 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Fejl i stansede stålreguleringsarme: En teknisk analyse

TL;DR
Fejl i stansede stålstyrarme skyldes primært metaludmattelse, en proces hvori revner opstår og vokser under gentagne cykliske belastninger. Disse fejl har ofte deres udgangspunkt i områder med høj spænding, såsom svejsesømme, som er iboende ved deres fremstillingsproces. Miljøfaktorer såsom korrosion og fysisk beskadigelse kan betydeligt fremskynde denne nedbrydning og dermed kompromittere komponentens strukturelle integritet og føre til endelig brud.
Metalurgi og Fremstilling af Stansede Stålstyrarme
Et stanset stål tværbjælke er en afgørende ophængskomponent, der fremstilles ved at stanse lag af højstyrke stålskiver til en ønsket form og derefter svejse dem sammen. Denne metode anvendes bredt i bilindustrien på grund af dens omkostningseffektivitet og effektivitet i masseproduktion, hvilket gør det muligt at fremstille stærke, men relativt lette dele. Processen gør det muligt at skabe komplekse geometrier, der kan optimeres for både styrke og pladsbehov i køretøjet.
Materialeegenskaberne for det anvendte stål er et kompromis mellem styrke, plastisk formevne og slagstyrke. Stål med højere brudstyrke giver fremragende stivhed, men kan have nedsat plastisk formevne, hvilket gør dem mere udsatte for sprødt brud under visse forhold. For eksempel kan nogle højstyrkestål blive sårbare over for udmattelsesbrud, når deres brudstyrke overstiger 1400 MPa. Valget af en bestemt stålkvalitet, som f.eks. højstyrkelegeret lavlegeret stål (HSLA), afhænger af ydelseskravene og de forventede belastningstilfælde for køretøjet.
For bilproducenter, der søger uomtvistet præcision inden for metalspænding, er specialiserede samarbejdspartnere afgørende. Shaoyi (Ningbo) Metal Technology Co., Ltd. yder omfattende løsninger, fra hurtig prototyping til masseproduktion, understøttet af IATF 16949-certificering og avancerede automatiserede faciliteter, som sikrer højkvalitets, omkostningseffektive komponenter.
Trots deres udbredte anvendelse har udskårne stålstyrede arme iboende fordele og ulemper:
- Fordele: De tilbyder et godt styrke-vægt-forhold, er billige at producere, og udviser ofte forudsigelige svigtformer, såsom bukning inden fuld brud, hvilket kan give en advarsel til operatøren.
- Ulemper: Svejsede sømme, selvom de er nødvendige ved konstruktionen, kan blive spændingskoncentrationspunkter. Desuden er stålmaterialet meget modtageligt over for korrosion (rodst), især i våde eller vejsaltede omgivelser, hvilket med tiden kan svække konstruktionen betydeligt.
Det er ligetil at identificere, om et køretøj er udstyret med påsvejste stålstyrestumper. En enkel test indebærer at placere en magnet på stumperen; hvis den hæfter, er komponenten lavet af enten påsvejst stål eller støbejern. For at skelne mellem de to vil et bank med en hammer på stumperen frembringe et ringende lyd fra påsvejst stål, mens støbejern vil give et dæmpet brag.
Analyse af rodårsag: Udmattelsessvigt i svejste komponenter
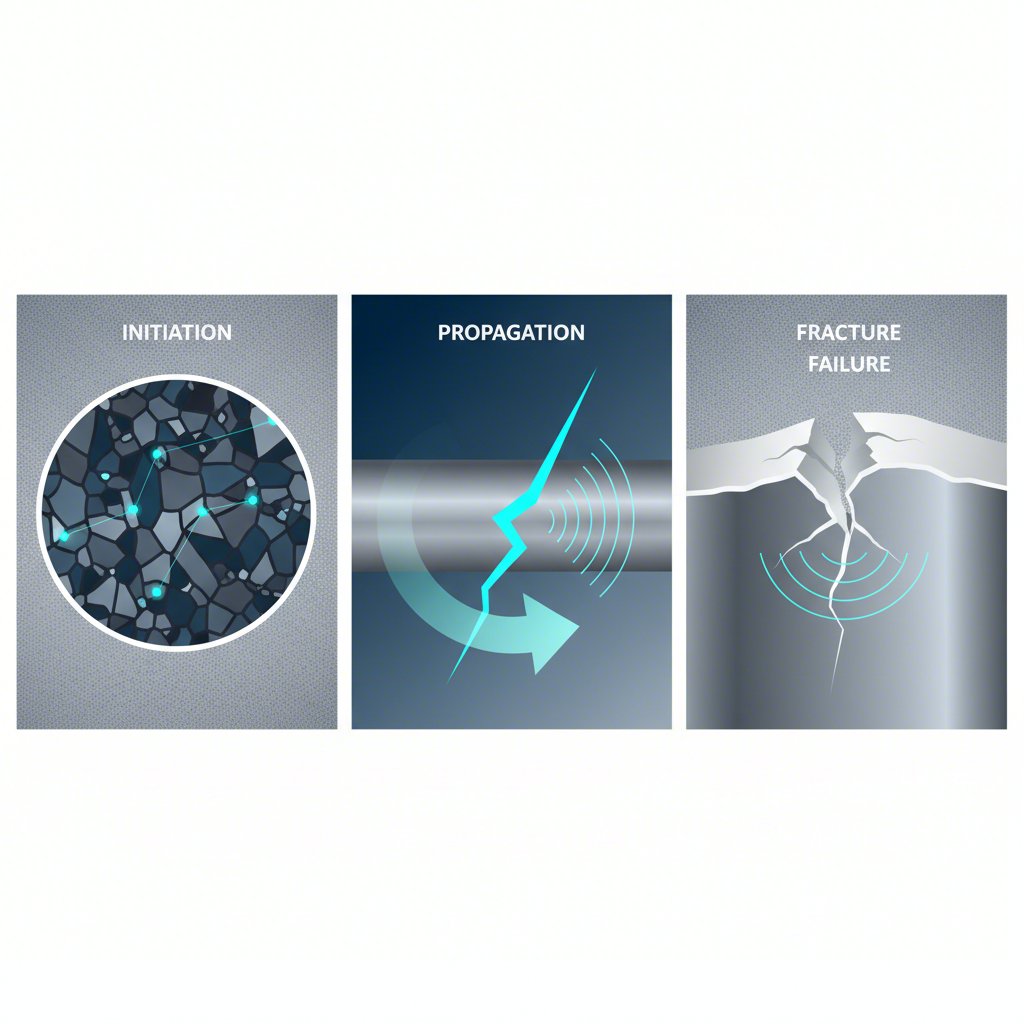
Den dominerende årsag til fejl i stamped steel tværbjælker er metaltræthed. Dette fænomen opstår, når et materiale udsættes for gentagne, cykliske belastninger – såsom dem, der opleves under kørsel – som er væsentligt lavere end materialets brudstyrke. Med tiden får disse cykliske spændinger mikroskopiske uregelmæssigheder i materialet, især nær svejsninger, til at opstå og udvikle sig til makroskopiske revner. Hele processen kan opdeles i tydelige faser.
- Revnedannelse: Mikroskopiske revner dannes ved punkter med høj spændingskoncentration. I stamped steel tværbjælker findes disse oftest ved starten eller slutningen af en svejsesøm, hvor varmen fra svejsning ændrer stålets mikrostruktur og kan indføre restspændinger.
- Revneudbredelse: Med hver belastningscyklus vokser den initierede revne langsomt. Udbredelseshastigheden afhænger af størrelsen på den cykliske spænding, komponentens geometri og materialets iboende modstand mod udmattelse. Nogle materialer viser en indledende periode med cyklisk forhårdning, efterfulgt af en længerevarende cyklisk mykning indtil brud.
- Endeligt brud: Til sidst vokser revnen til en kritisk størrelse, hvor det resterende tværsnit af materialet ikke længere kan bære den påførte belastning. Dette resulterer i et pludseligt og hurtigt brud af komponenten, hvilket kan føre til tab af køretøjskontrol.
Svejsede samlinger er særlig sårbare, fordi svejseprocessen selv kan introducere fejl som porøsitet og skabe en varmepåvirket zone (HAZ), hvor materialeegenskaberne adskiller sig fra grundmaterialet. Forskning, såsom fejlanalysen af en svejset automobils komponent beskrevet i en ScienceDirect publikation, konkluderer ofte at udmattelsesrevner opstår nær svejsesømmen på grund af disse faktorer. Ingeniører anvender avancerede programmer som CATIA til konstruktion og Hyperworks til spændingsanalyse for at forudsige udmattelseslevetid og optimere komponenttopologien, med det formål at mindske disse risici allerede fra den indledende designfase.
Miljømæssige og eksterne faktorer, der fremskynder svigt
Selvom udmattelse er den underliggende mekanisme, kan eksterne faktorer drastisk fremskynde svigtet af et stansket stål tværbjælke. Den mest betydningsfulde af disse faktorer er korrosion. Stanset stål er, medmindre det er korrekt overtrukket og vedligeholdt, meget modtageligt for rust, især i omgivelser med høj luftfugtighed eller udsat for vejssalt. Som en undersøgelse påpeger, er disse komponenter næsten sikre på at forringes, når de befinder sig i et vådt miljø. Rust nedbryder materialet, formindsker dets effektive tykkelse og skaber overfladeforkalkninger, der virker som spændingskoncentratorer og derved udgør ideelle startpunkter for udmattelsesrevner.
Fysisk skade forårsaget af vejskråll, huller i vejen eller upassende service kan også alvorligt kompromittere et tværbjælkes integritet. Et snit, dyb skramme eller en bulgning skaber et lokaliseret område med høj spænding. En stor del af styrken i en formede stålkonstruktion ligger i dens formede kanter og hjørner; skader i disse kritiske områder kan forstyrre den beregnede lastfordeling og skabe et svagt punkt. Denne skade udgør således en allerede eksisterende fejl, hvorfra en udmattelsesrevne kan sprede sig langt hurtigere end ellers ville være tilfældet.
Almindelig inspektion er afgørende for at identificere disse risici, inden de fører til brud. En grundig visuel kontrol bør udføres for at opdage følgende advarselstegn:
- Korrosion: Tjek efter tegn på rust, især boblende maling, flakkende metal eller dybe ruster i nærheden af svejsninger og kanter.
- Fysisk Skade: Søg efter buldringer, bukninger, dybe ridser eller revner, og læg særlig mærke til områderne omkring gummilejer og kuglelejer.
- Svejsningens Integritet: Undersøg svejsesømme for synlige revner eller tegn på adskillelse fra grundmetallet.
Diagnosticering af tværvognsaksel-havari: Symptomer og analyse
Identifikation af en defekt tværvognsaksel starter ofte med at genkende symptomerne under kørsel. Disse tegn indikerer, at en komponent i ophangssystemet er slidt eller beskadiget og ikke længere kan opretholde korrekt hjuljustering og stabilitet. Slidte lagre er en almindelig årsag, der fører til overmæssig bevægelse, hvilket viser sig som tydelige håndteringsproblemer. For eksempel kan nedbrudte lagre bidrage til styrestabilitet, og er en af flere faktorer, der kan føre til problemer som den berygtede "death wobble" – et voldsomt rysten af forhjulene, som ofte skyldes en kombination af slidte styre- og ophangskomponenter.
Et andet kritisk svaghedspunkt er kugleleddet. Lækkerier i tætninger kan tillade forurening at trænge ind i leddet, hvilket fører til slid og til sidst fejl. Et beskadiget kugleled kan helt løsrive sig, hvilket medfører en katastrofal tab af kontrol over hjulet. At forstå sammenhængen mellem et symptom og dets mekaniske årsag, er nøglen til korrekt diagnose.
Her er en opdeling af almindelige symptomer og deres sandsynlige årsager:
| Symptom | Sandsynlig årsag |
|---|---|
| Vibrationer eller rystelser i rattet | Slidte tværvognstagningers gummiknopper, der tillader overdreven spil. |
| Smæld eller poplyde i ujævne veje | Slidte kugleled eller løse/damagede gummiknopper. |
| Ustabil kørsel eller træk til den ene side | Bøjet tværvognstagning eller alvorligt slidte gummiknopper, der påvirker justeringen. |
| Ujævn dækslidning | Kronisk forkert justering forårsaget af en beskadiget eller slidt tværvognstagning. |
En systematisk diagnosticeringsproces kan hjælpe med at lokalisere problemet. Start med en visuel inspektion, som beskrevet tidligere. Derefter foretages en fysisk undersøgelse ved forsigtigt at løfte køretøjet og forsøge at bevæge hjulet vandret og lodret. Eventuelle markante løse sving eller smældelyde tyder sandsynligvis på slitage i kuglelejerne eller gummibjælkerne. Denne praktiske tilgang, kombineret med opmærksomhed på hør- og følelige symptomer under kørsel, giver en omfattende metode til at diagnosticere fejl i tværbjælke.

En proaktiv tilgang til komponentintegritet
Til sidst handler forståelsen af fejlanalyse af stansede stålvogne om mere end blot at reagere på et brud; det handler om proaktiv vurdering og erkendelse af samspillet mellem design, materialevidenskab og driftsbetingelser. For ingeniører indebærer dette kontinuerlig forbedring af produktionsprocesser, såsom forfinelse af svejseteknikker for at minimere restspændinger og mikrostrukturelle ændringer. For mekanikere og bil ejere fremhæver det betydningen af regelmæssige, detaljerede inspektioner for at identificere tidlige advarselstegn som korrosion eller fysisk skade, inden de eskalerer til kritisk svigt.
De indsigter, der opnås ved at analysere udmattelsesrevner, spændingskoncentrationer og miljørelateret nedbrydning, giver et klart grundlag for forbedring af køretøjssikkerhed og levetid for komponenter. Ved at anerkende de iboende sårbarheder i stansede og svejste stålkomponenter, især under barske forhold, kan forebyggende vedligeholdelse rettes mere præcist. Denne tekniske forståelse gør det muligt for fagfolk at træffe velovervejede beslutninger, uanset om det er i designfasen eller under almindelig service, og sikrer på den måde den fortsatte pålidelighed af disse afgørende ophængskomponenter.
Ofte stillede spørgsmål
1. Hvordan finder du ud af, om du har trykte stålvogte?
En enkel metode er at bruge en magnet. Hvis magneten hæfter til tværleddet, er det lavet af stål eller støbejern. For yderligere at skelne mellem dem, kan man forsigtigt banke på armen med en hammer. Et stanset stålarm vil typisk give et højere, ringende lyd, mens et støbejernsarm resulterer i et dæmpet smæld.
2. Hvad er den primære årsag til udmattelsessvigt i svejsede samlinger?
Den primære årsag til udmattelsesbrud i svejste samlinger er den cykliske påvirkning af belastninger, selv sådanne, der ligger under materialets flydestyrke. Disse gentagne spændinger får mikroskopiske fejl, ofte placeret i områder med høj spændingskoncentration som ved svejsens kant, til at vokse til større revner over tid og fører til komponentfejl.
kan dårlige tværvognslejesæt forårsage dødsrystelser?
Selvom dårlige tværvognslejesæt kan være en bidragende faktor til dødsrystelser, er de sjældent den eneste årsag. Dødsrystelser skyldes typisk en kombination af slidte eller løse styre- og ophængskomponenter, såsom tværstangen, kuglelejer eller styringsstænger. Slidte lejesæt kan forøge den samlede ustabilitet, som udløser problemet, men årsagen er typisk mere kompleks.