 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Mestrning af stansningsværktøjsservice for optimal ydelse
TL;DR
Effektiv vedligeholdelse af stansningsstøberier bygger på en proaktiv, systematisk tilgang. Bedste praksis indebærer en fast rytme af rengøring, inspektion, slibning og korrekt smøring for at forhindre produktionsfejl, inden de opstår. Denne strategi sikrer ikke kun konsekvent delkvalitet, men reducerer også dyre nedetid væsentligt og forlænger værktøjets driftslevetid.
Kerneprincippet: Proaktiv versus reaktiv vedligeholdelse
Grundlaget for ethvert vellykket vedligeholdelsesprogram for stansningssvendler er skiftet fra en reaktiv til en proaktiv indstilling. Reaktivt vedligehold—hvor problemer først løses, når de opstår—er en opskrift på driftsmæssig ineffektivitet. Det fører til uventede sammenbrud, nødreparationer, øget affaldsprocent og kostbare produktionsstop, der forstyrrer tidsplaner og skader rentabiliteten. En dårligt defineret vedligeholdelsesproces kan dramatisk nedsætte produktiviteten i presselinjen og medføre betydelige skjulte omkostninger.
Derimod er proaktivt, eller forebyggende, vedligehold en strategisk tilgang, der fokuserer på rutinemæssige inspektioner og planlagt service for at identificere og rette mindre problemer, inden de eskalerer. Som beskrevet af eksperter på JV Manufacturing Co. , sikrer denne metode, at værktøjer forbliver i optimal stand, hvilket forbedrer deres holdbarhed og forlænger levetiden. Ved at håndtere slitage i planlagt nedetid kan producenter opretholde en kontinuerlig arbejdsgang, opnå mere stabile og forudsigelige vedligeholdelsesbudgetter og undgå de økonomiske omkostninger ved nødrettelser.
De operationelle og økonomiske forskelle mellem disse to strategier er markante. En proaktiv tilgang forbedrer udstyrets pålidelighed, reducerer behovet for dyre reservedelsudskiftninger og sikrer et sikkert produktionsmiljø ved at mindske risikoen for udstyrsfejl. At adoptere en proaktiv holdning handler ikke kun om at reparere dele; det handler om at kontrollere hele produktionsprocessen for at garantere konsistens og kvalitet.
Proaktiv versus reaktiv vedligeholdelse: En sammenligning
| Fabrik | Proaktiv vedligeholdelse | Reaktiv vedligeholdelse |
|---|---|---|
| Kost | Forudsigelige, budgetterede omkostninger til planlagt service. | Høje, uforudsigelige omkostninger til nødreparationer og overarbejde. |
| Pressens driftstid | Maksimeret, med vedligeholdelse planlagt i forbindelse med planlagt nedetid. | Hyppige, uforudsette nedetider, der standser produktionen. |
| Delen Kvalitet | Konstant og høj, opfylder kvalitetsstandarder. | Inkonsistent, med højere defekt- og affaldsrate. |
| Værktøjslevetid | Betydeligt forlænget gennem regelmæssig vedligeholdelse. | Forkortet på grund af overdreven slitage og uventede fejl. |
Væsentlige støvlevedligeholdelsesprocedurer: En detaljeret tjekliste
En omfattende vedligeholdelsesrutine bygger på en række specifikke, gentagelige opgaver. De mest almindelige typer støvlevedligeholdelse inkluderer rengøring, slibning, indlægning af shim og inspektion eller udskiftning af komponenter. At beherske disse procedurer er afgørende for at bevare støvlens integritet og sikre kvaliteten af hver producerede del. En velvedligeholdt støvle sikrer et konsekvent resultat, hvilket er en grundpille for kvalitetsarbejde.
Almindelig rengøring og inspektion er den første forsvarslinje. Under disse tjek skal teknikere være opmærksomme på tydelige tegn på problemer, såsom løse beslag, manglende komponenter, overmæssig snavs som metalflager eller utilstrækkelig smøring angivet ved sort fedt. Disse visuelle indikatorer kan forhindre, at mindre problemer udvikler sig til alvorlige produktionsproblemer. For komplekse værktøjer, såsom dem, der anvendes i bilindustrien, kan samarbejde med specialister sikre, at vedligeholdelsen er i overensstemmelse med det oprindelige design. For eksempel bringer virksomheder som Shaoyi (Ningbo) Metal Technology Co., Ltd. , som specialiserer sig i brugerdefinerede stansningsværktøjer til bilindustrien, en ekspertise med, der hjælper med at opretholde den nøjagtighed, der kræves i produktion med høje krav.
Slipning er en anden afgørende opgave. Skæresektioner og stanskanter på en værktøjsstempel slides naturligt med tiden, hvilket kan føre til spån og unøjagtigheder i de stemplede dele. Periodisk slipning med en slibeskive genopretter den oprindelige geometri og præcision og forhindrer disse fejl i at påvirke produktionen. På samme måde kan det være nødvendigt at justere med skiver (shimming) for at sikre, at hver station i et progressivt stempel har korrekt timing og justering, hvilket er afgørende ved komplekse operationer.
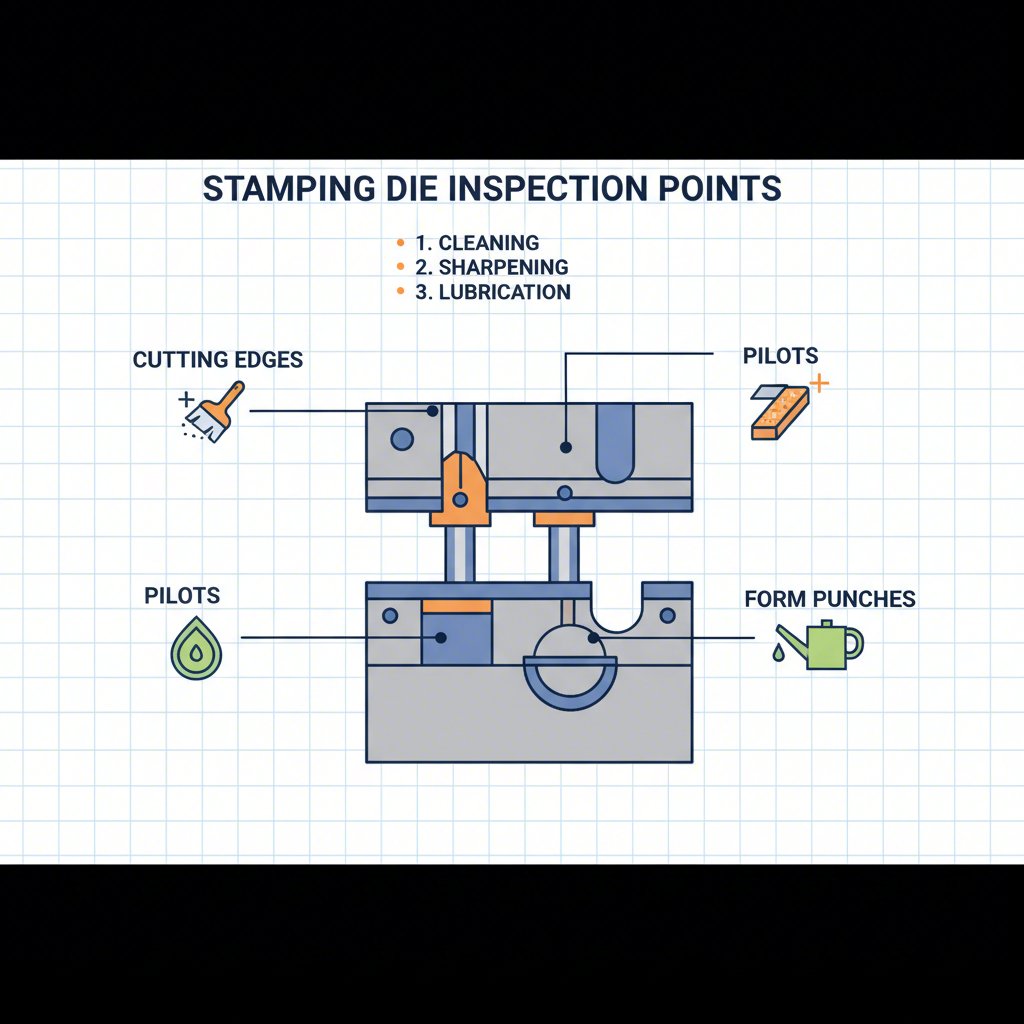
Omfattende tjekliste for stempelinspektion
- Rengøring: Fjern alt affald, metalspån, slam og ophobet smøremiddel fra stempeloverflader. Sørg for, at alle komponenter er fri for forureninger før og efter vedligeholdelse.
-
Inspection:
- Tjek for løse eller brudte fastgørelser, slidte fjedre og nedbrudte lifters.
- Undersøg guideposter på stempelsko for ridser eller uregelmæssig slitage.
- Undersøg piloter for slitage og korrekt længde.
- Gennemgå alle formstanser og stempelsektioner for målbar slitage, sprækker eller sideslid.
- Kontroller punktlængder og -højder for at sikre korrekt timing og konfiguration.
-
Slipning:
- Gennemgå alle skæreafsnit for slid, og slip efter behov for at opretholde skarpe, rene skær.
- Sørg for, at slibeprocessen genskaber den originale geometri uden at fjerne for meget materiale.
-
Smørfinansiering:
- Bekræft, at alle bevægelige dele er tilstrækkeligt smurt i henhold til producentens specifikationer.
- Tjek for tegn på utilstrækkelig smøring, såsom overmæssig varmeudvikling eller korrosion.
Implementering af en solid vedligeholdelsesplan og dokumentation
Ud over de fysiske opgaver bygger førsteklasses stansvedligeholdelse på en systematisk proces for planlægning og dokumentation. Oprettelse af et struktureret program er grundlaget for effektiv vedligeholdelse og sikrer, at al udstyr regelmæssigt tjekkes. Hyppigheden af vedligeholdelse bør baseres på brugsniveau, produktionsvolumen og stansens kompleksitet. En stans, der anvendes dagligt i en højvolumenproduktion, vil naturligvis kræve en mere omfattende plan end en, der bruges sjældent.
Et kritisk komponent i dette system er arbejdsordren. Som Phoenix Group forklarer, giver et arbejdsordresystem en organisation mulighed for at dokumentere, spore, prioritere og planlægge al skabelonreparation og -vedligeholdelse. Det fungerer som et vigtigt kommunikationsværktøj, der identificerer rodproblemet, beskriver de rette foranstaltninger og registrerer den udførte arbejde. Denne dokumentation er uvurderlig til at spore gentagne problemer og forhindre fremtidige fejl.
At oprette og vedligeholde en detaljeret vedligeholdelseslog er en anden afgørende praksis. Denne log bør indeholde service dato, det udførte arbejde, alle udskiftede dele og observationer om skabelonens tilstand. Med tiden hjælper disse data med at identificere slidmønstre og gør det muligt at foretage mere nøjagtig prædiktiv vedligeholdelse, så teams kan løse potentielle fejl, inden de opstår. Konsekvens i dokumentation sikrer, at alle serviceteknikere udfører opgaver på samme måde, hvilket fører til forudsigelige og pålidelige resultater.
Eksempel på vedligeholdelseslog
| Dato | Die-ID | Udført arbejde | Udskiftede dele | Tekniker | Observationer/Noter |
|---|---|---|---|---|---|
| ÅÅÅÅ-MM-DD | DIE-123-A | Rengjort, skærpede skærekanter, kontrollerede piloter. | Pilot #4 (slidt) | J. Doe | Lette slitage på formstans; overvåg i næste cyklus. |
| ÅÅÅÅ-MM-DD | DIE-456-B | Fuld inspektion, smøring og tidsindstilling. | Ingen | S. Smith | Stans inden for specifikationer. |

Avancerede emner: Smøring, opbevaring og kontinuerlig forbedring
En helhedsorienteret tilgang til stansvedligeholdelse rækker ud over presseværktøjet og værktøjsrummet. Korrekt smøring, opbevaring og et engagement i kontinuerlig forbedring er avancerede praksisser, der adskiller gode vedligeholdelsesprogrammer fra fremragende. Smøring er afgørende for at reducere friktion mellem bevægelige overflader, hvilket forhindrer overdreven varmeudvikling, der fører til materialetræthed og svigt. Det beskytter også mod korrosion og forurening.
Valget af smøremiddel er ikke ligegyldigt; forskellige typer egner sig bedst til forskellige driftsbetingelser. For eksempel er olier alsidige til maskiner, mens fedter er bedre til lejer og led, hvor flydende smøremidler er uegnede. Tørre smøremidler som PTFE er ideelle til anvendelser, hvor olie eller fedt kunne forurene.
Korrekt opbevaring er lige så vigtig for at bevare en støbningsslags stand, når det ikke er i brug. Støbningsslage bør altid rengøres og smøres, inden de opbevares i et kontrolleret miljø, hvor temperatur og fugtighed reguleres. Som fremhævet af Lijian Stamping Mold , kan anvendelse af beskyttende reoler eller kasser forhindre fysisk skade og forurening under opbevaring og sikre, at støbningsslaget er i optimal stand til næste produktion.
Endelig bør hovedmålet med et vedligeholdelsesprogram være kontinuerlig forbedring. Som Thomas Vacca påpeger i Producenten , når du først har opnået konsekvente, målbare resultater, kan du begynde at forbedre værktøjets robusthed, forlænge dets levetid og øge stanshastigheden. Dette indebærer at sætte SMART-mål (specifikke, målbare, opnåelige, relevante og tidsbundne) for at følge forbedringerne og holde forkanten i konkurrencen.
Bedste praksis for smøring og opbevaring
-
Bedste praksis for smøring
- Vælg den korrekte type smøremiddel (olie, fedt, tørt) ud fra anvendelsen og materialet.
- Anvend smøremidler i henhold til fabrikantens specifikationer for at undgå over- eller under-smøring.
- Tjek regelmæssigt smøresystemer for at sikre, at de fungerer korrekt.
-
Bedste praksis for opbevaring af værktøjer
- Rengør grundigt og påfør et beskyttende smøremiddel på værktøjet før opbevaring.
- Opbevar værktøjer på et sted med klimakontrol for at forhindre rust og korrosion fra fugtighed.
- Brug solide reoler eller kasser til at beskytte værktøjer mod utilsigtet skade.
- Mærk alle opbevarede værktøjer tydeligt for nem identifikation og sporbarhed.
Ofte stillede spørgsmål
1. Hvor ofte bør et stansværktøj vedligeholdes?
Hyppigheden af stansværktøjsvedligeholdelse afhænger af flere faktorer, herunder produktionsvolumen, det materiale der stanses, og værktøjets kompleksitet. Ved høje produktionsvolumener kan det være nødvendigt at inspicere og rengøre værktøjerne efter hver produktion. En generel god praksis er at etablere et planmæssigt vedligeholdelsesprogram baseret på antallet af slag eller driftstimer og justere dette ud fra ydelsesdata og inspektionsresultater.
2. Hvad er de første tegn på, at en stans har brug for vedligeholdelse?
Tidlige advarselstegn inkluderer et fald i delenes kvalitet, såsom spån på skårkanten, dimensionelle unøjagtigheder eller overfladedefekter. Du kan også lægge mærke til ændringer i pressens lyd under drift. Visuelle tegn på selve stansen, såsom metalfliser, sort eller smørfet smøremiddel eller synlig slid på skærekanter og pegerør, er klare indikatorer på, at der er behov for vedligeholdelse.
3. Kan ukorrekt vedligeholdelse beskadige en stans?
Absolut. Hvis vedligeholdelse forsømmes, fører det til overdreven slitage, komponentfejl og potentielt katastrofal skade på stansen. Ligeledes kan ukorrekt vedligeholdelse, såsom at fjerne for meget materiale under slibning, brug af forkert smøremiddel eller forkert anvendelse af shimme, ligeledes forringe ydeevnen, reducere stansens levetid og føre til dårlig kvalitet på delene.