 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Stansning af Rockerpaneler: Fremstilling vs. Køb af Die-stansede Dele
TL;DR
Stansning af rockerpaneler henviser til den industrielle proces, hvor pladestål bliver formet i stempel-former til strukturelle karosserideler, selvom mange entusiaster bruger udtrykket, når de vælger mellem at købe OEM-kvalitetsdeler markeret som "stanset med stempel" eller fremstille deres egne. Paneler fremstillet med stans er færdige deler, der svejses ind og genskaber strukturel integritet, mens "skubehængede" paneler er kosmetiske dæksler, der bliver limet eller naglede over rust. For en korrekt restaurering er det afgørende vigtigt at bruge svejsbare stansede paneler. Selvom man ikke kan genskabe ægte hydraulisk stansning derhjemme, kan dygtige selv-gørere bruge rulle-formningsmaskiner og bøjningsværktøjer til at fremstille funktionelle skræddersyede paneler.
Hvad er stansede rockerpaneler? (Proces og kvalitet)
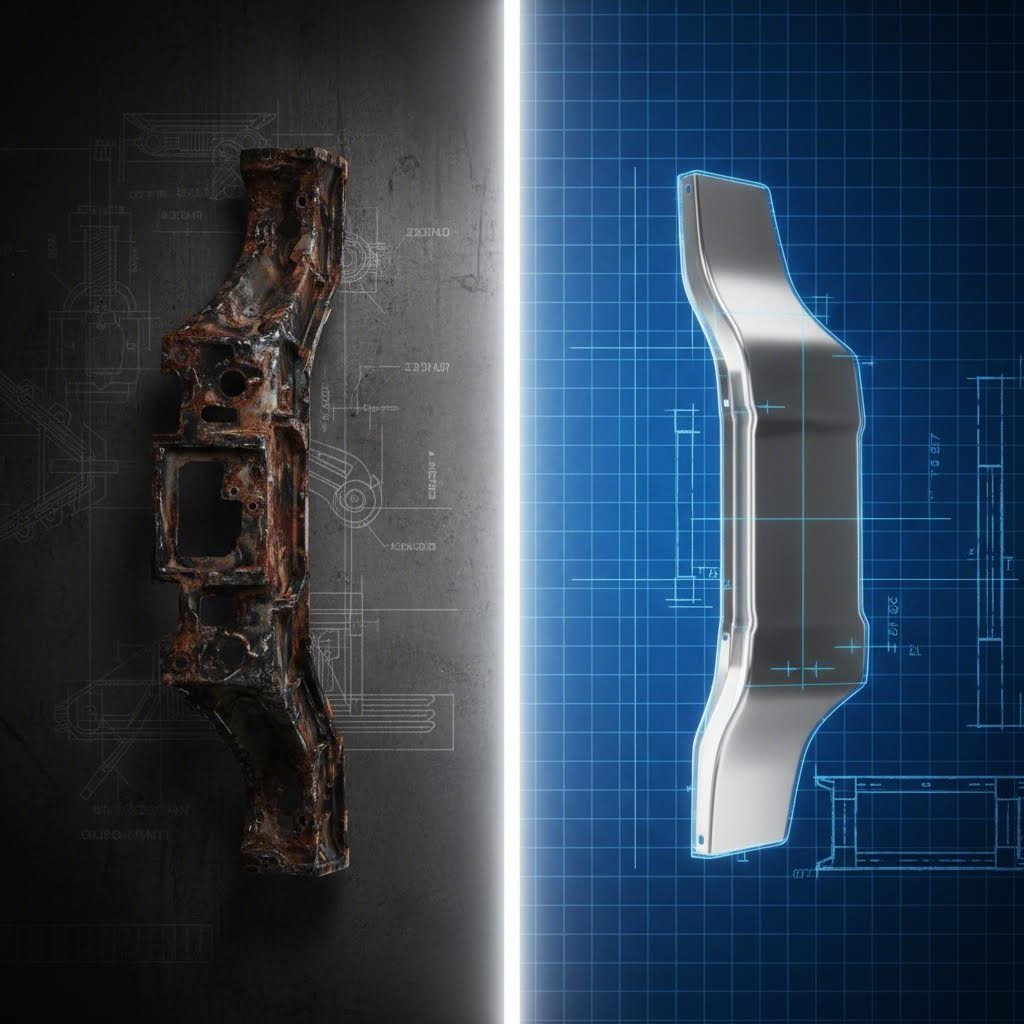
For at forstå værdien af en højkvalitets erstatningsdel, er det nyttigt at forstå ingeniørarbejdet bag stansning af rockerpaneler . I modsætning til simpel bukket stål fremstilles en "die-stamped"-panel ved hjælp af kraftig industrielt udstyr, der presser et fladt metalark mellem to matchede forme. Denne proces tvinger metallet ind i komplekse, tredimensionelle former, der nøjagtigt svarer til bilens originale fabriksspecifikationer.
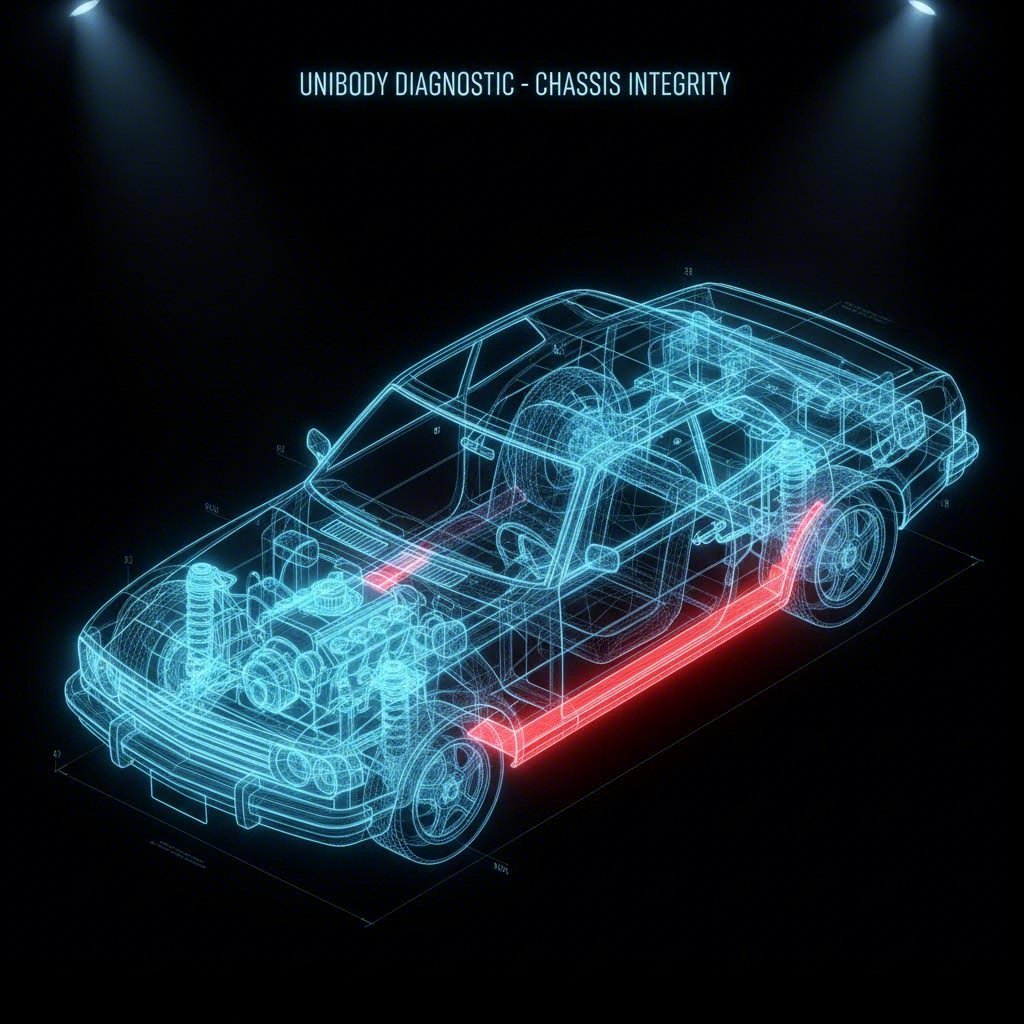
Ægte stempling skaber afgørende funktioner, som simpel folding ikke kan opnå, såsom sammensatte kurver, skarpe karosserilinjer og indfældede afløbshuller. Da rockerpanelet er en strukturel komponent i en enhedsrammebilen, bidrager den specifikke tykkelse og form af metallet til bilens stivhed og sikkerhed ved en kollision. Derfor bruger professionelle restauratører næsten udelukkende die-stamped dele i stedet for generiske plader.
Forskellen mellem en hjemmegalge og professionel produktion er stor. Industriel produktion kræver præcision og enorm kraft. Avancerede producenter som Shaoyi Metal Technology anvender presser med op til 600 tons kraft for at sikre, at komponenter som styreavle og understel opfylder de strenge IATF 16949 OEM-standarder. Dette kraftniveau er nødvendigt for at 'låse' metallets hukommelse, således at delen passer perfekt uden behov for overdreven fyldning eller ændringer under montering.
Kritisk sammenligning: Stanset (svejst ind) mod Hylse-på plader
Det mest almindelige dilemma for bil ejere er at vælge mellem en fuld stanset erstatning og en "hylse-på" dæks. Disse er to grundforskellige produkter, designet til forskellige formål. En stanset plade er en strukturel reparation, mens en hylse-på dæks er et kosmetisk patch.
Ifølge restaurations eksperter hos Raybuck Auto Body Parts , svejsning af et fuldt panel er den eneste måde at gendanne køretøjets monocoque-styrke på. Slip-on paneler, ofte kaldet "rustdækninger", er typisk tyndere og er designet til at blive monteret oven på eksisterende metal, ofte ved hjælp af lim til karosseriplader eller nitter. Selvom dette skjuler rusten, standser det ikke korrosionen, og den strukturelle svaghed forbliver.
| Funktion | Die-Stamped (Svejset ind) | Slip-On (Dækning) |
|---|---|---|
| Formål | Strukturel genopretning | Kosmetisk reparation |
| Installationsmetode | Skæring, slibning, svejsning | Lim, nitter eller punktsvejsning |
| Montering | Nøjagtige fabrikskonturer | Let forstørret for at passe over gammelt metal |
| Omkostning (kun reservedel) | $150 - $400+ pr. par | $40 - $100 pr. par |
| Arbejdsintensitet | Høj (stor operation) | Lav (weekendprojekt) |
| Lang levetid | Permanent (årtier) | Midlertidig (ruster ofte vender tilbage nedenunder) |
DIY "dæmpe": Metalformning og fremstilling – Alternativer
Et segment af bilsamfundet søger på "dæmpe rockerpaneler" med intentionen om selv at fremstille dele. Det er vigtigt at gøre klart, at man ikke kan "dæmpe" metal i en hjemmegalv med mindre man har industrielle formværktøjer. Men man kan fremstilling på basis af varer henhørende under pos. eller formular fremstille rockerpaneler ved hjælp af metalbearbejdningsværktøjer.
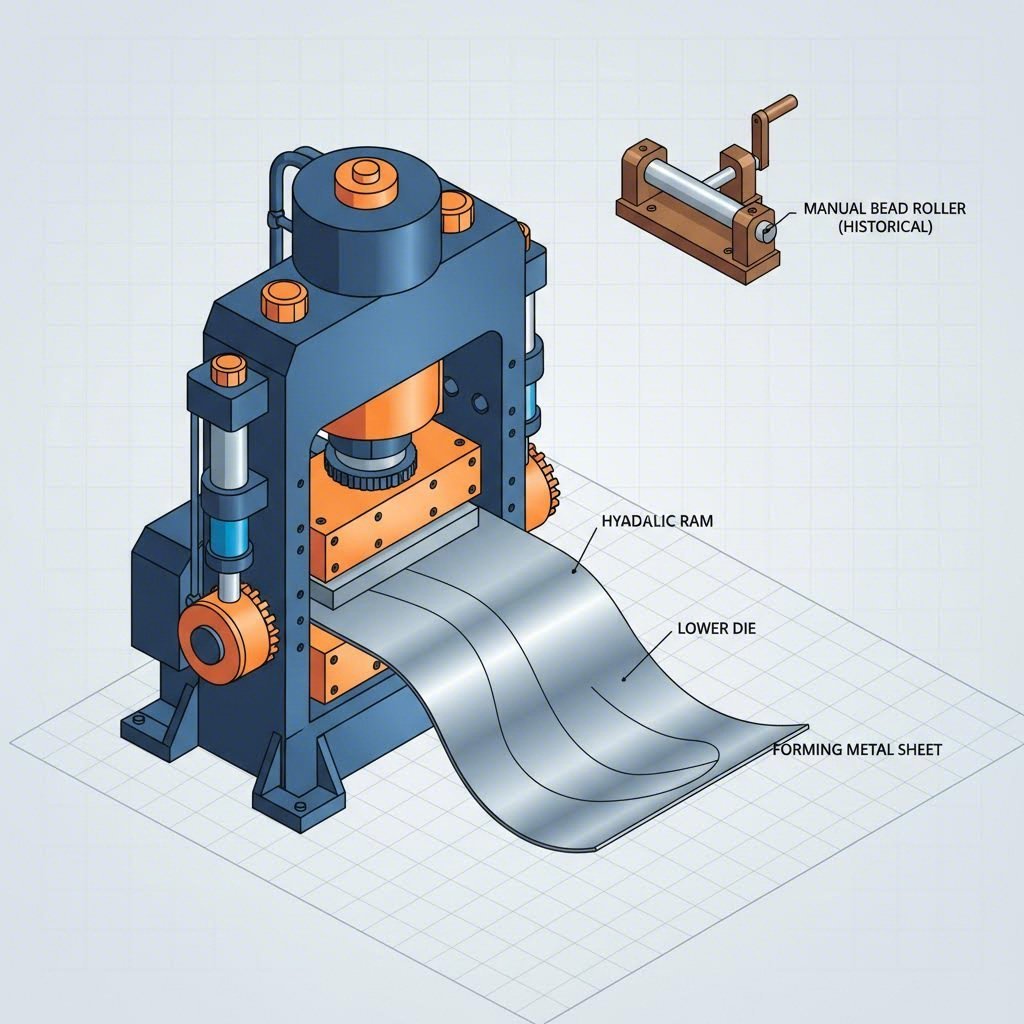
At fremstille et rockerpanel fra bunden er en mulighed for sjældne køretøjer, hvor der ikke findes eftermarkedsdele. Processen indebærer manuel formning af fladt plademetal (typisk 18-gauge eller 20-gauge stål) for at efterligne fabrikkens profil. Som vist i klassiske restaurationsvejledninger , dette kræver specielt udstyr:
- Metalbremse: Bruges til at lave lange, lige bøjninger til øverste og nederste flanger.
- Perlerulle: Nødvendig for at øge styrken og genskabe æstetiske karosserilinjer eller forstivningsribber.
- Krympe- og strækkeværktøj: Bruges til at bukke metal for at matche rockerens profil langs bilens længde.
- Bokse og hamre: Træformer (bokse) kan bygges, så metallet kan hamres omkring dem for komplekse kurver.
Selvom selvbygget produktion giver tilfredsstillelse, mangler det præcisionen i industrielt stempling. Hånddannede paneler kræver ofte mere karosserimasse for at udjævne uregelmæssigheder. Hvis et die-stemplede dele findes til din bil, er det næsten altid mere omkostningseffektivt at købe det, frem for at bruge timer på at fremstille en kopi fra bunden.
Installationsoversigt: Hvilke stansplader der kræver
At vælge en stansplade betyder at forpligte sig til et betydeligt reparationstiltag. Dette er ikke en enkel bolt-on-opgradering; det er strukturel kirurgi. Processen indebærer typisk fjernelse af dørene og nogle gange udspænding af døråbningen for at forhindre karosseriet fra at synke, når den gamle siderør (som yder strukturel støtte) bliver skåret ud.
Installationen følger typisk disse trin:
- Forberedelse: Køret skal afbalanceres på domkranse. Dørgab skal måles og noteret inden skæring begynder.
- Fjernelse: Brug et svejsningsskær til at bore ud de fabrikssvejsninger. En vinkelsliper med en skæreskive bruges til at skære ud de rådne sektioner.
- Ryd op: Det underliggende indre siderør skal rengøres for rustrester og behandles med svejsningsegnet primer.
- Justering: Den nye stansplade bliver spændt på plads. Dette er den kritiske fase, hvor dørene midlertidigt hænges op igen for at sikre, at de kan åbne og lukke korrekt uden at skure.
- SVEJSNING: Når pladen er justeret, bliver den MIG-svejst på plads. For at forhindre deformation af det tynde plademetal bør svejsning udføres i korte stød, hvor man bevæger sig rundt om pladen for at fordele varmen.
For dem, der håndterer rustne trucker, fællesskabsdiskussioner ofte fremhæver, at selvom det er besværligt at bore punktsvejsninger ud, det bevarer omkransende metallet bedre end aggressiv skæring, hvilket gør installationen af den nye stansede del betydeligt lettere.
Dommen: Reparér eller udskift?
Valget af at anvende stansning af rockerpaneler (fremstilling) eller købe diesstansede erstatninger afhænger til sidst af køretøjets værdi og dit endemål. For et elsket restaureringsprojekt eller en bil, som du har til hensigt at holde sikker til motorvejen, er det den eneste ansvarlige valg at investere i diesstansede, svejse-ind-plader. De genopretter køretøjets sikkerhedscelle og beskytter værdien af dit arbejde. Skubbeslag har deres anvendelsessted for landbrugstrucker eller budgetbiler, hvor estetik vejer tungere end holdbarhed, men de bør aldrig forveksles med en egentlig reparation.
Ofte stillede spørgsmål
1. Skal slip-on rockerpanel monteres med svejsning?
Teknisk set ikke. Slip-on-paneler kan fastgøres med blindnitter eller højstyrke strukturelle limmidler. Svejsning er dog mulig og giver en stærkere forbindelse. Vær opmærksom på, at selv om panelerne svejses, gendanner et slip-on-panel over en rustet konstruktion ikke køretøjets oprindelige kollisionsikkerhedsgrad.
2. Er det værd at reparere rustne rockerpaneler?
Ja, hvis køretøjet har værdi eller kører på offentlige veje. Rockerpaneler er en integreret del af unibody-konstruktionen. At lade dem rådne kompromitterer kabinens stivhed. Ifølge branchens omkostningsestimater kan professionel udskiftning koste over 4.000 USD, men den bevarede strukturelle integritet og genbrugsværdi gør det værd for eftertragtede modeller.
3. Hvilken metaltykkelse er stansede rockerpaneler lavet af?
De fleste OEM-kvalitetssvarende stemplede rockerpaneler er fremstillet af stål i tykkelse fra 18 gauge til 20 gauge. Denne tykkelse sikrer den rette balance mellem strukturel stivhed og formbarhed. Tungt udstyrede lastbiler kan bruge tykkere stål, mens nogle økonomibiler bruger tyndere materiale. Kontroller altid, at din erstatningsdel svarer til fabriksmålene.