 Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —
Pienet erät, korkeat standardit. Nopea prototyypinkehityspalvelumme tekee vahvistamisen nopeammaksi ja helpommaksi —

CNC-osat selitetty: konekomponenteista mukautettuihin koneistettuihin tuotteisiin
Mitä CNC-osat todellisuudessa tarkoittavat ja miksi niistä on merkitystä
Kun etsit termiä "CNC-osat", saatat joutua yllättäen kohdalleen valtavaan määrään tuloksia, jotka näyttävät osoittavan täysin eri suuntiin. Etsitkö vaihtospindeliä porakoneellesi vai tarvitsetko seuraavaan projektiisi tarkkuuskoneistettuja alumiinirakenteita? Tämä sekasorto johtuu siitä, että termi kattaa kaksi täysin erillistä luokkaa, joita ostajat, teknikot ja insinöörit kohtaavat päivittäin.
Koneosat vs koneistetut tuotteet
Tämän perustavanlaatuisen eron ymmärtäminen voi säästää sinulta tunteja turhautumista ja mahdollisesti kalliita virheitä. Termi "CNC-osat" viittaa sekä CNC-koneen sisäisiin komponentteihin että niihin valmiisiin tuotteisiin, jotka nämä koneet tuottavat. Kuvittele, että etsit auto-osia ilman, että tiedät, tarvitsetko jotain moottoritilasta vai tilattua kehystä —se on haaste, johon monet törmäävät navigoidessaan tätä terminologiaa.
Ostajille, jotka hankkivat vaihtokomponentteja, tämä selkeys määrittää sen, ottaako te yhteyttä koneen työkalutoimittajaan, kuten CNC Router Parts LLC:hen, vai ottaako te yhteyttä räätälöityyn koneistuspalveluun. Huoltoteknikoiden on ymmärrettävä CNC-koneen osat, jotta ne voivat diagnosoida vikoja tarkasti, kun taas tuotteita suunnittelevien insinöörien on käytettävä koneistettuja komponentteja, joilla on tiukat toleranssit ja tiettyjä materiaaliominaisuuksia.
CNC-osien terminologian jakautuminen
Jotta voit nopeasti tunnistaa, mikä kategoria koskee tilannettasi, tarkastele tätä jakoa:
| Kategoria | Määritelmä | Esimerkkejä | Kenelle tämä on tarkoitettu |
|---|---|---|---|
| CNC-koneen osat | Sisäosat, jotka muodostavat CNC-koneen itsensä | Pyörivät akselit, kuulalaakereiden ruuvit, lineaariset ohjaimet, askellusmoottorit, ohjaimet | Koneen omistajat, huoltoteknikot, koneiden rakentajat |
| Cnc-työstetut tuotteet | Räätälöidyt osat, jotka valmistetaan CNC-laitteilla | Alumiiniset kiinnikkeet, teräksiset akselit, muoviset koteloit, messinkiset liittimet | Tuotesuunnittelijat, valmistajat, hankintapä specialistit |
Tässä oppaassa löydät yksityiskohtaisia tietoja molemmista CNC-komponenttien luokista. Riippumatta siitä, ratkaisetko käytetyn CNC-osion ongelmat työpaikallasi vai määritätkö räätälöityjä koneosia ilmailun sovelluksille, seuraavat kohdat tarjoavat käytännön tietoa, jota tarvitset tietoisten päätösten tekemiseen.
Tärkeimmät komponentit jokaisessa CNC-koneessa
Oletko koskaan miettinyt, mitä CNC-koneen peitteiden alla tapahtuu? Vaikka useimmat oppaat vain luettelevat komponenttien nimiä, ymmärtäminen siitä, miten nämä CNC-koneen osat toimivat ja toimivat yhdessä, muuttaa sinut passiivisesta käyttäjästä sellaiseksi, joka pystyy diagnosoimaan ongelmia, optimoimaan suorituskykyä ja tekemään älykkäämpiä ostopäätöksiä. Rikotaan neljä pääkomponenttiluokkaa, jotka muodostavat jokaisen CNC-järjestelmän ytimen.
Mekaaniset osat, jotka mahdollistavat tarkkan liikkeen
CNC-koneen mekaaniset järjestelmät kääntää digitaaliset käskyt fyysiseen liikkeen erinomaisella tarkkuudella. Nämä CNC-koneen komponentit ovat vastuussa työkalujen ja työkappaleiden sijoittamisesta tarkoitetun paikan mikrometrin tarkkuudella.
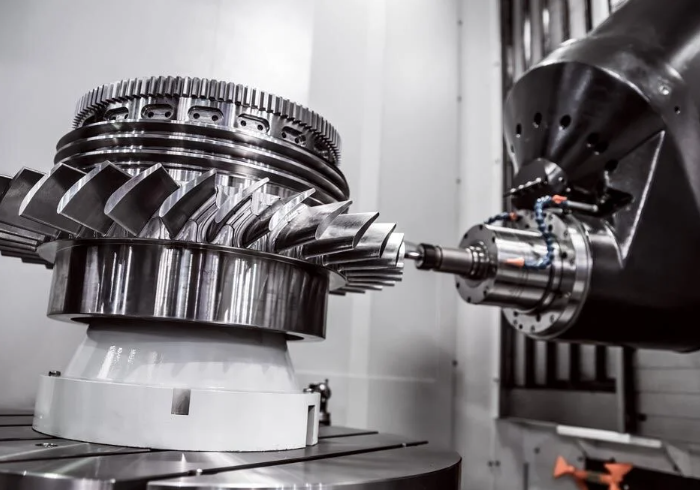
- Spindles: Jokaisen CNC-koneen pyörivä sydän: kärkikannatin pitää kiinni leikkaustyökaluista ja pyörittää niitä nopeuksilla, jotka vaihtelevat muutamasta sadasta jopa kymmeniin tuhansiin kierrosta minuutissa. Korkean nopeuden kärkikannattimet tuottavat leikkausvoiman, joka tarvitaan materiaalin tehokkaaseen poistoon säilyttäen samalla pinnanlaadun.
- Pallokierteet: Nämä tarkkuusjyrsityt kierreakselit muuntavat moottoreiden pyörivän liikkeen lineaarisiksi liikkeeksi. Teollisuuden määrittämien vaatimusten mukaan kuulalaakeroidut kierreakselit voivat saavuttaa korkean nopeuden etenemisen erinomaisella liikkeen tehosta ja vähäisellä lämmönmuodostuksella. Niiden palauttavat kuulalaakerit poistavat käytännössä takaiskuilmiön, mikä mahdollistaa sijoitustarkkuuden, jota liukumekanismien ei ole mahdollista saavuttaa.
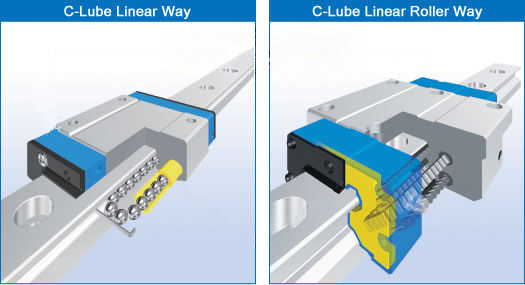
- Lineaariliukuraidat (liukuraidat): Niitä kutsutaan myös liukuraihoiksi tai lineaarisiksi liukukeloina, ja ne tukevat ja ohjaavat liikkuvia aksелеita niiden liikeradoilla. Nykyaikaiset lineaariset ohjaimet käyttävät liukumisen sijasta vierintäkitkaa, mikä vähentää kitkakerrointa noin 1/50:ksi perinteisistä liukukeloista. Tämä merkittävä vähennys mahdollistaa suuremman liikkumisvapauden, pienemmän tehonkulutuksen ja pidemmän komponenttien käyttöiän.
- Laakerit ja varret: Tukemalla kaikkia pyörivää ja liukuvaa komponenttia tarkkuuslaakerit vähentävät kitkaa samalla kun ne säilyttävät tiukat toleranssit suurten kuormitusten ja korkeiden nopeuksien alla.
Harrastajille ja harrastekäyttäjille, jotka hankkivat näitä mekaanisia komponentteja, tarjoavat toimittajat kuten OpenBuilds Part Store modulaarisia ratkaisuja, jotka yksinkertaistavat räätälöityjen koneiden rakentamista säilyttäen samalla ammattimaisen laatuvaatimusten tasot.
Sähköjärjestelmät, jotka syöttävät CNC-toimintoja
Kuulostaa monimutkaiselta? Ajattele sähkökomponentteja CNC-koneesi lihasjärjestelmänä ja hermostona – ne tarjoavat tehon ja takaisinkytkennän, jotka ovat välttämättömiä tarkalle ja koordinoitulle liikkeelle.
- Servomoottorit: Toisin kuin yksinkertaiset moottorit, jotka vain pyörivät, servomoottorit toimivat suljetuissa silmukoissa, jotka seuraavat jatkuvasti ja säätävät niiden sijaintia. Servomoottori muodostaa yhdessä ohjaimen ja takaisinkytkentälaitteen kanssa suljetun silmukan, mikä mahdollistaa reaaliaikaisen korjauksen ja tarkkuuden säilyttämisen myös vaihtelevien kuormien alaisena.
- Askellusmoottorit: Nämä moottorit liikkuvat diskreeteissä kulma-askelissa, mikä tekee niistä ihanteellisia tarkkaan sijoittamiseen vaativiin sovelluksiin ilman monimutkaista kooderitakaisinkytkentää. Niitä käytetään yleisesti pienemmissä CNC-porakoneissa ja 3D-tulostimissa.
- CNC-ajoyksiköt: CNC-ajo vahvistaa ohjaussignaalit siten, että moottoreihin syötetään sopivaa tehoa. Nykyaikaiset ajot käyttävät pulssinleveysmodulaatiota (PWM) moottorin nopeuden ja vääntömomentin säätämiseen erinomaisella tehokkuudella. PWM-aaltomuodot välittävät modulaatiosignaalit moottoreihin, joissa pidemmät ON-pulssit antavat enemmän jännitettä ja kiihdyttävät pyörimistä.
- Anturit ja kooderit: Asemananturit, raja- ja lähestymisanturit tarjoavat takaisinkytkentäsilmukan, joka on välttämätön tarkkaa koneistusta varten. Nämä laitteet ilmoittavat jatkuvasti ohjausjärjestelmälle akselien sijainnit, työkalun läsnäolon ja turvallisuusolosuhteet.
- Virtalähteet: Vakaa ja puhtaasti toimiva virtalähde estää sähköisen kohinan vaikutuksen sijainnin tarkkuuteen. Laadukkaat virtalähteet suojavat myös herkkiä elektroniikkakomponentteja jännitepiikeistä ja jännitemuutoksista.
Ohjausarkkitehtuuri ja ohjelmistointegraatio
Ohjausjärjestelmä toimii koneen aivoina, joilla koordinoitaan kaikki koneen toiminnot. Kun lataat G-koodiohjelman, nämä komponentit tulkkaavat käskyjä ja ohjaavat liikkeiden sinfoniaa, joka tuottaa valmiin osan.
- CNC-ohjaimet: Nämä erikoistuneet tietokoneet käsittelevät koneistusohjelmia ja tuottavat koordinoituja liikkeenkäskyjä jokaiselle akselille. Ohjaimet käyttävät PID- (suhteellinen, integraalinen, derivaattainen) algoritmeja jatkuvasti vähentääkseen komentojen mukaisten paikkojen ja todellisten paikkojen välistä eroa – varmistaakseen, että leikkaukset osuvat tarkalleen määrättyyn kohtaan.
- Ihmisen-koneen käyttöliittymä (HMI): Kosketusnäytöt, näppäimistöt ja näyttöpaneelit mahdollistavat ohjattavien ohjelmien lataamisen, parametrien säätämisen ja koneen tilan seurannan reaaliajassa.
- Ohjelmistoliittymät: CAM-ohjelmisto luo työkalupolkuja, kun taas postprosessoreiden tehtävänä on muuntaa nämä konekohtaisiksi koodiksi. Nykyaikaiset CNC-lisävarusteet sisältävät usein verkkoyhteyden etäseurantaan ja ohjelmien siirtoon.
- Liikkeenohjauskortit: PC-pohjaisissa järjestelmissä erityiset liikkeenohjaushardwaret suorittavat reaaliajassa vaadittavat laskutoimitukset sileän, koordinoitun moniakselisen liikkeen varmistamiseksi.
CNC-koneen todellinen tarkkuus ei juurtu yksittäisestä komponentista, vaan siitä, kuinka saumattomasti mekaaniset, sähköiset ja ohjausjärjestelmät viestivät keskenään ja korjasivat toistensa poikkeamia.
Nämä kolme järjestelmää eivät toimi eristyksissä. Kun servomoottori liikuttaa akselia, lineaarinen ohjausvarmistaa sileän liikkeen, kuulalaakeroidun kierrejousen avulla pyörimisliike muunnetaan suoraviivaiseksi liikkeeksi, enkooderi vahvistaa sijaintia ja ohjain säätää ajosignaalia – kaikki tämä tapahtuu tuhansia kertoja sekunnissa. Tämä integroitu lähestymistapa selittää, miksi laatu on tärkeää jokaisessa komponenttiluokassa: heikko lenkki missä tahansa ketjussa heikentää koko järjestelmän suorituskykyä.
Kun tämä perusta on paikoillaan, saatat ihmetellä, mitä materiaaleja käytetään näiden kriittisten komponenttien valmistukseen – ja miksi nämä valinnat vaikuttavat suoraan siihen, kuinka kauan koneesi säilyttää tarkkuutensa.
Materiaalit, jotka tekevät CNC-komponenteista luotettavia
Oletko koskaan miettinyt, miksi kärkikappale voi pyöriä 20 000 rpm:n nopeudella vuosikausia ilman vikoittumista tai miksi lineaariset ohjaimet säilyttävät mikrometrin tarkkuuden huolimatta jatkuvasta kitkasta? Vastaus piilee huolellisesti valituissa materiaaleissa – kukin niistä on valittu tiettyjen ominaisuuksiensa perusteella sen sovelluksen vaatimusten mukaisesti. Näiden materiaalivalintojen ymmärtäminen auttaa sinua arvioimaan komponenttien laatuun , ennustamaan käyttöikää ja tekemään fiksumpia vaihtopäätöksiä CNC-koneistuskoneiden osille.
Miksi materiaalinvalinta määrittää komponentin käyttöiän
Jokainen CNC-komponentti kohtaa ainutlaatuisen yhdistelmän rasitteita: mekaanisia kuormia, kitkaa, lämmön muodostumista ja ympäristötekijöiden vaikutusta. Valmistuksessa käytettävien materiaalien on käsiteltävä kaikkia näitä haasteita samanaikaisesti säilyttäen samalla mittatarkkuutensa tuhansien käyttötuntien ajan.
Harkitse, mitä tapahtuu kärkikappaleen laakerissa korkean nopeuden koneistuksen aikana. Laakerirenkaat kokevat:
- Syklisen rasituksen: Toistuva kuormittaminen ja purkaminen, kun pallot vierivät pintojen yli miljoonia kertoja
- Kitkalahmön aiheuttama lämpö: Lämpötilat, jotka voivat ylittää 150 °C kovien leikkaustoimintojen aikana
- Saastumisen altistuminen: Jäähdytysnesteiden sumu, metallihiukkaset ja ilmassa leijuvat hiukkaset, jotka pyrkivät pääsemään sisään
- Tarkkuusvaatimukset: Toleranssit, jotka mitataan mikrometreinä ja joiden on pysyttävä vakaina lämpölaajenemisesta huolimatta
Siksi kärkipuolen laakerit käyttävät erityisiä kromiterässeoksia, kuten AISI 52100 -terästä. Aineopin periaatteiden mukaan tämä teräs saavuttaa erinomaisen kovuuden (60–64 HRC lämpökäsittelyn jälkeen) säilyttäen samalla riittävästi sitkeyttä vastustaakseen väsymismurtumia. Kromipitoisuus – noin 1,5 % – tarjoaa kohtalaisen korrosionkestävyyden ja parantaa karkaistuvuutta laakerin poikkileikkauksen koko alueella.
Kuulakierrejä kohtaavat samankaltaiset haasteet, mutta niillä on lisäksi erityispiirre: niiden on muunnettava pyörivä liike lineaariseksi liikkeeksi lähes nollan takaiskuvoiman (backlash) kanssa. Valmistajat käyttävät yleensä kovennettuja seoskiskoja kierresauvan ja mutterin valmistamiseen, usein pinnankäsittelynä induktiokovennusta tai nitrointia. Nämä menetelmät luovat kovan ulkokotelon (joka kestää kulumista) sitkeän ytimen päälle (joka kestää iskukuormia) – tämä on paras mahdollinen ratkaisu tarkkuusliikkeen komponenteille.
Kovennettu teräs vs. alumiini CNC-koneiden rakentamisessa
Kävele minkä tahansa konepajan läpi, ja huomaat, että CNC-koneet käyttävät sekä terästä että alumiinia laajalti – mutta hyvin eri paikoissa. Tämä ei ole sattumaa; se heijastaa perustavanlaatuisia kompromisseja lujuuden, painon, lämpöominaisuuksien ja kustannusten välillä.
Missä kovennettu teräs hallitsee:
- Lineaarisiirtoraidat: Nämä erikoisosat valmistetaan kovuuspintaisesta teräksestä (tyypillisesti 58–62 HRC pinnankovuus), koska niiden on kestettävä vierivien elementtien aiheuttamaa kulumista samalla kun ne säilyttävät tasaisuutensa ja suoruutensa mikrometrin tarkkuudella. Pehmeämmät materiaalit kehittäisivät nopeasti uria, mikä tuhoaisi sijoitustarkkuuden.
- Pyöriväakselit: Hiilipitoiset työkaluteräkset kestävät leikkauskuormien aiheuttamia taivutusvoimia samalla kun ne säilyttävät keskisyysominaisuutensa erittäin korkeilla pyörimisnopeuksilla.
- Pallokierteistä liukuparistoa: Korkeiden kosketuspaineiden ja jatkuvan liikkeen yhdistelmä edellyttää materiaaleja, joilla on erinomainen väsymisvastus – ominaisuus, jonka vain laadukkaat teräksiset seokset voivat tarjota.
Alumiinin vahvuusalueet:
- Koneiden rakenteet ja rungot: Alumiinin erinomainen vahvuus-paino suhde liikkuva massa pienenee, mikä mahdollistaa nopeamman kiihtyvyyden ja hidastumisen ilman jäykkyysominaisuuksien heikentymistä.
- Portaikkorakenteet: Pienempi paino tarkoittaa, että moottorit voivat saavuttaa korkeammat nopeudet pienemmällä tehonkulutuksella ja vähäisemmällä kulumalla kuljetuskomponenteissa.
- Lämmönpoistimet ja moottorikannattimet: Alumiinin lämmönjohtavuus (noin viisi kertaa suurempi kuin teräksen) poistaa tehokkaasti lämpöä moottoreista ja kuljetusjärjestelmistä.
Jotkut CNC-komponenttivalmistajat käyttävät myös erityissovelluksissa messinkiä ja pronssiseoksia. Vanhoissa tai erikoiskoneissa löydät messinkipalasia, joissa niiden itsevoitelevat ominaisuudet ja korroosionkestävyys ovat tärkeämpiä kuin erinomainen kovuus. Pronssiseoksia, erityisesti fosforipronssia, käytetään käsikäyttöisissä säätöruuvissa, joissa alhaisempi kitkakerroin vähentää käyttäjän vaadittavaa voimankäyttöä.
Polymerit ja tekniikan muovit ovat leikkineet omia nissejäänsä nykyaikaiseen CNC-suunnitteluun. Asetaali (POM/Delrin) esiintyy kevytkestoisissa käyttötarkoituksissa käytettävissä anti-backlash-pähkinöissä, ja se tarjoaa erinomaisen mittakaavavakauden ja pienen kitkan murto-osalla teräksen kustannuksista. PTFE-pohjaiset materiaalit toimivat kantavilla pinnoilla ja tiivisteinä, joissa kemiallinen vastustus ja erittäin alhainen kitka ovat tärkeämpiä kuin kuormituskyky.
Oikea materiaali väärässä sovelluksessa epäonnistuu nopeasti, mutta oikea materiaali oikeassa sovelluksessa voi kestää pidempään kuin itse kone.
Arvioitaessa vaihto-osia tai päivitettäessä konetta on otettava huomioon, miten materiaalivalinnat vaikuttavat pitkän aikavälin suorituskykyyn. Halvemman, riittämättömästi kovennetusta teräksestä valmistetun lineaarisen ohjaimen hankinta saattaa säästää rahaa aluksi, mutta kiihtynyt kulumisilmiö aiheuttaa paljon suuremmat kustannukset tarkkuuden menetyksen ja usein tarvittavien vaihtojen muodossa. Näiden materiaaliperusteiden ymmärtäminen muuttaa sinut osien ostajasta sijoittajaksi kestävään suorituskykyyn – mikä johtaa luonnollisesti siihen, että tunnistat komponenttien laadun suoran vaikutuksen koneesi työstämiin osiin.
Kuinka konekomponenttien laatu vaikuttaa tuotokseesi
Kuvittele, että työstät tarkkuusakseja erinäisessä erässä ja huomaat sitten, että jokainen akseli mittaa 0,05 mm liian suurelta yhdellä akselilla. Tarkistat G-koodisi – se on oikein. Työkalusi näyttävät hyviltä. Kiinnitysjärjestelmäsi on vankka. Mistä virhe sitten johtuu? Vastaus piilee usein näkyvissä: CNC-työstökoneen sisällä olevat osat ovat heikentyneet juuri niin paljon, että tuotos ei enää täytä hyväksyttäviä toleransseja.
Sisäisten komponenttien kunnon ja valmiin osan laadun välinen suhde ei ole pelkästään teoreettinen – se on mitattavissa, ennustettavissa ja ehdottoman tärkeä kaikille cnc-koneistuksella tuotettavien tuotteiden valmistajille joilla vaaditaan jatkuvaa tarkkuutta.
Kuinka komponenttikulumasta aiheutuu osavikoja
Jokainen mekaaninen komponentti cnc-koneessasi kuluu vähitellen. Tämä on haastavaa siksi, että kulumaa ei ilmoiteta dramaattisesti – se etenee hitaasti ja usein sen havaitseminen vaikeutuu automaattisen korjausjärjestelmän tai käyttäjän tekemien säätöjen vuoksi, kunnes yhtäkkiä osat eivät läpäise tarkastusta.
Palloruuvin rappeutuminen ja sijaintivirheet
Kun palloruuvi kuluisi, pallojen kierrätys ei enää varmista yhtenäistä kosketusta ruuvin kierrekaareen. Tämä aiheuttaa takaiskuilmiön – pienen kuolleen alueen, jossa moottori pyörii, mutta akseli ei liiku. Lathe-cnc-osissa takaiskuilmiö näkyy seuraavasti:
- Mittavaihtelut eri suuntiin koneistettujen piirteiden välillä
- Ympyräinterpolointi, joka tuottaa hieman soikeita muotoja eikä todellisia ympyröitä
- Kierreaskel, joka vaihtelee hieman työkappaleen pituussuunnassa
- Kantapinnan sijainti, joka poikkeaa riippuen lähestymissuunnasta
Pallokierteinen akseli, jonka takaisinkäynti on vain 0,02 mm, saattaa vaikuttaa merkityksettömältä, mutta kun koneistat osia ±0,01 mm:n tarkkuusvaatimuksin, tämä takaisinkäynti kuluttaa koko sallitun virhemarginaalin jo ennen kuin muut muuttujat otetaan huomioon.
Pyörivän akselin epäkeskisyys ja pinnanlaatuongelmat
Pyörivän akselin epäkeskisyys – eli sen mitta, jolla pyörivä akseli poikkeaa täydellisestä keskisyydestä – siirtyy suoraan työkappaleeseen. Kun pidät leikkuutyökalua, epäkeskisyys aiheuttaa sen, että työkalu piirtää hieman suuremman ympyrän kuin sen nimellishalkaisija. Todellinen vahinko näkyy kuitenkin pinnanlaadussa.
Pyörivä akseli, jonka epäkeskisyys on 0,01 mm, muuttaa käytännössä jokaisen leikkuuterän hieman eri työkaluksi. Yksi terä leikkaa syvemmin, seuraava pintallisemmin, mikä aiheuttaa työstettyihin pintoihin tunnistettavan aaltomaisen kuvion. Heijastavilla materiaaleilla, kuten alumiinilla, tämä aaltomaisuus näkyy paljaalla silmällä. Tarkkuus tiivistyspintojen tapauksessa se voi aiheuttaa toimintahäiriöitä.
Voimanvälitysjärjestelmän laatu ja toistettavuus
Voimanvälitysjärjestelmäsi – moottorit, enkooderit ja tehostimet, jotka toimivat yhdessä – määrittää sen, kuinka tarkasti koneesi palaa aina samaan sijaintiin. Huonolaatuiset voimanvälitysjärjestelmät tai kuluneet komponentit aiheuttavat:
- Nopeusripuloinen liike, joka aiheuttaa pinnanlaatuvaihteluita muotoilevassa työstössä
- Seurantavirheet, jotka kumuloituvat nopeissa suunnanmuutoksissa
- Lämpömuutos, kun moottorit lämpenevät pitkäkestoisissa toiminnoissa
- Epätasainen kiihtyvyys, joka vaikuttaa työkalun tarttumiskulmiin
Tarkkuusketju koneesta työkappaleeseen
Tässä on asia, jota monet käyttäjät eivät tiedä: useista komponenteista johtuvat virheet eivät yksinkertaisesti keskity — ne kertyvät. Tätä ilmiötä kutsutaan toleranssien kertymiseksi (tolerance stacking), ja se selittää, miksi kone, jonka useat komponentit ovat "hyväksyttävissä" olosuhteissa, voi silti tuottaa hyväksymättömiä osia.
Kun pallokierteisrullaruuvin takaisku, lineaarisen ohjaimen kuluminen, pyörivän akselin epäkeskisyys ja enkooderin resoluutiovirheet yhdistyvät, kokonaissijoitustarkkuuden epävarmuus voi ylittää yksittäisten teknisten vaatimusten summan — mikä muuttaa rajallisesti hyväksyttävät komponentit yhdessä hyväksymättömäksi järjestelmän suorituskyvyksi.
Tarkastellaan tyypillistä porausleikkausta, jossa reiän sijainti on saavutettava ±0,025 mm:n tarkkuudella sen nimellisestä sijainnista:
| Virheen lähde | Tyypillinen osuus | Kumulatiivinen vaikutus |
|---|---|---|
| X-akselin pallokierteisrullaruuvin takaisku | ±0,008 mm | 0.008mm |
| Y-akselin pallokierteisrullaruuvin takaisku | ±0,006 mm | 0,014 mm |
| Lineaarisen ohjaimen suoruus | ±0,005mm | 0,019 mm |
| Pyörivän akselin poikkeama työkalun kärjessä | ±0,008 mm | 0,027 mm |
Tässä tilanteessa vaikka jokainen komponentti pysyykin tyypillisissä kulumisrajoissa, yhdistetty vaikutus ylittää 0,025 mm:n tarkkuusvaatimuksenne. Siksi kriittisiä CNC-koneenpuristuksen tuotteita valmistavat yritykset pitävät tiukkoja komponenttien kunnon kynnysarvoja – ei pelkästään vähimmäishyväksyttyjä standardeja.
Miksi laadukkaat komponentit maksavat itsensä takaisin
Investointi premium-luokan komponentteihin ei liity vain paperilla ilmoitettujen teknisten ominaisuuksien tavoittelua. Kyse on siitä, että tiukempia tarkkuusvaatimuksia voidaan pitää yllä pidempiä käyttöjaksoja, mikä johtaa suoraan seuraaviin etuihin:
- Vähemmän hylättyjä osia ja pienempiä romuasteikkoja
- Pidempiä väliaikoja kalibrointien ja säätöjen välillä
- Yhtenäisempiä ensimmäisen näytteen hyväksyntöjä uusissa tehtävissä
- Vähemmän tarkastusaikaa, koska osat pysyvät jatkuvasti tarkkuusrajoissa
- Laajennettu koneen käyttöaika huoltokatkokset välillä
Tarkkuusketju, joka yhdistää koneesi sisäiset komponentit valmiin työkappaleen laatuun, on yhtä vahva kuin sen heikoin lenkki. Tämän suhteen ymmärtäminen mahdollistaa huoltosijoitusten priorisoinnin, laatuongelmien diagnosoimisen niiden lähteestä sekä perustellut päätökset siitä, milloin komponentin vaihto tulee taloudellisemmin kannattavaksi kuin jatkuvat säädöt ja korjaukset.
Näiden laatu-yhteyksien tunnistaminen herättää luonnollisesti seuraavan kysymyksen: miten tiedät, milloin tiettyjä komponentteja on jo niin rapautunut, että ne vaativat vaihtoa?
CNC-osien vaihtotarpeen tunnistaminen
Olet huomannut, että osasi eivät mittaa viime aikoina ihan oikein. Tai ehkä spindelistä kuuluu uusi ääni, jota ei ollut viime kuussa. Miten tiedät, milloin on aika tilata CNC-korvausosia ja milloin riittää ohjelman säätäminen tai ruuvien kiristäminen? Normaalin toiminnan ja lähestyvän vian erottaminen toisistaan voi säästää sinut kalliista hätäkäytöstä – ja estää hylättyjen osien kuluttamasta voittoa.
Haasteena on, että CNC-varaosat harvoin epäonnistuvat katastrofaalisesti ilman varoituksia. Sen sijaan ne heikentyvät vähitellen, usein peitettynä kompensointialgoritmeillä tai käyttäjän tekemillä säädöillä. Kun vika tulee selväksi, olet todennäköisesti tuottanut rajallisesti hyväksyttäviä osia viikoittain. Tarkastellaan nyt niitä varoitusmerkkejä, joita kokemukselliset teknikot käyttävät ongelmien varhaisessa havaitsemisessa.
Komponenttivirheiden visuaaliset varoitusmerkit
Silmät ovat tehokkaita diagnostisia työkaluja, kun tiedetään, mihin tulee kiinnittää huomiota. Monet CNC-koneiden osat antavat näkyviä merkkejä tilastaan ennen toimintahäiriön esiintymistä.
Palloalkukytkimet ja lineaarohjaimet:
- Värinmuutos tai tummeneminen: Lämpöindusoitut värinmuutokset palloalkukytkimen akselissa viittaavat voitelun hajoamiseen tai liialliseen kitkaan – molemmat ovat edeltäjiä kiihtyneelle kulumiselle
- Näkyvät kulumaurat: Kiiltävät, poleroidut radat lineaarohjainrailleissa, joita kuljetusvaunut käyttävät, viittaavat saastumusvaurioon tai riittämättömään voiteluun
- Pistekulumat tai irtoaminen: Pienet kraatterit tai irtoaminen palloalkukytkimen kierrekierteistä viittaavat siihen, että väsymysmurtuma on alkanut – vaihto muodostuu kiireelliseksi
- Ruoste tai korroosio: Jopa pieni pinnan hapettuminen tarkkuuspintojen kohdalla osoittaa, että suojavoitelukalvo on hajonnut
Pyörivät akselit ja laakerit:
- Voiteluaineen vuoto: Voiteluaineen tai öljyn vuotaminen pyörivän akselin tiivisteen kautta viittaa tiivisteen heikkenemiseen ja mahdolliseen kontaminaation pääsyyn
- Työkalukannattimien paljoumat: Työkalujen istumispaikoissa havaittava värinmuutos viittaa liialliseen epäkeskisyyteen, joka aiheuttaa kitkasta johtuvaa lämpöä
- Metallihiukkaset jäähdytysnesteessä: Kiiltävät sirpaleet jäähdytysnestesäiliössä ovat usein peräisin kuluvista pyörivän akselin laakeripeleistä
Sähköiset komponentit:
- Polttonen haju tai värinmuutos: Tummenneet alueet moottorikoteloissa tai voiman siirtoyksiköissä viittaavat ylikuumenemistapahtumiin
- Kuitunauhan eristys irronnut tai haljenut: Etenkin kaapelikuljetusjärjestelmissä, joissa toistuva taipuminen aiheuttaa väsymistä
- Korrodoituneet liitokset: Vihreät tai valkoiset saostumat sähköliittimissä lisäävät vastusta ja aiheuttavat epäsäännöllisiä vikoja
Suorituskykyyn liittyvät oireet, jotka viestivät vaihtoaikaa
Kun CNC-varaosasi alkavat epäonnistua, kone kertoo siitä käyttäytymisellään – jos vain kuuntelet. Nämä suorituskykyyn liittyvät oireet ilmenevät usein ennen kuin visuaaliset merkit tulevat ilmeisiksi.
Mittasuunnan poikkeamia osoittavat merkit:
- Osa, joka mittaa jatkuvasti liian suurta tai liian pientä yhdessä akselisuunnassa
- Pyöreät piirteet, jotka tuottavat tarkastuksen aikana soikeita muotoja
- Sijaintivirheet, jotka muuttuvat riippuen lähestymissuunnasta (klassinen takaiskuoire)
- Mitat, jotka muuttuvat tuotantokierroksen aikana, kun kone lämpenee
- Ensimmäisen osan tarkkuus, joka heikkenee työvuoron lopussa
Pinnanlaadun heikkeneminen:
- Aaltomaiset kuviot, jotka ilmenevät aiemmin tasaisilla pinnoilla
- Värinäjäljet, vaikka käytettäisiin todistettuja työnopeuksia ja syöttönopeuksia
- Epäyhtenäinen pinnanlaatu identtisissä toiminnoissa
- Näkyvät työkalujäljet siitä, mikä pitäisi olla viimeistelykäynti
Äänelliset varoitusmerkit:
Kokeneet käyttäjät oppivat tuntemaan koneidensa äänet. Kun äänet muuttuvat, myös mekaaninen tila on muuttunut:
- Karhunta tai raapiminen: Metallin metalliin -kosketus silloin, kun liike pitäisi olla sileää – viittaa usein saastuneisiin tai kuivuihin lineaarisuihkuihin
- Napsahdukset tai paukutukset: Erityisesti suunnanvaihtojen aikana viittaa pallokierteen mutterin kulumiseen tai löysiin mekaanisiin yhteyksiin
- Korkean taajuuden sirahdus: Laakerin melu, joka kasvaa kärkivänteen pyörimisnopeuden mukana, viittaa laakerin kulumiseen tai virheelliseen esikuormitukseen
- Matalataajuinen rummutus tai murina: Moottoreista tai vaihteistoista tulevat matalataajuuiset värinämelut viittaavat laakerien huononemiseen
- Epäsäännöllinen kirskunta: Usein liittyy hihnan jännitysongelmiin tai hihnavetokäyttöisissä kärkivänteissä hihnapyörän laakerin kulumiseen
Ennaltaehkäisevä vs. reaktiivinen vaihtostrategia
Näiden oireiden ymmärtäminen johtaa ratkaisevaan päätökseen: vaihdetaanko CNC-koneiden osia aikataulun mukaan vai odotetaanko, kunnes oireet vaativat toimintaa?
Reaktiivinen vaihto odottaa selkeitä vikaantumisindikaattoreita ennen osien tilaamista. Tämä lähestymistapa minimoi varaosavaraston kustannukset, mutta aiheuttaa riskin odottamattomasta käyttökatkoksesta. Se toimii kohtalaisen hyvin ei-kriittisille komponenteille tai koneille, joilla on varakapasiteettia.
Ennaltaehkäisevä vaihto aikatauluttaa komponenttimuutokset käyttöaikojen, kierrosten tai kalenteriajan perusteella—riippumatta näkyvästä kunnostaan. Tämä strategia soveltuu tuotantoympäristöihin, joissa pysähtyneisyyden kustannukset ovat huomattavasti suuremmat kuin komponenttien kustannukset. Esimerkiksi kriittiset pyörivän akselin laakerit voidaan vaihtaa joka 8 000 käyttötunti, vaikka ne toimisivatkin edelleen hyväksyttävästi.
Usein käytännöllisin lähestymistapa on hybridiratkaisu: seurataan keskeisiä indikaattoreita, määritetään perusmittaukset uusien komponenttien yhteydessä ja vaihdetaan komponentit, kun heikkeneminen saavuttaa ennalta määritellyt kynnysarvot—mutta ennen kuin vikaantuminen on lähes varmaa.
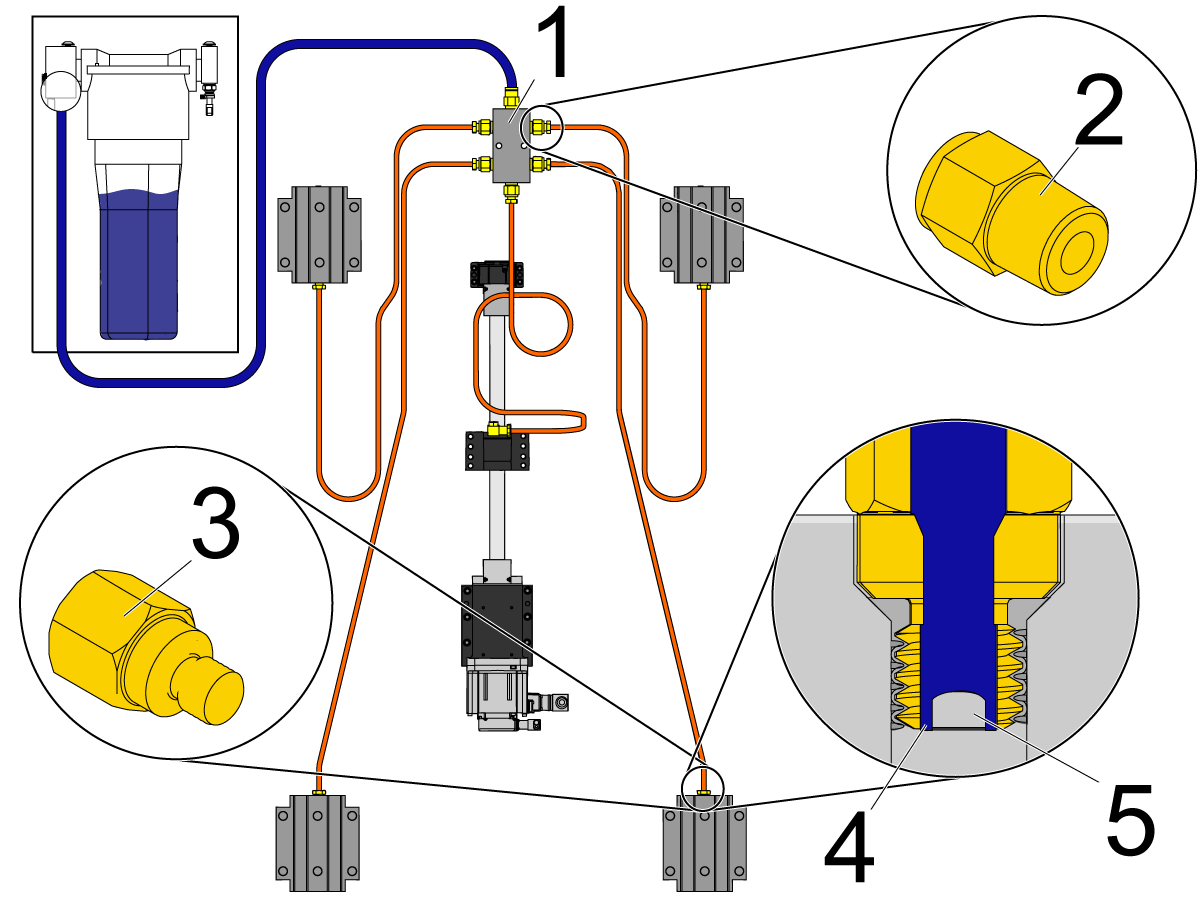
Oikea voitelu pidentää huomattavasti vaihtoväliä. Laadukkaiden voiteluaineiden, kuten Mobil SHC 220 -rasvan, käyttö lineaariguideissa ja pallokierteissä säilyttää suojaavan kalvon, joka estää metallin kosketuksen metalliin. Monet teollisuuslaitokset standardisoivat SHC 220 -rasvan tai vastaavien synteettisten rasvojen käytön, koska niiden lämpövakaus ja pitkä käyttöikä oikeuttavat korkeamman hinnan verrattuna perinteisiin voiteluaineisiin.
Paras hetki varaosien tilaamiseen on silloin, kun huomaat oireet ensimmäistä kertaa – ei silloin, kun niitä ei enää voi sivuuttaa.
Pieni varastointi kriittisiä CNC-varaosia – kuten pyörivän akselin laakerit, pallokierteiden mutterit ja voimanvälitysremmit – varmistaa, että kun oireet ilmenevät, voit suunnitella vaihdon mukavasti omalla ajallasi eikä jouduta hätäilemään hätätilanteessa.
Kun olet tunnistanut, mitkä komponentit täytyy vaihtaa, seuraava haaste on löytää yhteensopivat osat – erityisesti silloin, kun koneesi käyttää sekä standardoituja että omaa teknologiaa vaativia komponentteja.
CNC-osien yhteensopivuuden ymmärtäminen eri koneissa
Olet siis tunnistanut kuluneen pallokierteisen akselin tai epäonnistuvan ajomoottorin—nyt tulee vaikea osa. Voitko tilata korvaavan osan mistä tahansa toimittajasta, vai oletko pakotettu ostamaan sen koneesi alkuperäiseltä valmistajalta? Vastaus riippuu siitä, noudattavatko CNC-koneesi osat teollisuuden standardeja vai käyttävätkö ne omaa suunnittelua. Tämän eron ymmärtäminen voi säästää sinulle huomattavia summia ja vähentää toimitusaikoja korvaavien osien hankinnassa.
Standardoidut komponentit, jotka toimivat kaikilla merkeillä
Hyvä uutinen ensin: monet kriittiset CNC-komponentit noudattavat kansainvälisiä standardeja, jotka varmistavat yhteensopivuuden eri merkkien välillä. Nämä standardoidut osat CNC-koneiden sovelluksiin antavat sinulle joustavuutta hankinnassa ja tarjoavat usein pääsyn korkealaatuisiin jälkimarkkinoiden vaihtoehtoihin.
Yleisiä standardoituja komponentteja ovat:
- Lineaarohjaimet ja -railit: Useimmat valmistajat noudattavat rautatielevyjen leveyksiä, kuljettimen kiinnityskuvioita ja korkeusspesifikaatioita koskevia ISO-mittastandardeja. Yhden valmistajan 20 mm leveä lineaarinen ohjain on yleensä vaihdettavissa toisen merkin vastaavan mallin kanssa.
- Pallokierteet: Halkaisija, kierreaskel ja kiinnitysmittasuhteet noudattavat usein DIN- tai JIS-standardeja. Kuitenkin esikuormitusspesifikaatiot ja kuulapalautusjärjestelmät voivat vaihdella valmistajien välillä.
- Askellusmoottorit ja servomoottorit: NEMA-kehyskoot (NEMA 17, NEMA 23, NEMA 34) standardoivat kiinnitysreikäkuvion ja akselin mitat. Metriset vastineet noudattavat IEC-standardeja.
- Pyörivän työkalun kiinnitysliitännät: BT-, CAT-, HSK- ja muut kartioliitännät noudattavat tiukkoja kansainvälisiä spesifikaatioita, mikä mahdollistaa työkalupidinten käytön eri konevalmistajien koneissa, kun käytetään samaa kartiotyyppiä.
- Sähköliittimet: Monet moottorinohjaimet ja ohjaimet käyttävät standardoituja liitinlajeja ja tiedonsiirtoprotokollia, kuten RS-485:ta, EtherCAT:ia tai Modbus:ia.
Kun ostat standardoituja komponentteja, keskity vastaamaan kriittisiä eritelmiä: kuormitusluokat, tarkkuusluokat ja esikuormitusluokat. A-merkkistä valmistetun C3-tarkan pallosekoitin pitäisi toimia vastaavanlaisesti kuin B-merkkistä valmistettu C3-kerroin.
Omistusasiain ohjaaminen
Tässä hankinnat menevät vaikeaksi. Monet konevalmistajat käyttävät tarkoituksellisesti omistettuja komponentteja hallitsemaan palvelutulovirtojaan tai yksinkertaisesti siksi, että niiden suunnittelun edellyttää ei-standardieritykset.
Yleisesti käytetyt omistuksessa olevat komponentit ovat:
- Muut, joissa on vähintään 50 mutta enintään 50 painoprosenttia: Ohjelmistojen ja laitteiden integrointi lukitsee sinut alkuperäisen valmistajan ekosysteemiin.
- Säännölliset sytytyslaitteet: Muotovaatimukset, jäähdytyskanavat ja anturien integrointi edellyttävät usein OEM-erityisiä vaihtoja
- Säännölliset servo-moottorit: Tietyn suorituskykyä varten suunnitellut koneet voivat käyttää moottoreita, joissa on ei-standardivyöhtelyjä, koodaajia tai kiinnitysmuotoja
- Muut kuin: Erityisesti vanhoilla koneilla, joissa ohjausrakenne on nykyisiä viestintästandardeja vanhempi
Ennen vaihtomoottorin tilausta on dokumentoitava seuraavat tärkeät eritelmät:
- Sähkövaatimukset: Jännite, virran määritelmät, vaihejärjestys ja liitäntäpinnat
- Fysiikalliset mitat: Asennusreikämallit, kaappi- ja kuormitusrajoitukset
- Liittymäprotokollat: Viestintästandardien, kooderityyppien ja palautteen signaalimuotojen käyttö
- Suorituskykyominaisuudet: Nimetyt nopeus, vääntömomentin käyrät, tarkkuusluokat ja lämpörajat
Kun vertaat vaihtoehtoja, punnita huolellisesti seuraavat tekijät:
| Huomioon otettava | OEM-osat | Jälkimarkkinoiden osat |
|---|---|---|
| Laadunvarmistus | Taattu yhteensopivuus; testattu tietylle konemalleelle | Muutos on laaja; premium jälkimarkkinoiden laatu voi olla OEM:n laadun mukainen tai parempi |
| Takeyskattavuus | Yleensä 12-24 kuukautta; voi sisältää asennustuen | Usein 6-12 kuukautta; rajoittuu vain komponenttien vikaantumiseen |
| Kustannus | Edullinen hinnoittelu (usein 30-100% korkeampi kuin jälkimarkkinoilla) | Standardoitujen komponenttien merkittävä säästö |
| Toimitusaika | Harvemmin yleisten mallien osalta voi kestää viikkoja tai kuukausia | Usein nopeampi saatavuus useista jakelukanavista |
| Tekninen tuki | Valmistajan täydellinen sovellustuki | Rajoitettu määrittelyihin; integrointi on teidän vastuullanne |
| Koneen takuun vaikutus | Säilyttää alkuperäisen takuun voimassa olevan tilan | Saattaa mitätöidä takuun uudemmissa koneissa; tarkista ennen asennusta |
Käytännöllinen lähestymistapa? Käytä alkuperäisiä valmistajan osia omaan teknologiaansa, turvallisuuskriittisiin tai takuun kannalta herkkiin komponentteihin. Valitse laadukkaat kolmannen osapuolen tarjoajat standardoituja CNC-osia varten, kuten lineaarisia ohjaimia, kuulalaakereita ja standardikehysten moottoreita, kun määrittelyt täsmäävät selvästi ja säästöt perustelevat mahdollisen lisätyön integroinnissa.
Kun yhteensopivuuden huomioon ottaminen on ymmärretty, olette valmiita tutkimaan toista puolta CNC-osien yhtälöä – näillä koneilla tuotettuja erikoisvalmistettuja tarkkuusosia vaativiin sovelluksiin lukuisilla aloilla.

Erikoisvalmistetut CNC-koneistetut osat tarkkuussovelluksiin
Nyt kun olemme tutkineet CNC-koneiden sisäisiä komponentteja, jotka saavat ne toimimaan, käännämme näkökulman täysin. Mitä tuotteista, joita nämä koneet todellisuudessa valmistavat? Mukautetut CNC-osat edustavat CNC-teknologian tulostepuolta – tarkkuusosia, jotka valmistetaan tarkoilla määritellyillä mittasuhteilla sovelluksiin, joissa ’melkein riittävä’ ei yksinkertaisesti riitä.
Riippumatta siitä, kehitätkö uuden tuotteen prototyyppiä vai laajennatko tuotantoa täyden mittakaavan tuotantoon, CNC-koneistuksen ymmärtäminen – eli siitä, kuinka raakamateriaalista muodostetaan valmiita komponentteja – auttaa sinua viestimään tehokkaasti toimittajien kanssa ja tekemään perusteltuja hankintapäätöksiä.
Teollisuudenalat, jotka luottavat mukautettuihin CNC-komponentteihin
CNC-koneistus on muodostunut tarkkaa valmistusta tukevaksi perustaksi lähes jokaisessa teollisuudenalassa. Valmistusalan asiantuntijoiden mukaan CNC-koneistusta käytetään laajalti esimerkiksi ilmailu-, autoteollisuus-, lääketieteellisessä, robotiikkateollisuudessa sekä teollisuuslaitteiden valmistuksessa sen kyvyn vuoksi tuottaa monimutkaisia geometrioita tiukin toleranssein. Mutta mitä tiettyjä komponentteja kunkin alan tarpeet juuri vaativat?
Ilmailu ja puolustus:
- Turbiinisiivet ja moottorikomponentit, joissa vaaditaan eksotiisten seosten koneistusta
- Rakenteelliset kiinnikkeet ja liittimet, joissa vaaditaan tiukkoja paino-suhteeseen perustuvia lujuusvaatimuksia
- Hydrauliikkamanifoldeja, joissa on monimutkaisia sisäisiä kulkureittejä
- Tarkkuuskoteloita lentokoneelektroniikalle ja ohjausjärjestelmille
Autotalous:
- Moottorilohkot, sylinteripäät ja vaihdemoottorien koteloita
- Jousituskomponentteja, joissa vaaditaan johdonmukaista mittatarkkuutta
- Jarrujärjestelmän osia, joissa turvallisuusvaatimukset ovat ehdottomia
- Mukautettuja suorituskykyosia kilpa- ja jälkimarkkinasovelluksiin
Lääketieteelliset laitteet:
- Kirurgisia välineitä, joissa vaaditaan biokompatiibelejä materiaaleja ja peilikirkkaita pintoja
- Ortopediset implantit, jotka on työstetty titaanista ja lääketieteellisen laadun seoksista
- Diagnostiikkalaitteiden kotelot tarkkoine anturien kiinnityspisteineen
- Potilaskohtaisiin geometrioihin mukautetut prosteettiset komponentit
Robotti- ja automaatioalue:
- Toimilaitteiden kotelot ja nivelkomponentit
- Mukautetut kiinnityslevyt ja rakenteelliset kehiköt
- Tarkkuusvaihteiston komponentit ja akselikytkimet
- Loppuvaikuttimen työkalut ja tarttumamekanismit
Harrastajille ja tekijöille DIY-CNC-komponentit ovat avanneet ovet räätälöityyn valmistukseen, johon pääsy oli aiemmin rajattu teollisuuden valmistajille. Mukautettujen drone-kehikoiden ja mekaanisten näppäimistöjen levyjen lisäksi CNC-leikatut osat mahdollistavat yksilöiden suunnitelmien toteuttamisen ammattimaisella tarkkuudella fyysisessä muodossa.
Prototyypistä tuotantovalmiisiin osiin
Mikä tekee CNC-koneistamisesta ideaalin tarkkuuskomponenttien valmistukseen? Matka käsitteestä valmiiseen osaan paljastaa, miksi tämä teknologia hallitsee alaa, kun tarkkuus on ratkaisevaa.
Mukautettujen CNC-osien työnkulku:
1. Suunnittelu ja konetekniikka
Jokainen mukautettu CNC-osa alkaa CAD-mallilla – digitaalisella esityksellä, joka määrittelee kaikki mitat, tarkkuusvaatimukset ja pinnankäsittelyvaatimukset. Insinöörit määrittelevät kriittiset ominaisuudet, materiaalivaatimukset ja geometriset tarkkuusvaatimukset, jotka valmiin osan on täytettävä.
2. CAM-ohjelmointi
CAM-ohjelmisto muuntaa suunnittelusi työpoluiksi – tarkoilla liikkeillä, joita leikkuutyökalu seuraa. Ohjelmoijat valitsevat leikkuustrategiat, syöttönopeudet, kierrosnopeudet ja työkalujärjestykset, jotka on optimoitu juuri teidän materiaalillenne ja geometrialleen.
3. Materiaalin valinta
Oikean materiaalin valinta tasapainottaa suorituskykyvaatimukset koneistettavuuden ja kustannusten välillä. Yleisiä vaihtoehtoja ovat:
- Alumiiniseokset (6061, 7075): Erinomainen koneistettavuus, hyvä lujuus-massasuhde ja korroosionkestävyys
- Ruuvisuojatut teräkset (303, 304, 316): Korroosionkestävyys vaativiin ympäristöihin, erilainen koneistettavuus
- Hiilikteräkset (1018, 4140): Kustannustehokas lujuus, karkaistavissa kovuuden saavuttamiseksi
- Titaaniseokset: Erinomainen lujuus-massasuhde, biokompatibilisuus, haastavaa koneistaa
- Tekniikkamuovit (Delrin, PEEK, nyloni): Kevyt, kemikaaleille kestävä, sähköisesti eristävä
4. Koneistusoperaatiot
Itse leikkausprosessi poistaa materiaalia erinomaisen tarkasti. CNC-koneistus automatisoi leikkaus-, poraus-, jyrsintä- ja kääntöprosessit, mikä takaa tarkkuuden ja yhdenmukaisuuden kaikissa tuotettavissa osissa. Moniakseliset koneet voivat lähestyä työkappaleita melkein mistä tahansa kulmasta, mikä mahdollistaa ominaisuuksien valmistamisen, jotka olisivat mahdottomia käsin tehtävissä menetelmissä.
5. Laadun varmistus
Valmiit CNC-leikatut osat tarkastetaan koordinaattimittakoneilla (CMM), optisilla vertailulaitteilla tai tarkkuusmittareilla. Tärkeimmät mitat dokumentoidaan ja verrataan määrittelyihin ennen osien lähettämistä.
CNC-koneistuksen todellinen arvo ilmenee, kun tarvitset identtisiä osia – olipa kyseessä kaksi prototyyppiä tai kaksituhatta tuotantoyksikköä, jokainen niistä vastaa digitaalista mallia määritellyn toleranssin puitteissa.
Tämä toistettavuus selittää, miksi teollisuudenalat, joilla ei siedetä lainkaan vaihtelua – kuten lääketieteelliset laitteet, ilmailu ja autoteollisuus – luottavat niin voimakkaasti CNC-teknologiaan. Kirurginen työkalu on toimittava täsmälleen samalla tavalla, olipa kyseessä ensimmäinen vai kymmenentuhannes koneistettu osa.
Vaativiin sovelluksiin, erityisesti turvallisuuden ja luotettavuuden kannalta ratkaiseviin autoteollisuuden komponentteihin, oikean valmistuskumppanin valinta on yhtä tärkeää kuin suunnittelu itse. Sertifioitujen toimittajien vahvat laatuohjelmat varmistavat, että tilattujen CNC-osien vaatimukset täyttyvät johdonmukaisesti – tämä aihe ansaitsee huomiota siirryttäessä teknologian ymmärtämisestä komponenttien hankintaan projekteihin.
Luotettavien CNC-osien toimittajien valinta
Olet suunnitellut komponenttisi, valinnut materiaalisi ja määrittänyt toleranssisi. Nyt kohtaat päätöksen, joka voi tehdä tai rikkoa projektisi: kenelle CNC-koneistusosien toimittajalle luotat tuotannon suhteen? Toimittajien väliset erot eivät aina näy selvästi tarjouslomakkeesta. Laatutodistukset, prosessien valvonta ja toimituskyvyt erottavat valmistajat, jotka toimittavat johdonmukaisesti, niistä, jotka jättävät sinut kiirehtimään määräpäiviin ja hylättyihin osiin.
Hankkiessasi prototyyppimääriä tai perustaessasi pitkäaikaista tuotantosuhdetta ymmärtäminen siitä, mitä erottaa erinomaiset CNC-koneistusosien toimittajat riittävistä toimittajista, auttaa sinua välttämään kalliita virheitä ja rakentamaan luotettavan toimitusketjun.
Sertifikaatit, jotka osoittavat valmistuksen erinomaisuutta
Ajattele todistuksia toimittajan elämäkerrana – ne osoittavat varmistetun osaamisen tiettyihin valmistusalaan liittyviin tehtäviin. Vaikka todistuksia on monia, tietyt niistä ovat erityisen merkityksellisiä tarkkuus-CNC-sovelluksissa.
IATF 16949: Autoteollisuuden kultainen standardi
Jos hankit komponentteja autoteollisuuden käyttöön, IATF 16949 -sertifiointi ei ole valinnainen – se on välttämätön. Tämä standardi menee paljon laajemmin kuin perustavanlaatuinen laatumhallinta. Mukaan lukien teollisuuden sertifikaattivaatimukset , IATF 16949 määrittelee viisi ydintyökalua, jotka toimittajien on otettava käyttöön sarjatuotantokomponenttien valmistukseen mahdollisimman vähin virhein:
- APQP (Advanced Product Quality Planning): Rakennettu lähestymistapa vakaiden tuotantoprosessien kehittämiseen, jossa riskit poistetaan ennen tuotannon aloittamista
- FMEA (virhemuoto- ja vaikutusanalyysi): Järjestelmällinen mahdollisten suunnittelun ja prosessin virheiden tunnistaminen ja lievittäminen
- SPC (tilastollinen prosessinvalvonta): Kriittisten prosessiparametrien reaaliaikainen seuranta, jotta poikkeamat voidaan havaita ennen kuin ne aiheuttavat virheitä
- MSA (mittausjärjestelmän analyysi): Tarkistus, joka varmistaa, että tarkastuslaitteet ja -menetelmät tuottavat luotettavia ja toistettavia mittauksia
- PPAP (Production Part Approval Process): Dokumentointi, joka osoittaa, että toimittaja pystyy jatkuvasti tuottamaan osia, jotka täyttävät asiakkaan määrittelyt
Nämä integroidut työkalut luovat laatu-ekosysteemin, joka estää vikoja pikemminkin kuin ainoastaan havaitsee niitä. Kun CNC-osien toimittaja on saanut IATF 16949 -sertifikaatin, teette yhteistyötä organisaation kanssa, joka on osoittanut osaamisensa autoteollisuuden vaatimilla laatujohtamisjärjestelmissä.
ISO 9001: Yleinen laadunhallinnan perusta
Ei-autoteollisuussovelluksissa ISO 9001:2015 -sertifikaatti vahvistaa, että toimittaja pitää yllä dokumentoituja laatujohtamisprosesseja. Vaikka tämä sertifikaatti ei ole yhtä tiukka kuin IATF 16949, se kuitenkin osoittaa sitoutumista johdonmukaiseen laatuun, jäljitettävyyteen ja jatkuvan parantamisen tukemiseen.
Ympäristö- ja energiasertifikaatit
Yhä useammin hankintatiimit arvioivat toimittajia heidän kestävyyskelpoisuuttaan koskevien pätevyyksiensä perusteella. ISO 14001:2015 -ympäristösertifikaatti osoittaa, että ympäristöjohtamisjärjestelmä kattaa päästöt, materiaalien käsittelyn ja jätteen vähentämisen – tekijät, jotka ovat merkityksellisiä yrityksen kestävyysraportoinnissa ja vastuullisen hankinnan aloitteissa.
Toimittajakykyjen arviointi omien tarpeitten mukaan
Sertifikaatit avaavat oven, mutta toimittajan kykyjen sovittaminen tarkkoihin vaatimuksiisi määrittää projektin onnistumisen. Tässä on mitä kokemuksetta omaavat hankintaprofessionaalit arvioivat valittaessaan CNC-koneenosien toimittajia.
Tilastollisen prosessienhallinnan toteuttaminen
Kysy potentiaalisilta toimittajilta, kuinka he seuraavat kriittisiä mittoja tuotantosarjojen aikana. Laatukeskittäytyneet valmistajat käyttävät SPC:tä (statistista prosessin ohjausta) prosessikyvyn seurantaan reaaliajassa. Toimittajien arviointia koskevien parhaiden käytäntöjen mukaan vahvat laadunvalvontajärjestelmät sisältävät SPC-kaaviot kriittisille parametreille ja määrittelevät sekä prosessin ohjausrajat että toimintasuunnitelmat poikkeamien ilmetessä.
Toimittaja, joka käyttää SPC:tä, havaitsee prosessin hajontaa ennen kuin se tuottaa toleranssien ulkopuolisia osia. Ilman SPC:tä olet riippuvainen lopputarkastuksesta ongelmien havaitsemisessa – mutta silloin hukkakappaleet on jo tuotettu.
Toimitusaika ja vastauskyky
Valmistuskyky ei merkitse mitään, jos osat saapuvat liian myöhään. Arvioi toimittajia sekä niiden standardien toimitusaikojen että niiden kyvyn perusteella nopeuttaa toimituksia tarvittaessa. Jotkut sertifioitujen valmistajien valmiudet on erityisesti suunnattu nopeita vastauksia vaativiin tilauksiin – toimitusajat yhden työpäivän sisällä eivät ole markkinointifantasiaa, kun toimittajat ovat rakentaneet toimintansa joustavuuden varaan.
Esimerkiksi: Shaoyi Metal Technology esittää, kuinka IATF 16949 -sertifioidut toimittajat voivat yhdistää laatuvarmistusjärjestelmänsä nopeaan toimitukseen ja tarjota automaali-alaan tarkoitettuja tarkkuuskomponentteja sellaisilla toimitusajoilla, jotka tukevat juuri-aikaan tapahtuvaa valmistusta.
Laitteisto- ja kapasiteettiarviointi
Toimittajan käytössä olevien laitteiden luettelo paljastaa heidän todelliset kykynsä. Arvioitaessa CNC-palveluntarjoajia tulee arvioida koneiden ikää, huoltosuunnitelmia ja teknologisen ajantasaisuuden tasoa. CNC-osasto, joka käyttää vanhentuneita laitteita, saattaa kamppailla tiukkojen toleranssien tai monimutkaisten geometrioiden kanssa, joita nykyaikaiset koneet käsittelevät tavallisesti ilman vaikeuksia.
Käytä tätä kehystä vertaillessasi mahdollisia CNC-osien toimittajia:
| Arviointikriteerit | Mitä etsiä | Varoitusliput |
|---|---|---|
| Laatuvarmenteet | IATF 16949 automaali-alaan; vähintään ISO 9001 yleiseen koneistukseen; nykyiset sertifiointipäivämäärät | Vanhentuneet sertifikaatit; kyvyttömyys toimittaa tarkastusasiakirjoja |
| Prosessikontrollit | Dokumentoitu SPC-toteutus; ohjaussuunnitelmat kriittisille mitoille; toimintamenettelyt poikkeamien käsittelyyn | Vain lopputarkastukseen perustuva lähestymistapa; ei tilastollista seurantaa |
| Tarkastuskyvykkyys | Koordinaattimitattava laitteisto (CMM); kalibroitu mittausvälineistö; dokumentoidut tarkastusmenettelyt | Vain visuaalinen tarkastus; vanhentunutta tai kalibroimatonta laitteistoa |
| Läpimenoajan suorituskyky | Dokumentoidut ajoissa toimitettujen tuotteiden osuudet yli 95 %; mahdollisuus kiireellistää toimituksia; selkeä viestintä | Epämääräisiä toimitusaikoja; aiemmin tapahtuneita toimituspäivien menetyksiä |
| Materiaalin jäljitettävyys | Dokumentoidut materiaalisertifikaatit; eräseuranta; saapuvan materiaalin tarkastus | Ei pysty toimittamaan materiaalisertifikaatteja; ei jäljitettävyysjärjestelmää |
| Tekninen osaaminen | Tekninen tukipalvelu DFM-palautekyselyihin; kokemukseta ohjelmoijat; materiaalitieto | Vain tarjousvaiheen vuorovaikutus; teknistä neuvontaa ei ole saatavilla |
| Viestintä | Nopeasti reagoiva projektinhallinta; ennakoiva ongelmien ilmoittaminen; selkeä dokumentointi | Vaikea saada yhteyttä; yllätyksiä toimituspäivänä |
Näytteiden arviointi
Ennen tuotantomäärien vahvistamista pyydä näytteitä osia täydellisin mittausraportein. Näytteiden osien tarkastaminen mittausdokumentaation avulla varmistaa tarkkuuskykyä koskevat väitteet ja osoittaa toimittajan tarkkuuden tarkastusprosessin tiukkuuden. Kiinnitä huomiota paitsi siihen, ovatko mitat sisällä toleranssirajoja, myös siihen, kuinka keskitettyjä ne ovat – toimittaja, joka jatkuvasti saavuttaa nimellisarvot, osoittaa parempaa prosessin hallintaa kuin toimittaja, jonka mitat vaihtelevat jatkuvasti toleranssirajojen sisällä.
Halvin tarjous harvoin johtaa alhaisimpaan kokonaishintaan – ottaen huomioon hylkäysasteet, toimitusten luotettavuus sekä piilotettu kustannus heikosti suoriutuvien toimittajien hallinnasta.
Suhteiden rakentaminen kvalifioitujen CNC-koneistusosien toimittajakumppanien kanssa vaatii alkuun hieman vaivaa, mutta tuottaa pitkällä aikavälillä hyötyjä johdonmukaisen laadun, luotettavan toimituksen ja alentuneen hankintaylläpidon muodossa. Kun olette perustaneet nämä kumppanuudet, CNC-laitteiden ylläpito, jotka tuottavat omia osiasi – tai ymmärrys siitä, kuinka toimittajanne ylläpitävät omia laitteitaan – muodostaa viimeisen palan tarkkuuskoneistuksen palapeliä.
CNC-osien ylläpito pitkän aikavälin suorituskyvyn varmistamiseksi
Olette sijoittaneet laadukkaisiin komponentteihin, hankkineet luotettavia toimittajia ja ymmärtäneet, kuinka CNC-koneenne toimii. Mutta tässä on todellisuus: jopa parhaat CNC-tarvikkeet ja tarkkuuskomponentit heikkenevät ilman asianmukaista huoltoa. Ero koneiden välillä, jotka tarjoavat johdonmukaista tarkkuutta vuosikymmeniä, ja niiden välillä, jotka vaativat usein korjauksia, johtuu yhdestä tekijästä – huoltodiscipliinistä.
Ajattele huoltoa sijoituksenne suojaamisena. Deloitten tutkimuksen mukaan valmistajat, jotka toteuttavat ennakoivan huollon ohjelmia, saavuttavat tyypillisesti 25–30 %:n vähentymän huoltokustannuksissa, 70–75 %:n vähentymän käyttökatkoissa ja 35–45 %:n parannuksen käytettävyydessä. Nämä eivät ole marginaalisia saavutuksia – ne ovat muuttavia tuloksia, jotka vaikuttavat suoraan liikevoittoonne.
Ennakoivan huollon aikataulun laatiminen
Tehokas huolto ei perustu satunnaisiin tarkastuksiin – se perustuu rakennettuihin toimintamalleihin, joilla havaitaan ongelmat ennen kuin ne pahenevat. CNC-koneiden lisävarusteet ja keskeiset komponentit vaativat huomiota eri väliajoin.
Päivittäiset tehtävät (10–15 minuuttia koneelta):
- Visuaalinen tarkastus konepintojen siruista, likaantumisesta ja jäähdytteen jäännöksistä
- Tarkista jäähdytteen määrä ja pitoisuus – oikeat suhteet estävät bakteerikasvua ja varmistavat tehokkaan jäähdytyksen
- Tarkista voitelujärjestelmän toiminta ja öljyn määrä säiliöissä
- Testaa hätäpysäytykset ja turvallisuuslukitukset
- Tarkasta reitin peitteet ja kelkkaletkut vaurioita kohti, jotka voisivat aiheuttaa kontaminaation
Viikoittaiset tehtävät:
- Puhdista ja tarkasta lineaariset ohjaimet kulumismallien tai kuivien alueiden varalta
- Tarkista hihnan jännitys ja akselien asento pyörivien laitteiden kytkennöissä
- Tutki sähköliitokset löysistä yhteyksistä tai korroosiosta
- Puhdista jäähdytysnokat varmistaaksesi riittävän nestevirran
- Varmista hydrauli- ja pneumatiikkapaineiden lukemat
Kuukausittaiset tehtävät:
- Tarkista jäähdytynesteen pitoisuus refraktometrillä – ylläpidä optimaalista suorituskykyä varten 5–10 %:n pitoisuus
- Vaihda ilmasuodattimet pneumatiikkajärjestelmissä ja kotelointeissa
- Tarkista takaisku jokaisessa akselissa diagnostiikkasovelluksen avulla
- Mitaa pyörivän akselin epäkeskisyys kiertokelloilla
- Tarkasta ja täydennä voitelua kaikissa voitelupisteissä
Oikea voitelu vaatii erityistä huomiota. Laadukkaat synteettiset voiteluaineet, kuten Mobil Mobilith SHC 220, tarjoavat paremman suojan lineaarisiin ohjaimiin ja kuulalaakereihin verrattuna perinteisiin voiteluaineisiin. Mobilith SHC 220:n lämpövakaussuus ja pidempi käyttöikä oikeuttavat sen korkeamman hinnan – komponentit pysyvät suojattuina myös vaativissa käyttöolosuhteissa, joissa syntyy merkittävää lämpöä. Monet CNC-erikoisliikkeet käyttävät standardivoiteluaineenaan SHC 220 -voiteluainetta, koska se säilyttää suojaavan kalvonsa olosuhteissa, joissa heikommat voiteluaineet hajoavat.
Kalibrointikäytännöt, jotka säilyttävät tarkkuuden
Kalibrointi ei ole yksittäinen tapahtuma – se on jatkuvaa sitoutumista tarkkuuteen. Kuten huoltotekniikkojen asiantuntijat huomauttavat , kalibrointi varmistaa tarkkuuden toiminnan aikana, ja säännölliset tarkistukset auttavat ylläpitämään tarkkuutta sekä estämään kalliita virheitä.
Vuotuiseen kalibrointiin kuuluu:
- Geometrinen tarkkuusverifiointi – kaikkien akselien kohtisuoruus, yhdensuuntaisuus ja suoruus
- Sijaintitarkkuuden tarkistukset laserinterferometrialla tai pallovarrantestillä
- Pyörivän akselin laakerien tarkastus kulumisen, löysyyden tai esikuorman muutosten varalta
- Palloruuvien takaiskun mittaaminen verrattuna perusmäärittelyihin
- Koneparametrien ja ohjausasetusten täydellinen varmuuskopio
Dokumentoi jokainen kalibrointitulos. Ajan myötä tämä tieto paljastaa suuntauksia – esimerkiksi hitaan takaiskuksen kasvun havaitseminen viittaa palloruuvin kulumiseen jo ennen kuin se aiheuttaa hylättyjä osia. Näiden suuntien varhainen havaitseminen mahdollistaa varaosien vaihdon suunnitellussa käyttökatkossa eikä hätätilanteen aiheuttamassa pysähdyksessä.
Haluatko käyttää 15 minuuttia päivässä huoltotehtäviin vai käsitellä useapäiväistä pysäytystä ja hätäkorjauksia?
CNC-huoltotoimenpiteiden tarkistuslista:
- Määritä jokaiselle koneelle päivittäiset, viikoittaiset ja kuukausittaiset huoltorutiinit
- Varasto ihanne CNC-tarvikkeita, kuten voiteluaineita, suodattimia ja yleisesti kuluvia varaosia
- Kouluta käyttäjät tunnistamaan komponenttien kulumisen varhaiset varoitusmerkit
- Toteuta dokumentointijärjestelmä – paperilokit tai CMMS-ohjelmisto – kaikkien huoltotoimenpiteiden seurantaan
- Suunnittele vuosittainen ammattimainen kalibrointi asianmukaisilla mittauslaitteilla
- Rakenna suhteita sertifioituihin toimittajiin, jotka pystyvät vastaamaan nopeasti, kun varaosia tarvitaan
Tarkkuusketju, joka yhdistää koneesi kunnon valmiiksi valmistettujen osien laatuun, on yhtä vahva kuin heikoin huoltokäytäntösi. Nämä huoltorutiinit eivät pelkästään estä koneiden rikkoutumisia, vaan varmistavat myös, että jokainen tuottamasi osa täyttää määritellyt vaatimukset, kaikki toimitusterminit noudatetaan ja CNC-investointisi tuottaa hyötyjä vuosikausia eteenpäin.
Usein kysytyt kysymykset CNC-osista
1. Mitä ovat CNC-osat?
CNC-osilla on kaksi merkitystä: ne voivat olla CNC-koneisiin kuuluvia komponentteja (pyörivät akselit, pallokierteet, lineaariset ohjaimet, moottorit) tai CNC-koneilla valmistettuja tuotteita (tarkkuuskiinnikkeitä, aksleja, koteloita). Konekomponentit mahdollistavat automatisoidut leikkaustoiminnot, kun taas koneistetut tuotteet ovat erikoisosia, jotka on valmistettu tietokoneohjattujen laitteiden avulla materiaaleista kuten alumiinista, teräksestä, titaanista ja muovista.
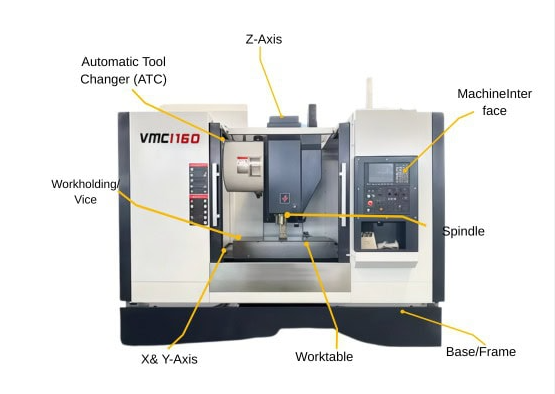
2. Mitkä ovat CNC-koneen seitsemän pääosaa?
Seitsemän tärkeintä CNC-koneen komponenttia ovat: ohjausyksikkö (MCU), joka käsittelee ohjelmia; syöttölaitteet koodin lataamiseen; ajovarat, joissa on servomoottoreita tai askellusmoottoreita; työkalut, kuten pyörivä akseli ja leikkaustyökalut; takaisinkytkentäjärjestelmät, joissa on koodereita ja antureita; alusta ja pöytä työkappaleen kiinnitykseen sekä jäähdytysjärjestelmät lämpöhallintaan. Nämä komponentit toimivat yhdessä muuntaakseen digitaaliset ohjeet tarkoituksenmukaisiksi fyysisiksi liikkeiksi.
3. Miten tiedän, milloin CNC-osia on vaihdettava?
Tarkkaile visuaalisia merkkejä, kuten värimuutoksia pallokierteissä, kuluma-urajälkiä lineaarisissa ohjaimissa ja voitelun vuotamista pyörivästä akselista. Suorituskyvyn oireita ovat mittasuunnan poikkeamat, pyöreiden piirteiden muuttuminen soikeiksi, pinnanlaadun heikkeneminen sekä epätavallisia ääniä, kuten karkeaa kitkää tai napsahduksia käytön aikana. Ennaltaehkäisevän huollon toteuttaminen laadukkailla voiteluaineilla, kuten Mobil SHC 220 -voitelulasilla, pidentää komponenttien käyttöikää merkittävästi.
4. Mitkä sertifikaatit CNC-osien toimittajien tulisi omata?
Autoteollisuuden sovelluksissa IATF 16949 -sertifiointi on välttämätön, koska se edellyttää laadunhallintatyökalujen APQP, FMEA, SPC, MSA ja PPAP käyttöönottoa. ISO 9001:2015 toimii yleisten konepistokkien toimittajien perustana. Sertifioitujen toimittajien, kuten Shaoyi Metal Technology, laatuohjelmat yhdistetään nopeisiin toimitusaikoihin, mikä mahdollistaa autoteollisuuden tarkkuuskomponenttien toimittamisen jo yhden työpäivän sisällä.
5. Ovatko CNC-osat vaihdettavissa eri konevalmistajien välillä?
Monet komponentit noudattavat kansainvälisiä standardeja ja ovat vaihdettavissa. Lineaariset ohjaimet noudattavat yleensä ISO:n mittastandardeja, moottorit NEMA- tai IEC-kehysten kokostandardeja, ja työkaluliitännät kuten BT-, CAT- ja HSK-kartiot ovat standardoituja. Ohjaimet, mukautetut kärkipatruunat ja erikoisajovahvistimet ovat kuitenkin usein valmistajan omaa suojattua teknologiaa. Tarkista aina ennen varaosien tilaamista kaikki tekniset tiedot, kuten mitat, jännitearvot ja liitäntäprotokollat.