CNC-konepajalla on itse asiassa rohkeutta kertoa sinulle, kun muut vaihtoehdot palvelevat projektiasi paremmin – tämä rehellisyys luo sellaisen kumppanuuden, joka tuottaa arvoa useilla eri projekteilla.
Kun valittu valmistusmenetelmä on määritelty, seuraava päätös koskee paikallisten konepajojen ja verkkopalvelujen valintaa – molemmat tarjoavat erilaisia etuja riippuen projektisi laajuudesta ja tuen tarpeistasi.
Oikean CNC-konepajan löytäminen projektisi laajuuden mukaan
Olet päätynyt siihen, että CNC-koneistus sopii projektisi tarpeisiin. Nyt tulee päätös, jota harvoin käsitellään rehellisesti ohjeissa: pitäisikö tehdä yhteistyötä paikallisessa konepajassa lähellä minua vai käyttää verkkopohjaista CNC-koneistuspalvelualustaa? Vastaus ei ole yksiselitteinen – ja väärä päätös voi tarkoittaa, että maksat ylimärisiä hintoja mukavuudesta, jota et todellakaan tarvitse, tai että menetät tuen, joka on ratkaisevan tärkeää projektisi onnistumisen kannalta.
Molemmilla lähestymistavoilla on todellisia vahvuuksia. Kun ymmärtää, milloin kumpikin lähestymistapa erottautuu, voit sovittaa projektisi vaatimukset oikeanlaisen kumppanin kanssa.
Paikaliset konepajat vs. verkkopohjaiset CNC-palvelut
Näiden vaihtoehtojen välillä olevat merkittävimmin erot liittyvät viestintätapoihin, tilausten etenemiseen ja saamaanne tukeen. Lähteessä XTJ Precision Manufacturing , "Kun valitset perinteisiä CNC-koneistuspalveluita, työskentelet tehtaan kanssa... Keskustelut tehtaan tiimin kanssa tarpeistasi ja materiaaleistasi ovat yleensä suoraa vuorovaikutusta." Verkkopalvelut puolestaan "mahdollistavat osien tilaamisen verkkosivuston kautta" automatisoidun tarjousprosessin ja vähäisen suoran vuorovaikutuksen.
Tässä on, mitä kumpikin lähestymistapa todella tarjoaa:
Paikkojen konepajojen edut:
- Suora viestintä koneistajien ja insinöörien kanssa - Voit käsitellä monimutkaisia vaatimuksia kasvokkain, esittää kysymyksiä ja saada välittömän selityksen teknisistä tiedoista
- Suunnitteluneuvonta ja asiantuntemus - XTJ huomauttaa, että perinteiset konepajat "tarjoavat asiantuntevaa suunnitteluneuvontaa. Saat neuvoja osasi parantamiseen ja kustannusten säästämiseen"
- Suhdeverkoston rakentaminen - Suora yhteistyö toimipisteen kanssa luo luottamusta ja ymmärrystä, mikä hyödyttää tulevia projekteja
- SELKEÄ HINTAUS - "Maksat tehtaalle suoraan, jolloin vältät välittäjien aiheuttamat lisäkustannukset", kuten alustojen maksut, jotka voivat nostaa projektikustannuksia 10–20 %:lla
- Laadun johdonmukaisuus - Paikallisissa konepajoissa "kaikki vaiheet hallitaan omassa tehtaassa", mikä mahdollistaa jokaisen operaation suoran valvonnan
- Jatkuva palvelu ja tuki - Tarvitsetko laitteiden huoltoa, korjausta tai kalibrointia? Paikallisissa toimipisteissä nämä palvelut usein tarjoillaan yhdessä valmistuksen kanssa
Verkossa tarjottavien CNC-koneistuspalvelujen edut:
- Heti saatava tarjous - Lataa CAD-tiedostosi ja saa hinnat välittömästi ilman manuaalisten arvioiden odottamista
- Laajat toimittajaverkostot - Yhden alustan kautta saat käyttöösi useita sertifioituja konepajoja, mikä laajentaa vaihtoehtojasi
- Mukava tilausten hallinta - Seuraa tilauksiasi, hallitse projektejasi ja käsittele dokumentaatiota verkkoselaimen kautta
- Joustavat toimitusvaihtoehdot - Valitse standardi-, nopeutettu- tai taloudellinen toimitus ajasta ja budjetista riippuen
- 24/7 pääsy - Lähetä tilauksia milloin tahansa ilman aikataulujen tai aikavyöhykkeiden koordinaatiota
- Nopea suunnitteluiterointi - XTJ huomauttaa, että verkkopalvelut "mahdollistavat uusien suunnitelmien lataamisen ja tilausten muuttamisen nopeasti. Voit kokeilla ideoita ja saada osia nopeasti"
Mutta tämä usein jää huomiotta: verkkopalvelut käyttävät toimittajaverkostoja, mikä voi aiheuttaa vaihtelua. XTJ selittää, että "laatu voi vaihdella jokaisen toimittajan kohdalla. Verkkopalveluilla voi olla suurempi virheiden tai myöhästynyttä toimitusta koskeva riski, koska ne käyttävät useita tehtaita." Kun tarvitset identtisiä tuloksia useista eri tilauksista, tällä yhdenmukaisuudella on merkitystä.
Tehtaan tyypin sovittaminen tuotannon mittakaavaan
Tuotantomääräsi vaikutus siihen, mikä lähestymistapa on järkevin, on merkittävä. Pienien sarjojen CNC-koneistus vaatii erilaisia vaatimuksia kuin suurten sarjojen CNC-tuotanto – ja sopivan kumppanin tyyppi vaihtuu sen mukaan.
Prototyypeille ja pienille sarjoille (1–50 osaa):
Molemmat vaihtoehdot toimivat tässä, mutta prioriteetit eroavat. Jos prototyypin kehittämisessä vaaditaan toistuvaa parannusta ja suunnittelupalautea, paikallisilla työkaloilla on etulyöntiasema. RapidDirect huomauttaa, että CNC-työkaltioissa voidaan "muuttaa suunnitelmia nopeasti vähäisillä kustannuksilla ja ajalla, jotta tuotannon laatu saadaan optimoiduksi." Tämä yhteistyöhön perustuva tarkistus tapahtuu luontevammin, kun työskennellään suoraan insinöörien kanssa.
Verkkopalvelut loistavat, kun suunnittelu on valmis ja tarvitaan nopeaa toimitusaikaa ilman laajaa neuvottelua. Yksinkertaisille osille, joiden geometria on jo todettu toimivaksi, tiedostojen lataaminen ja osien saaminen päivissä tarjoaa selvää tehokkuutta.
Keskikokoisille tuotantosarjoille (50–500 kappaletta):
Tällä alueella suositaan usein paikallisissa konepajoissa tai suorissa tehdassuhteissa. XTJ:n vertailun mukaan "jos haluat alhaisimman hinnan suurille tehtäville ja tarkat osat, valitse suora CNC-koneistuspalvelu." Alustapalkkiot kasvavat merkittävästi määrän kasvaessa, ja suora neuvottelu valmistajien kanssa tarjoaa kustannusedun.
Lisäksi keskipitkät tuotantomäärät hyötyvät yhden tuotantolähteen tuomasta johdonmukaisuudesta. Kaikki osat tulevat samoista koneista, samoilla operaattoreilla ja samoilla laadunvalvontatarkastuksilla.
Suurten tuotantomäärien (500+ osaa) valmistukseen:
Laajassa mittakaavassa suorat yhteistyösuhde ovat välttämättömiä. RapidDirect korostaa, että kun arvioitte työstöliikkeitä, tulee ottaa huomioon »CNC-konepajan kapasiteetti ja laajennettavuusvaihtoehdot: mitkä määrät paja voi toimittaa tietyssä ajassa?« Suurten tuotantomäärien työstäminen vaatii pajoja, joilla on riittävä konekapasiteetti, tehokas ohjelmointi ja vankat laatuvarmistusjärjestelmät.
Verkkopalvelut voivat kohdata vaikeuksia tässä, koska ne jakavat työn useiden toimittajien kesken, mikä voi aiheuttaa epäjohdonmukaisuuksia. Suorat yhteistyösuhde mahdollistavat omien tuotantoaikataulujen laatimisen, suurten määrien hintaneuvottelut sekä tehostetun logistiikan.
Toimitusaikaoletukset ja realistinen käsittelyaika
Realististen aikataulujen ymmärtäminen estää turhia pettymyksiä ja auttaa sinua suunnittelemaan tehokkaasti. Tässä on sitä, mitä voit todella odottaa:
Paikallisen konepajan aikataulut:
- Kiiretilaukset: 1–3 päivää yksinkertaisille osille, kun kapasiteetti on saatavilla
- Standardiprototyypit: 3–7 arkipäivää
- Monimutkaiset tai tarkkuusosat: 1–2 viikkoa
- Tuotantosarjat: 2–4 viikkoa määrän ja monimutkaisuuden mukaan
XTJ huomauttaa, että perinteiset CNC-työpajat "voivat valmistaa osia 3–7 päivässä. Voit puhua suoraan tehtaassa, joten voit pyytää kiireellisiä tilauksia." Tämä suora viestintä mahdollistaa joustavuuden, kun aikarajat ovat kriittisiä.
Verkkopalvelun aikataulut:
- Kiireellinen palvelu: 3–5 arkipäivää (lisähinta)
- Normaali toimitusaika: tyypillisesti 2–3 viikkoa
- Taloudelliset vaihtoehdot: 3-4 viikkoa
XTJ:n analyysi osoittaa, että "useimmat työt kestävät noin kolme viikkoa, mutta nopeamman suorituksen saa maksamalla lisää." Kaupankäynti on suoraviivainen: nopeus maksaa lisää verkkopalveluissa, kun taas paikallisissa liikkeissä nopeampi perusturnaika on mahdollista suoran ajanvarauksen kautta.
Palvelutekijä: Enemmän kuin vain osien valmistaminen
Yksi etu, jonka paikallisilla konepajoilla on verkkopalvelujen edellä: kattavat palvelusuhteet. Kun tarvitset laitteiston huoltoa, korjauksia tai teknistä tukea osien valmistuksen lisäksi, paikallisissa toimipisteissä saat jatkuvaa arvoa.
Wisconsin Metal Techin mukaan vahvat asiakassuhteet tarkoittavat sitä, että "osallistumme aktiivisesti asiakkaidemme kanssa ymmärtääksemme heidän erityisensä tarpeet. Olipa kyseessä tietty materiaalivaatimus, tiukat toleranssit tai suunnittelurajoitukset, sopeutamme CNC-koneistuspalveluumme niiden mukaisesti."
Tämä yhteistyöllinen lähestymistapa ulottuu ongelmanratkaisuun. Wisconsin Metal Tech korostaa, että "haasteet tulevat vastaan, mutta yhteistyöllisellä lähestymistavallamme varmistamme, että löydämme ratkaisut yhdessä." Kun ongelmia ilmenee – ja valmistuksessa niitä tosiaan esiintyy välillä – kumppanin, joka ymmärtää sovelluksesi ja pystyy reagoimaan nopeasti, merkitys on huomattava.
Toistuvien tilausten, suunnittelun kehityksen tai tuotannon laajentamisen vaativissa jatkuvissa suhteissa paikallisilla kumppaneilla on yleensä suurempi arvo. Yksinkertaisiin, selkeästi määriteltyihin projekteihin, joita ei odoteta jatkavan, verkkopalvelut tarjoavat tehokkaat transaktiot.
Oikea valinta ei liity siihen, mikä vaihtoehto on yleisesti parempi, vaan siihen, mikä lähestymistapa vastaa parhaiten tiettyä projektiasi, aikataulua ja suhteellisia tarpeitasi.
Kun olet valinnut työkonepajan tyypin, hinnanmuodostuksen ymmärtäminen auttaa sinua arvioimaan tarjouksia tehokkaasti ja välttämään odottamattomia kustannuksia – mikä johtaa meidät tekijöihin, jotka todella vaikuttavat CNC-palvelujen hinnoitteluun.
CNC-palvelujen hinnoittelun ja kustannustekijöiden ymmärtäminen
Oletko koskaan saanut CNC-koneistusarvion ja ihmetellyt, miksi tuo pieni osa maksaa niin paljon? Tai miksi kaksi näennäisesti samankaltaista projektia sai huomattavasti erilaiset hinnat? Et ole yksin. Koneistuspalvelujen hinnoittelu tuntuu usein epäselvältä ensikertalaisille ostajille – ja tämä epävarmuus aiheuttaa kitkaa jo ennen kuin projektit edes alkavat.
Tässä on todellisuus: CNC-koneistuskustannukset eivät ole mielivaltaisia. Ne noudattavat ennakoitavia kaavoja, jotka perustuvat tiettyihin tekijöihin. Näiden tekijöiden ymmärtäminen muuttaa sinut passiivisesta arviointia vastaanottavasta asiakkaasta tietoisemmaksi asiakkaaksi, joka pystyy tekemään viisaaita päätöksiä ja mahdollisesti vähentämään kustannuksia jo ennen ensimmäisen tarjouspyynnön (RFQ) lähettämistä.
Tärkeimmät tekijät, jotka vaikuttavat CNC-koneistuskustannuksiin
Komacutin kustannusanalyysin mukaan useat toisiinsa liittyvät tekijät määrittävät, mitä koneistettujen osien hinnasta tulee. Tarkastellaan niitä vaikutuksen suuruusjärjestyksessä.
Materiaalin tyyppi ja käyttö:
Materiaalin valinta vaikuttaa kustannuksiin useilla tavoilla, ei ainoastaan raaka-ainemäärien hinnan kautta. Komacut selittää, että "kovempia ja sitkeämpiä materiaaleja, kuten ruostumatonta terästä ja titaania, on työstettävä pidemmän ajan ja erityisillä työkaluilla, mikä lisää kustannuksia." Toisaalta "pehmeämmät materiaalit, kuten alumiini, ovat helpommin koneistettavia, mikä voi vähentää sekä koneistusajan että työkalujen kulumista."
- Raaka-ainekustannukset - Titaani maksaa huomattavasti enemmän kilogrammalta kuin alumiini tai pehmeä teräs
- Käsittelytaito - Kovemmat materiaalit vaativat hitaampia leikkausnopeuksia, mikä lisää koneen käyttöaikaa
- Työkalujen kulusta - Kärjekkäät tai sitkeät materiaalit kuluttavat leikkaustyökaluja nopeammin, mikä lisää vaihtokustannuksia
- Erikoiskäsittely - Jotkin materiaalit vaativat erityisiä jäähdytysnesteitä, syöttönopeuksia tai koneasenteita
Työstöaika:
Koneaika vaikuttaa suoraan työvoima- ja laitteistokustannuksiin. Komacut tunnistaa kaksi merkittävää aikatekijää: "käytettävien materiaalien paksuus ja osan suunnittelun monimutkaisuus." Paksuimmat materiaalit vaativat useita kierroksia saavuttaakseen halutun syvyyden. Monimutkaiset geometriat edellyttävät hitaampia nopeuksia tarkkuuden varmistamiseksi sekä useita työkalujen vaihtoja.
Osan monimutkaisuus ja suunnittelun ominaisuudet:
Fictivin kustannusten alentamisen opas toteaa, että tietyt suunnitteluelementit vaikuttavat merkittävästi hinnoitteluun:
- Suvaitsevaisuus - "Tiukemmat toleranssit = korkeammat kustannukset." ±0,025 mm:n (±0,001 tuumaa) tarkkuuden saavuttaminen vaatii huolellisempaa koneistusta kuin standarditoleranssit
- Reiän koko ja syvyys - "Syvät ja kapeat reiät ovat hitaita koneistaa tarkasti, ja niissä on suurempi riski työkalun murtumiselle"
- Sisäpuoliset säteet - "Mitä pienempi kaarevuussäde, sitä pienempi päätyleikkuri vaaditaan... ja sitä hitaammin sen on koneistettava"
- Leikkaussyvyys - Erityisen syvät lokit vaativat pidennettyä koneistusaikaa ja voivat vaatia erikoistyökaluja
- Seinämän paksuus - Ohuet seinämät vaativat erityistä huolellisuutta värähtelyjen ja muodonmuutosten estämiseksi
- Alapinnat - O-renkaan urat vaativat erikoistyökaluja, jotka lisäävät kustannuksia
Asetus- ja käsittelyaika:
Leikkauksen aloittamisen edellytyksenä on merkittävä valmistelu. Komacut huomauttaa, että "CNC-koneen asettaminen on erityisen työvoimavallointavaa ja kallista, ja siihen kuuluu sopivien työkalujen ja kiinnityslaitteiden asennus, materiaalin valmistelu sekä koneparametrien määrittäminen." Tämä kerran tapahtuva tekninen suunnittelu (NRE) kattaa seuraavat kustannukset:
- CAM-ohjelmointi - Työpolkujen ja G-koodi-komentojen luominen
- Kiinnityslaitteen asennus - Työkappaleen kiinnittäminen asianmukaisesti jokaiseen toimintaan
- Työkalun asennus - Leikkaustyökalujen lataaminen ja kalibrointi
- Ensimmäisen esimerkin tarkastus - Ensimmäisen osan vaatimustenmukaisuuden tarkistaminen
Konetyyppi ja ominaisuudet:
Eri laitteet ovat eri tuntihintaisia. Komacutin analyysi osoittaa, että 5-akselisia porauskoneita käytettäessä tuntihinta on korkeampi kuin 3-akselisilla laitteilla, koska ne ovat "kalliita koneita, joissa käytetään edistynyttä ohjelmistoa ja koulutettua henkilökuntaa." CNC-kierreporaus on "yleensä nopeampaa ja kustannustehokkaampaa kuin poraus pyöreiden muotojen valmistuksessa."
Määrä ja erän koko:
Määrä vaikuttaa merkittävästi yksikköhintaan. Komacut selittää, että "suuremmat määrät jakavat kiinteät kustannukset valmistuksen aloittamiseen useamman yksikön kesken, mikä vähentää kunkin osan kustannusta." Lisäksi "suurten materiaalierien ostot voivat usein olla alennuskelpoisia." Yhteys on selvä: 100 kappaletta tilattaessa kappalehinta on pienempi kuin 10 kappaletta tilattaessa.
Kuinka saada tarkkoja tarjouksia projektillesi
Hyödyllisten tarjousten saaminen edellyttää täydellisen tiedon antamista etukäteen. LongShengin tarjousopas määrittelee, että tarjousten arviointi vaatii "monien keskeisten tekijöiden kokonaisvaltaista huomiointia", mukaan lukien "materiaalikustannukset, työvoimakustannukset, laitteiston käyttökustannukset ja mahdolliset jälkikäsittelykustannukset."
Tarkan ja vertailukelpoisten tarjousten saamiseksi:
- Toimita täydelliset CAD-tiedostot - 3D-mallit (STEP, IGES) sekä 2D-piirrokset mitoituksineen ja toleransseineen
- Määritä materiaali selkeästi - Sisällytä materiaalin luokka, kovuusasteikko ja mahdolliset sertifiointivaatimukset
- Määritä toleranssit tarkasti - Merkitse kriittiset mitat erikseen yleisten toleranssien sijaan
- Tilamäärän vaatimukset - Sisältää sekä välittömät tarpeet että mahdolliset tulevat määrät
- Kuvaa pinnanlaatuvaatimukset - Määrittele Ra-arvot tai vaaditut pinnankäsittelytoimenpiteet
- Tunnista toissijaiset käsittelytoimenpiteet - Lämmönkäsittely, pinnoitus, anodointi, kokoonpanovaatimukset
Yleisimmät virheet, jotka kasvattavat CNC-koneistuskustannuksia
Monet kustannusajurit ovat sinun hallinnassasi. Fictiv tunnistaa useita vältettäviä virheitä, jotka turhaan korottavat hintoja:
Liiallinen toleranssien määritys: ±0,001 tuuman tarkkuus kaikkien mittojen osalta – kun vain muutamia ominaisuuksia todella vaaditaan – lisää kustannuksia huomattavasti. Fictiv suosittelee aloittamaan "ISO 2768 keskitarkkuusluokalla" kuin "kohtalaisena standardina prototyyppien valmistukseen" ja tiukentamaan tarkkuutta ainoastaan siinä määrin kuin toiminnallisesti vaaditaan.
Asennuksen monimutkaisuuden sivuuttaminen: Useita asetuksia vaativat suunnittelut ovat kalliimpia. Fictiv ehdottaa harkintaa siitä, voisiko suunnittelun jakaa useisiin komponentteihin, jotka voidaan koneistaa helposti erikseen ja koota myöhemmin, tai yksinkertaistaa suunnittelua siten, että kaikki koneistus voidaan tehdä yhdellä pinnalla.
Kalliiden materiaalien tarpeeton valinta: Fictiv suosittelee: "valitse yksinkertaisesti halvin mahdollinen materiaali, joka kuitenkin täyttää suunnittelun vaatimukset. Jos teet vain toiminnallista prototyyppiä, pyri pitämään edullisemmat vaihtoehdot, kuten ABS tai CNC-koneistettu alumiini."
Yksittäisten osien tilaaminen: NRE-kustannukset hallitsevat yksiosaisia tilauksia. Fictiv suosittelee "valmistamaan kustakin osasta useampi kuin yksi kappale, jotta yksikkökustannus laskee, mutta ei niin monta, että valmistettaisiin tarpeettomia osia."
Erityisjyvitystä vaativien ominaisuuksien suunnittelu: Monimutkaisen geometrian omaavat osat saattavat vaatia erityisiä pehmojyviä tai sini-tankkoja asettamiseen. Fictiv ehdottaa "geometrisen monimutkaisuuden vähentämistä mahdollisimman paljon" tai "komponentin jakamista yksinkertaisempiin osiin, jotka voidaan myöhemmin kokoonpanna."
Muista Fictivin kolme tärkeintä kustannustekijää, joita tulisi minimoida: "Materiaalikustannukset, mukaan lukien raaka-ainepalojen koko ja materiaalin arvo; Jyvitysasettelut, sekä niiden lukumäärä että monimutkaisuus; Koneistusaika, poistamalla mahdollisimman paljon vaikeita osien ominaisuuksia ja geometriaa."
Kun sinulla on tämä hinnoittelutieto, voit arvioida tarjouksia merkityksellisesti, tunnistaa mahdollisuudet kustannusten optimointiin ja rakentaa tuottavia suhteita konepistokumppaneihin. Mikä on viimeinen askel? Tietää, mitkä ominaisuudet määrittelevät luotettavan CNC-työpajan, jolla on arvoa kumppanuudeksi tarkkuusvalmistukseesi.
Luotettavan CNC-työpajan kumppanin valinta
Olet tutustunut tarkkuusvaatimuksiin, sertifikaatteihin, materiaaleihin ja hinnoittelutekijöihin. Nyt koittaa päätös, joka yhdistää kaiken: miten valita CNC-työpaja, joka toimittaa johdonmukaisesti ja kasvaa tarpeidesi mukana. Väärä kumppani tarkoittaa menetettyjä toimitusaikoja, laatuongelmia ja hukattua budjettia. Oikea kumppani puolestaan muodostuu kilpailuetulyöntiksi.
Tässä kerrotaan, kuinka arvioit mahdollisia konepistokumppaneita käyttäen tietoja, jotka olet saanut tästä oppaasta.
Mitä tulisi etsiä CNC-palvelukumppanilta
Aloita arviointisi näillä välttämättömillä kriteereillä – kukin niistä liittyy suoraan teknisiin standardeihin ja kykyihin, joista olemme keskustelleet:
- Alaasi liittyvät hyväksytyt sertifikaatit - Muistatko sertifiointien jakautumisen? Yhdistä työpajan pätevyys käyttötarkoitukseesi. Autoteollisuuden tarkkuus-CNC-palveluille IATF 16949 -sertifikaatti on välttämätön. Tällaiset laitokset kuin Shaoyi Metal Technology noudattavat tätä standardia sekä tilastollisen prosessinohjauksen (SPC) käyttöönottoa – täsmälleen sellaisia laatuvarmistusjärjestelmiä, jotka estävät virheitä eivätkä ainoastaan havaitse niitä.
- Laajennettavuus prototyypistä tuotantoon - Kykeneekö työpaja täyttämään nykyiset tarpeesi JA kasvamaan kanssasi? Etsi kumppaneita, jotka tarjoavat nopean prototyypinvalmistuksen ja sarjavalmistuksen samassa paikassa. Tämä poistaa ikävän siirtymän prototyyppitoimittajien ja sarjavalmistustilojen välillä, joka usein aiheuttaa laatueroja.
- Toimitusaikamahdollisuudet - Kysy erityisesti kääntöaikoja. Jotkin sertifioitujen laitosten komponentit, joilla on korkea tarkkuusvaatimus, voidaan toimittaa jo yhden työpäivän sisällä kiireellisiin tarpeisiin. Tämä nopeus on tärkeää, kun tuotantoaikataulut ovat tiukkoja.
- Laitteiston ja kapasiteetin läpinäkyvyys - According to QTime:n tarkkuusinsinöörintyön tarkistuslista , ymmärtäminen siitä, mikä on liikkeen "kapasiteetti ja laajennettavuusvaihtoehdot", auttaa sinua arvioimaan, kykeneekö se "toimittamaan tiettynä aikana." Pyydä varusteiden luettelot ja nykyistä kapasiteetin käyttöastetta.
- Laadun varmistusprosessit - Kuinka he todistavat osien täyttävän määrittelyt? Koordinaattimittauskoneen (CMM) tarkastukset, ensimmäisen artikkelin raportit ja dokumentoidut SPC-tiedot osoittavat systemaattista laatujohtamista eivätkä perustu pelkästään toiveisiin valmistuksessa.
- Teknisen neuvonnan halukkuus - Auttaako liike sinua optimoimaan suunnitelmiasi vai lainaa vain tarjota sitä, mitä olet esittänyt? Kumppanit, jotka ehdottavat parannuksia, osoittavat asiantuntemusta, joka hyödyttää projektejasi pitkällä aikavälillä.
Kyvykkyyden arviointi automaali- ja tarkkuussovelluksiin
Automaali- ja korkean tarkkuuden sovellukset vaativat lisähuomiota. Riskit ovat suuremmat – sekä taloudellisesti että turvallisuusvaikutusten osalta.
Arvioitaessa liikkeitä näihin vaativiin sovelluksiin varmista:
- PPAP-dokumentointikyky - Voivatko he tarjoaa tuotantokomponenttien hyväksyntäprosessin (PPAP) dokumentaation, jota automaaliasiakkaat vaativat?
- FMEA-toteutus - Suorittavatko he vianmuodostus- ja vaikutusanalyysin (FMEA) proaktiivisesti vai odottavatko ongelmien ilmestymistä?
- Jäljitettävyysjärjestelmät - Voivatko he jäljittää jokaisen osan tiettyihin materiaalieriihin, koneisiin ja käyttäjiin?
- Kokemus komponenttityyppeihinne - Työpaja, joka erikoistuu alustakokoonpanoihin, ei välttämättä sovellu elektronisten koteloitten valmistukseen. Pyydä asianmukaisia tapaustutkimuksia.
Arviointiprosessi palautuu lopulta luottamukseen, jota tukevat todisteet. Sertifikaatit tarjoavat perustason varmuuden. Mutta näiden pätevyyksien yhdistäminen osoitettuihin kykyihin – kuten kykyyn käsitellä monimutkaisia metallivaimentimia tai hienostuneita automaaliaosia johdonmukaisella tarkkuudella – erottaa luotettavat konepajakumppanit niistä työpajoista, jotka vain omistavat oikean kaluston.
Paras CNC-työpajan suhde ei ole transaktionaalinen – se on kumppanuus, jossa sinun menestyksesi edistää heidän menestykstään. Etsi työpajoja, jotka kysyvät kysymyksiä sovelluksestasi, ehdottavat parannuksia suunnitelmiisi ja osoittavat aidosti kiinnostusta ratkaista valmistusongelmiasi.
Tämän oppaan tiedon avulla et enää ole ensikertalainen ostaja, joka astuu tuntemattomaan alueeseen. Ymmärrät, mitä CNC-palvelut kattavat, miten arvioida sertifikaatteja, milloin eri prosessit ovat sovellettavia ja mitä tekijöitä hinnoittelua ohjaa. Käytä tätä tietoa esittääksesi perusteltuja kysymyksiä, vertaillaksesi tarjouksia merkityksellisesti ja rakentaaksesi suhteita työpajoihin, jotka tarjoavat tarkkuutta, luotettavuutta ja palvelua, jota projekteisi tarvitaan.
Usein kysytyt kysymykset CNC-työpajoista ja -palveluista
1. Mitä CNC-työpaja tekee?
CNC-konepaja käyttää tietokoneohjattuja koneita tarkkuuskomponenttien valmistamiseen raaka-aineista, kuten metallista, muovista tai komposiitista. Palvelut ulottuvat perusleikkausta laajemmalle ja sisältävät muun muassa erikoiskonepuruinnin, prototyyppivalmistuksen, laitteiden huollon, korjaukset, kalibroinnit ja käyttäjäkoulutukset. CNC-pajoissa työskentelevät pätevät ohjelmoijat, koneistajat ja laadunvalvontaan erikoistuneet asiantuntijat, jotka muuntavat projektivaatimukset valmiiksi osiksi, joiden toleranssit mitataan mikrometreissä.
2. Mikä on CNC-palvelu?
CNC-palvelu kattaa koko tietokoneohjatun numeerisen ohjauksen (CNC) konepuruinnin toimintaspektrin, mukaan lukien CNC-jyrsintä, kääntötyö, moniakselinen konepuruointi ja sähköeroosio (EDM). Valmistuksen lisäksi palveluun kuuluu suunnittelutukea, kuten CAD/CAM-käsittely, käänteinen suunnittelu (reverse engineering) ja suunnittelun optimointi. Toissijaiset palvelut kattavat pinnankäsittelyn, kuten anodoinnin ja sähkökromauksen, lämpökäsittelyn, laadun tarkastuksen koordinaattimittakoneella (CMM) sekä kokoonpanopalvelut.
3. Kuinka valitsen CNC-jyrsinnän, kääntötyön ja sähköeroosion välillä?
Valitse osan geometrian perusteella: CNC-jyrsintä soveltuu tasaisille pinnoille, lokeroille ja monimutkaisille 3D-muodoille pyörivillä leikkaustyökaluilla. CNC-kääntö on nopeampaa ja kustannustehokkaampaa sylinterimäisille osille, kuten aksелеille ja varretusrenkaileille, joissa työkappale pyörii. EDM käyttää sähkökärjistä syntyviä kipinöitä erittäin kovien materiaalien koneistamiseen ja monimutkaisten sisäisten rakenteiden valmistamiseen, joita ei voida toteuttaa perinteisillä leikkausmenetelmillä; kuitenkin EDM on kalliimpaa ja toimii vain sähkönjohteisilla materiaaleilla.
4. Mitä sertifikaatteja tulisi etsiä CNC-tehtaasta?
ISO 9001 tarjoaa perustan laatumhallinnalle kaikilla aloilla. Ilmailusovelluksissa AS9100D-sertifiointi on välttämätön. Autoteollisuuden projekteihin vaaditaan IATF 16949 -sertifiointia, joka perustuu ISO 9001:een mutta lisää siihen tilastollisen prosessin ohjauksen (SPC), FMEA-analyysin ja PPAP-dokumentoinnin. Lääkintälaitteiden valmistukseen vaaditaan ISO 13485. Valitse sertifiointi teollisuusalasi vaatimusten mukaan eikä pelkästään laskemalla sertifikaattien määrää.
5. Kannattaako käyttää paikallista konepajaa vai verkkopohjaista CNC-palvelua?
Paikallisissa liikkeissä tarjotaan suoraa viestintää koneen- ja työstökoneen käyttäjien kanssa, suunnittelun neuvontaan liittyvää asiantuntemusta, läpinäkyvää hinnoittelua ilman alustapalkkioita sekä jatkuvaa palvelutukea huollosta ja korjauksista. Verkkopalvelut tarjoavat heti saatavan tarjouksen, 24/7-saatavuuden ja laajan toimittajaverkoston. Monimutkaisiin projekteihin, joissa vaaditaan toistuvia muokkauksia, paikallisilla kumppanuuksilla on etulyöntiasema. Yksinkertaisiin osiin, joiden suunnittelu on jo valmis, verkkopalvelut tarjoavat tehokkaita kauppoja. Suurten tuotantomäärien valmistukseen suositaan yleensä suoria tehdassuhteita.