 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Stansning af styrekolonnekomponenter: Produktion og materialer – en guide
TL;DR
Stansning er den dominerende produktionsproces for højvolumen, sikkerhetskritiske stansning af styrespindelkomponenter , herunder ophængningsbeslag, indstilling af rake-mekanismer og sammenfaldende jaketter. I forhold til traditionelle støbemetoder giver metalstansning med High-Strength Low-Alloy (HSLA)-stål væsentlig vægtreduktion og lavere stykpriser, samtidig med at strenge krav til kollisionstest overholdes. Denne guide undersøger den tekniske gennemførlighed, materialvalgsstrategier og leverandørkrav (såsom IATF 16949), der er nødvendige for at udvikle robuste styresamlinger.
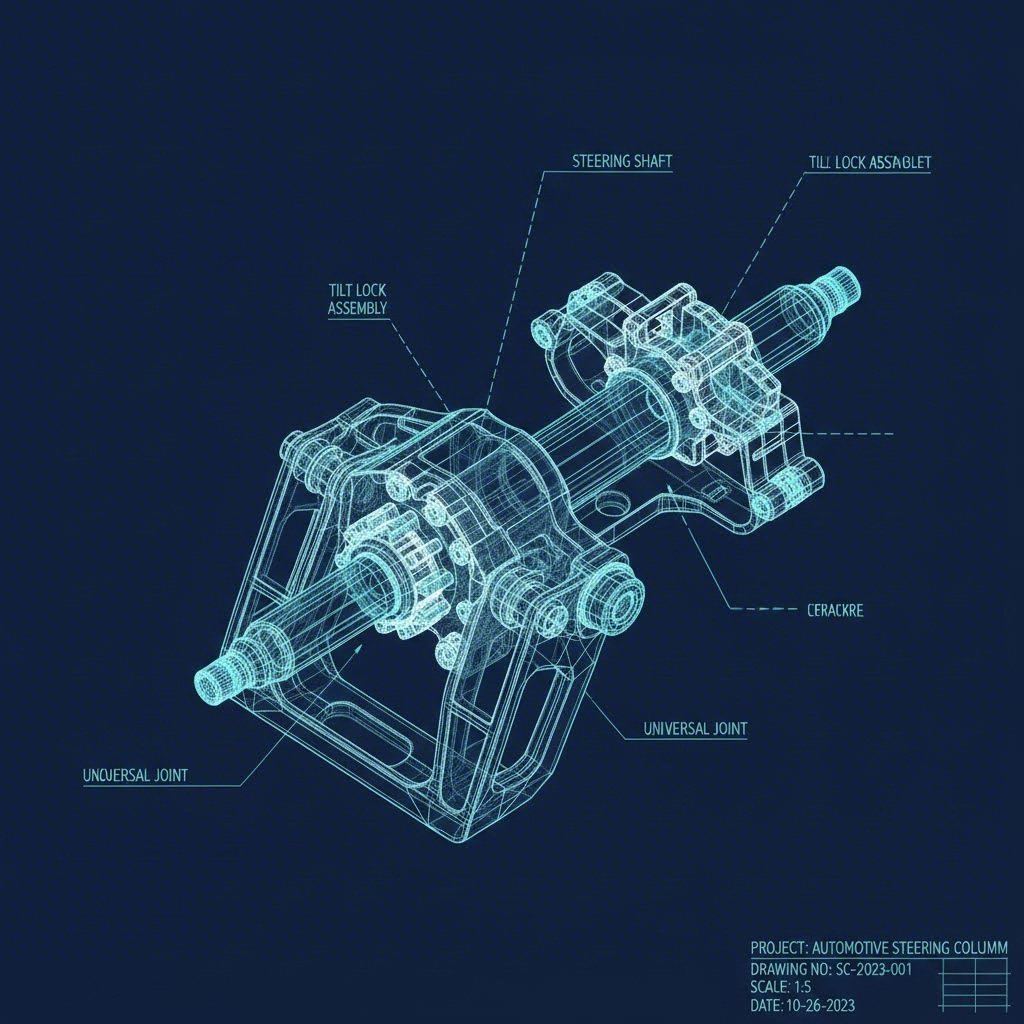
Kritiske stansede komponenter i styrespindler
Moderne styrespærrer er komplekse underdele, der kræver høj præcision for at sikre førers sikkerhed og komfort. Metalstansning giver ingeniører mulighed for at fremstille indviklede geometrier med høj gentagelighed. Følgende komponenter er primære kandidater til progressiv og transfer-stansning.
Monteringsbeslag og strukturelle understøtninger
Styrespærren skal fastgøres solidt til køretøjets tversamlingsbjælke eller brandmur for at forhindre vibrationer. Stansede montagebeslag foretrækkes ofte frem for støbt aluminium i mange massemarkedsapplikationer på grund af deres overlegne styrke-vægt-forhold. Disse beslag dannes typisk af HSLA-stål for at modstå høje statiske belastninger og dynamiske driftskræfter uden at give efter.
Indstilnings- og vinkeljusteringsmekanismer
Chaufførens ergonomi afhænger af justeringsmekanismerne for vinkel (rake) og teleskop (rækkevidde). De låseplader og tænder, der anvendes i disse systemer, stanses ofte til en form tæt på den endelige. Præcisionsfinstansning anvendes hyppigt her for at opnå de rene skærekanter, der kræves for en jævn låsemekanisme, hvilket eliminerer behovet for efterbearbejdning.
Sammenfaldende jakker og sikkerhedszoner
I tilfælde af en frontalkollision er styrestammen konstrueret til at sammenfalde og derved absorbere energi for at beskytte chaufføren. Dette opnås ofte gennem stansede og rullede energiabsorberende plader eller maskelignende beslag, som deformeres på kontrolleret vis. Producenter anvender specialfremstillede værktøjer til at skabe specifikke spændingskoncentrationer eller bølgede formationer i metallet, så komponenten knækker på forudsigelig vis ved en bestemt belastning.
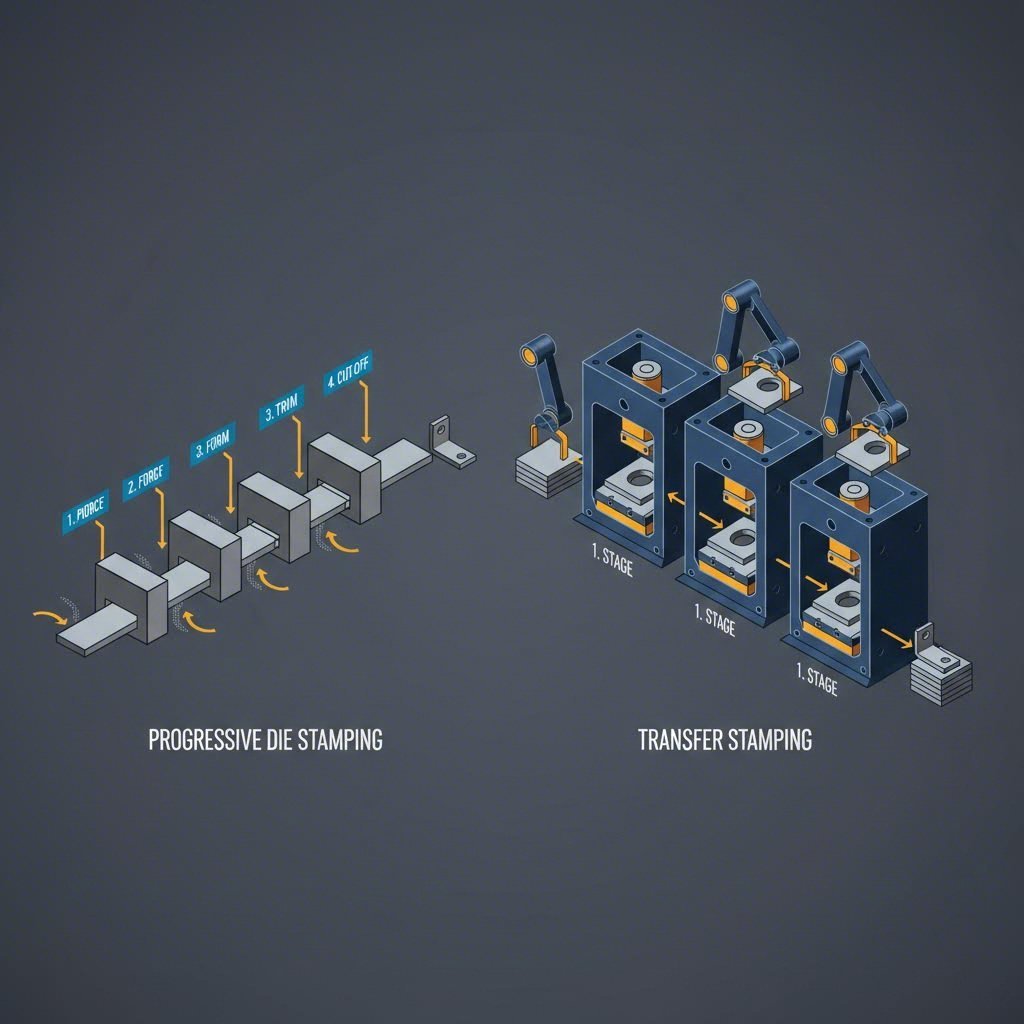
Produktionsprocesser: Progressiv vs. transferstansning
Valg af den korrekte stålingsmetodik er afgørende for at opnå balance mellem værktøjsinvestering og stykomkostning. For styrekolonnekomponenter ligger beslutningen ofte mellem progressiv dies-standsering og transfer-stansning.
Progressiv stansning
For mindre komponenter med høj produktion, såsom låseklodser, klemmer og mindre beslag, er progressiv dies-stansning standard. I denne proces føres en metalrulle gennem en enkelt die med flere stationer. Hver station udfører en specifik operation – skæring, bøjning eller perforering – mens strippen bevæger sig fremad. Denne metode opnår et højt antal slag pr. minut (SPM), hvilket markant reducerer cyklustiden og stykprisen for automobiler med høj produktionsvolumen.
Transfer-stansning til komplekse geometrier
Større strukturelle kabinetter eller komponenter, der kræver dybe træk, kræver ofte overførsel af stempelarbejde. I modsætning til progressive værktøjer, hvor dele forbliver forbundet til strip'en, flytter overførsel af stempelarbejde individuelle råmaterialer mellem stationer ved hjælp af mekaniske fingre. Dette gør det muligt at udføre mere komplekse formeringsoperationer og bedre materialeudnyttelse, hvilket er afgørende, når der arbejdes med dyre automobilstål.
Fra prototype til massproduktion
At validere produktionens gennemførlighed tidligt i designfasen er afgørende. Automobil-OEM'er kræver ofte, at leverandører demonstrerer evne gennem hele produktets livscyklus. Producenter, der kan spænde broen fra hurtig prototyping til masseproduktion, har en strategisk fordel. For eksempel Shaoyi Metal Technology leverer omfattende stanseløsninger, der skalerer fra indledende prototyper til højvolumenproduktion, og anvender presser op til 600 tons til levering af kritiske komponenter såsom styreavle og underkarosser i overensstemmelse med IATF 16949-standarder.
Ingeniørmæssige udfordringer og materialevalg
Stansning af sikkerhedskritiske styredelene indebærer håndtering af komplekse metallurgiske egenskaber. Ingeniører skal tage højde for materialeegenskaber, der påvirker både fremstillingsevnen og den færdige dels ydelse.
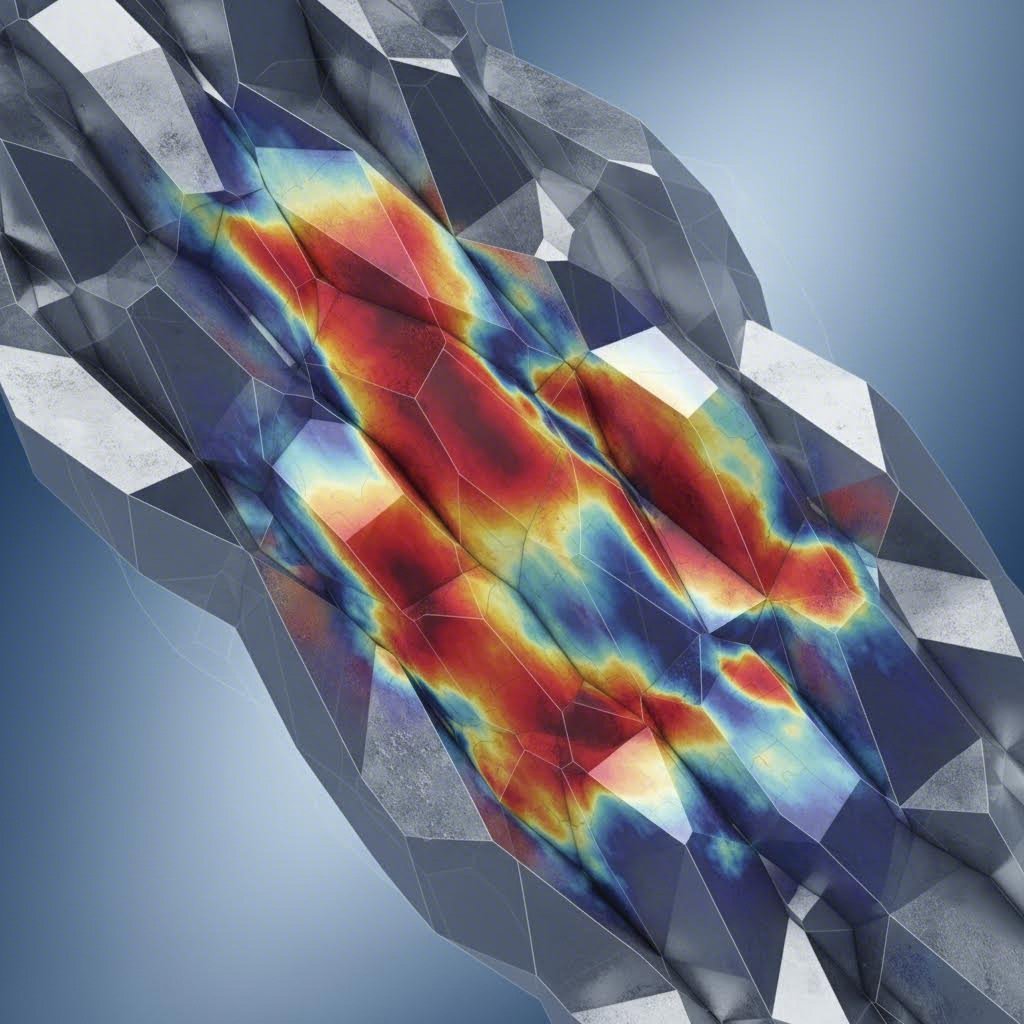
Håndtering af fjedervirkning i HSLA-stål
For at reducere køretøjets vægt anvender producenter i stigende grad højstyrke lavlegerede (HSLA) stål. Selvom disse materialer er stærke, viser de en betydelig fjedervirkning – det vil sige en tendens til at vende tilbage til deres oprindelige form efter omformning. Kompenseringsstrategier i skabelonudformningsfasen, støttet af finite element-analyser (FEA), er afgørende for at overholde tolerancer, især for sammenføjede dele i teleskopkolonner.
Stramme tolerancer og kollisionsfasthed
Styringskomponenter fungerer med krav om nulspil for at sikre præcis styring. Stanskede dele skal holde stramme tolerancer (ofte inden for +/- 0,05 mm) for at undgå rystelser eller spil. Desuden skal materialet bevare ductilitet for at forhindre revner under den hurtige deformation ved en kollision. Valg af den rigtige stålkvalitet indebærer at afveje flydestyrke for holdbarhed mod elongationsværdier, der kræves for energiabsorption.
Leverandørvalgskriterier for autogenstansning
Indkøb af stanskede styringskomponenter kræver en vurderingsproces, der går ud over pris. Leverandørens kvalitetsstyringssystem og tekniske kompetencer er afgørende.
- IATF 16949-certificering: Dette er den ufravigelige minimumsstandard for bilindustrileverandører, der sikrer, at kvalitetsstyringssystemer er i overensstemmelse med OEM-krav.
- Egne værktøjs- og formevner: Leverandører med interne værktøjsafdelinger kan reagere hurtigere på konstruktionsændringer og vedligeholde former mere effektivt, hvilket reducerer nedetid.
- Simulation og samarbejdskonstruktion: De bedste leverandører bruger simuleringssoftware til at forudsige, om der er problemer med støbning, før stålskæring finder sted. Se efter partnere, der er villige til at deltage i co-design for at optimere delgeometri for stemplingsprocessen.
- Samling med merværdi: Mange styringskomponenter kræver sekundære operationer. Leverandører, der tilbyder in-line svejsning, staking eller montering af stænger til rør, giver en mere komplet løsning, hvilket reducerer logistikkompleksiteten.
Sammendrag af fremstillingsmuligheder
Skiftet fra støbning til stempling i styresøjleproduktionen er drevet af bilindustriens uophørlige stræben efter vægtreduktion og omkostningseffektivitet. Ved at udnytte avancerede processer som progressiv stempling og materialer som HSLA stål, kan ingeniører designe komponenter, der opfylder strenge sikkerhedsstandarder, samtidig med at de optimerer produktionsmålinger. Succes i dette område kræver en dyb forståelse af materialeadfærden og et partnerskab med dygtige, certificerede producenter.
Ofte stillede spørgsmål
1. at Hvad er hovedkomponenterne i et styresystem?
De vigtigste komponenter i et moderne styresystem er rattet, styrekolonnen (der rummer aksel og sikkerhedsmekanismer), styringsanordningen (rack og pinion eller cirkulerende kugle) og stangstængerne der overfører kraft til styreknudelet ved hjulene. I elektriske styresystemer (EPS) er der også en elektrisk motor og en ECU integreret i kolonnen eller racket.
2. at Hvilken komponent overfører styringskraften til hjulene?
Tæthåndsbånd er de kritiske forbindelseskomponenter, der overfører den laterale bevægelse fra styringskøretøjet til styreknudelerne ved hjulene. De er ansvarlige for at skubbe og trække hjulene for at ændre deres vinkel, hvilket sikrer, at køretøjet reagerer nøjagtigt på førerens input.