 Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
Pequeños lotes, altos estándares. Nuestro servicio de prototipado rápido hace que la validación sea más rápida y fácil —
- Reduzca los costos de extrusión de aluminio con 5 consejos esenciales de DFM
- El verdadero ROI de matrices de extrusión personalizadas para producción masiva
- Prototipado de metal para automoción: una guía para una innovación más rápida
- Piezas del Aire Acondicionado Automotriz: Desde el Compresor hasta el Evaporador Explicado

Placa extractora fija vs. flotante: la decisión de troquel que hace o rompe su herramienta
Time : 2026-01-05

La decisión crítica sobre la placa desmontadora que todo diseñador de matrices debe dominar
Imagine que dirige una operación de estampado de alto volumen y de repente sus piezas comienzan a adherirse a los punzones, los bordes presentan rebabas inesperadas y su equipo de mantenimiento se apresura a diagnosticar el problema. ¿Qué salió mal? En muchos casos, la causa raíz se remonta a una elección fundamental realizada durante el diseño de la matriz: seleccionar el tipo incorrecto de placa desmontadora para la aplicación.
Sea que ingeniería de matrices progresivas para componentes automotrices o diseñar utillajes para electrónica de precisión, comprender la decisión entre placa desmontadora fija y flotante es esencial. Esta elección afecta directamente la calidad de las piezas, la durabilidad de la herramienta y su rentabilidad.
Por qué la elección de su placa desmontadora define el rendimiento de la matriz
Entonces, ¿qué es exactamente una placa expulsora? Es el componente encargado de retirar el material de la pieza del punzón después de cada golpe. Una expulsión adecuada mediante la placa expulsora garantiza una separación limpia de la pieza, evita el arrastre de residuos y mantiene tiempos de ciclo constantes. Cuando selecciona la configuración correcta, su troquel funciona sin problemas. Si elige incorrectamente, enfrentará una serie de problemas en la producción.
La placa expulsora hace más que simplemente desprender el material: guía los punzones, controla el movimiento del material e influye en la estabilidad general del troquel. Esto convierte la elección entre diseños fijos y flotantes en una decisión fundamental que afecta todos los aspectos del rendimiento del troquel.
El costo oculto de una selección incorrecta de la placa expulsora
Seleccionar un tipo inadecuado de placa expulsora genera consecuencias que van mucho más allá de la inversión inicial en herramientas:
- Daño a la pieza: Arañazos, deformaciones e inconsistencias dimensionales provocadas por una fuerza de desprendido inadecuada
- Desgaste acelerado de la herramienta: Los punzones desalineados y la fricción excesiva acortan la vida útil de los componentes
- Tiempo de inactividad no planificado: Los ajustes frecuentes y las reparaciones de emergencia interrumpen los horarios de producción
- Tasas de desecho aumentadas: Una eyección deficiente provoca piezas rechazadas y material desperdiciado
Preparando el escenario para el éxito del estampado de precisión
Este es el desafío que enfrentan muchos diseñadores de matrices: la información sobre la selección de placas expulsoras está dispersa entre manuales técnicos, catálogos de proveedores y conocimientos empíricos transmitidos entre ingenieros. Hasta ahora, ningún recurso reúne esta comparación crítica con criterios de decisión claros y accionables.
Esta guía ofrece una evaluación exhaustiva de las placas expulsoras fijas frente a las flotantes, incluyendo marcos estructurados de selección y recomendaciones prácticas. Descubrirá exactamente cuándo cada tipo destaca, comprenderá los compromisos implicados y ganará confianza para tomar esta decisión crucial de utillaje en sus aplicaciones específicas.
Criterios de evaluación para la selección de placas expulsoras
Antes de profundizar en los detalles específicos de las placas extractoras fijas y flotantes, necesita un marco claro para tomar esta decisión. Sin criterios definidos, comparar estas dos opciones se convierte en una suposición en lugar de una tarea de ingeniería. Establezcamos la metodología de evaluación que los profesionales utilizan al seleccionar la configuración adecuada de placa extractora para moldes con placa extractora y aplicaciones de troqueles.
Cinco factores que determinan el éxito de la placa extractora
Cuando los ingenieros evalúan qué tipo de placa extractora es más adecuado para su aplicación, siempre consideran cinco dimensiones críticas. Cada factor tiene un peso distinto según los requisitos específicos de producción:
- Requisitos de fuerza de extracción :La fuerza necesaria para separar el material de los punzones suele oscilar entre el 10 % y el 25 % de la fuerza de punzonado. Las aplicaciones con mayores demandas de extracción requieren diseños de placa más robustos, capaces de proporcionar presión constante.
- Compatibilidad con el espesor del material: Los materiales de poco grosor se comportan de manera diferente que los de mayor espesor durante la extracción. La selección de su placa debe adaptarse al rango específico de espesores que procesará, ya que las incompatibilidades pueden causar daños en las piezas o una expulsión incompleta.
- Consideraciones sobre el volumen de producción: Las operaciones de alto volumen requieren placas de extracción que mantengan el rendimiento durante millones de ciclos. Las producciones de menor volumen pueden tolerar configuraciones más simples que necesiten ajustes más frecuentes.
- Requisitos de Mantenimiento: Algunos diseños de placas de extracción requieren reemplazo regular de resortes, lubricación o realineación. Comprender estas exigencias continuas le ayuda a calcular los costos reales de operación.
- Economía: El precio inicial de compra solo revela parte de la historia. Considere la complejidad de la instalación, el tiempo de inactividad por ajustes, la frecuencia de reemplazo de componentes y el impacto en la calidad de las piezas al evaluar el costo total de propiedad.
Cómo evaluamos cada tipo de placa de extracción
A lo largo de esta comparación, evaluaremos las placas desmontadoras fijas y flotantes según cada uno de los criterios anteriores. Verá desgloses claros sobre dónde destaca cada tipo y dónde surgen limitaciones. Este enfoque estructurado elimina la preferencia subjetiva y fundamenta su decisión en factores de rendimiento medibles.
El marco de selección que utilizan los profesionales
Los diseñadores de troqueles experimentados no eligen las placas desmontadoras basándose únicamente en la costumbre o en recomendaciones del proveedor. Asignan sistemáticamente los requisitos de la aplicación a las capacidades de la placa. A medida que avance por las comparaciones detalladas que vienen a continuación, tenga presentes estas dimensiones de evaluación; lo guiarán hacia la configuración que ofrezca un rendimiento óptimo para sus desafíos específicos de estampado.
Placas desmontadoras fijas para estabilidad y eficiencia de costos
Ahora que comprende el marco de evaluación, examinemos nuestro primer contendiente en la comparación entre placas separadoras fijas y flotantes. Las placas separadoras fijas representan el enfoque fundamental para la expulsión de piezas, una filosofía de diseño que prioriza la simplicidad, rigidez y rendimiento constante para rangos específicos de aplicaciones.
Cuando su operación de troquelado requiere un comportamiento predecible y herramientas económicas, las placas separadoras fijas suelen ser la opción inteligente. Pero comprender exactamente cómo funcionan —y en qué aspectos destacan— es lo que distingue los diseños de matrices exitosos de los problemáticos.
Cómo las placas separadoras fijas ofrecen un rendimiento constante
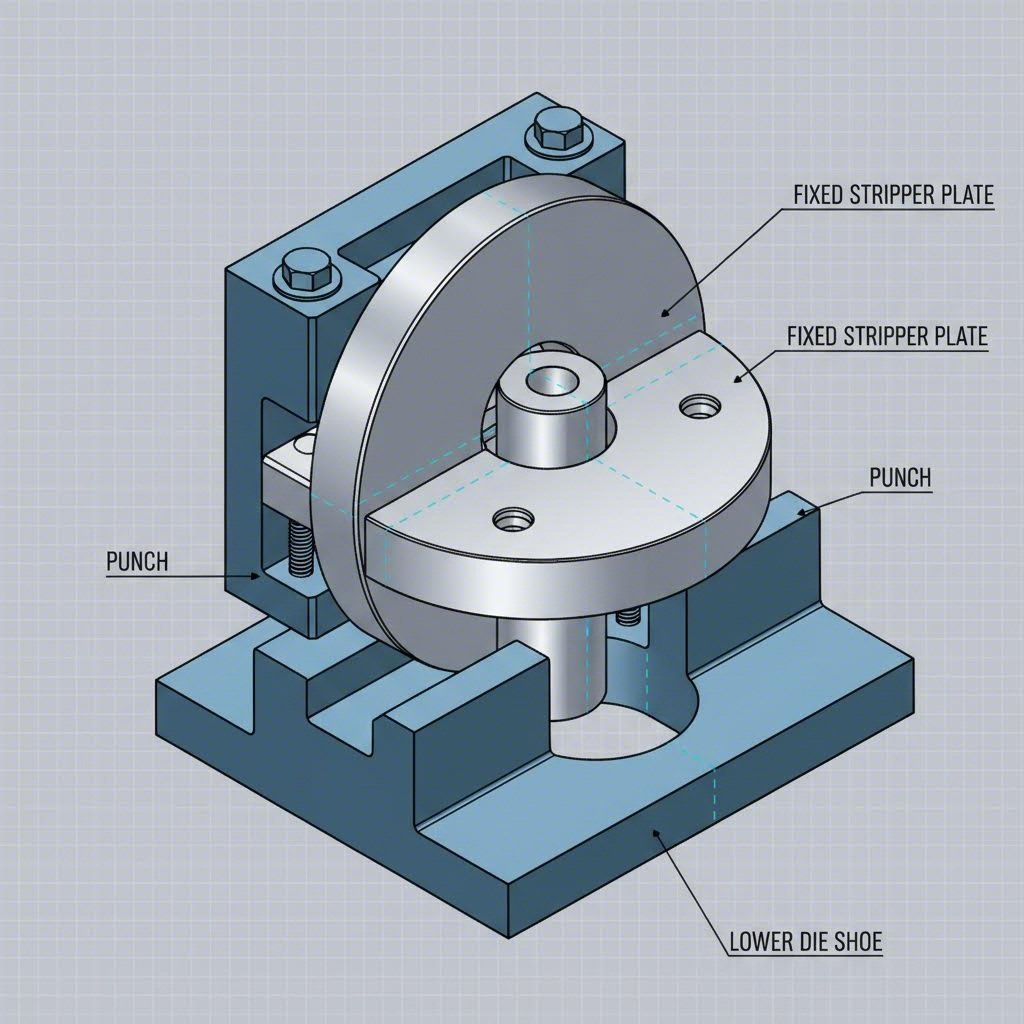
Las placas separadoras fijas se montan rígidamente al zapato de la matriz o al conjunto del portamachos, manteniendo una posición constante respecto a los componentes de la matriz durante toda la carrera de la prensa. A diferencia de sus contrapartes con resortes, estas placas no se mueven independientemente; dependen de la propia carrera de la prensa para separar el material de los machos.
Este diseño de montaje rígido crea varias características de rendimiento que notará inmediatamente:
- Orientación del punzón: La placa proporciona una superficie de referencia estable que guía los punzones piloto para su fijación a las placas expulsoras, manteniendo la alineación durante todo el funcionamiento a alta velocidad
- Juegos constantes: Sin variables por deformación de resortes, la separación entre el punzón y la placa extractor permanece constante, asegurando una acción de desmontaje uniforme
- Resistencia a vibraciones: La conexión sólida con la estructura de la matriz amortigua las vibraciones operativas que podrían afectar la calidad de las piezas
Al trabajar con punzones piloto rectos para placas expulsoras, la configuración fija garantiza que estos componentes críticos de alineación permanezcan posicionados con precisión. Esta estabilidad resulta especialmente valiosa en aplicaciones con matrices progresivas, donde un desalineamiento acumulativo podría agravarse a través de múltiples estaciones.
Aplicaciones ideales para placas expulsoras fijas
Los desmontadores fijos brillan más en aplicaciones que coinciden con sus fortalezas inherentes. Considere este diseño cuando su proyecto implique:
- Materiales de calibre delgado: Materiales con grosor inferior a 1,5 mm generalmente se desmontan limpiamente sin requerir la presión controlada que ofrecen los diseños flotantes
- Estampado de alta velocidad: Operaciones que exceden los 400 golpes por minuto se benefician de la menor cantidad de piezas móviles y un comportamiento consistente
- Componentes electrónicos de precisión: Marcos de terminales, conectores y piezas microestampadas exigen la estabilidad que proporcionan las placas fijas
- Componentes automotrices de calibre delgado: Soportes, sujetadores y pequeños elementos estructurales fabricados a partir de acero o aluminio de calibre delgado
- Operaciones simples de corte: Troqueles de una sola estación con geometría sencilla donde el comportamiento del material es predecible
¿Cuál es el patrón clave aquí? Las placas fijas de expulsión sobresalen cuando el espesor del material se encuentra dentro de un rango manejable y la interacción entre punzón y material permanece predecible. Son particularmente efectivas cuando el contacto de rozamiento de la placa de expulsión sobre la superficie superior es mínimo y controlado.
Análisis de ventajas y desventajas de las placas fijas de expulsión
Toda decisión de utillaje implica compensaciones. A continuación, una evaluación honesta de lo que aportan las placas fijas de expulsión al diseño del troquel:
Ventajas
- Costo Inicial Más Bajo: Una construcción más sencilla se traduce en menores costos de fabricación, generalmente un 20-30 % menos que diseños equivalentes flotantes
- Diseño e instalación más sencillos: Menor número de componentes significa configuración más rápida, solución de problemas más fácil y menos errores de ensamblaje
- Requisitos mínimos de mantenimiento: No hay resortes que sufran fatiga, ni mecanismos de ajuste que calibrar, ni partes móviles que lubricar
- Excelente rendimiento con materiales delgados: Proporciona un desbarbado confiable para materiales donde la fuerza controlada no es crítica
- Una vida útil más larga: Con menos componentes sujetos a desgaste, las placas fijas correctamente diseñadas suelen durar más que las alternativas flotantes
- Comportamiento consistente ciclo tras ciclo: Elimina las variables introducidas por el deterioro de los resortes o los cambios en el ajuste
Desventajas
- Rango limitado de espesor de material: Presenta dificultades con materiales más gruesos, donde la presión controlada de desbarbado se vuelve necesaria
- Menos tolerancia al desalineamiento del punzón: Sin la compensación elástica, un ligero desalineamiento se transmite directamente a los componentes del punzón y la matriz
- Sin capacidad de pre-desbarbado: No puede sujetar el material antes del engagement del punzón, lo que limita su uso en operaciones de conformado complejas
- Adaptabilidad reducida: Difícil ajustar el comportamiento de desmontaje una vez completada la construcción del troquel
- Desafíos por rebote del material: Los materiales más gruesos pueden desviar los punzones sin la fuerza contraria que proporcionan los diseños flotantes
Las placas de expulsión fijas representan la solución 80/20 en el diseño de troqueles: manejan el 80 % de las aplicaciones con una fracción de la complejidad. La clave está en reconocer cuándo su aplicación se encuentra dentro de esa mayoría.
Al especificar placas de expulsión fijas, la selección del material es muy importante. Los aceros para herramientas como el D2 ofrecen una excelente resistencia al desgaste en aplicaciones de alta producción, mientras que el OHNS (acero de endurecimiento por aceite y no deformable) proporciona una alternativa rentable para series de producción moderadas. La dureza suele oscilar entre 58 y 62 HRC en la superficie de la placa de expulsión, garantizando durabilidad sin una fragilidad excesiva.
Comprender estas características le sitúa en una posición óptima para tomar una decisión informada, o para reconocer cuándo su aplicación requiere las capacidades adicionales que ofrecen las placas desmontadoras flotantes.
Placas desmontadoras flotantes para la máxima versatilidad
¿Qué ocurre cuando su aplicación supera los límites cómodos de las placas desmontadoras fijas? Cuando aumenta el espesor del material, la geometría de la pieza se vuelve compleja o los requisitos de precisión se intensifican, necesitará una solución más sofisticada. Aquí entran en juego las placas desmontadoras flotantes: los elementos accionados por resortes que manejan aplicaciones exigentes de estampado en las que las alternativas fijas quedan cortas.
Las placas desmontadoras flotantes representan la categoría premium en la comparación entre placas fijas y flotantes, ofreciendo una entrega de fuerza controlada y adaptabilidad que transforma operaciones de troqueles complejas en procesos de producción confiables.
Precisión con carga de resorte para aplicaciones exigentes
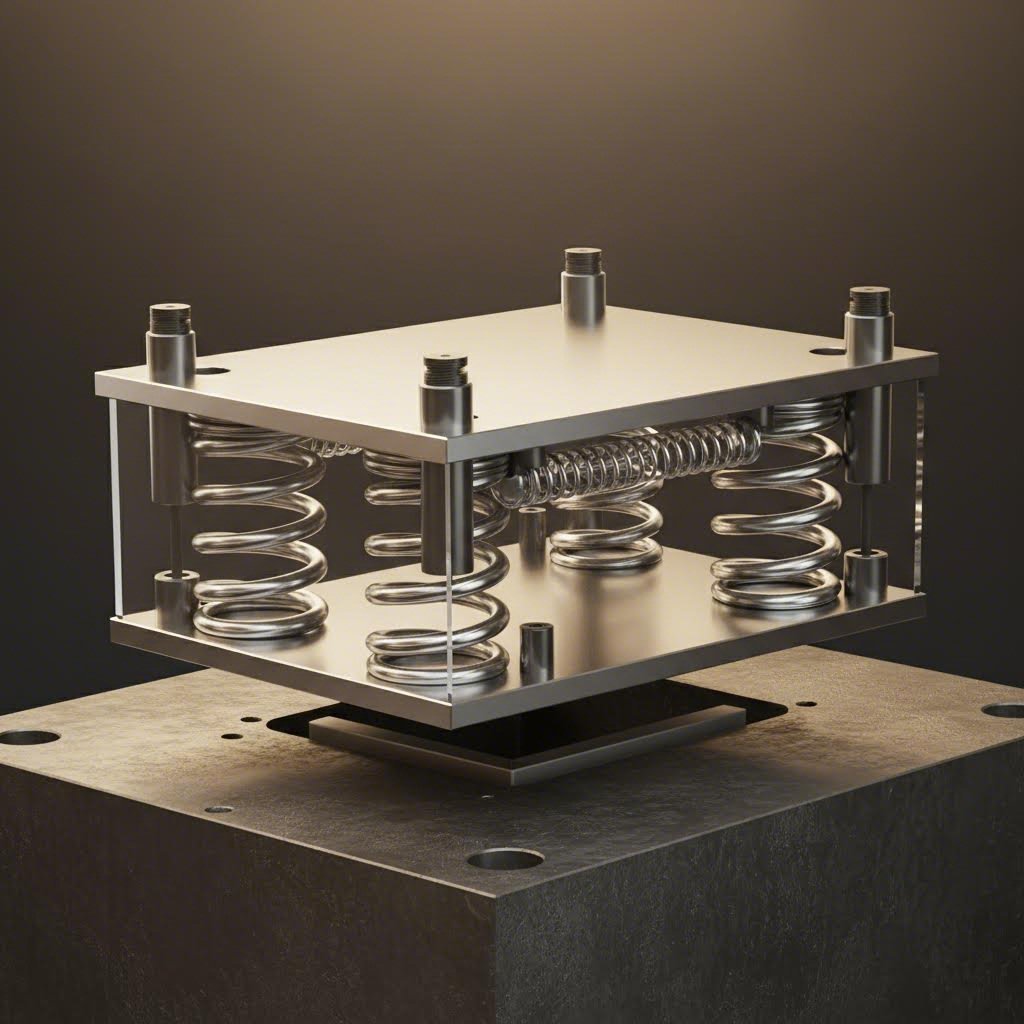
A diferencia de sus contrapartes rígidas, las placas desmontadoras flotantes se montan sobre resortes u otros elementos elásticos que permiten un movimiento vertical independiente. Esta diferencia aparentemente simple cambia fundamentalmente la forma en que la placa desmontadora interactúa con el material de su pieza de trabajo.
He aquí cómo funciona el diseño accionado por resortes en la práctica:
- Contacto previo al engrane: A medida que la prensa desciende, la placa flotante contacta y sostiene el material antes de que los punzones se enganchen, estabilizando la pieza de trabajo para lograr cortes más limpios
- Presión controlada durante el perforado: Los resortes se comprimen a medida que los punzones penetran, manteniendo una fuerza descendente constante sobre el material durante todo el recorrido de corte
- Desmontaje activo en el retorno: Durante el recorrido ascendente, la fuerza del resorte empuja activamente el material fuera de los punzones, en lugar de depender únicamente de la gravedad y la fricción
- Compensación automática de desgaste: El diseño cargado por resortes acomoda el desgaste menor de los punzones sin requerir ajustes del troquel
Los retenedores de muelle para placas expulsoras desempeñan un papel fundamental en este sistema, asegurando los muelles en su posición mientras permiten un recorrido adecuado de compresión. Estos componentes deben soportar millones de ciclos sin aflojarse ni fallar, lo que hace esencial la selección de retenedores de calidad para una fiabilidad a largo plazo.
La magia ocurre en esa entrega controlada de presión. Mientras que las placas fijas ofrecen una relación única y estática con el material, los diseños flotantes crean una interacción dinámica que se adapta a las variaciones del material, las condiciones del punzón y las exigencias operativas.
Cuando las placas expulsoras flotantes superan a las alternativas fijas
Ciertas aplicaciones prácticamente exigen placas expulsoras flotantes. Si su proyecto coincide con cualquiera de estos escenarios, la inversión adicional suele generar beneficios en calidad y productividad:
- Procesamiento de materiales gruesos: El material con espesor superior a 1,5 mm requiere una fuerza controlada que evite el levantamiento del material y garantice la penetración completa del punzón
- Operaciones con troqueles progresivos: Las matrices de múltiples estaciones se benefician de las placas flotantes de control de material, que mantienen el registro a través de operaciones secuenciales
- Prevención del arrastre de residuos: La presión activa hacia abajo durante la expulsión reduce drásticamente la tendencia de los residuos a retroceder a través de la matriz
- Posicionamiento de piezas de alta precisión: Las placas expulsoras ajustables permiten un ajuste fino del agarre del material para aplicaciones con tolerancias posicionales estrechas
- Condiciones variables del material: Al procesar materiales con variaciones de espesor o diferentes lotes de dureza, la elasticidad del resorte se adapta a estos cambios
- Geometrías complejas de piezas: Las piezas con características conformadas, áreas embutidas o formas perimetrales intrincadas se benefician de un manejo controlado del material
Considere el uso de placas desmontadoras en aplicaciones de moldes de inyección: cumplen una función similar, utilizando fuerza de resorte para expulsar piezas de manera limpia de geometrías de cavidad complejas. El principio subyacente se traslada directamente al estampado de metal: la aplicación de fuerza controlada resuelve problemas que los sistemas rígidos no pueden abordar.
Ventajas y limitaciones de la placa desmontadora flotante
Tomar una decisión informada requiere una evaluación honesta tanto de las fortalezas como de las limitaciones. Las placas desmontadoras flotantes ofrecen ventajas notables, pero no están exentas de compromisos.
Ventajas
- Control superior de la pieza: El material permanece firmemente posicionado durante toda la carrera del punzón, eliminando desplazamientos que causan variaciones dimensionales
- Maneja materiales más gruesos eficazmente: La fuerza del resorte contrarresta el rebote del material y las fuerzas de levantamiento que sobrepasan a las placas fijas
- Reduce significativamente el arrastre de residuos: La presión activa de desmontaje mantiene los residuos dentro de la abertura del troquel, en lugar de que sean extraídos junto con el punzón
- Acomoda el desgaste del punzón: A medida que los bordes de corte se desafilan, la flexibilidad del resorte mantiene una extracción efectiva sin necesidad de ajustes inmediatos
- Entrega de fuerza ajustable: La precarga y selección de resortes permiten ajustar la fuerza de extracción según los requisitos específicos de la aplicación
- Protege los punzones contra daños: El engagement controlado del material reduce la carga lateral que puede quebrar o astillar los bordes de corte
- Mejora la calidad del borde: La sujeción adecuada del material minimiza la formación de rebabas y la deformación alrededor de los orificios perforados
Desventajas
- Costo Inicial Más Alto: Los resortes, sujetadores y los requisitos de mecanizado de precisión aumentan la inversión inicial en herramientas
- Mantenimiento de resortes requerido: Los resortes de compresión se fatigan con el tiempo, requiriendo inspección periódica y reemplazo
- Configuración más compleja: El ajuste adecuado de la precarga del resorte y la carrera requiere punzonistas calificados y más tiempo de configuración
- Puntos adicionales de desgaste: Los alojamientos para resortes, pasadores guía y superficies del retén introducen componentes que requieren monitoreo
- Posibilidad de inconsistencia: Resortes desgastados o no coincidentes pueden generar una fuerza de expulsión desigual a través de la superficie de la placa
- Altura de troquel aumentada: Los requisitos de carrera del resorte aumentan la altura total del conjunto de troquel, lo que potencialmente limita la compatibilidad con la prensa
La selección adecuada de resortes es fundamental para el éxito de la placa flotante de expulsión. Los resortes deben proporcionar una fuerza suficiente en todo su rango de trabajo y soportar millones de ciclos de compresión, un equilibrio que requiere una ingeniería cuidadosa en lugar de una especificación arbitraria.
Al especificar placas separadoras flotantes, los cálculos de la fuerza del resorte merecen una atención particular. La fuerza de desbarbado debe superar el agarre del material sobre el punzón, así como cualquier efecto de vacío, al tiempo que debe ser lo suficientemente suave para evitar la deformación de la pieza. Este cálculo depende del tipo de material, espesor, perímetro del punzón y el juego de corte—variables únicas para cada aplicación. En lugar de aplicar fórmulas genéricas, consulte con ingenieros de troqueles experimentados o con fabricantes de resortes que puedan evaluar sus requisitos específicos.
La ajustabilidad que ofrecen las placas flotantes resulta especialmente valiosa durante la puesta a punto del troquel y la optimización de la producción. Si el rendimiento del desbarbado no es del todo adecuado, puede modificar la precarga del resorte o cambiar las constantes elásticas sin necesidad de modificaciones importantes en el troquel: una flexibilidad que las placas fijas simplemente no pueden igualar.
Tras haber examinado detenidamente tanto las opciones fijas como las flotantes, ya está listo para explorar cómo unas capacidades de ingeniería avanzadas elevan aún más el rendimiento de las placas separadoras.
Soluciones de placas desmontadoras diseñadas con precisión para la excelencia automotriz
Ahora ya ha visto cómo las placas desmontadoras fijas ofrecen eficiencia de costos para materiales delgados y cómo los diseños flotantes manejan aplicaciones exigentes con materiales gruesos. Pero, ¿qué sucede cuando su proyecto requiere lo mejor de ambos mundos? Cuando los fabricantes de automóviles exigen piezas libres de defectos, cuando las tolerancias se reducen a niveles de micrones y cuando los volúmenes de producción alcanzan millones de unidades, los enfoques estándar llegan a su límite.
Aquí es donde entran en juego las soluciones de placas desmontadoras diseñadas con precisión. La ingeniería moderna de troqueles combina tecnología avanzada de simulación, procesos de fabricación certificados y metodologías de diseño expertas para crear sistemas desmontadores optimizados según requisitos específicos de aplicación. Ya sea que necesite una placa desmontadora para moldes de inyección de componentes plásticos o una placa desmontadora para troqueles de estampado de piezas metálicas, los principios de ingeniería que impulsan la excelencia permanecen constantes.
Excelencia en la ingeniería del diseño moderno de placas desmontadoras
¿Qué diferencia un rendimiento adecuado de la placa expulsora de unos resultados excepcionales? La respuesta radica en comprender que cada aplicación presenta exigencias únicas. Las propiedades del material varían entre proveedores. Las geometrías de las piezas generan concentraciones localizadas de tensión. Las tasas de producción influyen en el comportamiento térmico. La ingeniería experta tiene en cuenta estas variables mediante un análisis sistemático, en lugar de especificaciones genéricas.
Considere qué es una placa expulsora en los procesos de moldeo por inyección: debe soportar ciclos térmicos, resistir el desgaste causado por polímeros reforzados y proporcionar una fuerza de expulsión constante en toda la superficie de la pieza. Las placas expulsoras en estampación metálica enfrentan retos diferentes: cargas de impacto de alta frecuencia, contacto abrasivo con el material y requisitos precisos de alineación. La ingeniería profesional de matrices aborda estas exigencias específicas de la aplicación mediante:
- Optimización en la selección de materiales: Asignación de grados de acero para herramientas según patrones específicos de desgaste, condiciones de carga y requisitos de acabado superficial
- Análisis geométrico: Evaluar la distribución de la fuerza de desmontaje a lo largo de perfiles complejos de piezas para prevenir sobrecargas localizadas
- Gestión térmica: Considerar la generación de calor durante operaciones a alta velocidad que afecta los juegos y el comportamiento del material
- Planificación de integración: Diseñar sistemas de expulsor que funcionen armónicamente con otros componentes del troquel para lograr un rendimiento óptimo general
El enfoque de placa de expulsor en el diseño de moldes de inyección ofrece valiosas lecciones para aplicaciones de estampado. Los diseñadores de moldes utilizan rutinariamente herramientas de simulación para predecir el comportamiento de eyección antes de mecanizar el acero, una metodología que los ingenieros de troqueles progresivos de estampado adoptan cada vez más para abordar desafíos complejos de placas de expulsor.
Cómo la Simulación por CAE Optimiza el Rendimiento del Expulsor
¿Suena complejo? No tiene por qué serlo. La simulación asistida por computadora (CAE) transforma la optimización de la placa de expulsor de un proceso basado en suposiciones a una ciencia. Antes de comenzar la fabricación, los ingenieros pueden probar virtualmente diferentes configuraciones, predecir problemas potenciales y perfeccionar los diseños para lograr un rendimiento óptimo.
La simulación por CAE aborda preguntas críticas que los métodos tradicionales no pueden responder de forma confiable:
- Mapeo de distribución de fuerzas: Visualizar cómo se distribuyen las fuerzas de desmoldeo a través de la superficie de la placa revela las áreas que necesitan refuerzo o alivio
- Análisis de deflexión: Predecir la deflexión de la placa bajo carga identifica diseños que mantienen holguras críticas durante toda la carrera de la prensa
- Optimización de la tasa de resorte: Para diseños flotantes, la simulación ayuda a especificar combinaciones de resortes que proporcionen una fuerza constante en todo el rango de trabajo
- Predicción de desgaste: La identificación de zonas de alto desgaste orienta las decisiones sobre tratamientos superficiales y la planificación del mantenimiento
- Modelado de efectos térmicos: Comprender los cambios dimensionales inducidos por la temperatura evita problemas de holgura durante la producción
Empresas como Shaoyi aprovechan simulaciones avanzadas de CAE para optimizar los diseños de placas expulsoras antes de proceder a la fabricación de utillajes. Este enfoque detecta posibles problemas desde una etapa temprana, cuando los cambios cuestan céntimos en lugar de dólares, y acelera el proceso desde el concepto hasta la herramienta lista para producción.
La metodología basada en simulación resulta especialmente valiosa al evaluar la decisión entre placa extractora fija o flotante. En lugar de depender únicamente de reglas basadas en la experiencia, los ingenieros pueden modelar ambas configuraciones para una aplicación específica y comparar objetivamente el rendimiento previsto. A veces, el análisis revela que una placa fija bien diseñada puede manejar una aplicación tradicionalmente asignada a diseños flotantes, o viceversa.
Fabricación de Precisión para Resultados Libres de Defectos
Incluso el diseño más sofisticado no ofrece resultados sin una fabricación precisa que lo haga realidad. Las aplicaciones automotrices exigen especialmente capacidades de fabricación que produzcan herramientas que cumplan consistentemente especificaciones estrictas. Aquí es donde certificaciones como IATF 16949 adquieren relevancia, en lugar de ser meramente decorativas.
La certificación IATF 16949 indica un sistema de gestión de la calidad diseñado específicamente para los requisitos de la cadena de suministro automotriz. Para la fabricación de placas desmontadoras, esto se traduce en:
- Controles de procesos documentados: Cada paso de fabricación sigue procedimientos verificados que garantizan la repetibilidad
- Validación del sistema de medición: Los equipos de inspección pasan por calibración regular y verificación de capacidad
- Trazabilidad: Las certificaciones de materiales y los registros de procesamiento vinculan los componentes terminados con los materiales de origen
- Mejora Continua: El análisis sistemático de los datos de calidad impulsa la mejora continua de los procesos
Cuando la precisión de la placa desmontadora impacta directamente en la calidad de la pieza —y los fabricantes originales de automóviles rastrean defectos a través de la cadena de suministro—, estos controles de fabricación se vuelven esenciales y no opcionales. Un acabado desmontador con placa de plata, por ejemplo, requiere una preparación superficial constante y un control del espesor del chapado que solo procesos de fabricación rigurosos pueden garantizar.
La diferencia entre un rendimiento aceptable y excepcional de la placa desmontadora suele reducirse a la precisión en la fabricación: la capacidad de producir de forma consistente componentes que coincidan con la intención de diseño dentro de micras en lugar de décimas.
Los servicios profesionales de ingeniería de matrices combinan estas capacidades—simulación CAE, fabricación certificada y experiencia aplicada—para ofrecer soluciones de placas expulsoras optimizadas según requisitos específicos. El equipo de ingeniería de Shaoyi ejemplifica este enfoque integrado, ofreciendo prototipos rápidos en tan solo 5 días y alcanzando una tasa de aprobación inicial del 93 % mediante su metodología de diseño basada en simulación. Su capacidades integrales de diseño y fabricación de moldes sirven para aplicaciones automotrices exigentes en las que tanto los diseños fijos como los flotantes de placas expulsoras requieren una ingeniería experta para cumplir con los estándares de los fabricantes de equipos originales (OEM).
Los beneficios clave de asociarse con especialistas en ingeniería de matrices de precisión incluyen:
- Capacidades de prototipado rápido: Acelere los plazos de desarrollo con herramientas de rápida ejecución para pruebas de validación
- Altas tasas de aprobación inicial: Los diseños validados por simulación reducen las iteraciones de ajuste y aceleran el lanzamiento de producción
- Herramientas según norma OEM: Cumpla con los requisitos de documentación, calidad y trazabilidad que exigen los clientes del sector automotriz
- Optimización específica por aplicación: Benefíciese de la experiencia técnica que adapta los diseños de placas de expulsión a sus requisitos específicos
Ya sea que su aplicación requiera un tratamiento superficial de placa plateada para resistencia a la corrosión o un endurecimiento especializado para materiales abrasivos, la ingeniería de precisión garantiza que las herramientas terminadas funcionen según lo previsto desde la primera pieza hasta el final de su vida útil.
Con una excelencia en ingeniería que establece la base para un rendimiento óptimo de la placa de expulsión, examinemos ahora los componentes y accesorios esenciales que completan el sistema.
Componentes y Accesorios Esenciales para Placas de Expulsión
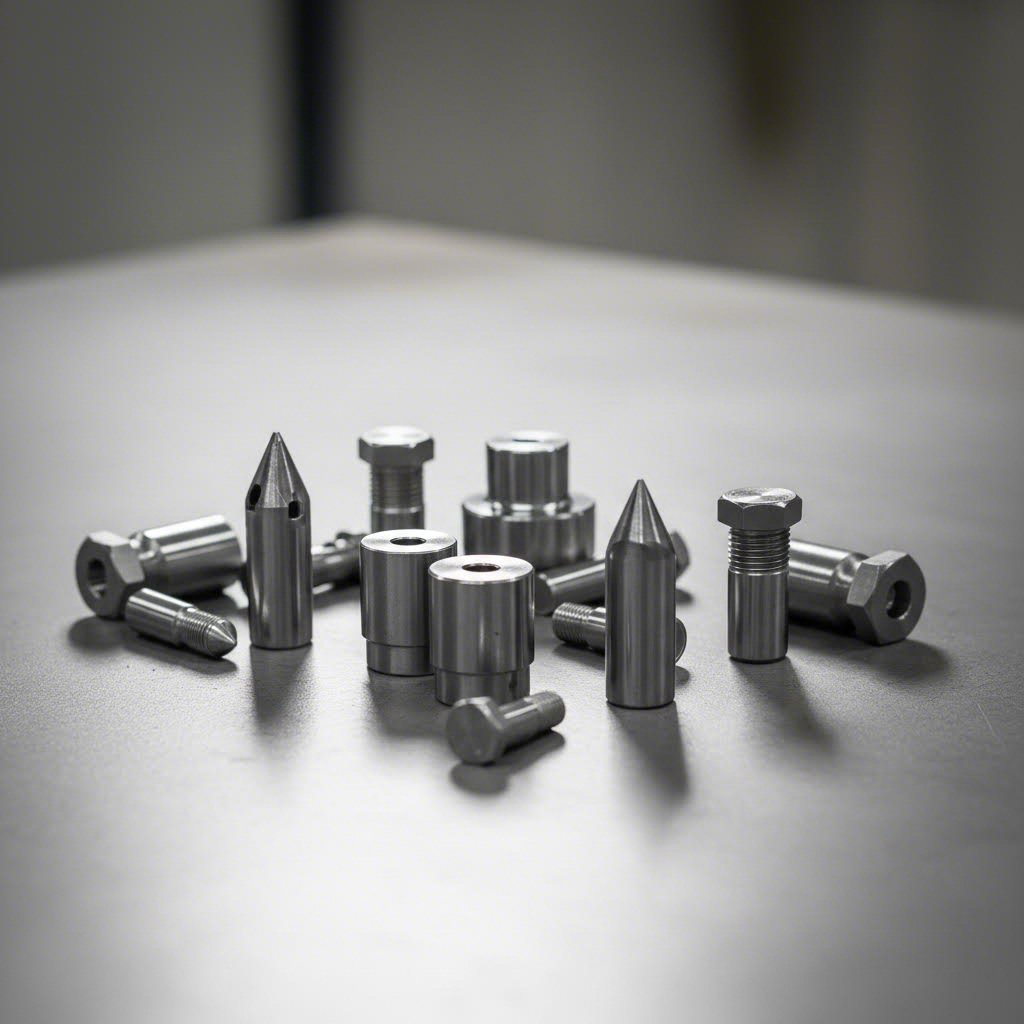
Su selección de placa de expulsión —fija o flotante— representa solo una parte del sistema completo. Los componentes que rodean esa placa influyen notablemente en el rendimiento general del troquel, la vida útil de la herramienta y la calidad de las piezas. Las puntas piloto, los sujetadores de resortes y los pernos de expulsión trabajan conjuntamente con el diseño de placa elegido para crear un sistema de expulsión confiable.
Piénselo de esta manera: incluso la mejor placa de expulsión flotante tiene un rendimiento deficiente cuando se combina con punzones piloto inadecuados o resortes incorrectamente especificados. Comprender estos componentes complementarios le ayuda a construir sistemas completos en lugar de soluciones aisladas.
Selección de punzones piloto para sistemas de placas de expulsión
Los punzones piloto desempeñan una función crítica que va más allá de la simple creación de agujeros. Estos componentes de precisión mantienen el registro de la tira durante todas las operaciones de troqueadora progresiva, asegurando que cada estación interactúe con la pieza de trabajo exactamente en la posición correcta. Al seleccionar punzones piloto de carburo para fijar a placas de expulsión, está invirtiendo en una precisión de alineación que se acumula en cada estación de la troqueadora.
Los punzones piloto rectos para placas de expulsión deben cumplir requisitos exigentes:
- Concentricidad: El diámetro del piloto debe estar perfectamente alineado con el vástago dentro de micrómetros para evitar errores acumulativos de posicionamiento
- Acabado Superficial: Las superficies lisas del piloto reducen la fricción durante el avance de la tira y minimizan el desgaste de los agujeros piloto
- Dureza: La punta del guía debe resistir el desgaste provocado por el contacto repetido con el material mientras mantiene la estabilidad dimensional
- Precisión de longitud: Una profundidad adecuada de acoplamiento del guía asegura que la tira se ubique antes de que las matrices de corte toquen el material
La relación entre el acoplamiento del punzón guía y el tipo de placa separadora requiere una atención cuidadosa. En diseños con placas fijas, los guías deben acoplarse completamente a la tira antes de que las matrices de corte atraviesen la superficie de la placa. Las placas separadoras flotantes ofrecen mayor flexibilidad: la placa accionada por resortes sostiene el material mientras los guías lo posicionan, creando una secuencia de acoplamiento controlada que reduce el riesgo de mal posicionamiento.
Componentes críticos que mejoran el rendimiento de la placa separadora
Además de los punzones guía, varias categorías de componentes influyen en el rendimiento de su sistema de placa separadora durante toda la vida de producción:
- Opciones de sujetadores de resortes: Estos componentes aseguran los resortes de compresión en aplicaciones de placas expulsoras flotantes. Los retenedores de calidad mantienen la posición del resorte durante millones de ciclos, evitando el aflojamiento o desalineación que provoca una fuerza de expulsión desigual. Considere retenedores de tipo hombro para una ubicación precisa del resorte o diseños con cabeza hexagonal para un fácil acceso al ajuste.
- Configuraciones de pernos expulsores: Los pernos que conectan las placas flotantes con los componentes de la troqueladora deben equilibrar resistencia y ajustabilidad. Los diseños con rosca fina permiten un control preciso de la precarga, mientras que las roscas estándar ofrecen un reemplazo más sencillo. La selección del material del perno, desde acero aleado estándar hasta grados premium, afecta la vida útil por fatiga bajo cargas cíclicas.
- Sistemas de pasadores guía y bujes: Una correcta guía de las placas evita el movimiento lateral que causa rozaduras entre la punzona y la placa expulsora o problemas de contacto en la superficie superior. Pasadores guía rectificados con precisión, combinados con bujes de calidad, mantienen la alineación incluso cuando se acumula desgaste.
- Placas de sujeción y bloques de refuerzo: Estos componentes de soporte distribuyen las fuerzas de desbarbado a través de la superficie de la placa, evitando deflexiones localizadas que afectan la calidad de la pieza.
La distancia de movimiento del punzón —la longitud de carrera a través de la cual los punzones se desplazan más allá de la placa de desbarbado— influye significativamente en la selección de componentes. Un mayor recorrido del punzón requiere una guía piloto más robusta y una mayor capacidad de recorrido del resorte en diseños flotantes. Cuando la placa de desbarbado del punzón roza la superficie superior durante un desalineamiento, ambos componentes sufren un desgaste acelerado.
Comparación entre punzones piloto de carburo y estándar
Una de las decisiones de componente más impactantes implica la selección del material del punzón piloto. La elección entre punzones de carburo y acero para herramientas estándar afecta la vida útil de la herramienta, los intervalos de mantenimiento y los costos operativos a largo plazo.
| Características | Punzones Piloto Rectos de Carburo | Pilotos de Acero para Herramientas Estándar |
|---|---|---|
| Resistencia al desgaste | Excepcional—mantiene el diámetro durante millones de ciclos | Buena—el desgaste gradual requiere reemplazo periódico |
| Coste inicial | 3-5 veces más alto que las alternativas estándar | Menor inversión inicial |
| Mejores Aplicaciones | Producción de alto volumen, materiales abrasivos, tolerancias estrechas | Volúmenes moderados, materiales no abrasivos, tolerancias estándar |
| Riesgo de rotura | Mayor fragilidad que requiere manipulación cuidadosa | Más tolerante al impacto y al desalineamiento |
| Posibilidad de reutilización por molienda | Limitada—normalmente se sustituyen en lugar de volver a molerse | Múltiples reutilizaciones por molienda prolongan la vida útil |
Las puntas piloto rectas de carburo para fijación en placas de expulsión ofrecen ventajas significativas en aplicaciones exigentes. Al procesar materiales abrasivos como acero inoxidable o acero al silicio, los pilotos de carburo mantienen su diámetro de precisión mucho más tiempo que las alternativas estándar. Para operaciones que funcionan tres turnos con tiempos de inactividad mínimos planificados, la menor frecuencia de reemplazo suele justificar la mayor inversión inicial.
Sin embargo, la fragilidad del carburo exige respeto. Un manejo inadecuado durante la instalación del troquel, un impacto accidental o un desalineamiento severo pueden fracturar instantáneamente los punzones guía de carburo, mientras que alternativas de acero para herramientas podrían sobrevivir al mismo maltrato con solo daños superficiales. Esta característica influye no solo en la selección del material, sino también en el tipo de placa expulsora: la secuencia controlada de acoplamiento de las placas expulsoras flotantes reduce la carga de impacto que amenaza a los componentes de carburo.
Las decisiones a nivel de componente se acumulan a lo largo de su sistema de troqueles. Invertir en punzones guía de carburo premium para fijar a placas expulsoras, mientras se descuida la calidad de los portarretenes de resortes, crea un sistema limitado por su elemento más débil.
Al especificar punzones piloto y accesorios para su sistema de placa expulsora, considere el entorno operativo completo. Combine los niveles de calidad de los componentes en todo el sistema, seleccione materiales adecuados para sus volúmenes de producción y asegúrese de que todos los elementos funcionen armónicamente con su diseño de placa fija o flotante elegido.
Barras y anillos expulsores como soluciones alternativas
Hasta ahora, nos hemos centrado en la decisión entre placa expulsora fija o flotante, pero ¿y si una placa no es la solución adecuada en absoluto? A veces, la mejor solución no consiste en elegir entre diseños fijos o flotantes, sino en retroceder y reconocer que las barras expulsoras o los anillos expulsores podrían servir mejor a su aplicación.
Estos métodos alternativos de expulsión ocupan nichos importantes en el diseño de troqueles. Comprender cuándo cada enfoque destaca le ayuda a evitar sobredimensionar aplicaciones sencillas, al tiempo que garantiza que los troqueles complejos reciban soluciones adecuadas.
Cuando las barras expulsoras superan a las placas
Imagine una operación sencilla de punzonado, donde un solo punzón produce piezas redondas o rectangulares simples a partir de chapa. ¿Realmente necesita esta aplicación un expulsor completo con toda su complejidad y costo asociados? A menudo, la respuesta es no.
Los topes de expulsión ofrecen una alternativa simplificada para configuraciones de matrices más sencillas. Estas tiras estrechas de acero para herramientas templado se montan cruzando la abertura de la matriz, contactando la pieza por ambos lados del punzón. Cuando la prensa regresa, los topes sujetan el material mientras el punzón se retira.
Considere los topes de expulsión cuando su aplicación implique:
- Matrices de punzonado sencillas: Operaciones de una sola estación con geometrías de pieza sencillas se benefician de la menor complejidad
- Gran superficie de punzón: Cuando se requieran placas expulsoras más anchas de las que hay disponibles en stock, los topes que abarcan la abertura de la matriz ofrecen una solución práctica
- Herramientas de cambio rápido: Los topes permiten un acceso más rápido al punzón para su reemplazo o afilado en comparación con la necesidad de retirar placas completas
- Altura limitada de la matriz: El perfil vertical mínimo de las barras conserva la altura de cierre en aplicaciones con prensa restringida
- Proyectos sensibles al costo: Las barras requieren menos material y mecanizado que las placas completas, lo que reduce la inversión en herramientas
¿Cuál es el compromiso? Las barras extractoras ofrecen un control de material menor que las placas. Solo entran en contacto con la pieza a lo largo de líneas estrechas en lugar de cubrir toda la superficie. Para materiales delgados o operaciones en las que la planicidad de la pieza no es crítica, esta limitación rara vez importa. Para aplicaciones que exigen una sujeción precisa del material, los extractores de placa completa siguen siendo la mejor opción.
Extractores anulares para aplicaciones especializadas
¿Qué ocurre con los punzones redondos que operan de forma aislada? Los extractores anulares —también llamados anillos extractores o collares extractores— envuelven concéntricamente a cada punzón individual, proporcionando una fuerza de extracción localizada exactamente donde se necesita.
Esta alternativa al extractor de placa destaca en escenarios específicos:
- Operaciones de perforación con un solo punzón: Cuando un orificio redondo domina la función del troquel, un expulsor anular proporciona una expulsión eficiente sin necesidad de una placa completa
- Herramientas para punzonadora de torreta: Cada estación de punzonado individual se beneficia de sistemas de expulsión integrados que viajan junto con cada herramienta
- Punzones de gran diámetro: Los punzones redondos grandes generan fuerzas de expulsión significativas concentradas en un área pequeña; los anillos manejan estas cargas de forma eficiente
- Aplicaciones de modernización: Agregar capacidad de expulsión a troqueles existentes suele ser más sencillo con anillos que instalando sistemas completos de placas
- Variantes con resortes: Los expulsores anulares pueden incorporar resortes individuales para un comportamiento flotante por cada punzón
Los expulsores anulares normalmente se montan en el molde o soporte de la placa expulsora con un ajuste ligeramente interferente o mediante tornillos de fijación. El diámetro interno del anillo proporciona guiado al punzón, mientras que su cara inferior entra en contacto con la pieza durante la expulsión. Esta doble función —guiado más expulsión— hace que los anillos sean particularmente valiosos para punzones largos y esbeltos propensos a la desviación.
Elección entre placas, barras y anillos
¿Cómo determina qué método de desmontaje se adapta a su aplicación? La decisión depende de la complejidad del troquel, la geometría de la pieza y los requisitos de producción:
| Método de desmontaje | Mejores Aplicaciones | Ventajas clave | Limitaciones principales |
|---|---|---|---|
| Placas expulsoras (fijas/flotantes) | Troqueles progresivos, geometrías complejas, piezas de precisión | Control total del material, guiado de punzones, versatilidad | Costo más alto, diseño más complejo |
| Barras expulsoras | Punzonado simple, piezas grandes, troqueles de cambio rápido | Costo inferior, acceso fácil al punzonado, altura mínima | Sujeción limitada del material, menor precisión |
| Expulsores de anillo | Punzones redondos, herramientas de torreta, aplicaciones de modernización | Fuerza concentrada, guía para punzones, diseño modular | Solo punzones redondos, requiere configuración individual |
Al evaluar sus opciones, hágase estas preguntas orientadoras:
- ¿Cuántos punzones requieren expulsión? Varios punzones en proximidad cercana favorecen las placas; punzones aislados pueden adecuarse a barras o anillos
- ¿Qué geometría de pieza estoy produciendo? Los perímetros complejos necesitan placas; las formas simples funcionan con barras o anillos
- ¿Qué tan crítica es la planicidad del material? Requisitos exigentes de planicidad impulsan el uso de placas expulsoras completas
- ¿Cuál es mi limitación presupuestaria? Presupuestos limitados pueden favorecer soluciones más simples con barras en aplicaciones adecuadas
- ¿Con qué frecuencia cambiaré los punzones? Los cambios frecuentes favorecen barras o anillos por un acceso más fácil
La mejor solución de expulsión coincide con los requisitos reales de la aplicación, no con la opción más sofisticada disponible. Las matrices simples de corte con placas expulsoras están sobredimensionadas; las matrices progresivas con solo barras expulsoras están subdimensionadas.
Muchas matrices de producción combinan estratégicamente estos métodos. Una matriz progresiva podría usar una placa expulsora flotante en la mayoría de las estaciones, incorporando al mismo tiempo expulsores de anillo para punzones de gran diámetro aislados que generan fuerzas de expulsión excepcionales. Este enfoque híbrido optimiza el sistema de expulsión de cada estación según sus demandas específicas.
Con las soluciones alternativas de desmoldeo ahora comprendidas, está listo para la comparación integral cara a cara que reúne todas estas opciones en un marco unificado de selección.
Comparación completa entre placas expulsoras fijas y flotantes
Ha explorado placas expulsoras fijas, diseños flotantes, soluciones de alta precisión y métodos alternativos de desmoldeo. Ahora es el momento de reunirlo todo en la comparación exhaustiva que ha estado esperando: el análisis comparativo que consolida todos los factores clave en orientaciones prácticas para la toma de decisiones.
No se trata de determinar un ganador universal. En cambio, obtendrá un marco claro para asociar cada tipo de placa expulsora con requisitos específicos de aplicación. La elección correcta depende completamente de sus demandas productivas únicas, las características del material y las prioridades de rendimiento.
Comparación directa entre fijo y flotante
Al evaluar la decisión entre placa expulsora fija o flotante, seis dimensiones son las más importantes. La siguiente tabla comparativa presenta las tres categorías de soluciones —ingeniería de precisión, flotante y fija— en relación con estos factores críticos de rendimiento:
| Factor de Evaluación | Soluciones de Ingeniería de Precisión | Placas Expulsoras Flotantes | Placas Expulsoras Fijas |
|---|---|---|---|
| Capacidad de Fuerza de Expulsión | Optimizada mediante simulación CAE para requisitos exactos de la aplicación; maneja del 10 al 25 % de la fuerza del punzón con calibración precisa | Ajustable mediante selección de resortes; normalmente maneja fuerzas de expulsión más altas de forma eficaz | Limitada a fuerzas manejables mediante montaje rígido; ideal para aplicaciones de baja fuerza |
| Rango de espesor del material | Capacidad de espectro completo: desde materiales finos hasta gruesos, con optimización específica para cada aplicación | Destaca con materiales superiores a 1,5 mm; maneja materiales gruesos que requieren presión controlada | Óptima para materiales de calibre fino inferiores a 1,5 mm; tiene dificultades con materiales más gruesos |
| Requisitos de mantenimiento | Mantenimiento predictivo habilitado mediante datos de simulación; intervalos de servicio optimizados | Inspección y reemplazo regulares de primavera; se requiere ajuste periódico | Mantenimiento mínimo; menos componentes sujetos a desgaste que supervisar o reemplazar |
| Coste inicial | Inversión premium; el mayor costo inicial se compensa con la optimización del rendimiento | Moderado a alto; 20-40 % más que las alternativas fijas | Inversión inicial más baja; económica para aplicaciones adecuadas |
| Mejores Aplicaciones | Requisitos de OEM automotriz, producción sin defectos, troqueles progresivos complejos | Materiales gruesos, troqueles progresivos, prevención de arrastre de residuos, posicionamiento de precisión | Estampado en chapa fina, operaciones de alta velocidad, corte simple, componentes electrónicos |
| Adecuación del volumen de producción | Fabricación de alto volumen con requisitos de calidad exigentes; millones de ciclos | Volúmenes medios a altos; el reemplazo del resorte añade ventanas periódicas de mantenimiento | Todos los volúmenes; particularmente rentable para trabajos de materiales finos con alta velocidad y alto volumen |
Observe cómo cada opción ocupa una envolvente de rendimiento distinta. Las soluciones de precisión ofrecen la máxima capacidad pero requieren una inversión acorde. Los diseños flotantes equilibran versatilidad y complejidad manejable. Las placas fijas ofrecen simplicidad y economía para aplicaciones que coinciden con sus fortalezas
Matriz de selección por tipo de aplicación
Más allá de la comparación general, escenarios de aplicación específicos indican recomendaciones claras. Utilice esta matriz para asociar las características de su proyecto con el enfoque más adecuado de placa expulsora:
| Escenario de Aplicación | Solución recomendada | Justificación |
|---|---|---|
| Componentes estructurales automotrices con requisitos IATF | Ingeniería de Precisión | Las exigencias de trazabilidad del OEM, las expectativas de cero defectos y las geometrías complejas justifican herramientas premium |
| Troqueles progresivos con 5 o más estaciones | Flotante o de ingeniería de precisión | El control del material en múltiples operaciones evita errores acumulativos de posicionamiento |
| Corte de acero grueso (más de 2 mm) | El buque flotante | La fuerza del resorte contrarresta el rebote del material; evita el arrastre del slug |
| Estampado de terminales para conectores de alta velocidad | Está fijo. | Materiales delgados y velocidades extremas favorecen la estabilidad rígida frente a la elasticidad del resorte |
| Prototipos y producción de bajo volumen | Está fijo. | Una inversión menor es adecuada cuando las herramientas podrían cambiar antes del lanzamiento de alto volumen |
| Aplicaciones de placas expulsoras con placa calefactora | Ingeniería de Precisión | La gestión térmica requiere un diseño basado en simulación para mantener las holguras |
| Desarrollo de placas expulsoras para moldes prototipo | Flotante o de ingeniería de precisión | La ajustabilidad permite iteraciones de diseño; la eyección controlada protege las superficies de las piezas |
| Operaciones sencillas de punzonado redondo | Expulsores fijos (o de anillo) | La geometría sencilla no justifica la complejidad de sistemas móviles |
Cuando su aplicación abarca múltiples categorías, por ejemplo, una matriz progresiva que procesa materiales delgados a alta velocidad, evalúe los factores en consecuencia. El requisito predominante normalmente determina la selección, mientras que los factores secundarios confirman o ajustan la dirección inicial.
Revelados los compromisos entre costo y rendimiento
El precio inicial de compra solo cuenta una fracción de la historia del costo total. Decisiones inteligentes de utillaje consideran la imagen económica completa a lo largo del ciclo de vida de producción:
- Inversión Inicial: Las placas fijas cuestan un 20-30 % menos que las alternativas móviles; las soluciones de precisión tienen precios superiores
- Tiempo de configuración: Las placas fijas se instalan rápidamente con mínimos ajustes; los diseños móviles requieren la calibración de la precarga de los resortes; las soluciones de precisión incluyen procedimientos de configuración optimizados
- Frecuencia de mantenimiento: Los resortes en sistemas flotantes requieren inspección cada 500.000-1.000.000 de ciclos; las placas fijas pueden funcionar durante años sin necesidad de mantenimiento
- Costos de Inactividad: Una parada relacionada con el expulsor interrumpe la producción independientemente de la inversión inicial en utillaje; elegir el tipo incorrecto genera gastos continuos
- Reducción de desechos: La selección adecuada del expulsor impacta directamente en el rendimiento a la primera; soluciones premium suelen amortizarse gracias a tasas de rechazo reducidas
- Impacto en la vida útil de la herramienta: Una fuerza de expulsión adecuada prolonga la vida del punzón y la matriz; sistemas inadecuados aceleran el desgaste en todos los componentes de corte
Considere el uso de placas expulsoras con sistema de eyección por tubo en U, empleado en algunas aplicaciones de moldes de inyección: la inversión inicial en complejidad permite una calidad de pieza constante que reduce operaciones secundarias y devoluciones del cliente. El mismo principio se aplica al estampado: invertir adecuadamente en sistemas de placas expulsoras suele generar un ROI positivo mediante mejoras de calidad en etapas posteriores.
La placa de expulsión más costosa es la incorrecta, independientemente de su precio de compra. Una placa fija de bajo costo que genere un 2 % adicional de desechos en una producción de un millón de piezas genera gastos mucho mayores que un sistema flotante premium que garantice calidad constante.
Al calcular el retorno de la inversión (ROI) para placas de expulsión, incluya estos factores que a menudo se pasan por alto:
- Tiempo de ingeniería: Aplicaciones complejas pueden requerir múltiples iteraciones de prueba con expulsores más simples—tiempo que soluciones de precisión eliminan
- Costo de oportunidad: El retraso en el lanzamiento de la producción mientras se resuelven problemas con el expulsor tiene un costo en posición de mercado y confianza del cliente
- Efectos en cascada: Los daños en las piezas causados por el expulsor pueden provocar problemas en ensamblajes posteriores, reclamaciones de garantía e impacto en la reputación
- Valor de flexibilidad: La ajustabilidad de los expulsores flotantes permite adaptarse a variaciones entre lotes de material y al desgaste de los punzones sin necesidad de modificar la matriz
Para aplicaciones de alta responsabilidad—componentes de seguridad automotriz, dispositivos médicos, piezas aeroespaciales—la garantía de rendimiento de sistemas flotantes diseñados con precisión o correctamente especificados normalmente justifica su costo superior. Para piezas comunes con tolerancias más flexibles, los expulsores fijos ofrecen resultados rentables.
Con este marco integral de comparación, ya está listo para traducir el análisis en acción mediante recomendaciones específicas adaptadas a escenarios comunes de producción.
Recomendaciones Finales para la Selección de su Placa Expulsora
Ha navegado por los detalles técnicos, evaluado los compromisos y explorado todo el espectro de soluciones de desbarbado. Ahora llega el momento más importante: traducir todos esos conocimientos en una acción segura para su aplicación específica. Ya sea que esté diseñando una nueva matriz progresiva, resolviendo problemas en una operación de estampado existente o planificando el lanzamiento de una producción de alto volumen, estas recomendaciones priorizadas lo guiarán hacia la decisión correcta de la placa de desbarbado.
Recuerde: el objetivo no es encontrar la placa de desbarbado "mejor" en términos absolutos. Se trata de adaptar los requisitos únicos de su aplicación a la solución que ofrezca el rendimiento, fiabilidad y valor óptimos para su situación específica.
Su hoja de ruta para la selección de la placa de desbarbado
Tras analizar innumerables aplicaciones y evaluar desde todos los ángulos la decisión entre placas de desbarbado fijas y móviles, emergen patrones claros. Estas recomendaciones priorizadas reflejan el proceso de toma de decisiones que siguen los ingenieros de matrices experimentados:
- Para estampado de precisión automotriz que requiere cumplimiento con IATF: Asóciese con especialistas certificados en ingeniería de matrices que combinen capacidades de simulación CAE con fabricación certificada en calidad. Las exigencias en aplicaciones automotrices—implicaciones de seguridad, requisitos de trazabilidad de OEM y expectativas de cero defectos—exigen soluciones diseñadas con precisión en lugar de enfoques estándar. Empresas como Shaoyi ejemplifican esta capacidad, ofreciendo prototipado rápido en tan solo 5 días y alcanzando una tasa de aprobación inicial del 93 % mediante una metodología de diseño basada en simulación. Su certificación IATF 16949 y su amplia experiencia en diseño de moldes los convierten en un recurso valioso cuando su aplicación requiere soporte profesional en ingeniería de matrices.
- Para materiales delgados con espesor inferior a 1,5 mm: Las placas expulsoras fijas ofrecen un rendimiento rentable y confiable. El diseño de montaje rígido proporciona una excelente guía para el punzón, requisitos mínimos de mantenimiento y un comportamiento consistente a lo largo de millones de ciclos. La estampación de alta velocidad para electrónica, soportes automotrices de calibre delgado y operaciones simples de corte generalmente entran en esta categoría. No sobrediseñe estas aplicaciones: reserve su presupuesto para herramientas premium en proyectos que realmente requieran soluciones flotantes o de ingeniería de precisión.
- Para materiales gruesos o troqueles progresivos: Las placas expulsoras flotantes proporcionan la presión controlada y la manipulación de materiales que exigen estas aplicaciones. El diseño con resortes contrarresta el rebote del material, evita el arrastre de residuos y compensa el desgaste del punzón que ocurre durante largas jornadas de producción. Al procesar materiales de más de 1,5 mm o al utilizar troqueles progresivos con múltiples estaciones, la ajustabilidad y la fuerza de expulsión activa de los diseños flotantes suelen justificar su mayor inversión inicial.
- Para trabajos de prototipo y desarrollo: Comience con expulsores fijos a menos que los requisitos específicos de la aplicación indiquen claramente lo contrario. La inversión inicial más baja tiene sentido cuando los diseños pueden evolucionar antes del lanzamiento en producción. Siempre puede actualizar a sistemas flotantes durante la fabricación de las herramientas de producción si los resultados de prueba indican la necesidad.
- Para aplicaciones de equipos especializados: Considere las demandas específicas de su equipo. Por ejemplo, una placa expulsora para una partirrollos Yardmax enfrenta requisitos completamente diferentes a los de herramientas de estampado de precisión: cargas de impacto elevadas, exposición ambiental al aire libre y características de material distintas. Adapte la selección de su expulsor al entorno operativo real, en lugar de aplicar universalmente las pautas para matrices de estampado. De manera similar, las aplicaciones de placas expulsoras Ingun para equipos de prueba exigen un alineamiento preciso que puede favorecer diseños fijos, a pesar de que otros factores sugieran alternativas flotantes.
Adapte su aplicación al tipo de expulsor adecuado
Más allá de las recomendaciones prioritarias, considere estos conocimientos específicos de la aplicación que perfeccionan su selección:
- Cuando la planicidad de la pieza es crítica: La fuerza controlada de sujeción hacia abajo de los expulsores flotantes evita que el material se levante, lo que causa distorsión dimensional durante el corte
- Al procesar múltes espesores de material: Las placas expulsoras ajustables ofrecen beneficios gracias a su capacidad para adaptarse a diferentes materiales sin necesidad de modificar el troquel
- Cuando la extracción de residuos causa problemas de calidad: La presión activa hacia abajo de los diseños flotantes reduce drásticamente la retención de residuos en las caras del punzón
- Cuando la altura del troquel está restringida: El perfil vertical mínimo de los expulsores fijos conserva la altura de cierre valiosa en aplicaciones con limitaciones de prensa
- Cuando las ventanas de mantenimiento son limitadas: La reducción en la cantidad de componentes de diseños fijos significa menos piezas para inspeccionar, ajustar o reemplazar
- Al procesar materiales abrasivos: Combine la selección de su expulsor con tratamientos superficiales adecuados y materiales premium para punzones guía para prolongar la vida útil
Tenga en cuenta que aplicaciones especializadas, como los reemplazos de placas expulsoras para partirregistros Yardmax, siguen criterios de selección completamente diferentes, centrándose en la durabilidad y resistencia al impacto en lugar de las consideraciones de precisión predominantes en las decisiones de troqueles de estampado.
Recomendaciones expertas para escenarios comunes
Para lectores que enfrentan puntos de decisión específicos, aquí tiene orientación directa basada en los escenarios de aplicación más comunes:
- Lanzamiento de un nuevo programa de troquel progresivo: Invierta en simulación CAE durante el diseño para optimizar la configuración de la placa expulsora antes de cortar el acero. El costo de la simulación representa una fracción de las modificaciones durante la puesta a punto.
- Experiencia en calidad de piezas inconsistente: Evalúe si el tipo actual de expulsor coincide con los requisitos de espesor y complejidad del material. Actualizarse de un expulsor fijo a uno flotante a menudo resuelve problemas persistentes de calidad.
- Planificación de producción automotriz de alto volumen: Involucre a especialistas en ingeniería de matrices certificados por IATF desde las primeras etapas del programa. El equipo de ingeniería de Shaoyi ofrece utillajes rentables y de alta calidad adaptados a los estándares de OEM, con capacidades de fabricación de alto volumen que se ajustan a sus demandas de producción.
- Equilibrar las limitaciones presupuestarias con las necesidades de rendimiento: Utilice expulsores fijos cuando sea apropiado para preservar el presupuesto y destinarlo a soluciones flotantes o de ingeniería de precisión donde realmente sean necesarias.
- Modernización de matrices existentes: Los expulsores anulares ofrecen una solución práctica para incorporar un sistema de expulsión tipo flotante en ubicaciones específicas de los punzones sin necesidad de reemplazar toda la placa.
La decisión entre placa de expulsión fija o flotante depende finalmente de un principio: adaptar su solución a sus requisitos reales. Una ingeniería insuficiente genera problemas de calidad; una ingeniería excesiva desperdicia recursos. El punto óptimo reside en una evaluación honesta de lo que realmente exige su aplicación.
Al avanzar en la selección de la placa de expulsión, recuerde que esta decisión se integra con todos los demás aspectos del diseño de matrices. La mejor elección de placa de expulsión considera la geometría del punzón, las características del material, los volúmenes de producción, los requisitos de calidad y las capacidades de mantenimiento como factores interconectados, no como variables aisladas. En caso de duda, consulte con ingenieros especializados en matrices que puedan evaluar completamente su aplicación y recomendar soluciones optimizadas para su éxito específico.
Preguntas frecuentes sobre placas de expulsión fijas y flotantes
1. ¿Qué es una placa de expulsión en una herramienta de prensa?
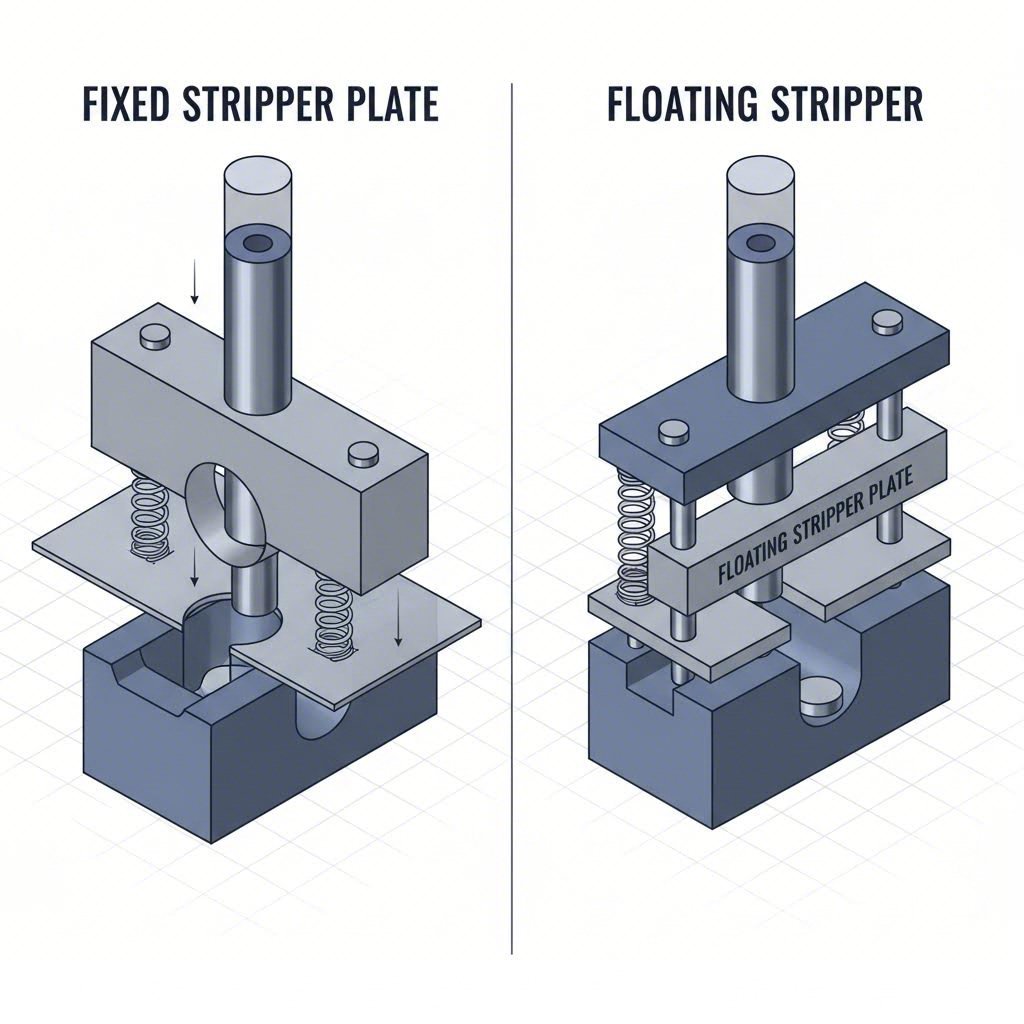
Una placa de expulsión es un componente crítico de la matriz que retira el material de la pieza de los punzones después de cada golpe. Puede ser fija (montada rígidamente) o flotante (con muelle). Las placas fijas desprenden la materia prima pero no la sujetan durante el funcionamiento, mientras que las placas flotantes sujetan activamente el material durante el estampado y utilizan la fuerza del resorte para una expulsión controlada. La elección entre ambos tipos afecta directamente a la calidad de la pieza, la durabilidad de la herramienta y la eficiencia de producción.
2. ¿Qué es la fuerza de expulsión en aplicaciones de herramientas de prensa?
La fuerza de expulsión es la fuerza necesaria para separar el material adherido al punzón tras el corte. Normalmente oscila entre el 10 % y el 25 % de la fuerza de punzonado. Las placas de expulsión flotantes ofrecen una fuerza de expulsión ajustable mediante la selección de resortes, mientras que las placas fijas dependen del recorrido de la prensa misma. Una fuerza de expulsión adecuada evita el arrastre de residuos, garantiza una separación limpia de las piezas y mantiene tiempos de ciclo constantes en las operaciones de estampación.
3. ¿Cuándo debo usar una placa de expulsión fija en lugar de una flotante?
Las placas fijas de expulsión son ideales para materiales de calibre delgado inferiores a 1,5 mm, operaciones de troqueleado de alta velocidad superiores a 400 golpes por minuto y matrices de corte simples. Cuestan un 20-30 % menos que las alternativas flotantes, requieren un mantenimiento mínimo y ofrecen una excelente estabilidad para el troqueleado de precisión en electrónica. Elija expulsores fijos cuando el comportamiento del material sea predecible y la presión controlada de sujeción no sea crítica.
4. ¿Cuáles son las principales ventajas de las placas expulsoras flotantes?
Las placas expulsoras flotantes destacan con materiales gruesos superiores a 1,5 mm, matrices progresivas y aplicaciones que requieren un posicionamiento preciso de las piezas. Entre sus ventajas clave se incluyen un control superior del material durante el punzonado, la reducción del arrastre de residuos mediante presión descendente activa, la compensación automática del desgaste del punzón y la fuerza de resorte ajustable. Son esenciales cuando el retorno elástico del material, geometrías complejas o requisitos de producción libres de defectos exigen una fuerza de expulsión controlada.
5. ¿En qué se diferencian las barras y anillos expulsores de las placas expulsoras?
Las barras expulsoras son tiras estrechas de acero endurecido que se extienden sobre la abertura del troquel, ideales para embutición simple, piezas grandes y herramientas de cambio rápido a menor costo. Los expulsores en anillo envuelven punzones redondos individuales, perfectos para operaciones de un solo punzón y herramientas de torreta. Las placas ofrecen un control completo del material en troqueles progresivos complejos. Elija según la complejidad del troquel: placas para trabajos de precisión en múltiples estaciones, barras para operaciones simples y anillos para punzones redondos aislados.