 Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
- Reduzca los costos de extrusión de aluminio con 5 consejos esenciales de DFM
- El verdadero ROI de matrices de extrusión personalizadas para producción masiva
- Prototipado de metal para automoción: una guía para una innovación más rápida
- Piezas del Aire Acondicionado Automotriz: Desde el Compresor hasta el Evaporador Explicado

Opciones de Tratamiento Superficial Para Perfiles de Aluminio Automotriz: Mejor Elección
Time : 2025-08-28
Introducción a las opciones de acabado para extrusiones automotrices
Cuando está adquiriendo o diseñando extrusiones de aluminio automotriz, la elección del acabado va más allá de una decisión estética. Es un factor crítico para determinar cómo funcionará su componente, cuánto tiempo durará y qué tan bien se integrará en las líneas modernas de ensamblaje de vehículos. ¿Suena complejo? Lo es, especialmente cuando está equilibrando durabilidad, apariencia y eficiencia manufacturera para 2025 y más adelante.
- Resistencia a la corrosión para entornos agresivos y larga vida útil
- Protección contra desgaste y abrasión para piezas móviles o expuestas
- Clases de apariencia para satisfacer necesidades de molduras visibles y marca
- Compatibilidad con métodos de unión: soldadura, adhesivo o fijación mecánica
- Cumplimiento ambiental con regulaciones en evolución
- Impacto por costo-vehículo y capacidad de producción para manufactura de alto volumen
Por qué la calidad del acabado es importante en los perfiles de aluminio automotriz
Imagínese un riel de techo, una carcasa de batería o una pieza de moldura interior: cada uno enfrenta su propio conjunto de desafíos ambientales y mecánicos. El acabado superficial adecuado en el aluminio puede marcar la diferencia entre una pieza que se ve elegante y resiste la corrosión durante años, y otra que falla prematuramente debido a picaduras, descamación o decoloración. Para los ingenieros automotrices, esto significa que los acabados no se tratan solo de apariencia, sino de garantizar un rendimiento confiable y reducir los riesgos asociados a garantías.
Qué se considera tratamiento superficial y en qué casos destaca cada uno
En el mundo de los perfiles de aluminio extruido, el tratamiento superficial se refiere a cualquier proceso que modifica la superficie para alcanzar objetivos funcionales o estéticos específicos. Estos incluyen:
- Pretratamientos: Limpieza, desoxidación y aplicación de recubrimientos de conversión para preparar la superficie para acabados posteriores
- Anodización: Capas de óxido electrolíticamente engrosadas para resistencia a la corrosión y al desgaste, disponibles en variantes decorativas o duras (Tipo III)
- Sistemas de recubrimiento en polvo y e-recubrimiento: Recubrimientos orgánicos aplicados para color, resistencia química y cobertura uniforme
- Acabado natural más procesos de pintura: Uso de la superficie como extruida como base para imprimante y pintura, equilibrando costo y flexibilidad
Cada uno de estos acabados superficiales de aluminio aporta ventajas y compromisos únicos. Por ejemplo, el anodizado ofrece una excelente protección contra la corrosión y una gama de colores, mientras que el recubrimiento en polvo proporciona una capa duradera y vibrante con amplias opciones de color y textura. Los acabados mecánicos y químicos, como el arenado o el pulido brillante, pueden mejorar aún más la apariencia o preparar la superficie para recubrimientos posteriores. La elección depende de las necesidades específicas de su aplicación, ya sea resistencia UV para molduras exteriores o un acabado económico para piezas estructurales ocultas.
Cómo utilizar esta lista clasificada para especificar y buscar proveedores
Esta guía está diseñada para ayudarte a comparar y seleccionar opciones de tratamiento superficial para extrusiones de aluminio automotriz con confianza. En las secciones siguientes, notarás que cada acabado se evalúa con:
- Encabezados H3 claros para escaneo rápido
- Ventajas y desventajas en formato de viñetas
- Casos de uso reales y consejos de especificación
También haremos referencia a normas clave (como ASTM, SAE, ISO y MIL-A-8625) cuando sea relevante, para que puedas alinear tus requisitos con las mejores prácticas de la industria.
Combinar la aleación correcta, el temple y la geometría de la pieza con el acabado superficial adecuado es fundamental. La combinación incorrecta puede provocar problemas como corrosión filiforme, adelgazamiento en los bordes o mala adherencia, causando fallos costosos a largo plazo.
¿Listo para profundizar? Las siguientes secciones explican cada tipo de acabado, ayudándote a vincular tus objetivos de rendimiento, apariencia y costo con la solución adecuada para tu próximo proyecto automotriz.
Metodología y criterios de evaluación para clasificar los tratamientos superficiales
Cuando te enfrentas a docenas de formas de terminar perfiles de aluminio para uso automotriz, ¿cómo saber qué proceso proporcionará los mejores resultados? La respuesta radica en un marco de evaluación claro y trazable. Esta sección detalla los criterios, pasos y puntos de control que ayudan a ingenieros, compradores y gerentes de calidad a tomar decisiones informadas sobre el tratamiento superficial del aluminio, asegurando tanto el desempeño como el cumplimiento en programas automotrices exigentes.
Criterios de Evaluación Alineados con Estándares Automotrices
Imagina especificar un tratamiento superficial y descubrir, tras el ensamblaje, que no cumple con los requisitos del fabricante original en cuanto a corrosión o adherencia. Para evitar esto, cada acabado se evalúa según estándares industriales y realidades de manufactura en el mundo real. Los criterios clave incluyen:
- Resistencia a la corrosión: Desempeño en pruebas de niebla salina y corrosión cíclica (protocolos ASTM, ISO, SAE)
- Adherencia y durabilidad: Verificado mediante pruebas de cuadrícula, cinta y de impacto
- Apariencia: Consistencia en brillo, color y textura, medido mediante colorimetría y estándares visuales
- Compatibilidad con horneado de pintura: Capacidad para soportar ciclos de curado posteriores sin pérdida de integridad
- Cumplimiento ambiental: Uso de recubrimientos de conversión sin cromatos y acabados sin COV (compuestos orgánicos volátiles) cuando sea posible
- Rendimiento en fabricación: Tiempo de ciclo, tasas de retrabajo y preparación para automatización
- Costo y continuidad del suministro: Impacto en el costo por vehículo y capacidad para soportar programas de producción automotriz de alto volumen
Estos criterios aseguran que cada método de acabado superficial del aluminio sea técnicamente sólido y también práctico para las líneas de producción automotriz.
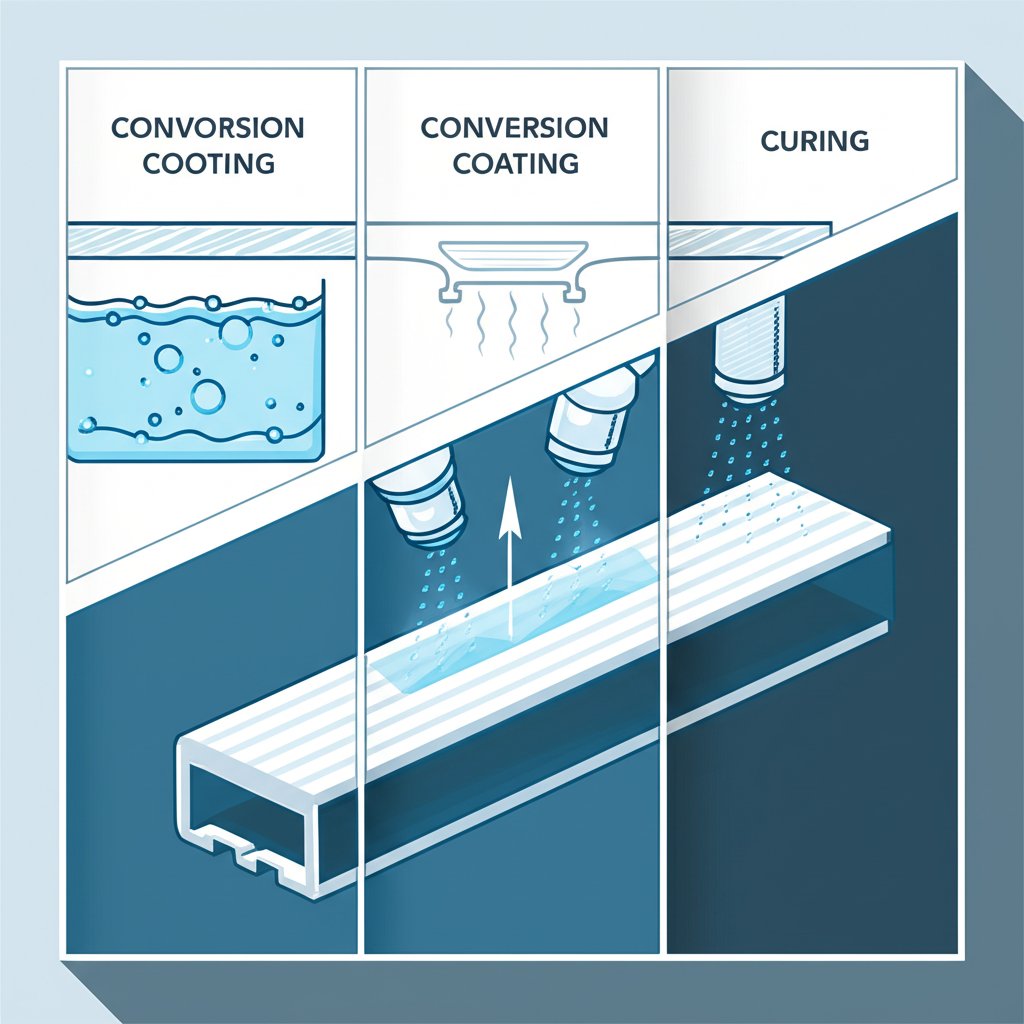
Flujo del Proceso: Pretratamiento hasta Capa Superior
El camino hacia una pieza de aluminio con acabado de alta calidad sigue un proceso disciplinado. A continuación se muestra una secuencia típica, con puntos de control para modos de fallo potenciales:
-
Limpieza y Desoxidación
- Modos de fallo: Los residuos de aceites u óxidos causan pérdida de adherencia; la limpieza inconsistente conduce a acabados desiguales
-
Recubrimiento de Conversión (Preferiblemente sin Cromatos)
- Modos de fallo: Aplicación deficiente resulta en resistencia anticorrosiva inadecuada; aclarado incorrecto causa ampollas
-
Acabado Seleccionado (Anodizado, Polvo, E-Capa, Pintura Líquida)
- Modos de fallo: Sombra de Faraday en perfiles complejos; espesor de película irregular; tono de color no coincidente en áreas visibles
-
Curado/Sellado
- Modos de fallo: Sellado insuficiente en anodizado; horneado excesivo o curado incompleto en recubrimientos orgánicos; pérdida de brillo o adherencia
-
Inspección
- Modos de fallo: Reducción de bordes no detectada, defectos superficiales no detectados o cobertura deficiente en zonas rehundidas
Cada paso se valida utilizando métodos de prueba referenciados en las normas ASTM e ISO para adhesión, espesor del recubrimiento y corrosión cíclica. Para anodizado, MIL-A-8625 es una referencia común, mientras que la compatibilidad del horneado de pintura y ensamblaje se verifica según los protocolos del fabricante original ( fuente ).
Puntos de inspección y aceptación
El aseguramiento de calidad no termina en la línea de producción. La inspección visual, la medición de la rugosidad superficial y las pruebas no destructivas (PND) ayudan a confirmar que la pieza de aluminio terminada cumple con las especificaciones. Los puntos de control típicos incluyen:
- Inspección visual de grietas, cráteres o decoloración
- Medición del espesor del recubrimiento (por medio de perfilómetro o métodos ultrasónicos)
- Pruebas de adhesión (cuadrícula, arrastre con cinta)
- Verificación de rugosidad superficial en superficies de acoplamiento críticas
- Evaluación del color y brillo, especialmente para piezas de apariencia estética
Estos pasos son esenciales para garantizar que los recubrimientos en perfiles de aluminio extruido ofrezcan tanto rendimiento como estética.
Plantillas de redacción técnica para simplificar la adquisición
El acabado deberá cumplir con [norma aplicable] y superar las pruebas de adherencia y corrosión cíclica según el protocolo del fabricante. El recubrimiento de conversión deberá ser libre de cromatos, salvo que se especifique lo contrario. Proteger las dimensiones críticas y características roscadas. Incluir el plan de mapeo del espesor del recubrimiento.
Un lenguaje claro basado en normas en sus documentos de compra ayuda a los proveedores a entregar el tratamiento superficial correcto para el aluminio cada vez.
Consideraciones de diseño para la fabricación y ensamblaje (DFM/DFA)
Antes de finalizar sus dibujos, considere estos consejos prácticos para evitar sorpresas más adelante:
- Identifique las áreas que requieren protección (rosca, agujeros, contactos eléctricos)
- Diseñe radios en los bordes para evitar bordes delgados o afilados que podrían no recubrirse uniformemente
- Asegúrese de un buen drenaje y ventilación en perfiles huecos para evitar fluidos atrapados o cobertura incompleta
- Tenga en cuenta los cambios dimensionales debidos al espesor de la película, fundamental para ensamblajes con tolerancias ajustadas
Al seguir estas pautas, podrá especificar y terminar perfiles extruidos de aluminio que cumplan tanto los objetivos técnicos como de producción. A continuación, veremos cómo estos criterios se aplican en soluciones reales de acabado, comenzando con una revisión de las soluciones integradas de tratamiento superficial ofrecidas.
Soluciones de Tratamiento Superficial Shaoyi para Extrusiones Automotrices
Cuando estás buscando piezas de extrusión de aluminio en los programas automotrices, la necesidad de un socio de acabado confiable e integrado se vuelve evidente. Imagine tener disponibles en un solo lugar todos los principales procesos de acabado: anodizado (decorativo y duro), recubrimiento en polvo, e-coat y sistemas avanzados de pintura, respaldados por una garantía de calidad sólida y trazabilidad completa. Eso es exactamente lo que ofrece Shaoyi, una empresa líder en acabados de aluminio, para extrusiones de aluminio automotriz.
Lo que ofrece Shaoyi para Extrusiones Automotrices
Shaoyi se destaca al ofrecer una completa gama de opciones de tratamiento superficial para extrusiones de aluminio automotriz. Sus capacidades incluyen:
- Anodización: Acabados decorativos para molduras visibles o anodizado duro para áreas de alto desgaste
- Recubrimiento en polvo: Amplia gama de colores y texturas, ideal para componentes exteriores o bajo el capó
- E-Coat (Pintura Electróforética): Cobertura ultra uniforme de imprimación, especialmente en perfiles complejos o cerrados
- Sistemas de pintura: Flujos de trabajo con pintura líquida e imprimación, incluyendo acabado de laminación más pintura para aplicaciones sensibles al costo
- Pretratamiento y mascarado: Limpieza precisa, recubrimientos de conversión (incluyendo sin cromatos) y mascarado/taponamiento personalizado para hilos, agujeros y características críticas
Todos los procesos están respaldados por documentación y mapeo de normas para ASTM, SAE, ISO y MIL-A-8625, asegurando una alineación perfecta con las especificaciones del comprador y los requisitos globales de OEM fuente ).
En qué destaca y cuándo elegirlo
¿Por qué confiar en una sola empresa de acabados de aluminio para todas sus necesidades de extrusión? Aquí es donde el enfoque de Shaoyi destaca:
- Flujo de proceso integrado: Cada paso, desde el pretratamiento hasta la inspección final, se gestiona bajo un mismo techo, reduciendo los tiempos de entrega y minimizando errores en las transiciones
- Gestión de calidad para automoción: Soporte APQP/PPAP, control avanzado de procesos y certificación IATF 16949
- Mapeo del espesor del recubrimiento: Documentación detallada para geometrías complejas y superficies críticas
- Orientación sobre aleaciones y temple: Asesoramiento experto para garantizar la compatibilidad con ciclos de horneado de pintura o ensamblaje posterior
- Continuidad del suministro: Experiencia demostrada en el apoyo a programas de producción de alto volumen para fabricantes de equipos originales (OEM)
Si está gestionando un programa en el que importan la apariencia, la resistencia a la corrosión y la productividad, el modelo integral de Shaoyi simplifica su flujo de trabajo y reduce riesgos.
Ventajas y desventajas
Ventajas
- Servicio integral para todos los principales recubrimientos y tratamientos superficiales de aluminio
- Control de calidad integrado y cumplimiento de normas (ASTM, SAE, ISO, MIL-A-8625)
- Experiencia en acabados decorativos y funcionales para piezas de aluminio recubiertas
- Reducción de los cambios de proveedor, minimizando el riesgo de fallos en la comunicación
- Soporte para requisitos complejos de mascarado/taponamiento y de múltiples procesos
Desventajas
- Puede requerir cantidades mínimas de pedido (MOQs) para ciertos acabados
- Los planes de producción pueden estar alineados con las ventanas de lotes automotrices, afectando la flexibilidad para series muy pequeñas
Casos de uso y aleaciones compatibles
- Molduras exteriores que requieren clases de apariencia: Utilizar anodizado decorativo o pintura en polvo para lograr una coloración y brillo uniformes en superficies visibles
- Elementos estructurales que necesitan compatibilidad con horneado de pintura: Seleccionar la aleación/temple adecuados y el sistema de recubrimiento para soportar los procesos de ensamblaje posteriores
- Componentes del recinto de la batería que necesitan recubrimiento e-coat bajo la capa superior: Alcanzar una resistencia a la corrosión robusta incluso en geometrías complejas y cerradas
Control de calidad y soporte técnico
Las soluciones de tratamiento superficial de Shaoyi se basan en un control de calidad riguroso. Cada lote de aluminio recubierto o de extrusión terminado se inspecciona para verificar:
- Espesor y uniformidad del recubrimiento (mediante métodos no destructivos)
- Resistencia a la adhesión y a la corrosión (según las normas ASTM/ISO/MIL pertinentes)
- Apariencia y brillo para acabados decorativos
- Mascarilla y protección adecuadas de características críticas
El soporte técnico incluye planos detallados de mapeo, documentación trazable y orientación para especificar el acabado correcto para su aleación y geometría de pieza elegidas.
Sus extrusiones se benefician de un acabado y trazabilidad en control de calidad de una sola fuente a través de múltiples tecnologías de recubrimiento, ayudándole a evitar los inconvenientes de la coordinación con múltiples proveedores y asegurando que cada pieza cumpla con los estándares automotrices.
Al elegir una empresa de acabado de aluminio de confianza como Shaoyi, obtiene un socio que puede entregar tanto aluminio recubierto como conjuntos completamente terminados, todo bajo un mismo sistema integrado de calidad. A continuación, veremos cómo los distintos tipos de acabados individuales —empezando por el anodizado tipo II— se adaptan al sector automotriz.
Anodizado Tipo II
Visión general del anodizado tipo II y opciones de apariencia
Cuando imaginas la apariencia suave y uniforme de los recubrimientos automotrices premium, probablemente estás viendo el resultado del anodizado tipo II. Pero ¿qué hace que este proceso sea tan eficaz tanto para el rendimiento como para la estética? El anodizado tipo II, a menudo llamado anodizado con ácido sulfúrico, forma una capa controlada de óxido en el aluminio, mejorando tanto la protección contra la corrosión como el atractivo visual.
Este acabado es especialmente valorado por su capacidad de ofrecer una variedad de apariencias. Notarás opciones tales como:
- Aluminio anodizado satinado: Un brillo sutil y de bajo nivel que resiste las huellas digitales y combina bien con otros materiales
- Acabado mate en aluminio: Alcanzado mediante granallado o atacado químico antes del anodizado, ofrece una apariencia suave y no reflectante
- Acabado cepillado en aluminio: Creado mediante cepillado mecánico antes del anodizado, para un efecto lineal y texturizado
- Tintado en color: La capa de óxido acepta fácilmente tintes, permitiendo una amplia paleta de colores, desde plata natural hasta negro profundo, bronce o tonos personalizados
Una ventaja clave del anodizado Tipo II es su capacidad para producir un acabado satinado de aluminio consistente que no se astillará, pelará ni desvanecerá con el tiempo. El acabado es parte integral de la superficie, no una capa separada, por lo que mantiene su integridad incluso con manejo regular.
Ajuste de rendimiento automotriz
¿Por qué el anodizado Tipo II es una opción tan popular para los perfiles de aluminio en la industria automotriz? Se debe por completo al equilibrio entre durabilidad, apariencia y fiabilidad del proceso. La capa de óxido formada durante el anodizado actúa como una barrera robusta contra la corrosión, lo que lo hace ideal para molduras exteriores e interiores, rieles de techo y detalles decorativos expuestos a condiciones ambientales variables.
Además, el acabado satinado de aluminio es altamente compatible con el ensamblaje posterior y procesos secundarios. La superficie anodizada puede dejarse tal cual para un aspecto metálico premium, o recubrirse con pinturas, tintas o marcas láser cuando sea necesario identificar la pieza o marcarla. El sellado de la capa anodizada es una práctica estándar, que fija el color y mejora la resistencia a manchas o ataques ambientales. Esto convierte al anodizado Tipo II en una opción ideal para piezas que deben verse bien y durar, sin el riesgo de decoloración, desvanecimiento o empañamiento.
Ventajas y desventajas
Ventajas
- Excelente resistencia a la corrosión para la mayoría de los ambientes automotrices
- Apariencia uniforme y repetible, especialmente importante para los recubrimientos visibles
- Amplia gama de acabados: satinado, mate y cepillado, con o sin color
- Superficie integrada, no descamativa: sin riesgo de exfoliación como en la pintura
- Amigable con el medio ambiente; sin compuestos orgánicos volátiles (VOC) y mantenimiento mínimo requerido
- Posibilidad de reparación en pequeños arañazos con kits de reparación
Desventajas
- Menor resistencia al desgaste que el anodizado duro (Tipo III) para piezas de alta fricción
- Requiere un control de proceso preciso para mantener el color y el brillo entre lotes
- Los efectos térmicos durante el ensamblaje (por ejemplo, soldadura) pueden descolorir el acabado
- No es adecuado para abrasión intensa o superficies portantes
Casos de uso y puntos de verificación de calidad
- Molduras exteriores: Manijas de puertas, marcos de ventanas y detalles de parrilla donde se desee un acabado de aluminio satinado
- Piezas decorativas interiores: Insertos del tablero, marcos de controles y molduras de asientos, que se benefician de la sensación táctil y la consistencia visual de un acabado satinado de aluminio
- Cubiertas de rieles de techo: Donde la coincidencia de color y la estabilidad UV son críticas para la apariencia a largo plazo
La garantía de calidad para la anodización tipo II generalmente incluye:
- Verificaciones de calidad del sellado para asegurar una máxima resistencia a la corrosión
- Muestreo por clase de apariencia para uniformidad de color y brillo
- Pruebas de adherencia si se aplican pinturas o tintas secundarias
- Referencia a MIL-A-8625 Tipo II y estándares específicos del fabricante para validación
Consejo: Siempre especifique el tratamiento superficial deseado — como cepillado, pulido o chorro de arena — antes de anodizar. Esto asegura un acabado consistente de aluminio satinado o aluminio satinado en todas las piezas de su programa.
Con su combinación de durabilidad, flexibilidad y estética refinada, la anodización tipo II sigue estableciendo el estándar para perfiles de aluminio automotrices visibles y decorativos. A continuación, exploraremos cómo la anodización dura tipo III eleva el nivel de resistencia al desgaste y la abrasión en aplicaciones más exigentes.
Anodización Dura Tipo III
Fundamentos de la Anodización Dura para Durabilidad
Cuando necesita un acabado que resista el desgaste y el calor más extremos, el anodizado duro, también conocido como anodizado Tipo III, establece el estándar. A diferencia del anodizado decorativo, el anodizado duro forma una capa mucho más gruesa y densa de óxido de aluminio, lograda mediante la realización del proceso de anodizado a temperaturas más bajas y mayores densidades de corriente. Esto resulta en una capa protectora de aluminio muy resistente, ideal para interfaces deslizantes, accesorios de alto desgaste y componentes expuestos a fricción o abrasión. referencia ).
Los recubrimientos de anodizado duro suelen tener entre 0,0005 y 0,0030 pulgadas de espesor, con aproximadamente la mitad del espesor penetrando en el sustrato y la otra mitad acumulándose en la superficie. El óxido más denso proporciona una excelente resistencia a la abrasión y al calor moderado, lo que lo convierte en la opción preferida para piezas y mecanismos móviles. Sin embargo, es importante tener en cuenta que las capas de anodizado duro aparecen más oscuras, a menudo en tonos de gris profundo, bronce o negro, dependiendo de la aleación y el espesor, y son menos decorativas que los acabados Tipo II. Si se requiere color, el negro es la opción más confiable debido a la naturaleza de la película de óxido.
Automotive Fit and Design Constraints
¿Cómo encaja la anodización dura en la ingeniería de superficies de aluminio automotriz? La notarás allí donde la durabilidad y el bajo coeficiente de fricción sean esenciales: en los rieles de los asientos, en las guías del techo corredizo, en los brazos de las bisagras o en los rieles guía. La fina microestructura columnar de la capa anodizada dura puede pulirse para obtener un acabado mate más suave en aluminio, reduciendo la fricción y prolongando la vida útil en aplicaciones de deslizamiento referencia ).
Sin embargo, este tipo de recubrimiento de óxido de aluminio conlleva algunas consideraciones de diseño. El aumento del espesor de la capa puede afectar tolerancias ajustadas y debe incluirse en sus modelos y planos CAD. Para ajustes críticos, es fundamental especificar enmascaramiento para agujeros, roscas o superficies de puesta a tierra. Además, aunque el anodizado duro ofrece una resistencia al desgaste superior, puede desarrollar microfisuras que atraviesan su espesor bajo cargas elevadas o alta tensión, lo cual podría reducir la resistencia a la fatiga en aplicaciones dinámicas. Por eso, la selección cuidadosa de la aleación, geometría y proceso de acabado es una característica distintiva de las mejores prácticas en ingeniería superficial del aluminio.
Ventajas y desventajas
Ventajas
- Excelente resistencia al desgaste y a la abrasión para piezas de alta fricción
- Buen desempeño bajo condiciones moderadas de calor y deslizamiento
- Propiedades de aislamiento eléctrico—útil para aislar componentes
- Puede pulirse para reducir la fricción (acabado mate en aluminio)
- Cumple con los estándares MIL-A-8625 Tipo III y normas de calidad automotriz
Desventajas
- Apariencia más oscura y menos decorativa—opciones limitadas de color
- La acumulación de película puede alterar tolerancias ajustadas; se requiere compensación en el diseño
- Posibilidad de microfisuras en el recubrimiento bajo cargas elevadas de fatiga
- No adecuado para piezas de alta resistencia donde la fatiga es crítica
- Requiere un control preciso del proceso y enmascaramiento para geometrías complejas
Casos de uso y puntos de verificación de calidad
- Componentes de los raíles de los asientos: Donde el desgaste por deslizamiento y el movimiento repetido exigen una superficie resistente y de bajo coeficiente de fricción
- Mecanismos de techo solar: Expuestos tanto a contaminantes ambientales como a abrasión mecánica
- Estructuras de bisagras y guías: Soportan movimiento y alineación bajo cargas moderadas
- Hardware para el encapsulado de baterías: Requiere aislamiento eléctrico y resistencia al desgaste
La garantía de calidad para el anodizado duro incluye:
- Mapeo de espesor mediante métodos no destructivos (corrientes de Foucault, ultrasónicos)
- Verificación de resistencia al desgaste mediante pruebas de abrasión y fricción
- Inspección de bordes, orificios y áreas enmascaradas para verificar cobertura y precisión dimensional
- Referencia a MIL-A-8625 Tipo III y protocolos específicos del fabricante para validación
Consejo: Siempre equilibra la formación de película con las dimensiones críticas al especificar anodizado duro. Indica los requisitos de enmascaramiento para agujeros, roscas o contactos eléctricos: este es un paso clave en la ingeniería superficial robusta del aluminio para perfiles extruidos automotrices.
Al comprender las fortalezas y limitaciones del anodizado duro como recubrimiento protector del aluminio, podrás tomar decisiones informadas para aplicaciones automotrices de alto desgaste. A continuación, veremos cómo el recubrimiento en polvo amplía la durabilidad y flexibilidad de color para perfiles extruidos de aluminio exteriores y bajo el capó.
Recubrimiento en polvo
Opciones de resinas en polvo y pretratamiento
Cuando necesitas un acabado que resista las exigencias de la carretera manteniendo colores vibrantes, el recubrimiento en polvo es una opción preferida para perfiles de aluminio automotriz. Pero ¿qué lo hace tan eficaz? Todo comienza con la resina en polvo en sí, generalmente de poliéster, epoxi o mezclas híbridas. Entre estas opciones, los polvos de poliéster son la elección principal para aplicaciones exteriores y expuestas a la radiación UV, gracias a sus propiedades superiores de resistencia climática y retención del color. Los polvos epoxi ofrecen una excelente resistencia química, pero suelen reservarse para piezas interiores o bajo el capó debido a su menor estabilidad UV. Los polvos híbridos combinan las propiedades de ambos para satisfacer necesidades específicas de rendimiento.
El camino hacia un recubrimiento de aluminio duradero comienza con un tratamiento previo minucioso. Imagina preparar una pieza para una aplicación de pintura: cualquier residuo de aceite, suciedad o óxido no eliminado puede comprometer el acabado. El proceso comienza con una limpieza exhaustiva, utilizando métodos como lavados alcalinos, baños de solventes o incluso limpieza ultrasónica para geometrías complejas ( fuente ). A continuación, se aplica un recubrimiento de conversión (a menudo libre de cromatos para cumplir con normativas ambientales) para mejorar la adherencia y la resistencia a la corrosión, creando una superficie uniforme e inerte que ayuda a que el polvo se adhiera y funcione como se espera. Los pasos de enjuague son críticos: cualquier residuo que quede puede provocar ampollas o fallos prematuros.
Rendimiento y compatibilidad en el ensamblaje automotriz
El recubrimiento en polvo es valorado por su durabilidad, resistencia a los impactos y su capacidad para proporcionar una capa protectora gruesa que proteja al aluminio tanto contra la corrosión como contra golpes. En aplicaciones automotrices, esto significa que elementos como el adorno exterior, las barras del techo y los marcos de los paquetes de baterías pueden mantener su apariencia e integridad incluso después de años de exposición al sol, la sal y productos químicos.
Sin embargo, notará algunos desafíos únicos al recubrir perfiles de aluminio extruido con secciones transversales complejas. El efecto jaula de Faraday puede causar cobertura delgada o irregular en zonas profundas o esquinas cerradas. Por eso, es fundamental utilizar una colocación adecuada, conexión a tierra y técnica de rociado correcta, asegurando que el polvo alcance todas las superficies. Para piezas que vayan a someterse a ciclos posteriores de horneado de pintura, es crucial especificar en sus requisitos la tolerancia al horneado excesivo, ya que el calor excesivo puede alterar el brillo, el color o incluso provocar pérdida de adherencia.
Ventajas y desventajas
Ventajas
- Amplia gama de colores y opciones de acabado (mate, brillante, texturado)
- Superficie duradera, resistente a golpes y rayones
- Recubrimiento grueso y uniforme protege contra la corrosión y los impactos
- Sin COV (compuestos orgánicos volátiles): aplicación respetuosa con el medio ambiente
- El polvo sobrante puede ser recuperado, reduciendo residuos
- Tiempos rápidos de curado que apoyan una producción de alto volumen
Desventajas
- Desafíos de cobertura en geometrías intrincadas o reentrantes (efecto Faraday)
- El espesor del recubrimiento puede afectar tolerancias ajustadas, pudiendo ser necesarios ajustes en el diseño
- La revisión es posible pero requiere decapado y recubrimiento nuevamente
- Opciones limitadas de retocado en comparación con pintura líquida
- Requiere un buen pretratamiento para lograr máxima adherencia y durabilidad
Casos de uso y puntos de control de calidad
- Molduras exteriores: El recubrimiento en polvo proporciona color duradero y protección contra la corrosión para manijas de puertas, marcos de ventanas y detalles de la parrilla.
- Barras portaequipajes y transversales: La alta exposición a UV y condiciones climáticas exige un recubrimiento de aluminio resistente con brillo y tono estables.
- Estructuras del paquete de baterías: La resistencia química es fundamental para componentes del compartimiento del motor o del encierro de baterías expuestos a fluidos y cambios de temperatura.
- Cubiertas de servicio y soportes: Donde la resistencia al impacto y a la abrasión son tan importantes como la apariencia.
El control de calidad para recubrimientos de piezas de aluminio incluye:
- Verificaciones de adherencia (ensayo de cuadrícula o con cinta adhesiva)
- Verificación de curado (resistencia al frotamiento con disolvente, dureza con lápiz)
- Verificación de brillo y uniformidad de color
- Medición del espesor del recubrimiento (métodos magnéticos o de corrientes inducidas)
Consejo: Especifique tolerancia a sobrecalentamiento para piezas recubiertas con polvo que vayan a someterse a ciclos adicionales de horneado de pintura durante el ensamblaje final. Este paso ayuda a mantener la integridad del color, brillo y adherencia durante todo el proceso de fabricación.
El recubrimiento en polvo destaca como una forma versátil, duradera y sostenible de recubrir extrusiones de aluminio para uso automotriz. Cuando se necesita un acabado que equilibre estética, protección y eficiencia en producción, un recubrimiento de aluminio bien especificado suele ser la mejor opción. A continuación, profundizaremos en los sistemas de e-recubrimiento, ideales para lograr una cobertura ultra uniforme en perfiles complejos y como imprimación resistente a la corrosión debajo de los recubrimientos finales.
E-coat
Descripción general del sistema de e-recubrimiento y variantes
Cuando buscas un recubrimiento protector para perfiles de aluminio con formas intrincadas o huecos profundos, el e-recubrimiento (pintura electrorreducida) destaca como una opción privilegiada. ¿Pero cómo funciona? Imagina sumergir tu pieza de aluminio en un baño donde partículas de pintura con carga eléctrica se adhieren a cada superficie expuesta—incluso en esquinas internas y cavidades estrechas. Este proceso, también conocido como electrodeposición, utiliza resinas epoxi catiónicas o acrílicas para crear una capa delgada, uniforme, duradera y consistente.
Los e-recubrimientos epoxi catiónicos son valorados por su excelente resistencia a la corrosión y se emplean ampliamente como imprimación en aplicaciones automotrices. Por su parte, los e-recubrimientos a base de acrílico ofrecen una mayor estabilidad UV y a veces se seleccionan para piezas que permanecerán visibles. Independientemente del tipo de resina, la característica distintiva del e-recubrimiento es su capacidad para proporcionar una capa de pintura uniforme—típicamente entre 15 y 25 micrones—en toda la pieza, superando a muchos recubrimientos tradicionales en geometrías complejas.
Rendimiento Automotriz y Compatibilidad de la Capa Superior
¿Por qué los ingenieros automotrices especifican la e-pintura como base para tratamientos superficiales de aluminio? La respuesta radica en su incomparable combinación de protección contra la corrosión y procesamiento de alto rendimiento. La e-pintura forma una barrera continua que protege al aluminio contra la humedad, la sal y otros agentes corrosivos, lo que la convierte en una base ideal para recubrimientos adicionales o como acabado independiente para piezas ocultas o semivisibles. Es común encontrar la e-pintura utilizada como imprimante debajo de capas superiores en polvo o líquidas, asegurando una fuerte adherencia y durabilidad a largo plazo en componentes exteriores y del bajo chasis.
Otra ventaja: la uniformidad del e-coat significa menos puntos débiles o bordes delgados donde podría iniciar la corrosión. Esto lo hace especialmente valioso para perfiles de aluminio automotriz que presentan secciones huecas, soportes con recortes complejos o ensamblajes con uniones superpuestas. Además, el proceso es altamente escalable, ideal para acabados de productos en grandes volúmenes en plantas automotrices modernas.
Ventajas y desventajas
Ventajas
- Excelente resistencia a la corrosión—forma una base protectora robusta
- Capa de recubrimiento ultra uniforme, incluso en perfiles complejos o rehundidos
- Apoya una fabricación automatizada de alto rendimiento
- Reduce el desperdicio de material en comparación con recubrimientos en spray
- Compatible con acabados en polvo o líquidos para mayor protección o color
Desventajas
- Requiere un pretratamiento preciso y completo para una adhesión óptima
- Inversión inicial elevada en equipos y configuración del proceso
- Opciones limitadas de color y apariencia como acabado independiente
- No es adecuado para sustratos no conductores (el aluminio debe estar limpio y ser conductor)
Casos de uso y puntos de control de calidad
- Conjuntos de aluminio adyacentes al monocasco: La e-capacidad proporciona una imprimación resistente a la corrosión para piezas integradas con estructuras de acero.
- Componentes internos del alojamiento de la batería: La cobertura uniforme en alojamientos complejos garantiza durabilidad y seguridad.
- Soportes y herrajes de montaje: La e-capacidad actúa como base protectora bajo capas de acabado coloreadas, especialmente en áreas de alta exposición.
El control de calidad para tratamientos superficiales de aluminio con e-capacidad incluye típicamente:
- Controles de baño para monitorear la química y conductividad de la pintura
- Pruebas de adherencia (cuadrícula o prueba con cinta)
- Verificaciones de curado para asegurar un endurecimiento adecuado de la película
- Medición del espesor para confirmar una cobertura uniforme
Especifique siempre la compatibilidad entre la química del e-recubrimiento y cualquier sellador o adhesivo posterior. Los materiales incompatibles pueden provocar contaminación o fallos de adherencia, comprometiendo la efectividad de sus tratamientos superficiales del aluminio.
La capacidad única del e-recubrimiento para proporcionar recubrimientos de alta calidad y ultra uniformes para perfiles extruidos de aluminio lo convierte en un pilar fundamental del acabado de productos automotrices modernos. A continuación, exploraremos cómo el acabado natural combinado con imprimante y pintura ofrece una alternativa flexible y económica para ciertas aplicaciones.
Acabado Natural con Imprimante y Pintura
Definición del Acabado Natural y Cuándo es Apropiado
¿Alguna vez te has preguntado qué es el acabado de fábrica en perfiles extruidos de aluminio? Simplemente, el acabado de fábrica se refiere a la superficie del aluminio tal como sale del proceso de extrusión, sin tratar, directamente de la prensa y sin pulido adicional, tratamiento químico o recubrimiento aplicado. Este estado natural se caracteriza por una apariencia opaca y mate, líneas visibles de la matriz, y marcas ocasionales o pequeños arañazos provenientes del proceso de fabricación. El aluminio con acabado de fábrica es valorado por su costo asequible y suele ser el punto de partida para tratamientos superficiales o recubrimientos posteriores.
En aplicaciones automotrices, el aluminio con acabado de fábrica puede ser una elección práctica cuando la pieza finalmente será cubierta con pintura o se utilizará en ubicaciones no visibles y protegidas. Es especialmente relevante para rieles de moldura interior, elementos estructurales ocultos o piezas de servicio, en donde la eficiencia de costos y la flexibilidad en cuanto al color son más importantes que un brillo metálico decorativo.
Proceso de Imprimación y Pintura para Perfiles Extruidos
¿Está pensando en pintar aluminio con acabado de molino? El secreto para obtener resultados duraderos radica en una adecuada preparación de la superficie. Debido a que la superficie extruida puede contener aceites, óxidos o pequeñas imperfecciones, es fundamental preparar adecuadamente el aluminio antes de pintarlo para garantizar una buena adherencia y resistencia a la corrosión. A continuación, se muestra un flujo de trabajo típico:
- Limpieza de Superficie: Elimine aceites, polvo y residuos utilizando solventes o limpiadores alcalinos.
- Pulido Mecánico: Cepillado suave o lijado para nivelar las zonas ásperas y minimizar las líneas visibles de la matriz; este paso ayuda a reducir los defectos del acabado de molino que se transmiten a través de la pintura.
- Pretratamiento Químico: Aplique una solución de atacado o un agente de unión química para promover la adherencia de la imprimación y aumentar aún más la protección contra la corrosión.
- Aplicación de Imprimación para Aluminio: Utilice una imprimación de alta calidad formulada específicamente para aluminio, para crear una base resistente para la capa final.
- Capa Final de Pintura: Aplique el color y acabado deseados, que pueden personalizarse para coincidir con las especificaciones interiores o exteriores.
Cada uno de estos pasos está diseñado para maximizar la vida y apariencia de los sistemas de imprimación y pintura de aluminio, asegurando que el acabado permanezca duradero incluso bajo condiciones de servicio automotriz.
Ventajas y desventajas
Ventajas
- Menor costo inicial del acabado: el aluminio con acabado de molino es económico y fácilmente disponible
- Máxima flexibilidad en color y brillo mediante la selección de pinturas
- Fácil de retocar o reparar superficies pintadas en campo
- Funciona bien para piezas donde la apariencia no es crítica o está oculta a la vista
- No existen limitaciones en la geometría de las piezas: la pintura puede aplicarse a extrusiones complejas
Desventajas
- Requiere un pretratamiento cuidadoso: una preparación inadecuada puede provocar descamación, peladuras o corrosión
- Mayor riesgo de que los defectos se transmitan a través de la pintura si la superficie con acabado de molino es áspera o irregular
- Menos duradero que los acabados anodizados o con pintura en polvo para ambientes exteriores, de alto desgaste o corrosivos
- Los acabados pintados pueden requerir mantenimiento periódico o retoques
Casos de uso y puntos de control de calidad
- Rieles de Moldura Interior Pintados: Aluminio con acabado mecanizado imprimado y pintado para hacer juego con los esquemas de color interior, donde se valora la durabilidad y la posibilidad de retoques.
- Elementos Estructurales Ocultos: Componentes que no son visibles tras el ensamblaje pero que requieren protección contra la corrosión y acabados económicos.
- Piezas de Servicio que Necesitan Reparabilidad en Campo: Las piezas de aluminio con acabado mecanizado y pintura pueden lijarse y repintarse fácilmente si se dañan durante el mantenimiento.
El control de calidad para este sistema es fundamental para garantizar el rendimiento y la apariencia. Los puntos comunes de control de calidad incluyen:
- Pruebas de adhesión (cuadrícula o prueba de cinta) después de la aplicación del imprimante y la pintura
- Medición del espesor de la película para verificar la cobertura y durabilidad
- Verificación del color y brillo comparándolos con muestras de especificación
- Pruebas de corrosión cíclicas para piezas expuestas a entornos agresivos
Consejo: Siempre especifique pasos de alisado de la superficie, como cepillado suave o lijado, antes de aplicar imprimación en aluminio con acabado de taller. Esta práctica minimiza el riesgo de que un defecto del acabado de taller se manifieste a través de la pintura final, logrando una apariencia más suave y profesional.
Aunque el acabado de taller con imprimación y pintura puede no ofrecer la durabilidad o estética premium de opciones anodizadas o recubiertas con polvo, sigue siendo una solución económica y versátil para muchas necesidades de extrusión de aluminio automotriz. A continuación, presentaremos una comparación directa de todos los tipos de acabados para ayudarle a tomar la mejor decisión según los requisitos de su proyecto.
Comparación Directa y Matriz de Decisión para Acabados de Extrusión de Aluminio Automotriz
Al elegir entre las diferentes opciones de tratamiento superficial para extrusiones de aluminio automotriz, la gran cantidad de variables puede resultar abrumadora. ¿Cuál acabado ofrece el equilibrio adecuado entre protección, apariencia, capacidad de producción y costo para su aplicación específica? Para facilitar las cosas, hemos reunido una comparación clara y directa de los acabados mejor calificados. Esta tabla y guía rápida de decisión le ayudarán a vincular los requisitos de su proyecto con el mejor acabado superficial para aluminio, sin dudar de su especificación.
Comparación directa según criterios automotrices
| Opción de Acabado | Adecuación al Caso de Uso Automotriz | Resistencia a la corrosión | Resistencia al desgaste | Rango de Apariencia | Compatibilidad con Horneado de Pintura | Costo relativo | Tiempo de entrega | Reciclabilidad | Normas Referenciadas |
|---|---|---|---|---|---|---|---|---|---|
| Soluciones de Tratamiento Superficial Shaoyi | Solución integral para piezas exteriores, estructurales y especiales | Alto | Alto | Amplio (decorativo, funcional, colores/texturas personalizados) | Alto | Medio | Medio | Alto | ASTM, SAE, ISO, MIL-A-8625 |
| Anodizado Tipo II | Moldura visible, decorativa interior/exterior | Medio-Alto | Medio | Mate, satén, colores teñidos | Medio | Medio | Medio | Alto | MIL-A-8625 Tipo II, OEM |
| Anodizado Duro (Tipo III) | Alto desgaste, deslizamiento, estructural | Alto | Muy alto | Oscuro, colores limitados | Medio | Medio-Alto | Medio | Alto | MIL-A-8625 Tipo III, OEM |
| Recubrimiento en polvo | Moldura exterior, compartimento del motor, marcos de batería | Alto | Alto | Extensa (mate, brillante, texturizada, personalizada) | Alto | Medio | Baja-Media | Alto | ASTM, ISO, OEM |
| E-coat | Perfiles complejos, imprimación para conjuntos | Muy alto | Medio | Limitada (principalmente negro/gris, semibrillante) | Alto | Medio | Medio-Alto | Alto | ASTM, ISO, OEM |
| Acabado Natural con Imprimante y Pintura | Piezas interiores ocultas, de servicio o pintadas | Medio | Baja-Media | Ilimitada (según el sistema de pintura) | Medio | Bajo | Bajo | Alto | ASTM, ISO, OEM |
Esta vista comparativa facilita la comparación de acabados superficiales para piezas metálicas, destacando en qué aspectos destaca cada una y las compensaciones que deberás considerar para tu programa automotriz.
Consideraciones sobre costos y plazos de entrega
- Soluciones integradas (como Shaoyi) puede optimizar tu cadena de suministro y reducir el plazo total de entrega, especialmente cuando se requieren múltiples acabados o controles de calidad complejos.
- Anodizado Tipo II y recubrimiento en polvo ofrecen un equilibrio moderado entre costo, rendimiento y apariencia para la mayoría de las piezas de acabado y visibles.
- Anodizado duro y e-coat suelen implicar costos más altos de control de procesos y de aseguramiento de calidad, pero ofrecen un rendimiento excepcional para componentes críticos en cuanto a desgaste o corrosión.
- Acabado de laminado con imprimante/pintura es la opción más económica, a menudo con el menor tiempo de entrega, pero requiere una preparación cuidadosa y es ideal para piezas no visibles o de fácil mantenimiento.
Para proyectos que requieran múltiples acabados o ventanas de producción ajustadas, trabajar con una única fuente como Shaoyi Metal Parts Supplier —un proveedor líder en soluciones integradas de piezas metálicas automotrices de precisión en China— significa que sus piezas de extrusión de aluminio pueden ser terminadas y calificadas bajo un único plan de PPAP y de suministro, reduciendo riesgos y simplificando la comunicación.
Matriz de decisión y selecciones rápidas
- Apariencia exterior Clase A: Elija recubrimiento en polvo o anodizado Tipo II para una amplia gama de opciones de color y uniformidad visual.
- Protección contra la corrosión de la estructura: Recubrimiento electrolítico (E-coat) o soluciones integradas de Shaoyi para una protección robusta y uniforme, especialmente en perfiles complejos.
- Aplicaciones de alto desgaste o deslizamiento: Anodizado duro (Tipo III) o tratamientos enfocados en resistencia al desgaste de Shaoyi.
- Piezas económicas y no visibles: Acabado de laminación con imprimación y pintura para ofrecer flexibilidad y facilidad de reparación en campo.
- Requisitos multiproceso o personalizados: Acabados superficiales integrados de Shaoyi para metales, con control de calidad y documentación de una sola fuente.
Consejo clave: Siempre especifique los requisitos de pretratamiento y enmascaramiento en las notas del dibujo. Este paso es fundamental para evitar fallos posteriores, re trabajos o reclamaciones por garantía, independientemente del acabado superficial del aluminio seleccionado.
A medida que finalices tu especificación, recuerda que la mejor opción no se trata únicamente del acabado en sí, sino de qué tan bien se alinea con tus objetivos de fabricación, costos y calidad. A continuación, concluiremos con consejos prácticos para redactar especificaciones y entregarlas al proveedor, asegurando que el tratamiento superficial del aluminio que elijas aporte un valor duradero en el campo.
Recomendación Final y Consejos para Redactar Especificaciones de Extrusiones Automotrices de Aluminio
Qué Acabado Elegir para Tu Programa
Cuando llegas al punto final de decisión, es fácil sentirse abrumado por la gama de tratamientos superficiales del aluminio disponibles. Entonces, ¿cómo identificar la mejor opción para tu proyecto? Imagina que estás diseñando un nuevo alojamiento para la batería de un vehículo eléctrico o actualizando el remate exterior de un SUV de próxima generación: tu elección del tratamiento superficial del aluminio afectará directamente desde la durabilidad hasta el costo e incluso la percepción de la marca. A continuación, encontrarás una guía rápida para ayudarte a vincular tus necesidades con el acabado correcto:
- Anodizado: Seleccione para resistencia decorativa a la corrosión y un aspecto metálico premium y duradero.
- Anodizado Duro: Elige para áreas de alto desgaste o componentes deslizantes: piensa en rieles de asientos o guías de techo corredizo.
- Recubrimiento en polvo: Ideal para color duradero, resistencia química y amplia variedad de acabados en molduras exteriores o piezas del compartimiento del motor.
- E-Coat: Elige este recubrimiento como imprimación resistente a la corrosión, especialmente para perfiles complejos o piezas que necesitan una base sólida bajo otros recubrimientos.
- Acabado de Laminación más Imprimación/Pintura: Elige esta opción para piezas pintadas con sensibilidad de costos o miembros estructurales ocultos donde flexibilidad y fácil retocado son prioritarios.
Cada uno de estos tratamientos superficiales de aluminio cumple un rol único, por lo tanto considera las condiciones de exposición, desgaste, apariencia y requisitos presupuestarios de tu aplicación antes de definir tu especificación.
Lenguaje de Especificación y Notas en los Planos
Las especificaciones claras y basadas en estándares son su mejor defensa contra confusiones o trabajos repetidos. A continuación, se muestra una plantilla que puede adaptar para la mayoría de los proyectos de extrusión de aluminio:
Acabado: [proceso]. Pretratamiento: [conversión, sin cromato preferido]. Estándares: [ASTM/ISO/MIL según aplique]. Pruebas: adherencia, espesor, clase de apariencia, corrosión cíclica según protocolo del fabricante. Mascará: [características]. Compatibilidad con horneado de pintura: [sí/no].
Cuando esté determinando cómo preparar el aluminio para pintura u otra capa, siempre indique explícitamente en sus dibujos los pasos de alisado de superficie, limpieza y mascarado. Esto asegura que todos, desde el diseño hasta la producción, entiendan las expectativas para cada tratamiento de superficie del aluminio.
Lista de verificación para la entrega al proveedor
Imagine que su proyecto está listo para la entrega. A continuación, se muestra una lista de verificación para mantener su interacción con el proveedor fluida y su plan de calidad en marcha:
- Especifique la aleación y el temple para cada extrusión
- Incluya mapas de geometría y mascarado detallados (hilos, agujeros, contactos eléctricos)
- Identificar los puntos de aplicación para una cobertura óptima del recubrimiento
- Destacar las dimensiones críticas y las tolerancias permitidas (tener en cuenta el espesor del recubrimiento)
- Definir los criterios de aceptación y estándares de referencia para el control de calidad
- Compartir un plan de muestreo e inspección (primer artículo, lote o verificaciones continuas)
- Aclarar previamente su política de retrabajo y reparación en campo
Al seguir estos pasos, minimizarás imprevistos y garantizarás que el tratamiento superficial elegido para el aluminio ofrezca resultados consistentes y de alta calidad.
¿Listo para consolidar el acabado y el control de calidad bajo un mismo techo? Shaoyi Metal Parts Supplier —un proveedor líder en soluciones integradas de piezas metálicas automotrices de precisión en China— puede ayudarte a optimizar cada paso, desde el diseño hasta la producción masiva, para todas tus piezas de aluminio extruido. Su experiencia en opciones de tratamiento superficial para extrusiones automotrices de aluminio garantiza que obtengas el acabado correcto cada vez.
Preguntas frecuentes
1. ¿Cuáles son los tratamientos superficiales más comunes para las extrusiones de aluminio en la industria automotriz?
Los tratamientos superficiales más utilizados para perfiles de aluminio en la industria automotriz incluyen anodizado (Tipo II para apariencia y resistencia a la corrosión, Tipo III para resistencia al desgaste), recubrimiento en polvo para color duradero y protección química, e-coat para protección uniforme contra la corrosión en formas complejas, y acabado natural con imprimación y pintura para una solución económica y flexible. Cada tratamiento ofrece beneficios específicos en términos de durabilidad, apariencia y compatibilidad con las normas de fabricación automotriz.
2. ¿Cómo elijo el acabado adecuado para mi proyecto de perfiles de aluminio automotriz?
La selección del mejor acabado depende de los requisitos de su proyecto en cuanto a resistencia a la corrosión, apariencia, rendimiento ante el desgaste y presupuesto. El anodizado decorativo es ideal para molduras visibles, el anodizado duro es adecuado para piezas con alto desgaste, el recubrimiento en polvo ofrece colores vibrantes y duraderos, el e-recubrimiento es el mejor para perfiles complejos que necesitan protección uniforme, y el acabado natural seguido de pintura es económicamente eficiente para piezas ocultas o de fácil mantenimiento. Considere la exposición de su pieza, las necesidades de ensamblaje y los estándares de calidad para tomar la decisión correcta.
3. ¿Cuál es la diferencia entre anodizado y recubrimiento en polvo en extrusiones de aluminio?
El anodizado crea una capa integral de óxido en la superficie del aluminio, mejorando la resistencia a la corrosión y ofreciendo una gama de acabados metálicos. El anodizado tipo II es apreciado por su apariencia decorativa, mientras que el tipo III (anodizado duro) proporciona una mayor resistencia al desgaste. Por otro lado, la pintura en polvo es un recubrimiento orgánico que se aplica en forma de polvo y se cura para formar una capa protectora, colorida y duradera. La pintura en polvo permite más opciones de color y textura, pero requiere un buen pretratamiento para lograr una adherencia óptima.
4. ¿Por qué es importante el pretratamiento antes de aplicar cualquier acabado superficial a los perfiles de aluminio?
El pretratamiento es fundamental porque elimina contaminantes, mejora la adherencia y aumenta la resistencia a la corrosión. Una limpieza adecuada y el recubrimiento de conversión (a menudo libre de cromatos) aseguran que el acabado elegido, ya sea anodizado, en polvo, e-recubrimiento o pintura, se adhiera firmemente y funcione como se espera. Omitir o realizar inadecuadamente el pretratamiento puede provocar fallos prematuros como descascaramiento, ampollas o corrosión.
5. ¿Cuáles son las ventajas de utilizar un proveedor integrado como Shaoyi para tratamientos superficiales en extrusiones de aluminio?
Trabajar con un proveedor integrado como Shaoyi agiliza el proceso de acabado al ofrecer todos los principales tratamientos superficiales, control de calidad y gestión de la cadena de suministro bajo un mismo techo. Este enfoque reduce los tiempos de entrega, minimiza el riesgo de errores provenientes de múltiples proveedores, garantiza el cumplimiento de estándares automotrices y brinda orientación experta para seleccionar la combinación adecuada de aleación, geometría y acabado para su aplicación.