 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Væsentlig analyse af formbarhed for at forhindre fejl
TL;DR
Analyse af emneformbarhed er en afgørende ingeniørproces, der bruges til at vurdere et metals evne til at blive formet til en komponent uden defekter som halsdannelse eller revner. Den kombinerer fysiske test og avancerede computersimulationer for at forudsige, hvordan materialet vil opføre sig under stansprocessen. Disse forudsigende indsigter er afgørende for at optimere værktøjsdesign, reducere produktionsomkostninger og sikre, at den endelige del opfylder strenge kvalitetskrav.
Forståelse af emneformbarhed: Centrale begreber og betydning
I produktion henviser formbarhed til en metalplades evne til at gennemgå plastisk deformation og forme sig til en ønsket komponent uden at svigte. Processen med at vurdere denne evne kaldes formbarhedsanalyse af metalplader. Det er en grundpille i moderne metalstansning og giver ingeniører de nødvendige data til at mindske afstanden mellem en digital design og en vellykket fysisk fremstillet del. Hovedmålet er at forudsige og forhindre almindelige formeringsfejl, inden de opstår, og derved spare betydelig tid og ressourcer.
Vigtigheden af denne analyse kan ikke overvurderes. Uden den løber producenteren risikoen for at skulle arbejde med prøve-og-fejl-metoden, hvilket fører til høje affaldsprocenter, dyre værktøjsændringer og produktionsforsinkelser. Nøgdefekter, som formbarhedsanalyse hjælper med at forhindre, inkluderer snøring, som er den lokale tyndning af materialet, der sker lige inden brud, og revner, hvor materialet helt brister. Ved at forstå et materiale's grænser kan ingeniører designe mere effektive processer og vælge den rigtige legering til opgaven, idet de balancerer styrkekrav med fremstillingsmuligheder.
En grundig analyse giver mange fordele, der direkte påvirker virksomhedens rentabilitet og produktkvalitet. Ved at forudsige materialestrøm og spændingskoncentrationer sikrer analysen en robust og gentagelig produktionsproces. Dette er særlig vigtigt med den stigende anvendelse af avancerede højstyrke stål (AHSS) og aluminiumslegeringer, som tilbyder betydelig vægtbesparelse, men har mere komplekse formningsadfærd.
De vigtigste fordele inkluderer:
- Omkostningsreduktion: Minimerer behovet for dyre og tidskrævende omfremstillinger af stansværktøjer og reducerer materialebortfald fra defekte dele.
- Forbedret kvalitet: Sikrer, at komponenter fremstilles konsekvent og opfylder alle geometriske og strukturelle specifikationer.
- Hurtigere tid til markedet: Reducerer værktøjsprøvefasen ved at løse potentielle problemer i den virtuelle designfase.
- Materielle optimering: Gør det muligt at vælge og bruge lette, højtydende materialer med tillid, uden at ofre fremstillingsvenlighed.
- Øget Designfrihed: Gør det muligt at skabe mere komplekse og ambitiøse komponentform ved at give et klart overblik over materialebegrænsninger.
Nøglemetoder og tests til vurdering af formbarhed
Vurdering af plademateriales formbarhed indebærer en række tests, fra traditionelle mekaniske metoder til sofistikerede, berøringsfrie optiske systemer. Hver metode giver forskellige indsigter i, hvordan et materiale vil opføre sig under de spændinger, der opstår ved en omformningsproces. Valget af test afhænger ofte af materialet, delens kompleksitet og det nødvendige præcisionsniveau.
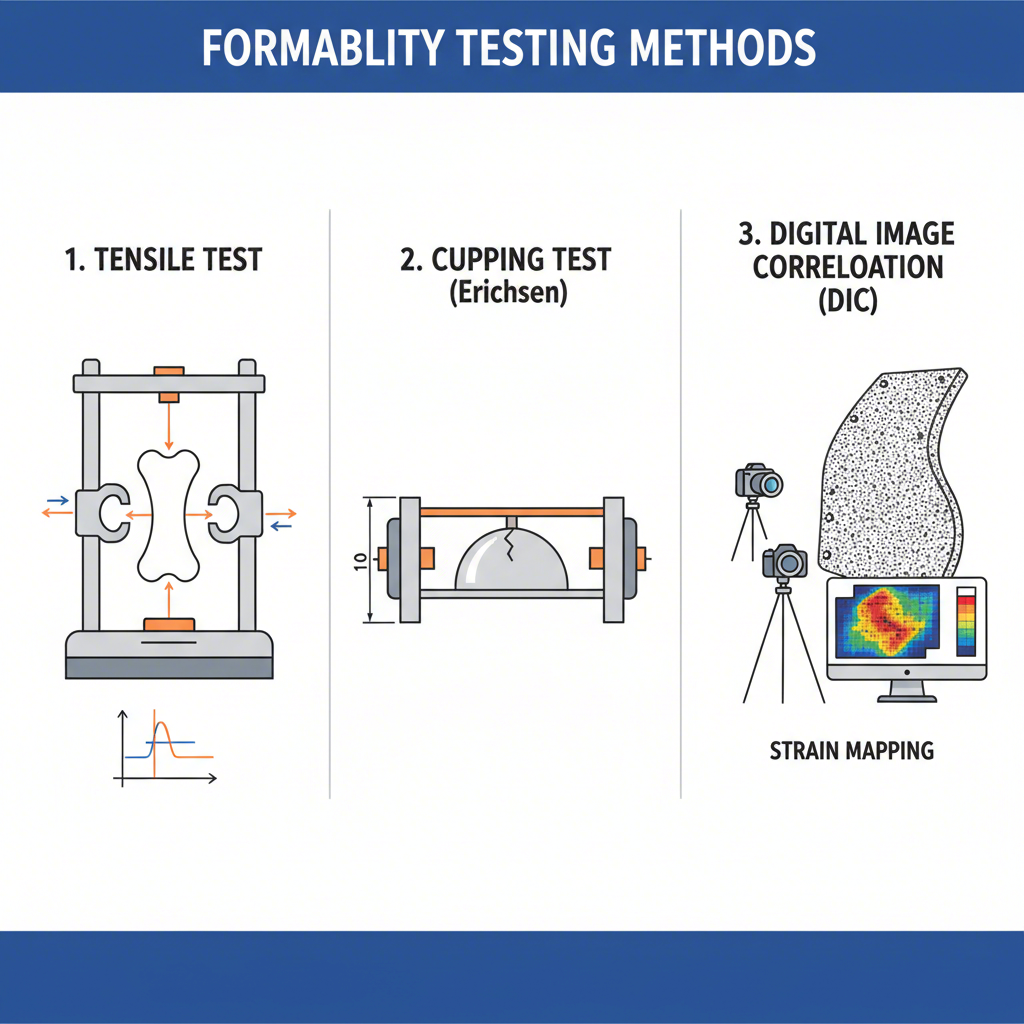
Traditionelle metoder starter ofte med træktest i én retning. Denne grundlæggende test trækker en materialeprøve, indtil den brister, og måler egenskaber som total forlængelse og formforstærkningskoefficienten (n-værdi). Selvom testen er enkel og billig, er dens hovedbegrænsning, at den kun måler spænding i én retning, mens de fleste virkelige stansoperationer omfatter komplekse, biaxiale (to-rettede) spændinger. For bedre at simulere disse forhold, anvender ingeniører testmetoder som Erichsen-kuplingstesten eller Nakajima-testen. I disse procedurer deformeres et fastspændt plademateriale til en kuppelformet form ved hjælp af et stempel, hvilket giver en mere realistisk vurdering af formbarheden under biaxial strækning.
I nyere tid har avancerede optiske 3D-målesystemer revolutioneret formbarhedsanalysen. Teknikker som Digital Billedkorrelation (DIC) giver et fuldfladet overblik over deformationen. I denne metode påføres et gitter- eller prikmønster på metalblanketten inden formning. Under stempelprocessen optager højopløselige kameraer billeder fra flere vinkler. Specialiseret software analyserer derefter, hvordan mønsteret er blevet deformerede, og beregner den nøjagtige største og mindste spænding over hele overfladen af emnet. Denne berøringsfrie metode leverer langt mere data end traditionelle tests og muliggør præcis identifikation af kritiske spændingsområder.
Følgende tabel sammenligner disse almindelige metoder:
| Testmetode | Hvad det måler | Fordele | Begrænsninger |
|---|---|---|---|
| Trækprøve | Forlængelse, styrke, n-værdi | Enkel, billig, standardiseret | Enakset spændingstilstand er ikke repræsentativ for de fleste formningsoperationer |
| Cupping / Bulge-test | Kuppelhøjde ved brud, biaxiale spændingsgrænser | Simulerer biaxiale strækforhold | Tidskrævende, giver begrænsede dataponter, kan påvirkes af friktion |
| Optisk 3D-analyse (DIC) | Feltudbredt 3D-deformation og formændring | Meget nøjagtig, omfattende data, uden kontakt | Kræver specialiseret udstyr og software |
Avanceret analyse: Modellering, simulering og fejlprognose
Ud over fysisk testning er de mest kraftfulde værktøjer i moderne formbarhedsanalyse computerbaseret modellering og simulering. Ved brug af finite element-metode (FEA)-software kan ingeniører oprette en virtuel repræsentation af hele stansprocessen. Dette inkluderer geometrien for værktøjerne, egenskaberne for pladematerialet samt procesparametre som friktion og blankholderkraft. Simulationen forudsiger derefter, hvordan pladematerialet vil strømme, strækkes og tyndes ud, når det formas til den endelige komponent.
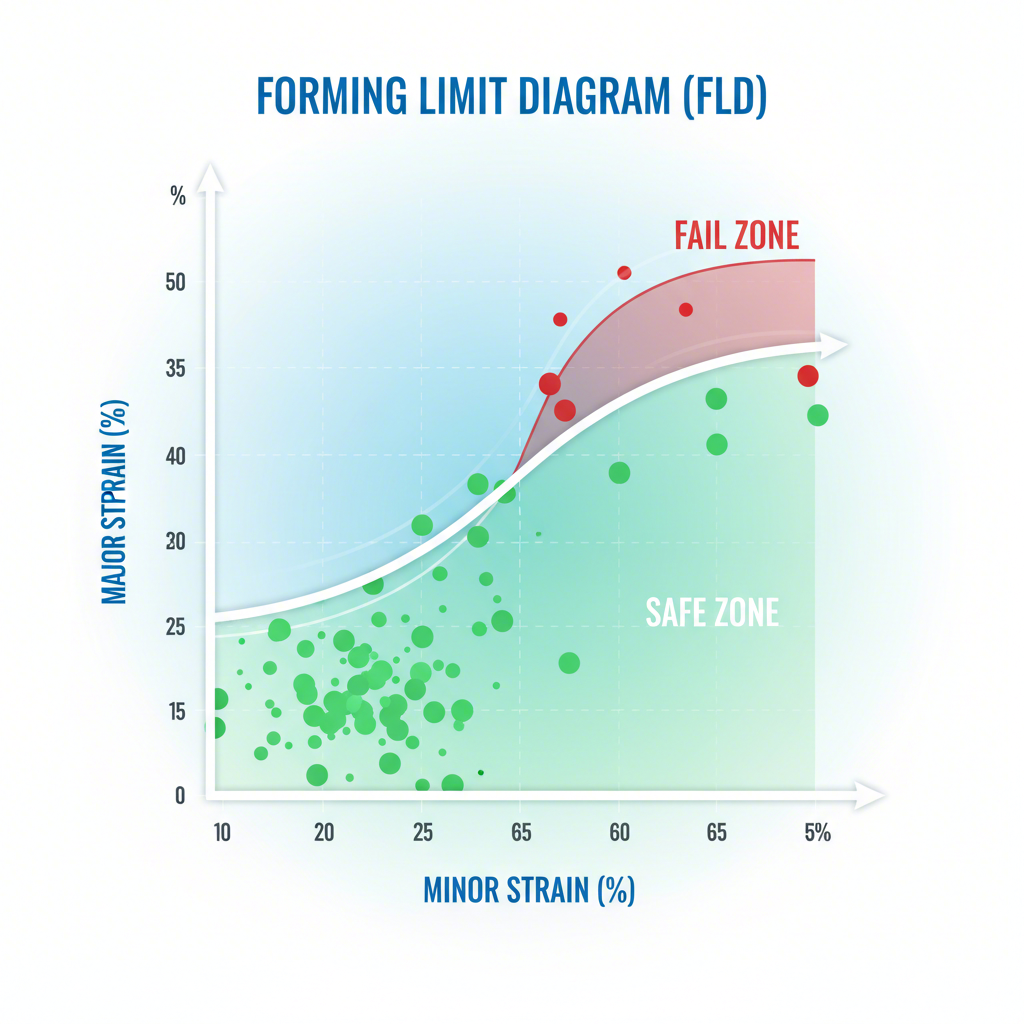
Et centralt element i denne simulering er formgivningsgrænsediagrammet (FLD). FLD er et diagram, der definerer det sikre produktionsvindue for et specifikt materiale. Det afbilder hoveddeformation i forhold til mindredeformation, med en grænselinje, der kendes som formgivningsgrænsekurven (FLC), som adskiller acceptabel deformation fra begyndelsen på indsnævringer og brud. Under en simulering beregner softwaren deformationsniveauet for tusindvis af punkter på emnet og afbilder dem på FLD. Hvis punkterne ligger over FLC, signalerer det en høj risiko for fejl i det pågældende område og kræver en ændring af designet.
Traditionel FLD har dog begrænsninger, især ved flertrins-formningsprocesser eller når der arbejdes med avancerede materialer. Som forklaret af branchens eksperter, kan faktorer som ikke-proportionel belastning (hvor deformationsvejen ændres under processen) og stabiliseringseffekterne ved bøjning over små radier ændre et materials reelle formbarhedsgrænse. Avancerede formbarhedsanalyser tager nu højde for disse effekter for at give mere præcise fejlprognoser for komplekse komponenter. Ledende producenter af komplekse dele, såsom eksperterne hos Shaoyi (Ningbo) Metal Technology Co., Ltd. , udnytter avancerede CAE-simuleringer for at sikre nøjagtigheden af bilindustriens stansværktøjer, hvilket markant reducerer gennemløbstider og forbedrer resultaterne for OEM'er og Tier 1-leverandører.
Fordele ved at inddrage simulering i designprocessen er betydelige:
- Virtuel prototyping: Reducerer behovet for kostbare og tidskrævende fysiske værktøjstests ved at løse problemerne på computeren først.
- Designoptimering: Gør det muligt for ingeniører at hurtigt teste forskellige komponentgeometrier, værktøjsdesign eller materialevalg for at finde den mest robuste løsning.
- Fejlprognose: Forudsiger nøjagtigt ikke kun revner og necking, men også problemer som rynkning, fjedring og overfladeforstyrrelser.
- Proceseffektivitet: Hjælper med at optimere parametre som blankform og presstonnage for at minimere materialeforbrug og energiforbrug.
Fortolkning af resultater og anvendelse af bedste designpraksis
Den sande værdi af formbarhedsanalyse af plader ligger i dens evne til at generere handlingsegne indsigter, der styrer ingeniørmæssige beslutninger. Outputtet fra simuleringer er typisk et farvekodet kort over emnet, hvor forskellige farver repræsenterer varierende niveauer af deformation eller tyndning. Grønne områder er generelt sikre, gult indikerer en marginal tilstand tæt på formningsgrænsen, og rødt fremhæver kritiske zoner med en høj sandsynlighed for fejl. Disse visuelle hjælpemidler giver ingeniører mulighed for straks at identificere problemområder.
Når en simulering markerer et potentielt problem, giver analysen de nødvendige data til at løse det. Hvis for eksempel en høj deformation koncentreres omkring et skarpt hjørne, vil designanbefalingen være at forøge radius for dette element. Dette fordeler deformationen over et større område og bringer den tilbage i den sikre zone. Ligeledes, hvis der forudsiges rynker i en flad plade, kan løsningen være at justere blankholderkraften eller tilføje trækbukke for bedre at styre materialestrømmen.
Denne datadrevne tilgang er en kerneværdi i Design for Produktion (DFM). Ved at inddrage formbarhedsprincipper i designfasens begyndelse kan ingeniører skabe komponenter, der ikke kun er funktionelle, men også effektive at producere. Denne proaktive tilgang undgår senere designændringer, som kan forsinke projekttidslinjer og budgetter.
Her er nogle vigtige designbedste praksisser, der er baseret på formbarhedsanalyse:
- Brug generøse radier: Undgå skarpe indvendige og udvendige hjørner, hvis det er muligt. Større radier er en af de mest effektive måder at forhindre lokal tyndning og revner på.
- Hold funktioner væk fra buer: Som generel retningslinje bør huller placeres mindst 2,5 gange materialets tykkelse plus bøjeradius væk fra en bøjelinje. Dette hjælper med at forhindre, at funktionen forvrænges under bøjningsprocessen.
- Inkludér udkastvinkler: For dybtrukne dele reducerer lette vinkler på lodrette vægge friktionen og den kraft, der kræves til formningen, hvilket nedsætter risikoen for sprækker.
- Angiv passende tolerancer: Brug geometrisk dimensionering og tolerancering (GD&T) til at definere acceptable grænser for fladhed, lige ud-løb og andre egenskaber, idet man er opmærksom på, at formningsprocessen vil medføre visse variationer.
- Rådfør dig med materialedata: Baser altid design og simuleringer på nøjagtige data om materialegenskaber, da formbarheden kan variere betydeligt, selv mellem forskellige kvaliteter af samme metal.
Ofte stillede spørgsmål
1. Hvad er et metals formbarhed?
Formbarhed er evnen for et plademetal at blive plastisk deformeret og formet til en komponent uden at udvikle defekter som revner eller necking. Den påvirkes primært af metallets ductilitet (evnen til at strække sig) og dets forstærkningsfænomener ved deformation, som påvirker, hvor jævnt det bliver tyndere under formning.
2. Hvad er almindelige formbarhedstests for plademetal?
Almindelige tests inkluderer den enakse træktest, som måler grundlæggende forlængelse og styrke; cupping-tests (f.eks. Erichsen, Olsen) og bulge-tests, som simulerer toakset strækning; samt moderne optiske 3D-analysesystemer uden kontakt (DIC), som giver et fuldt overfladestrain-kort.
3. Hvad er 4T-reglen i plademetal-design?
En almindelig designretningslinje angiver, at for at forhindre forvrængning skal en funktion som et hul placeres i en afstand på mindst 2,5 gange materialets tykkelse plus bøjeradiussen væk fra en bøjelinje. En '4T'-værdi anvendes nogle gange på nitter, men den fulde retningslinje er typisk 4 gange tykkelsen plus bøjeradiussen.
4. Hvad er GD&T for plader?
Geometrisk dimensionering og tolerancering (GD&T) er et symbolsprog, der anvendes på tekniske tegninger til at definere den tilladte variation i en dels geometri. For plader specificerer GD&T kritiske tolerancer for formfunktioner som fladhed, lige ud-løb og profil for at sikre, at den færdige formede del fungerer korrekt og passer ind i sin samling.