 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

EDM's afgørende rolle i præcisionsstøbning
TL;DR
Elektrisk udligningsmaskinering (EDM) spiller en uomgængelig rolle i moderne dies fremstilling. Det er en højpræcisions fremstillingsproces, der bruger kontrollerede elektriske gnister til at erodere og forme herdede metaller til komplekse og indviklede former. Denne teknologi er afgørende for produktion af holdbare, højnøjagtige værktøjer, injektionsforme og stansedies, som ofte er umulige at fremstille med konventionelle maskinbearbejdningsmetoder.
Forståelse af EDM: De grundlæggende principper
Elektrisk udligningsbearbejdning, ofte kaldet gnistbearbejdning, er en ikke-konventionel, ikke-kontaktproducerende fremstillingsproces baseret på termisk energi. I modsætning til konventionelle metoder, der bruger mekanisk kraft til at skære materiale, fjerner EDM materiale gennem en række hurtige, gentagne elektriske udladninger – eller gnister – mellem en elektrode (værktøjet) og et arbejdstykke. Begge komponenter er nedsænket i en dielektrisk væske, som virker som en elektrisk isolator, indtil en bestemt spænding nås.
Kernemekanismen starter, når en høj spænding påføres, hvilket får dielektrisk væske til at bryde ned og danne en plasma-kanal mellem elektroden og emnet. Dette skaber en intens gnist med temperaturer på mellem 14.500 og 21.500 °F, som øjeblikkeligt smelter og fordamper en mikroskopisk mængde materiale fra emnet. Når udledningscyklussen er slut, skylles de fordampede partikler (affald) væk fra bearbejdningssonen af den dielektriske væske. Denne cyklus gentager sig tusindvis af gange i sekundet og gradvist eroderer emnet, så det får samme form som elektroden eller følger en programmeret bane.
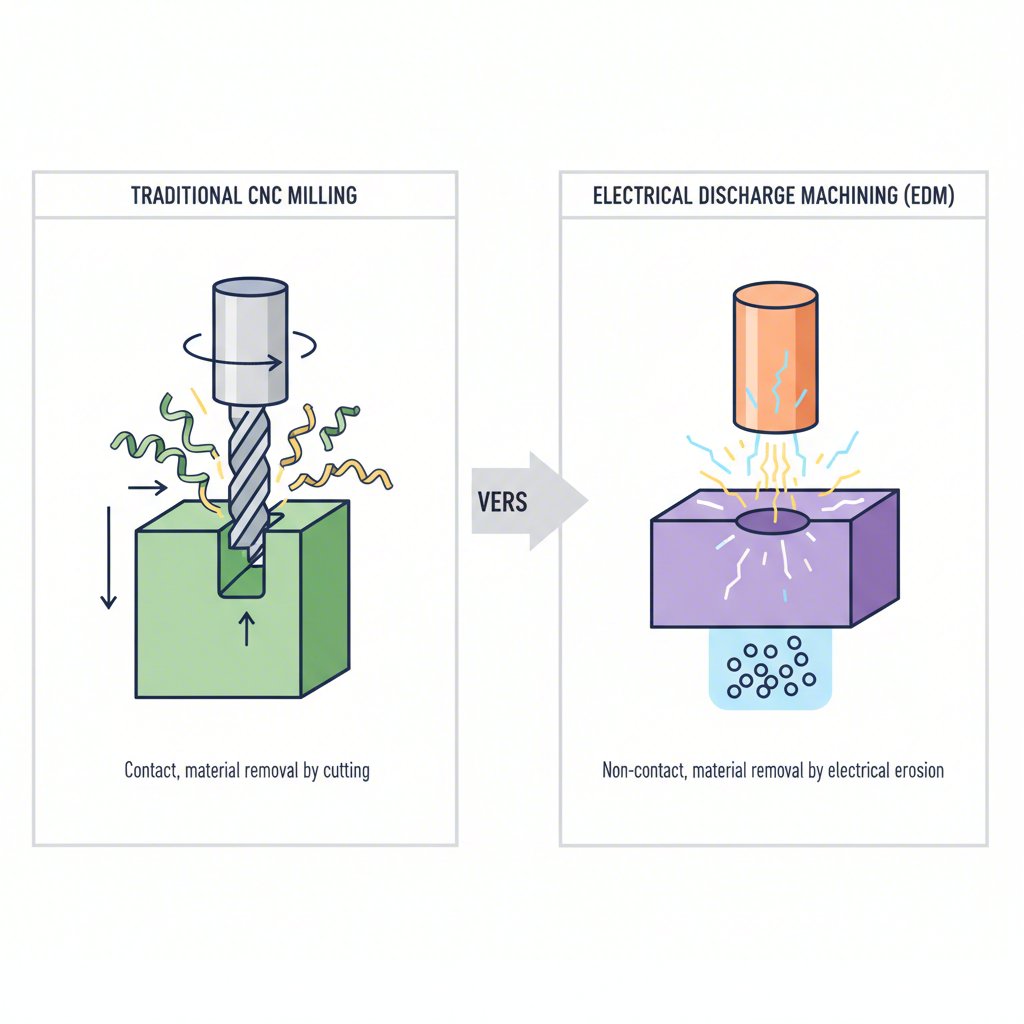
Denne proces adskiller sig grundlæggende fra traditionel CNC-fræsning eller -drejning. Da der ikke er noget fysisk kontakt mellem værktøjet og emnet, kan EDM bearbejde ekstremt hårde og seje materialer som herdet værktøjsstål, titanium og wolframkarbid med exceptionel præcision og uden at påføre mekanisk spænding. Denne evne gør det til en afgørende teknologi for applikationer, der kræver fine detaljer og stramme tolerancer, hvilket andre metoder ikke kan opnå.
EDM's afgørende rolle i fremstilling af højpræcisionsforme og støbeforme
I verdenen af værktøjs- og stempelfremstilling er præcision ikke blot et mål; det er et grundlæggende krav. EDM-teknologi er hjørnestenen i denne præcision, da den muliggør fremstilling afforme og stempel med en kompleksitet og nøjagtighed, der engang var utænkelig. Dens primære funktion er at producere indviklede detaljer såsom skarpe indvendige hjørner, dybe og smalle ribber samt komplekse hulrum, som ofte er umulige at skabe med konventionelle skæreværktøjer på grund af begrænsninger i værktøjets geometri og adgang.
Et af de mest betydningsfulde anvendelsesområder for EDM er produktionen af forme til plastinjektionsformning og stempel til metalstøbning og -dæmning. For eksempel i bilindustrien bygger fremstillingen af komponenter af høj kvalitet på perfekt udførte værktøjer. Ledende leverandører af skræddersyede automatiske stansningsstempel og metaldeleproduktion , såsom Shaoyi (Ningbo) Metal Technology Co., Ltd., anvender avancerede processer til at levere den nøjagtighed, som OEM'er og Tier 1-leverandører kræver. EDM er afgørende i denne sammenhæng for at skabe de holdbare, komplekse stansningsværktøjer, der formes af plademetal til bilkomponenter med fejlfri konsistens.
Desuden er EDM særligt velegnet til bearbejdning af materialer, der allerede er hærdede. Traditionelle processer kræver ofte, at et blødere materiale bearbejdes først, hvorefter det hærdes termisk – et trin, der kan føre til forvrængning og dimensionsmæssige unøjagtigheder. EDM-maskiner arbejder på præ-hærdede stållegeringer, hvilket eliminerer risikoen for deformation og sikrer, at det endelige værktøj eller støbeform overholder de strengeste tolerancer. Dette resulterer direkte i produkter af højere kvalitet, uanset om det er forbrugerplastvarer, medicinske implantater eller fly- og rumfartsdele, og sikrer samtidig en længere levetid for værktøjerne selv.
Vigtige EDM-teknikker til værktøjsfremstilling: Wire-EDM vs. Die-Sinking EDM
Skabelonfremstilling foregår primært ved to typer elektrisk udligningsbearbejdning, som hver især er velegnet til forskellige anvendelser: neddykning af skabeloner med EDM og tråd-EDM. At forstå forskellen mellem dem er nøglen til at forstå teknologiens alsidighed i en produktionsmiljø.
Neddykning af skabeloner med EDM , også kendt som stempel-EDM eller hulrum-EDM, bruger en specielt fremstillet elektrode, typisk fremstillet af grafit eller kobber, der er formet som en negativ af den ønskede geometri. Denne elektrode sænkes langsomt – eller 'neddykker' – i emnet, og de elektriske gnister æder materiale væk for at danne et hulrum, der afspejler elektrodens form. Denne metode er ideel til fremstilling af komplekse 3D-hulrum, blinde huller og detaljerede indtryk, som kræves til støbeforme og smedeskabeloner.
Tråd EDM , eller WEDM, fungerer mere som en højteknologisk sav. Den bruger en meget tynd, kontinuerligt tilført metaltråd (normalt af messing) som elektrode. Tråden føres langs en præcis, CNC-programmeret bane for at skære gennem hele emnets tykkelse og skabe indviklede 2D-profiler og former. Den er særdeles effektiv til fremstilling af stans, værktøjer og formstamper i tykke plader af herdet stål samt til produktion af dele med komplekse omridsninger og tætsiddende komponenter.
For at afklare, hvornår en formstempelmager vælger den ene frem for den anden, kan følgende sammenligning anvendes:
| Funktion | Die-Sinking (Ram) EDM | Tråd EDM |
|---|---|---|
| Elektrodtype | Solid, skræddersyet elektrode (grafit eller kobber) | Tynd, enfadet metallisk tråd (normalt af messing) |
| Primær Anvendelse | Fremstilling af 3D-hulrum, forme, blinde huller og komplekse afsætninger | Skæring af 2D-profiler, stans, formstamper og indviklede omridsninger igennem et emne |
| Geometri oprettet | Komplekse tredimensionelle negative former | Indviklede todimensionelle konturer, kegleformede former og gennemskæringer |
| Arbejdsstykkets interaktion | Elektroden synker ned i arbejdsstykket og danner en hulrum | Tråd passerer helt igennem arbejdsstykket for at skære en profil |
Kernefordele og fordele ved anvendelse af EDM i værktøjs- og stempelfremstillingsindustrien
Den udbredte anvendelse af EDM i værktøjs- og stempelfremstilling skyldes en unik række fordele, som direkte løser branchens mest kritiske udfordringer. Disse fordele går ud over simpel materialfjernelse og tilbyder bedre kvalitet, større designfrihed og højere effektivitet sammenlignet med traditionelle fremstillingsmetoder.
De mest betydningsfulde fordele inkluderer:
- Bearbejdning af ekstremt hårde materialer: EDM er uafhængig af materialets hårdhed, da dens mekanisme er termisk og ikke mekanisk. Det kan nemt bearbejde herdede værktøjsstål, wolframkarbid og eksotiske legeringer, som hurtigt ville sliddes ned eller være umulige at skære med konventionelle værktøjer.
- Dannelse af komplekse og indviklede geometrier: Da processen er uden kontakt, opstår der ingen skærekraft, der kan deformere delikate detaljer. Dette gør det muligt at fremstille skarpe indvendige hjørner, dybe og smalle neder, samt tynde vægge, som ikke kan opnås med fræsning.
- Uslåelig præcision og fin overfladefinish: EDM kan opnå ekstremt stramme tolerancer, ofte inden for +/- 0,0002 tommer. Processen kan fintunes for at skabe en glat overfladefinish, der minimerer eller helt eliminerer behovet for manuel polering, hvilket sparer betydelig tid og arbejdskraft.
- Ingen mekanisk belastning på emnet: Forklaringen på, at der ikke er direkte kontakt mellem værktøjet og emnet, er, at der ikke introduceres mekanisk spænding. Dette er afgørende for at opretholde den dimensionelle stabilitet af delikate eller tyndvæggede komponenter og forhindre krumning eller revner.
I sidste ende kombinerer disse fordele sig til, at EDM bliver en uundværlig teknologi for enhver moderne værktøjs- og stempelfremstiller. Den muliggør produktionen af værktøjer med højere kvalitet og længere levetid, som igen producerer bedre færdige dele, hvilket understreger dens afgørende rolle i konkurrencedygtige og risikorige industrier såsom luftfart, medicinsk og automobilproduktion.
Ofte stillede spørgsmål
1. Hvad er princippet bag die-sinking EDM?
Die-sinking EDM, også kendt som ram-EDM, fungerer ved at skabe en formet elektrode (ofte fremstillet af grafit eller kobber), som er den negative afhængning af den hulrum, der skal bearbejdes. Denne elektrode nedsænkes i en dielektrisk væske og føres mod emnet. Elektriske udledninger (gnister) opstår mellem elektroden og emnet, hvilket forårsager erosion af materialet for at skabe et afsæt, der nøjagtigt svarer til elektrodens form.
2. Hvad bruges en EDM-maskine til ved formning?
Ved formning anvendes EDM til at skabe de komplekse hulrum og funktioner i forhærdet værktøjsstål, som vil danne de endelige plast- eller metaldele. Det er afgørende for produktion af funktioner som dybe ribber, skarpe indvendige hjørner og indviklede strukturer, som er vanskelige eller umulige at opnå med traditionel CNC-fræsning. Denne præcision sikrer, at de endelige støbte dele opfylder nøjagtige specifikationer.
3. Hvad er rollen for EDM?
Den primære rolle for EDM er at forme og bearbejde elektrisk ledende materialer ved hjælp af termisk energi fra kontrollerede elektriske gnister. Det sættes især højt pris på for sin evne til at bearbejde meget hårde materialer med høj præcision, skabe komplekse geometrier uden mekanisk kraft og producere fine overflader. Dets hovedfunktion er materialefjernelse til applikationer, hvor konventionelle metoder ikke rækker til.
4. Hvad er EDM i CNC-bearbejdning?
EDM er en specialiseret type CNC (Computer Numerical Control) bearbejdning. Mens traditionel CNC-bearbejdning indebærer et skæreværktøj, der fysisk kommer i kontakt med og fjerner materiale, bruger CNC EDM en computerstyring til at føre en elektrode. CNC-systemet styrer elektrodens bevægelse (i wire- eller formskærings-EDM) for at generere gnister præcist der, hvor materiale skal fjernes, hvilket gør det muligt at automatisere fremstillingen af yderst komplekse og nøjagtige dele.