 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Foretrukne metalbearbejdningsshemer: Flere kriterier, der adskiller vindere fra angrebet
Forståelse af foretrukken metalbearbejdning og hvorfor det er afgørende
Når du søger metalbearbejdningsværksteder, bliver prisen ofte den afgørende faktor. Men her er det vigtige: Det billigste alternativ leverer sjældent den bedste langsigtede værdi. Her kommer begrebet foretrukken metalbearbejdning ind i billedet og transformerer, hvordan fremadstormende virksomheder tilnærmer sig deres metalbearbejdningspartnerskaber.
Foretrukken metalbearbejdning repræsenterer en strategisk fremstillingsmetode, hvor virksomheder vælger metalbearbejdningspartnere på baggrund af kvalificerende certificeringer, dokumenterede kompetencer og konsekvent pålidelighed i stedet for udelukkende at jage den laveste pris. Udtrykket "foretrukken" signalerer noget betydningsfuldt inden for industrielle fremstillingsprocesser. Det indikerer et verificeret og tillidsskabende samarbejde, der bygger på en historik af ydeevne og fælles engagement for fremragende kvalitet.
Hvad gør en metalbearbejdningspartner til en foretrukken partner
Hvad gør så en leverandør af præcisionsmetal til fremstilling til mere end blot en anden leverandør – og til en foretrukken leverandør? Forskellen ligger i flere afgørende faktorer, som indkøbschefer og ingeniører gennem erfaring har lært at prioritere.
En foretrukken metaltilfremstillingsselskab demonstrerer konsekvent kvalitet gennem certificerede processer og dokumenterede kvalitetsstyringssystemer. De opretholder transparente kommunikationskanaler og reagerer hurtigt, når udfordringer opstår. Måske vigtigst af alt betragter de din succes som deres egen succes og investerer i at forstå dine specifikke krav i stedet for at behandle hver ordre som en isoleret transaktion.
Stærke leverandørrelationer mindsker risici som forsyningskædeafbrydelser, prisvolatilitet og kvalitetsproblemer. Leverandører, der er engageret i en langsigtet partnerskabsaftale, er mere tilbøjelige til at prioritere dine behov og samarbejde aktivt om at løse eventuelle udfordringer, der måtte opstå.
Denne proaktive tilgang til risikostyring sikrer større stabilitet gennem hele dine fremstillingsoperationer – noget, der bliver uvurderligt, når produktionsfrister nærmer sig.
Skiftet fra leverandør til strategisk partner
Forskellen mellem transaktionelle og strategiske fremstillingspartnerskaber er markant. I et transaktionelt forhold indsender du en tegning, modtager et tilbud og håber på det bedste. Hvert projekt starter fra bunden uden betydelig kontekst om dine overordnede mål eller kvalitetsforventninger.
Strategiske partnerskaber fungerer anderledes. Din foretrukne fremstillingspartner forstår dine branchekrav, materialepræferencer og tolerancekrav uden behov for gentagne forklaringer. Uanset om du samarbejder med en integreret metalvarefabrik eller en specialiseret metalvarefabrik i Bay Area er kendetegnet for foretrukken status denne dybe fortrolighed med dine behov.
Overvej disse forskelle mellem de to tilgange:
- Transaktionel: Beslutninger baseret på pris, begrænset kommunikation, reaktiv problemløsning
- Strategisk: Valg baseret på værdi, vedvarende samarbejde, proaktiv kvalitetsforbedring
- Transaktionel: Behandles som én blandt mange anonyme kunder
- Strategisk: Anerkendes som en prioritetskonto med dedikeret support
For indkøbschefer, der håndterer flere leverandører, forenkler etablering af foretrukne relationer med pålidelige metalformningspartnere betydeligt driften. Du bruger mindre tid på at kvalificere nye leverandører, håndtere kvalitetsproblemer og gentagne gange forklare specifikationer. I stedet kan du fokusere på innovation og vækst, med tillid til, at dine formningsbehov håndteres af partnere, der virkelig forstår din virksomhed.
De følgende afsnit udforsker præcis, hvilke kriterier adskiller fremragende formningspartnere fra resten, og giver dig en praktisk ramme til at identificere og vurdere dine egne foretrukne leverandører.

Kerneprocesser inden for metalformning, der definerer kvalitet
At forstå, hvordan proceserne inden for pladebehandling fungerer, giver dig et betydeligt forspring, når du vurderer potentielle fremstillingspartnere. Hvorfor er dette vigtigt? Fordi udstyrets kapacitet og procesekspertise direkte afgør, om dine færdige dele opfylder specifikationerne – eller ender som dyr skrot. Lad os gennemgå de kerneprocesser, der adskiller kvalitetsfokuserede fremstillere fra dem, der skærer i hjørnerne.
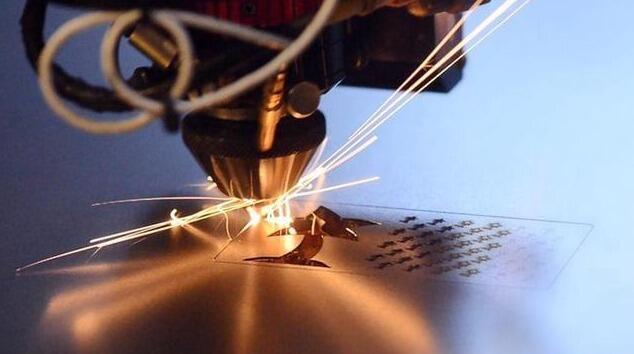
Forklaring af laserskæring og CNC-punchning
Forestil dig, at forsøge at skære intrikate mønstre i stål med kirurgisk præcision. Det er præcis det, moderne laserskæring opnår. Fiberoptiske lasersystemer koncentrerer intens lysenergi i en stråle, der er smalere end et menneskeligt hår, og fordamper materialet langs programmerede baner med tolerancer så små som ±0,1 mm. Når dit projekt kræver komplekse geometrier eller fine detaljer, leverer laserskæring en uslåelig kvalitet af kanter uden den mekaniske spænding, som andre skæremetoder introducerer.
CNC-tårnemaskine til stansning fungerer efter andre principper, men tilbyder klare fordele for specifikke anvendelser. Ifølge brancheforskning fra Jeelix overstiger moderne tårnstansmaskiner 1.000 slag pr. minut, og værkskift udføres på under et sekund. Dette gør dem ekstremt omkostningseffektive til dele, der kræver mange huller, ventilationslameller eller formede funktioner.
Her er det, der gør præcisionsfremstilling af pladeudskæringer ved hjælp af CNC-stansning særligt værdifuld:
- Tredimensionel formningsmulighed :Ud over flad skæring kan tårnstansmaskiner direkte i pladen fremstille fordybninger, udtræk, prægemærker og ventilationslameller
- Procesintegration Opgaver, der traditionelt kræver separate boring-, fræsning- eller stansoperationer, udføres i én enkelt opsætning
- Effektivitet i storproduktion: Når de kombineres med automatiserede indlæssystemer, kan disse maskiner køre fremstilling uden personaleovervågning døgnet rundt
- Materialerets fleksibilitet: Brugerdefinerede applikationer inden for pladefremstilling drager fordel af muligheden for at håndtere forskellige pladetykkelser og materialetyper
Professionelle fabrikationsoperationer med pladeudstyr kombinerer ofte begge teknologier strategisk. Laserudskæring håndterer komplekse konturer og tykke materialer, mens tårnpresning er fremragende til dele med mange huller og integreret omformning. At forstå, hvilken proces der passer bedst til dine specifikke behov, hjælper dig med at stille bedre spørgsmål, når du vurderer fremstillere.
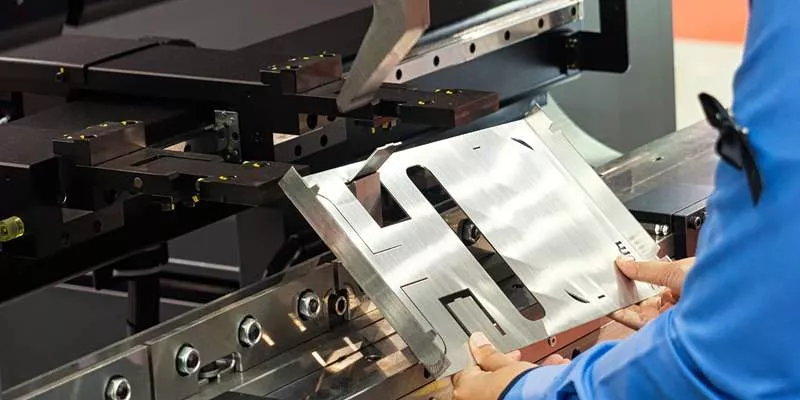
Bøjningsteknikker, der former dine komponenter
Når materialet er udklippet, omdanner bøjning flade plader til funktionelle tredimensionale dele. Pressebremseoperationer bruger matchede stempel- og døræsæt til at skabe præcise vinkler, og sofistikationen i denne proces overrasker ofte nybegyndere inden for metalbehandling.
Moderne CNC-pressebremses beregner automatisk bøjeforlængelse og kompenserer for materialeens springtilbage og tykkelsesvariationer. De vigtigste metalbehandlingsværktøjer i denne kategori omfatter:
- Luftbøjning: Den mest almindelige metode, som bruger kontrolleret stempeldybde til at opnå målvinkler med fleksibilitet til små justeringer
- Bundbøjning: Fører materiale fuldstændigt ind i dies for maksimal nøjagtighed ved kritiske tolerancer
- Møntprægning: Anvender ekstrem tryk for at fastsætte præcise vinkler permanent, ideelt til højpræcisionsanvendelser
- Roterende bøjeteknik: Eliminerer mærker på synlige overflader, hvilket er afgørende for arkitektoniske eller æstetiske komponenter
Når du vurderer fremstillere, skal du spørge om deres pressebremse-tonnagekapacitet og bagmåleusikkerhed. Disse specifikationer påvirker direkte, hvilken bukekomplicitet og materiale tykkelse de kan håndtere pålideligt.
Svejsemetoder, der definerer strukturel integritet
Svejsning forbinder dine fremstillede komponenter til færdige samlinger, og den anvendte metode påvirker både udseende og strukturel ydeevne betydeligt. Ifølge Robotics Tomorrow hjælper forståelsen af disse forskelle dig med at specificere den rigtige fremgangsmåde til din anvendelse.
TIG-svejsning (Gas Tungsten Arc Welding): Denne proces bruger ikke-forbrugelige wolframelektroder med ekseptionel varmetolerance, hvilket gør svejsning ved lave strømme mulig på materialer så tynde som 0,005 tommer. Brancher som luft- og rumfart, medicinsk udstyr samt bilindustrien er afhængige af TIG-svejsning på grund af dets fremragende kontrol og rene, præcise sømme. Når udseende og svejsekvalitet er afgørende, leverer TIG det ønskede resultat.
MIG-svejsning (Gasmetalbuesvejsning): Ved MIG-svejsning føres elektrodematerialet kontinuerligt gennem svejsepistolen, mens beskyttelsesgasser forhindrer forurening. Denne metode giver hurtigere aflejringshastigheder end TIG og er derfor ideel til produktionsmiljøer, hvor hastighed er afgørende. Kompromiset er en lidt mindre præcision ved mere skrøbeligt arbejde.
Punktsvejsning: Som en af de ældste svejseprocesser forbinder punktsvejsning to plader uden tilførsel af tilskæringsmateriale ved at anvende tryk og elektrisk strøm gennem formede kobber-elektroder. Dette genererer lokal varme på svejsepunktet. Metal-fab-b-vent-komponenter og HVAC-kanalsystemer bruger ofte punktsvejsning på grund af dens hastighed og egnethed til forbindelser mellem plader.
Hvorfor procesviden forbedrer partnerskabsvalg
Når du forstår disse kerneprocesser, bliver samtalerne med potentielle fremstillingspartnere langt mere produktive. Du kan stille konkrete spørgsmål om udstyrets kapacitet, opnåede tolerancer og procescertificeringer, hvilket afslører deres reelle ekspertiseniveau.
I stedet for at acceptere vagt formulerede garantier for kvalitet vil du kunne vurdere, om en fremstiller virkelig besidder de kompetencer, der kræves til dit projekt. Denne viden omdanner dig fra en passiv køber til en velinformeret partner, der kan samarbejde effektivt om designoptimering og fremstillingseffektivitet. Med denne grundviden om fremstillingsprocesser er du nu klar til at udforske, hvordan forskellige brancher anvender disse kompetencer til at opfylde deres særlige krav.
Branchespecifikke fremstillingskrav forklaret
Har du nogensinde undret dig over, hvorfor samme metalformningsleverandør måske udmærker sig inden for én branche, men har svært ved at leve op til kravene i en anden? Svaret ligger i de meget forskellige krav, som hver sektor stiller. En fremstiller af ventilationskanaler opererer i en helt anden verden end en, der fremstiller bilchassiskomponenter eller militært kvalificerede kabinetter.
At forstå disse branchespecifikke krav transformerer, hvordan du vurderer potentielle partnere. Når du kender de certificeringer, tolerancer og materialer, som din sektor kræver, kan du hurtigt identificere fremstillere med reel ekspertise i stedet for dem der blot påstår bredt kompetenceområde . Lad os udforske, hvad der gør hver større industri unik.
Standarder og certificeringer inden for bilfremstilling
Bilindustrien opretholder nogle af de strengeste fremstillingsstandarder inden for produktion. Hvis du indkøber komponenter til køretøjer, bliver forståelse af IATF 16949-certificering afgørende for din partnerudvælgelsesproces.
Hvad betyder IATF 16949 præcis for dine projekter? Ifølge OGS Industries bygger denne certificering på ISO 9001-kravene og tilføjer kritiske, bilindustri-specifikke elementer. Standarden sikrer overholdelse af principperne for slank produktion (lean manufacturing), fejlforebyggelse, reduktion af variationer og minimering af spild. For industrielle metalværksteder, der leverer til bilindustrien, signalerer denne certificering en fabrikators forpligtelse til konsekvent kvalitet – en kvalitet, som bilproducenter kræver.
Fordele ved samarbejde med IATF 16949-certificerede fabrikatorer omfatter:
- Konsekvente kvalitetsresultater: Produktionsprocesser overvåges og måles løbende for at maksimere produktiviteten
- Reduceret produktvariation: Forbedrede kvalitetsstyringssystemer sikrer, at metalværkstedprodukter opfylder kravene til højtydende køretøjer uanset anvendelse
- Pålidelig Leverancekæde: Denne internationalt anerkendte certificering fastsætter benchmarks for indkøb og skaber stærkere leverandørnetværk
- Fejlforebyggelse: Beviste processer for fremstilling, svejsning og efterbehandling minimerer fejl, samtidig med at de opfylder kravene til produktsikkerhed
Tolerankravene i bilapplikationer er særligt krævende. Ifølge EOXS-forskning kræver bilkarosserier typisk tykkeltolerancer på ±0,002" til ±0,003". Denne præcision sikrer korrekt montering på samlelinjerne, hvor selv mindste afvigelser forårsager betydelige problemer. Houston-metalværksteder, der leverer til bilsektoren, skal konsekvent opretholde dette præcisionsniveau i højvolumen-produktionsløb.
Krav til HVAC- og ventilationskomponenter
Lyd det, som om HVAC-fremstilling er simplere end bilproduktion? I nogle henseender er det faktisk tilfældet. HVAC-applikationer accepterer typisk bredere tolerancer, da kanalsystemer ikke udsættes for store strukturelle belastninger. Dette betyder dog ikke, at kvaliteten er mindre vigtig. Det betyder blot, at andre prioriteringer træder i forgrunden.
HVAC-specialiseret metalværksted fokuserer på:
- Materialevalg: Galvaniseret eller aluminiumbelagt pladestål (typisk 24 til 18 gauge) sikrer korrosionsbestandighed til indendørs luftbehandling
- Føjningsteknikker: Sømlasning og mekanisk befæstning skal skabe lufttætte forbindelser uden at kompromittere kanalens integritet
- Tolerancefleksibilitet: Standardtykkelsestolerancer på ±0,008" tager højde for fremstillingsvariationer, mens funktionsmæssig ydeevne opretholdes
- Volumeneffektivitet: Produktionshastighed prioriteres ofte, da HVAC-projekter kræver store mængder standardiserede komponenter
Den væsentligste forskel? HVAC-producenter optimerer for gennemløbshastighed og omkostningseffektivitet frem for ekstremt præcise tolerancer. Når du vurderer partnere til kanaler og ventilationskomponenter, bør fokus ligge på deres evne til at levere konsekvent kvalitet i stor skala frem for deres evne til at opnå præcision på astronautik-niveau.
Præcisionsspecifikationer for elektronikgehuse
Elektronikgehuse ligger et sted mellem HVAC-systemers mere løse tolerancer og bilindustriens strenge krav. Disse komponenter skal beskytte følsom udstyr mod miljøpåvirkninger samtidig med, at de leverer præcise monteringspunkter til indvendig hardware.
Kritiske overvejelser ved fremstilling af elektronikgehuse omfatter:
- EMI/RFI Skærmning: Gehuse kræver ofte specifikke jordforbindelsesfunktioner og tætte sømme for at forhindre elektromagnetisk interferens
- Termisk forvaltning: Ventilationsmønstre, monteringsflader til køleplader og materialevalg påvirker varmeafledning
- Dimensionelt nøjagtighed: Monteringspunkter til printkort (PCB), udskæringer til stikforbindelser og panelgrænseflader kræver typisk tolerancer mellem ±0,005" og ±0,010"
- Overfladekvalitet: Malerede eller pulverlakkerede gehuse kræver korrekt overfladeforberedelse for god adhæsion og god udseende
Mange metalbearbejdningstyper i denne sektor kræver yderligere kompetencer som silkskærming, montering af hardware og integration med pakninger eller tætningsmaterialer. En metalbearbejder, der specialiserer sig i elektronikgehuse, forstår disse sekundære processer som væsentlige dele af den komplette løsning.
Maritime og militære korrosionsbestandighedsstandarder
Når fremstillede komponenter udsættes for saltvand, ekstreme temperaturer eller kampforhold, stiger kravene til materialevalg og bearbejdning dramatisk. Maritime og militære anvendelser kræver det, der officielt kaldes "militærkvalitet"-materialer, som opfylder strenge specifikationer fra Forsvarsministeriet.
Ifølge Warner Brothers Foundry Company militærkvalitetsmetaller overholder MIL-SPEC-standarder, der verificerer pålidelig ydeevne under ekstreme forhold. Disse specifikationer definerer detaljerede ydeegenskaber, testprocedurer og kvalitetskrav, som materialer skal opfylde for militær brug.
Nøglekrav til fremstilling til marine- og militære formål omfatter:
- Korrosionsbestandige legeringer: Rustfrit stål i kvalitet 316L, specialiserede aluminiumslegeringer og titan sikrer langvarig holdbarhed i krævende miljøer
- MIL-SPEC-overensstemmelse: Standarder som MIL-DTL-5541 (kemiske konverteringsbelægninger) og MIL-A-8625 (anodisering) regulerer overfladebehandlinger
- Dokumentationskrav: Fuld materiale-sporelighed, certificerede testrapporter og overensstemmelsesdokumentation er obligatorisk
- Testning i ekstreme miljøer: Komponenter kan kræve salt-spray-testning, temperaturcykling og andre miljømæssige godkendelsesprocesser
Branchespecifikke krav til materialer og tolerancer
Følgende tabel giver en omfattende sammenligning af kravene på tværs af de største brancher. Brug denne som hurtig reference, når du vurderer, om en fremstilleres kompetencer svarer til din sektors krav:
| Branche | Nøglecertificeringer | Typiske tolerancegrænser | Almindelige materialer | Vigtige overvejelser |
|---|---|---|---|---|
| Automobil | IATF 16949, ISO 9001 | ±0,002 tommer til ±0,003 tommer | HSLA-stål, aluminiumlegeringer | Fejlforebyggelse, smidig produktion, konsistens ved stor produktionsmængde |
| HVAC | SMACNA-standarder, UL-godkendelse | ±0.008" | Forzinket stål, aluminiseret stål | Lufttætte sømme, korrosionsbestandighed, produktionseffektivitet |
| Elektronik | ISO 9001, UL/CE-overensstemmelse | ±0,005" til ±0,010" | Koldvalsede stål, aluminium | EMI-abskærmning, termisk styring, præcise monteringsfunktioner |
| Konstruktionsstål | AWS D1.1, AISC-certificering | ±0,010" til ±0,015" | A36-, A572-, A992-stål | Bæreevne, svejsekvalitet, dimensionsnøjagtighed |
| Luftfart | AS9100, Nadcap | ±0,001" til ±0,002" | 7075-aluminium, titanlegeringer | Vægtoptimering, udmattelsesbestandighed, fuld sporbarhed |
| Maritim/militær | MIL-SPEC, ISO 9001 | ±0,005" til ±0,010" | 316L rustfrit stål, marin-kvalitets aluminium | Korrosionsbestandighed, miljøkvalificering, dokumentation |
Når du vurderer partnere inden for industrielt metalstøbning, hjælper denne sammenligning dig med at stille målrettede spørgsmål. En fremstiller, der hævder ekspertise inden for din branche, bør demonstrere specifik viden om relevante certificeringer, typiske tolerancekrav og erfaring med materialehåndtering. Generiske kapacitetsangivelser uden branchespecifikke detaljer signalerer ofte begrænset praktisk erfaring.
Din branche's unikke krav bør styre dine kriterier for valg af partner. En fremstiller, der er perfekt egnet til HVAC-kanaler, mangler måske den nødvendige præcision eller certificeringer til bilkomponenter. Omvendt kan en værksted med fokus på luftfartsindustrien vise sig at være for omkostningskrævende til mindre krævende anvendelser. Ved at matche fremstillerens ekspertise med dine faktiske krav sikrer du dig den rette kvalitet uden at betale for evner, som du ikke har brug for.
Når du har et klart overblik over, hvordan branchekrav påvirker fremstillingsbehov, er næste logiske skridt at undersøge, hvordan beslutninger om materialevalg påvirker dine projekteresultater i enhver anvendelse.
Vejledning til materialevalg for metalformningsprojekter
Du har identificeret dine branchekrav og forstået, hvilke fremstillingsprocesser der passer til din anvendelse. Nu kommer en beslutning, der påvirker alt fra komponentens levetid til den samlede projektomkostning: hvilket materiale skal du specificere hvordan vælger man mellem kulstål, rustfrit stål og aluminium? Det handler ikke blot om at vælge det materiale, der ser bedst ud på papiret. Det kræver en forståelse af, hvordan hvert materiale opfører sig under de reelle forhold, som dine dele vil blive udsat for.
Tænk over det på denne måde: Et materiale, der er perfekt egnet til indendørs elektronikgehuse, kan fejle katastrofalt i marine miljøer. Den billigste mulighed i forvejen kan blive den dyreste valgmulighed, når tidlig korrosion tvinger udskiftning. Kvalitet i metalbearbejdning starter med velovervejede materialevalg, og denne guide giver dig rammeværket til at træffe disse beslutninger med selvtillid.
Stål mod rustfrit stål mod aluminium – beslutningsramme
Når du vurderer materialer til dit metalbearbejdningsprojekt, dominerer tre primære muligheder industrielle anvendelser. Hver af dem har tydelige fordele og begrænsninger, som direkte påvirker dit projekts succes. Lad os undersøge, hvad der gør hvert materiale unikt.
Blødt/stålkulstål: Arbejdshesten
Mildstål med et kulstofindhold på mellem 0,14 % og 0,20 % er stadig det mest udbredte materiale i metalbearbejdning. Ifølge Axis Fabrication , skyldes denne popularitet flere praktiske fordele.
Hvorfor vælge kulstål til dit projekt?
- Udmærket bearbejdningsmulighed: Lavt kulstofindhold gør materialet meget nemt at skære, bøje og svejse uden specialiseret udstyr eller teknikker
- Omkostningseffektivitet: Typisk den billigste mulighed blandt almindelige bearbejdningsmaterialer, hvilket strækker projektbudgetterne yderligere
- Overlegen svejseegenskaber: Mere formbart end rustfrit stål og reagerer forudsigeligt på almindelige svejseprocesser
- Udmærket duktilitet: Tillader komplekse omformningsoperationer uden revner eller springback-problemer
- God varmeoverførsel: Velegnet til anvendelser, der kræver termisk ledningsevne
Kulstål har dog en betydelig begrænsning: Det kræver beskyttende overfladebehandling for at forhindre korrosion. Uden galvanisering, maling eller pulverlak bliver blødt stål rustet ved kontakt med fugt. Dette gør det uegnet til marine omgivelser, udendørs installationer uden passende overfladebehandling eller enhver miljøtype med hyppig vandkontakt.
Typiske anvendelser omfatter bilpaneler, computerkapsler, konstruktionsdele og de fleste almindelige pladeprodukter, hvor dele får en beskyttende overfladebehandling.
Rustfrit stål: Korrosionsbestandighed og holdbarhed
Rustfrit stål indeholder mindst 10,5 % chrom, hvilket danner et selvgenoprettende oxidlag, der giver indbygget korrosionsbeskyttelse. Denne egenskab gør rustfrit stål uundværligt for bestemte anvendelser, hvor alle metalbearbejdningssystemer skal klare krævende forhold.
Nøglefordele ved rustfrit stål inkluderer:
- Indbygget korrosionsbeskyttelse: Ingen yderligere belægninger kræves for de fleste miljøer
- Østetisk tiltrækningskraft: Chromindholdet skaber en attraktiv glans, der er velegnet til synlige anvendelser
- Udmærket svedbarhed: Lettere at svejse end aluminium med forudsigelige resultater ved brug af almindelige teknikker
- Overlegen hårdhed: Langt mindre tilbøjelig til at bule, deformere eller ridse ved varme eller mekanisk påvirkning
- Varmebestandighed: Bevarer strukturel integritet ved høje temperaturer, hvilket gør det muligt at udføre rengøringsprocesser ved høje temperaturer
- Fødevarekvalitet: Godkendt til kontakt med fødevarer, hvor forebyggelse af forurening er afgørende
Den primære ulempe? Prisen. Afhængigt af legeringsmetaller som chrom, nikkel, mangan og silicium koster rustfrit stål typisk betydeligt mere end kulstofstål eller aluminium. Desuden har rustfrit stål den laveste styrke-til-vægt-ratio blandt almindelige fremstillingsmaterialer. Selvom det er ekstremt hårdt, er det også betydeligt tungt, hvilket kan være en afgørende faktor i vægtfølsomme anvendelser.
Typiske anvendelser omfatter udstyr til fødevareforarbejdning, medicinsk udstyr, komponenter til kemisk forarbejdning, husholdningsapparater samt enhver miljø, hvor der er tale om korrosive kemikalier eller hyppig rengøring.
Aluminium: Letvægtspræstation
Når vægtreduktion er afgørende, bliver aluminium det foretrukne materiale. Ifølge branchekilder leverer aluminium cirka halvdelen af ståls styrke ved kun en tredjedel af vægten, hvilket giver et fremragende styrke-til-vægt-forhold.
Fordele, der gør aluminium attraktivt for kvalitetsmæssige metalbearbejdningsprojekter:
- Betydelig vægtbesparelse: Reducerer komponentmassen markant uden at ofre den nødvendige styrke
- Naturlig korrosionsbestandighed: Danner en beskyttende oxidlag uden yderligere overfladebehandling i mange miljøer
- Udmærket varmeledningsevne: Ideelt til køleplader, varmevekslere og termisk styringsapplikationer
- Elektrisk ledningsevne: Anvendeligt til applikationer, der kræver strømtransport
- Høj formbarhed: Generelt mere formbart og elastisk end stål, hvilket gør det velegnet til komplekse omformningsprocesser
- Prispositionering: Afhængigt af kvalitet er det ofte billigere end rustfrit stål, samtidig med at det giver korrosionsbestandighed
Aluminium stiller dog visse udfordringer. Stål er langt hårdere, hvilket betyder, at aluminium mere nemt kan blive forvrænget, deformeres eller ridset ved varme over 204 °C (400 °F) eller betydelig mekanisk påvirkning. Den høje termiske ledningsevne, som er en fordel i varmeoverførselsapplikationer, gør aluminium sværere at svejse og kræver specialiserede teknikker. Desuden reagerer aluminium med fødevarer, hvilket kan ændre farve og smag, og gør det derfor uegnet til direkte kontakt med mad.
Typiske anvendelser omfatter flyskroge, bilkomponenter, hvor vægtreduktion forbedrer brændstofeffektiviteten, elektroniske omslag og enhver anvendelse, hvor forholdet mellem styrke og vægt er afgørende.
Materialeegenskaber, der påvirker dit projekt
At træffe en velovervejet materialebeslutning kræver sammenligning af specifikke egenskaber med dine projektkrav. Følgende metalformningstabel giver en omfattende sammenligning på tværs af afgørende faktorer:
| Ejendom | Blød-/kulstofstål | Rustfrit stål | Aluminium |
|---|---|---|---|
| Styrkeklasse | Høj (grundreference) | Høj til meget høj | Moderat (halvdelen af stålstyrken) |
| Korrosionsbestandighed | Dårlig (kræver belægning) | Udmærket (indbygget) | God (pH-afhængig) |
| Vægtfaktor | Tung (grundreference) | Hårdt | Let (en tredjedel af stålvægten) |
| Prisfaktor | Laveste | Højeste | Moderat |
| Svejsbarhed | Fremragende | God | Udfordrende (kræver ekspertise) |
| Bearbejdelighed | God | Moderat | Fremragende |
| Formbarhed | Fremragende | God | Fremragende |
| Varmetolerance | God | Fremragende | Dårlig (bøjer ved temperaturer over 400 °F) |
| Bedste anvendelser | Konstruktionsdele, bilpaneler, almindelig formning | Fødevareforsyning, medicinsk brug, kemisk forarbejdning, maritime anvendelser | Luft- og rumfart, vægtkritiske automobilapplikationer, termisk styring |
Ifølge Industrial Metal Supply kræver valget af det bedste materiale en vurdering af projektets behov i forhold til hver legerings egenskaber. De grundlæggende egenskaber, der skal vurderes, omfatter trækstyrke, korrosionsbestandighed, svejseegenskaber, bearbejdningsvenlighed og formbarhed.
Praktiske beslutningskriterier
Når du står ved beslutningspunktet, skal du overveje følgende projektspecifikke faktorer:
- Miljøpåvirkning: Udsættes komponenterne for fugt, saltstøv, kemikalier eller udendørs forhold? Rustfrit stål eller aluminium udmærker sig typisk bedre end ubehandlet kulstofstål
- Belastningskrav: I applikationer inden for tung metalbearbejdning, hvor maksimal styrke kræves, foretrækkes ofte stålsorter, mens vægtfølsomme konstruktioner drager fordel af aluminiums styrke-til-vægt-fordele
- Budgetbegrænsninger: Kulstofstål er det billigste materiale, men tag også færdigbehandlingens omkostninger i betragtning. Rustfrit ståls højere startomkostning kan vise sig at være økonomisk fornuftig, når korrosionsbeskyttelsen eliminerer behovet for belægning
- Temperaturpåvirkning: Anvendelser, der involverer varmeskift eller forhøjede temperaturer, favoriserer rustfrit ståls stabilitet frem for aluminiums tilbøjelighed til at blive forvrænget
- Krav til udseende: Synlige komponenter drager fordel af rustfrit ståls naturlige æstetik eller aluminiums evne til at modtage anodiserede og dekorative overfladebehandlinger
- Overholdelse af lovgivningen: Kontakt med fødevarer, medicinsk udstyr og visse industrielle anvendelser kræver specifikke materialeklasser uanset andre faktorer
Bemærk, at sammenligninger af korrosionsbestandighed mellem rustfrit stål og aluminium afhænger af miljøforholdene. Aluminium giver bedre korrosionsbestandighed ved pH-værdier omkring 4–6, mens rustfrit stål yder bedre ved pH-værdier over 10. Aluminium korroderer hurtigt under stærkt sure forhold.
Din materialevalg påvirker også kravene til fremstillingssammenarbejdspartnere. En værksted, der er fremragende til TIG-svejsning af rustfrit stål, kan mangle erfaring med aluminiums specialiserede svejsekrav. Omvendt kan værksteder, der fokuserer på tunge metalbearbejdninger af tykke kulstofstålplader, ikke kunne levere den præcision, som luft- og rumfartskomponenter i aluminium kræver.
At forstå disse materialeegenskaber stiller dig bedre til at føre mere produktive samtaler med potentielle fremstillingssammenarbejdspartnere. I stedet for at acceptere det materiale, en fremstiller anbefaler, kan du specificere krav baseret på de reelle projektbehov og vurdere, om deres kompetencer matcher dit materialevalg. Denne viden bliver særligt værdifuld, når man sammenligner tilpasset fremstilling med seriefremstilling, hvilket vi vil udforske næste.
Tilpasset fremstilling versus seriefremstilling
Du har valgt dit materiale og forstår din branche's krav. Nu opstår et grundlæggende spørgsmål: Skal du vælge specialfremstilling af metal til dit unikke projekt, eller er din produktionsmængde så stor, at det retfærdiggør serieproduktion? Denne beslutning påvirker alt fra stykpriser til leveringstider og kvalitetskonsekvenser. Overraskende nok nævner mange fremstillere begge muligheder uden at forklare, hvad der faktisk adskiller disse tilgange.
Tænk på det på denne måde. Specialfremstilling ligner at få en jakke syet specielt til dig. Serieproduktion svarer mere til at købe samme model fra hylden i tusindvis af eksemplarer. Begge muligheder har deres plads, og den rigtige valg kan gøre forskellen mellem projektsucces og budgetoverskridelser.
Når specialfremstilling giver mening
Brugerdefineret metalbearbejdning omfatter fremstilling af enkelte genstande eller små serier for at opfylde specifikke krav. Ifølge EDCO Fabrication leverer denne fremgangsmåde præcis det, du ønsker, med ekstraordinær fleksibilitet i design og produktion.
Hvorfor vælge brugerdefineret fremstilling til dine metalprojekter?
- Prototypeudvikling: Når du tester et nyt designkoncept, giver brugerdefineret fremstilling mulighed for hurtig iteration uden dyre investeringer i værktøjer
- Specialiserede anvendelser: Unikke udstyrskomponenter, reservedele til ældre systemer eller engangsløsninger kræver tilpassede løsninger
- Lavt volumenkrav: Ordrer på få dusin eller hundrede enheder begrundes sjældent økonomisk ved produktionstoolingomkostninger
- Komplekse Geometrier: Komplekse designs, der kræver manuel ekspertise og dømmekraft under fremstillingen
- Hurtige designændringer: Projekter, der stadig udvikles, drager fordel af fleksibiliteten til hurtigt at justere specifikationerne
Fleksibiliteten, der er indbygget i tilpasset fremstilling, viser sig meget fordelagtig, når markedstendenser eller kundens præferencer ændrer sig. Da justeringer undervejs er relativt enkle at foretage, forbliver dine produkter konkurrencedygtige uden behov for dyre ombygninger af produktionsudstyr. En værksted til fremstilling af pladeemner, der specialiserer sig i tilpasset arbejde, har typisk alsidigt udstyr, der kan håndtere mange forskellige projekter i stedet for optimerede produktionsceller.
Kvalitetskontrollen opnår ofte et højere niveau i miljøer med tilpasset fremstilling. Da fokus ligger på unikke, individuelle genstande, lægger fremstillerne større vægt på detaljer gennem hele processen. Den praktiske tilgang resulterer i overordentlige færdige produkter, når specifikationerne kræver en præcision, som automatiserede systemer måske overser.
Dog tilpassede fremgangsmåder medfører kompromiser. Stykpriserne er højere, fordi opsætningstiden fordeler sig på færre dele. Leveringstiderne kan blive længere, da hvert projekt modtager individuel opmærksomhed. Og konsistensen mellem partier afhænger i høj grad af operatørens færdigheder og dokumentationskvaliteten.
Opscalering fra prototype til masseproduktion
Produktionsfremstilling skaber store mængder identiske varer med bemærkelsesværdig effektivitet. Når din metalbearbejdningsejendom kører den samme del gentagne gange, falder omkostningerne markant, mens konsistensen forbedres.
Nøglefordele ved produktionsfremstilling inkluderer:
- Omkostningseffektivitet i stor skala: Opsætningsomkostninger og investeringer i værktøjer amortiseres over tusindvis af enheder, hvilket betydeligt sænker stykprisen
- Hurtigere levering: Optimerede processer og dedikerede værktøjer betyder, at varer er hurtigt tilgængelige for at imødegå stigninger i efterspørgslen
- Standardiseret ensartethed: Kunderne ved præcis, hvad de kan forvente ved hver køb, hvilket bygger tillid og mærkevarelojalitet
- Reduceret arbejdskraftindhold: Automatisering og optimerede arbejdsgange minimerer håndtering og operatørindgreb
- Forudsigelig kvalitet: Statistisk proceskontrol og automatisk inspektion sikrer stramme tolerancer gennem hele produktionsløbet
Dynamiske metalformningsoperationer udmærker sig, når projekter overgår fra prototype til seriefremstilling. Denne proces kræver omhyggelig planlægning for at undgå overraskelser, der sætter mange fremstillingsprogrammer ud af kurs.
Ifølge All Metals Fabrication er prototyper optimeret for hastighed og form, mens produktionen skal optimeres for gentagelighed, kapacitet og omkostning pr. enhed. Denne fundamentale forskel skaber typiske uoverensstemmelsesområder, herunder tolerancekrav, materialeudnyttelse og procesvalg.
Den komplette kunderejse
At forstå, hvordan projekter bevæger sig fra idé til levering, hjælper dig med at samarbejde mere effektivt med formningspartnere:
- Idé og design: De første specifikationer, materialevalg og krav til ydeevne defineres
- DFM (Design for Manufacturability) gennemgang: Erfarede fremstillere vurderer design for produktionens gennemførlighed og foreslår ændringer, der reducerer omkostningerne eller forbedrer kvaliteten uden at kompromittere funktionen
- Prototyperingsfasen: Custom Metal Fab Inc.'s operationer fremstiller indledende prøveemner til form-, pasnings- og funktionsprøvning
- Designforbedring: Feedback fra prototyper fører til justeringer af specifikationerne, inden der investeres i produktionsværktøjer
- Produktionsplanlægning: Fastgørelsesdesign, procesdokumentation og kvalitetskontrolprocedurer etableres
- Førsteartsinspektion: De første produktionsdele gennemgår en omfattende verificering i henhold til specifikationerne
- Volumenproduktion: Godkendte processer kører i målvolumener med løbende kvalitetsovervågning
- Kontinuerlig forbedring: Produktionsdata driver forbedringer, der reducerer omkostningerne og forbedrer kvaliteten over tid
DFM-understøttelsesfasen kræver særlig opmærksomhed. Små designvalg, der er usynlige i en enkelt prototype, kan forøge omkostningerne, forlænge cykeltiden og destabilisere produktionen, når du skalerer op til seriefremstilling. At adoptere en "prototype med produktionsformål"-tankegang betyder at bygge prototyper ved hjælp af de materialer, tykkelsesangivelser og værktøjsantagelser, der forventes i produktionen. Når dette ikke er muligt, reducerer det dokumentation af, hvor prototyperne adskiller sig, samt krav om en delta-gennemgang sammen med produktionen betydeligt antallet af senere revisioner.
Kritiske overvejelser for hver fremgangsmåde
Når du vælger mellem brugerdefineret og seriefremstillet fremstilling, skal du vurdere disse faktorer i forhold til din specifikke situation:
| Fabrik | Skræddersyet fremstilling | Produktionsfabrikation |
|---|---|---|
| Opsætningsomkostninger | Minimal investering i værktøjer | Betydelige udgifter til fastgørelsesudstyr og værktøjer |
| Stykkpris | Højere (opsætningsomkostninger fordelt på færre dele) | Lavere (amortiseret over seriemængden) |
| Leveringstid | Variabel, afhængig af projektet | Forudsigelig, når den først er etableret |
| Designfleksibilitet | Høj (ændringer kan nemt implementeres) | Lav (ændringer kræver ombygning af værktøjer) |
| Sammenhæng | Afhængig af operatør | Processtyret |
| Ideal Oplag | typisk 1–500 enheder | typisk 1.000+ enheder |
Budgetbegrænsninger spiller en betydelig rolle for denne beslutning. Brug af tilpasset fremstilling, der fokuserer på unikhed og kvalitet, er dyrere pr. enhed. Ved fremstilling af store mængder er produktionsfremstilling langt mere omkostningseffektiv. Break-even-punktet varierer dog betydeligt afhængigt af reservedelens kompleksitet, materialeomkostninger og krævede tolerancer.
Markedsbehov og produktkompleksitet påvirker også valget. Et stort behov for noget simpelt og standardiseret peger mod produktionsmetoder. Niche-markeder med komplekse, specialiserede behov drager fordel af den fleksibilitet, som tilpasset fremstilling tilbyder. En vurdering af kundens forventninger, ønskede tidsrammer samt dine egne muligheder for at levere til tiden uden at overskride budgettet hjælper med at afklare, hvilken fremgangsmåde der bedst passer til din situation.
Med denne forståelse af, hvordan tilpassede og seriemæssige fremgangsmåder adskiller sig, er du nu rustet til at kommunikere mere effektivt med potentielle fremstillingspartnere. Den næste overvejelse vedrører, hvor fremstillingen finder sted, da geografisk placering medfører sine egne fordele og udfordringer for din produktionstrategi.

Indenlandsk versus global sourcing af metalformning
Du har afgjort, om tilpasset eller seriemæssig formning bedst opfylder dine behov. Nu kommer en anden strategisk beslutning, der påvirker hele din leveringskæde: Hvor skal din foretrukne metalformningspartner være placeret? Dette spørgsmål går ud over simple omkostningsberegninger. Geografisk placering påvirker alt fra kommunikationseffektivitet til sikkerheden af din intellektuelle ejendomsret, og den rigtige valgmulighed afhænger helt af dine specifikke projektkrav.
Her er virkeligheden. Både national og international produktion kan levere fremragende resultater, når de tilpasses de rigtige anvendelser. Udfordringen består i at forstå, hvilke faktorer der er mest afgørende for din situation, og vurdere potentielle partnere ud fra dette. Lad os undersøge, hvad hver tilgang tilbyder, og hvor kompromiserne opstår.
Vurdering af fordelene ved national produktion
Når du søger efter en metalbearbejdningsservice i nærheden af mig, giver nærhed fordele, der rækker langt ud over bekvemmelighed. Ifølge EOXS-forskning , opfylder amerikanske metaller strenge branchestandarder fra ASTM, ASME og API og leveres hurtigere uden forsinkelser som følge af internationale fragtforsendelser.
Amerikanske metalbearbejdningsoperationer tilbyder flere tydelige fordele:
- Kortere leveringstider: Eliminering af tværoceanisk fragt fjerner uger eller måneder fra leveringstidslinjerne og gør det muligt at fuldføre projekter hurtigere
- Direkte kvalitetskontrol: Du kan besøge faciliteterne personligt, observere produktionsprocesserne direkte og løse kvalitetsproblemer øjeblikkeligt
- Kommunikationseffektivitet: Samme tidszoner og fælles sprog eliminerer oversættelsesproblemerne, der plager internationale partnerskaber
- Lavere lagerkrav: Hurtig genopfyldningskapacitet reducerer behovet for at opbygge lager af komponenter som forsikring mod potentielle forsinkelser
- Overholdelse af lovgivningen: Projekter, der kræver overholdelse af Buy America Act eller offentlige certificeringer, kræver national sourcing
Både sydlige og nordlige metalformningsdriftsanlæg drager fordel af et veludviklet infrastrukturgrundlag og kvalificerede arbejdskraft. Ifølge Trison Wells forskning , giver national produktion strengere kvalitetskontrol og eliminerer fragtrelaterede komplikationer, som internationale alternativer medfører.
Den uSA's undersøgelse af reshoring i 2025 afslører, at 95 % af OEM’er var fuldt ud eller delvist tilfredse med deres reshoring-resultater. De vigtigste årsager, som producenterne fremhævede for at flytte produktionen hjem, omfattede placering af produktionen tæt på ingeniørarbejdet (45 %), reduktion af fragt- og toldomkostninger (45 %) og undgåelse af geopolitiske risici (38 %).
Hurtig prototyping drager betydelig fordel af lokale samarbejdsforhold. Når din amerikanske leverandør af metaldele til specialanvendelse opererer i nærheden, forkortes iterative designcyklusser markant. Du kan modtage prototypedele, afprøve dem, give feedback og få reviderede versioner inden for dage i stedet for uger. Denne acceleration er utroligt værdifuld, når udviklingstidslinjerne er stramme.
Overvejelser vedrørende global sourcing for metaldele til specialanvendelse
International produktion bibeholder sin attraktivitet for bestemte anvendelser, selvom logistikken er kompliceret. Kina alene styrer 28,7 % af den globale produktionskapacitet og skaber specialiserede økosystemer, som lokale alternativer nogle gange ikke kan matche.
Hvornår kan global sourcing være relevant for din søgning efter metaldele til specialanvendelse i nærheden?
- Økonomiske fordele: Lønninger i Vietnam og Mexico udgør cirka en ottendedel af de amerikanske lønninger, mens lønningerne i Thailand falder til en tiendedel
- Specialmaterialer: Nogle eksotiske legeringer og sjældne materialer er muligvis kun tilgængelige fra udenlandske leverandører
- Høj kapacitet: Internationale faciliteter udmærker sig ofte ved store produktionsløb med automatiserede systemer, der kører drift uden personale til stede
- Komponenters nærhed: Når råmaterialer stammer fra asiatiske markeder, reducerer lokal fremstilling visse udfordringer i forsyningskæden
Der er dog betydelige udfordringer forbundet med disse potentielle fordele. Containerfragt håndterer 99 % af varerne, der indføres til USA, og tager to til otte uger afhængigt af oprindelse og destination. Toldafklaring medfører yderligere forsinkelser, især hvis der opstår fejl i dokumentationen.
Fordele ved indkøb af metalformning inden for landet
- Pålidelig kvalitet, der opfylder amerikanske ASTM-, ASME- og API-standarder
- Kortere og mere forudsigelige leveringstider
- Lettere materiale-sporebarhed med certificerede værkstedsprøverapporter (Mill Test Reports)
- Stabil forsyningskæde med mindre udsættelse for globale forstyrrelser
- Direkte kommunikation uden sprogbarrierer
- Støtter den lokale økonomi og beskæftigelse
Ulemper ved indenlandsk metalformningssourcing
- Højere løn- og produktionsomkostninger
- Begrænset tilgængelighed af visse speciallegeringer
- Mulige kapacitetsbegrænsninger i perioder med høj efterspørgsel
- Kan kræve længere produktionsforlængelser ved populære faciliteter
Fordele ved international metalformningssourcing
- Lavere løn- og produktionsomkostninger for prisfølsomme anvendelser
- Adgang til speciallegeringer, der ikke fremstilles indenlands
- Masseproduktion til konkurrencedygtige priser
- Leverandørdiversificering, der reducerer afhængighed af enkelt kilde
Ulemper ved international metalformningssourcing
- Forlængede ledetider som følge af fragt- og toldprocedurer
- Uensartet kvalitet, der kræver yderligere test og verifikation
- Toldafgifter og usikkerhed omkring handelspolitik, der påvirker omkostningerne
- Risici for intellektuel ejendom i markeder med utilstrækkelig beskyttelse
- Kommunikationsudfordringer på tværs af sprog og tidszoner
- Fragile forsyningskæde over for politisk ustabilitet og fragtforstyrrelser
Skjulte omkostninger, der ændrer beregningen
Overfladiske prisangivelser fortæller sjældent hele historien. Undersøgelser viser, at producenter, der bruger simple landed-cost-beregninger, ofte undervurderer de faktiske omkostninger ved outsourcing til udlandet med 20–30 %. Tilgangen Total Cost of Ownership afslører omkostninger, som de første prisangivelser skjuler.
Overvej disse ofte oversete faktorer:
- Ejendomsretlig eksponering: FBI-rapporter dokumenterer milliarder i årlige tab som følge af stjælet intellektuel ejendom på markeder med utilstrækkelige beskyttelsesforanstaltninger
- Svingskårlighed ved fragt: Omverdensfragtens omkostninger steg syv gange på 18 måneder efter marts 2020
- Kommunikationsomkostninger: To-sprogede medarbejdere bruger cirka 4 timer om ugen på uofficielle oversættelsesopgaver, hvilket koster virksomhederne cirka 7.500 USD årligt pr. medarbejder i tabt produktivitet
- Kvalitetsverifikation: Yderligere krav til test og inspektion af importerede materialer medfører ekstra omkostninger og længere tid
- Lageromkostninger: Længere forsyningskæder kræver større investeringer i sikkerhedslager
Data fra undersøgelsen om reshoring viser, at 40 % af OEM’er ville betale 10–20 % mere for en levering, der skete fem uger hurtigere. Denne præmie for kortere gennemløbstider peger på en betydelig mulighed for nationale fremstillere for at konkurrere på værdi snarere end udelukkende på pris.
Din sourcing-beslutning afhænger til sidst af, hvordan du afvejer disse faktorer i forhold til dine specifikke krav. Projekter, der kræver stramme tolerancer, hurtig iteration eller overholdelse af reguleringskrav, foretrækker typisk amerikanske metalformningspartnere inden for landet. Komponenter til høj volumenproduktion med fleksible tidsrammer kan retfærdiggøre international sourcing, selvom det medfører ekstra kompleksitet.
Uanset hvilken geografisk strategi du vælger, bliver evnen til at vurdere formningsudstyr og -kapaciteter afgørende for at identificere partnere, der rent faktisk kan opfylde deres løfter. At forstå, hvilke spørgsmål man skal stille om udstyrspecifikationer, hjælper med at skelne mellem rigtig ekspertise og marketingpåstande.
Vurdering af formningsudstyr og -kapaciteter
Du har indsnævret dine geografiske præferencer og forstår, hvad der adskiller skræddersyet fra seriefremstillet arbejde. Men her er det, hvor mange indkøbsbeslutninger går galt: at acceptere evnepåstande uden videre uden at forstå, hvad udstyrspecifikationerne faktisk betyder for dine projektmål. Når en metalværksted i nærheden af mig reklamerer med "state-of-the-art-udstyr", hvad bør du så egentlig lede efter?
Udstyrets evner bestemmer direkte, om din fremstillingssamarbejdspartner kan levere dele, der opfylder dine specifikationer konsekvent. Et værksted kan have imponerende udseende maskiner, men tonnageangivelser, præcisionsmåletolerancer og automatiseringsniveauer fortæller den rigtige historie. Lad os afkode, hvad disse specifikationer betyder, og hvordan du effektivt kan vurdere dem.
Udstyrsfunktioner, der påvirker dine resultater
Hver metalformningsmaskine har kvantificerbare specifikationer, der forudsiger dens ydeevne på dine projekter. At forstå disse tal omdanner vagt formulerede diskussioner om kapacitet til konkrete vurderinger.
Præcisionsvurderinger for CNC-maskiner
Ifølge Kesu Groups forskning definerer præcision i CNC-bearbejdning, hvor tæt bearbejdede dele svarer til de angivne konstruktionsspecifikationer. Når du vurderer avancerede metalformningsoperationer, skal du fokusere på følgende kritiske metrikker:
- Tolerancerække: Den tilladte afvigelse fra de specificerede dimensioner, typisk målt i tusindedele tommer eller mikron. Højpræcisionsmaskiner opnår ±0,0005" mens standardudstyr muligvis kun garanterer ±0,005"
- Reproducerbarhed: Maskinens evne til at vende tilbage til samme position konsekvent over flere operationer. Dette er mere afgørende end nøjagtigheden for en enkelt del ved seriefremstilling
- Overfladefinish-egenskaber: Målt i Ra (gennemsnitlig ruhed), angiver dette den glathed, der kan opnås uden sekundære operationer
- Positionsnøjagtighed: Hvor præcist maskinen positionerer skære værktøjer i forhold til programmerede koordinater
Anmod om detaljerede specifikationer fra potentielle partnere, herunder maskinens datablade og kalibreringsprotokoller. En fremstiller, der er sikker på deres værktøjer til fremstilling af pladeemner, vil uden videre stille denne dokumentation til rådighed. Desuden validerer gennemgangen af prøvekomponenter sammen med tilhørende målerapporter, om deres påstande om præcision holder stik i praksis.
Pressebremse-tonnage og bøjekapacitet
Pressebremse-specifikationer afgør, hvilke materialtykkelser og bøgelængder din fremstiller kan håndtere. Ifølge CNHAWE's omfattende guide , fremhæves tre specifikationer som afgørende for succes: tonnagekapacitet, bøgelængde og arbejdshøjde.
Den almindelige luftbøjnings-tonnageformel giver nyttig kontekst:
Kraft (tons) = 575–666 × (materialetykkelse i tommer)² × bøgelængde i fod ÷ dies åbning i tommer
Materialefaktorer påvirker betydeligt tonnagerequirements. Blødt stål med en trækstyrke på 60.000 PSI udgør referenceværdien, men der foretages justeringer for forskellige materialer:
- Med en diameter på over 300 mm Kræver 1,5× til 1,7× reference-tonnage afhængigt af kvalitet
- Aluminium: Kræver 0,5× til 0,6× reference-tonnage
- Højstyrke Stål: Kan kræve 2× eller mere reference-tonnage
Erfarede fremstillere planlægger en sikkerhedsmargin på 20–25 % ud over de beregnede krav. Denne margin tager højde for variationer i materialetykkelse, arbejdshærdningseffekter og værktøjsslid uden risiko for udstyrs-overbelastning.
Laserudskæringskraft og tykkelseskapacitet
Laserwattstyrken er direkte forbundet med udklipningens maksimale tykkelse og hastighed. Systemer med højere wattstyrke kan skære tykkere materialer hurtigere, men forholdet er ikke lineært. Her er hvad forskellige effektniveauer typisk opnår:
- 2–4 kW fiberlasere: Ideelle til tynd til medium tykkelse plade, fremragende kvalitet af skærekanten på materialer under 0,25 tommer
- 6–8 kW systemer: Håndter tykkere pladematerialer uden at opgive rimelige skærehastigheder
- laser på over 10 kW: Skær tykke plader effektivt, så producenter kan konkurrere inden for applikationer med tykke materialer
Ud over ren effekt bør skærbordets størrelse, automatisering af materialehåndtering samt mulighederne for hjælpegas (kvælstof/ilt) vurderes. Disse faktorer påvirker både, hvilke materialer der kan bearbejdes, og hvor effektivt ordrer flyder gennem produktionen.
Automatiseringsniveauer for produktionskonsistens
Automatisering omdanner metalbearbejdningens maskiner fra operatør-afhængige værktøjer til konsistente produktionssystemer. Ved vurdering af producenter bør der tages højde for deres investeringer i automatisering på flere områder:
- Automatisk materialindlæsning: Reducerer håndteringsomfanget og minimerer ridser eller beskadigelser under opsætningen
- Robotsvejseceller: Leverer konsekvent svejsekvalitet i højvolumen-produktionsløb
- Automatiserede kontrolsystemer: Koordinatmålemaskiner (CMM) og visionssystemer opdager fejl, inden dele afsendes
- Integrerede ERP-systemer: Forbind planlægning, kvalitetsdata og produktionsovervågning for gennemsigtighed
Præcisionsmetalbearbejdningskomponenter til ophæng og andre sikkerhedskritiske anvendelser drager særlig fordel af automatiseringens konsekvensfordele. Når menneskelig variabilitet introducerer risici, sikrer automatiserede systemer den gentagelighed, som kvalitetskravene kræver.
At læse mellem linjerne i fremstillerens kompetencer
Udstyrslisterne fortæller kun en del af historien. Weaver Metal Fab’s ekspertise og lignende specialiserede virksomheder viser, at operatørens viden, vedligeholdelsespraksis og kvalitetssystemer endeligt afgør, om imponerende maskiner producerer imponerende resultater.
Reference tabel til udstyrsbedømmelse
Brug denne omfattende sammenligning, når du vurderer potentielle fremstillingspartnere:
| Udstyrstype | Kapacitetsområde | Projektindvirkning | Spørgsmål til at stille |
|---|---|---|---|
| CNC-fræscenter | tolerance på ±0,0005″ til ±0,005″; 3-akset til 5-akset kapacitet | Bestemmer den opnåelige præcision på komplekse geometrier; påvirker, om sekundære operationer er nødvendige | Hvad er jeres dokumenterede gentagelighed? Hvor ofte kalibrerer I udstyret? Kan jeg se nylige CMM-rapporter? |
| Pressebøjer | kapacitet fra 50 til 1.000+ tons; bøgelængde fra 4' til 20'+ | Begrænser materialetykkelse og reservedelsstørrelse; påvirker bøjenøjagtighed på lange reservedele | Hvilken tonnage har I til rådighed? Bruger I krumningskompensation? Hvad er jeres vinkelpræcision? |
| Fiberlaserudskærere | effekt fra 2 kW til 15 kW+; udskæringskapacitet for stål op til 1"+ | Bestemmer maksimal materialetykkelse; påvirker kvaliteten af skærekanten og skærehastigheden | Hvad er jeres maksimale udskæringstykkelse pr. materiale? Hvilke hjælpegasser bruger I? Hvilken bordstørrelse har I? |
| CNC-tårnpres | 1.000+ hits pr. minut; automatiserede værktøjsudskiftningssystemer | Effektivitet ved dele med mange huller; omformningskapacitet reducerer sekundære operationer | Hvilket værktøjsbibliotek vedligeholder du? Kan du omforme funktioner som luftåbninger (louvers) og fordybninger (countersinks)? |
| Sværmetøj | MIG, TIG, punktsvejsning, robotceller | Svejsekvalitet og -konsistens; påvirker konstruktionens strukturelle integritet og udseende | Hvilke certificeringer har dine svejsere? Har I evne til robotstyrede svejseprocesser? Hvilke inspektionsmetoder anvender I? |
| Inspektionssystemer | Koordinatmålingsmaskiner (CMM), optiske komparatorer, vision-systems | Verifikationskapaciteten afgør tilliden til kvalitetspåstande | Hvordan verificerer I første artikel-dele? Hvilken procesintern inspektion udfører I? Kan I levere certificerede inspektionsrapporter? |
Praktiske spørgsmål, der afslører reelle kompetencer
Ifølge Greengate Metal Components , at stille de rigtige spørgsmål fra starten hjælper med at vurdere, om en underentreprenør har den nødvendige ekspertise, pålidelighed og kapacitet til at håndtere din projektopgave. Uden for udstyrspecifikationer bør følgende områder undersøges:
- Vedligeholdelsespraksisser: "Hvor ofte udfører I forebyggende vedligeholdelse på kritisk udstyr?" Velvedligeholdt maskiner producerer konsekvente resultater; udstyr, der ikke vedligeholdes, afviger gradvist fra specifikationerne
- Kalibreringsplaner: "Hvornår blev jeres koordinatmålingsmaskine (CMM) sidst kalibreret, og af hvem?" Kalibreringscertifikater udstedt af tredjepart giver troværdighed, som intern kalibrering ikke kan sikre
- Operatorkvalifikationer: "Hvilken uddannelse og hvilke certificeringer har jeres operatører?" Selv fremragende udstyr kræver dygtige operatører for at opnå sit fulde potentiale
- Reservekapacitet: "Hvad sker der, hvis jeres primære laserskærm går ned under min ordre?" Fremstillere med redundant udstyr eller etablerede samarbejdsforhold til underentreprenører mindsker risikoen for forstyrrelser
- Procesdokumentation: "Kan du vise mig en eksempelarbejdsordre med kvalitetskontrolpunkter?" Dokumenterede processer indikerer systematiske fremgangsmåder i stedet for tilfældig produktion
Forholdet mellem operatører og maskiner udgør endnu en nyttig indikator. Et forhold på 1:2 eller bedre sikrer tilstrækkelig overvågning under produktionen. Operatører, der er overbelastede og skynder sig mellem for mange maskiner, vil uundgåeligt kompromittere kvaliteten.
Verificering af påstande før forpligtelse
Udstyrets kapacitet på papiret betyder lidt uden verificering. Overvej disse verifikationstrin, inden du vælger din foretrukne partner:
- Besøg på stedet: Intet erstatter at se udstyrets stand, organisation og arbejdsgang personligt
- Produktion af prøvedele: Anmod om produktion af testdele ved hjælp af dine faktiske materialer og specifikationer
- Referencekontrol: Kontakt eksisterende kunder med lignende projektkrav for at verificere ydelseskravene
- Certificeringsverificering: Bekræft, at ISO-, IATF- eller branchespecifikke certificeringer er gyldige og dækker de relevante processer
En pålidelig fremstiller byder velkommen til denne gennemgang. Hvis de unddrager sig at fremlægge dokumentation, planlægge besøg på deres faciliteter eller stille dig i forbindelse med referencer, bør det vække bekymring for, om de annoncerede kompetencer stemmer overens med virkeligheden.
At forstå udstyrets specifikationer giver dig mulighed for at føre substansfulde samtaler med potentielle fremstillingspartnere. Du kan skelne mellem værksteder med reelle kompetencer og dem, der fremsætter påstande, som deres udstyr ikke kan understøtte. Dette grundlag forbereder dig på den sidste afgørende trin: at fastlægge vurderingskriterierne, der identificerer virkelig foretrukne metalværksteder, der er værdige til langvarige samarbejdsforhold.
Sådan vælger du din foretrukne metalværksteds-partner
Du har udforsket udstyrets muligheder, indkøbsstrategier og branchespecifikke krav. Nu er det tid til sandheden: Hvordan anvender du al denne viden til at vælge en foretrukken metalværkstedspartner? Forskellen mellem en succesfuld langvarig fremstillingsrelation og dyre fortrydelse afhænger ofte af en systematisk vurdering frem for intuition eller valg af den laveste pris.
Uanset om du leder efter metalværkstedsspecialister i Utah, udforsker metalværkstedsvalg i Portland eller vurderer kystnære metalværkstedsdrift i nærheden af din facilitet, gælder de samme grundlæggende kriterier. Lad os gennemgå en afprøvet ramme, der adskiller virkelig fremragende metalværkstedspartnere fra dem, der blot påstår at være fremragende.
Certificeringsstandarder, der signalerer kvalitet
Certificeringer fungerer som en tredjepartsvalidering af, at en fremstilleres kvalitetssystemer opfylder anerkendte standarder. Men ikke alle certificeringer har samme vægt for hver enkelt anvendelse. At forstå, hvad hver certificering repræsenterer, hjælper dig med at matche din partners kvalifikationer med dine faktiske krav.
Ifølge DEKRA Certification iATF 16949 udgør guldstandarden for kvalitet i den automobilrelaterede leveranskæde. Denne certificering bygger på kravene i ISO 9001, men tilføjer automobilspecifikke elementer, herunder sporbarehed til sikring af overholdelse af lovgivningen, sikkerhedskritiske dele og processer samt procedurer for garantistyring. For alle, der indkøber chassis, ophæng eller strukturelle komponenter, reducerer samarbejde med IATF 16949-certificerede fremstillere betydeligt kvalitetsrisikoen.
Nøglecertificeringer, der bør verificeres ved vurdering af diversificerede metalformningsoperationer, omfatter:
- ISO 9001: Grundlæggende certificering for kvalitetsstyringssystemer, der gælder på tværs af brancher
- IATF 16949: Bilspecifik certificering, der demonstrerer avancerede kvalitetssystemer, fejlforebyggelse og principper for slank produktion
- AS9100: Kvalitetsstandard for luft- og rumfartsindustrien med strenge krav til dokumentation og sporbarehed
- ISO 14001: Miljøledelsescertificering, der indikerer et engagement for bæredygtige praksisser
- AWS D1.1: Strukturel svejsecertificering, der validerer svejsekvaliteten til bærende anvendelser
Acceptér ikke blot påstande om certificering. Anmod om aktuelle certifikater, verificér udløbsdatoer og bekræft, at certificeringsomfanget dækker de specifikke processer, der er relevante for dit projekt. En fremstiller, der er certificeret til maskinbearbejdning, behøver ikke nødvendigvis at have certificering til de svejseprocesser, du kræver.
Den komplette partnerevalueringscheckliste
Valg af din foretrukne fremstillingssamarbejdspartner kræver en systematisk vurdering på tværs af flere dimensioner. Ifølge TMCO's branchevejledning er det afgørende at vurdere mere end blot prisen, fordi den reelle værdi ved samarbejde med erfarede specialiserede metalværksteder ligger i håndværk, teknologi, skalerbarhed og dokumenteret engagement for kvalitet.
Brug denne nummererede tjekliste til at vurdere potentielle metalværksted-samarbejdspartnere omfattende:
- Verificer aktuelle certificeringer og revisionshistorikker: Anmod om kopier af ISO 9001-, IATF 16949- eller branchespecifikke certificeringer. Tjek udstedelsesdatoer, udløbsdatoer samt om nogen certificeringer er blevet suspenderet eller trukket tilbage. Spørg om seneste revisionskonklusioner og de korrigerende foranstaltninger, der er truffet.
- Vurder interne kompetencer i forhold til outsourcing: Ifølge State Line Supply kan en leverandør, der tilbyder sekundære processer internt, betydeligt reducere gennemførelsestider og logistiske udfordringer. Afgør, hvilke processer der foregår internt, og hvilke der udføres af underentrepriser, da overdragelser introducerer kvalitetsvariation.
- Vurder kvalitetskontrolprocesser og inspektionsudstyr: Spørg om procedurerne for første-artikel-inspektion, kvalitetskontrol under produktionen og protokollerne for endelig inspektion. Kontroller, at de bruger koordinatmålemaskiner (CMM’er) eller andet præcisionsinspektionsudstyr, der er passende til dine tolerancekrav.
- Anmod om kundeforhenvisninger fra lignende anvendelser: En pålidelig fremstiller vil stille dig i forbindelse med eksisterende kunder, der har lignende projektkrav, produktionsvolumener eller branchecertificeringer. At tale direkte med henvisninger afslører den reelle ydeevne, som markedsføringsmateriale ofte skjuler.
- Test kommunikationsresponsiviteten, inden du forpligter dig: Hvor hurtigt reagerer de på anmodninger om tilbud? Får tekniske spørgsmål grundige svar? Responsmønstre i salgsprocessen forudsiger adfærd under produktion, når der opstår problemer.
- Gennemgå registrerede data for levering til tiden: Anmod om dokumenterede procentvise andele af leveringer til tiden. Spørg, hvordan de håndterer hasteleveringer, og hvad der sker, hvis de undlader at overholde leveringstidsfristerne. Konsekvent levering til tiden signalerer operativ fremragende ydeevne.
- Bekræft tilgængelighed af ingeniør- og DFM-understøttelse: Overordnede metalformningspartnere samarbejder tidligt i designprocessen, gennemgår tegninger og giver vejledning om Design for Manufacturability (DFM), hvilket reducerer omkostningerne uden at kompromittere ydeevnen. Denne proaktive understøttelse forhindrer kostbare overraskelser under produktionen.
- Vurder finansiel stabilitet og forretningssikkerhed: En fabrikants økonomiske sundhed påvirker deres evne til at investere i udstyr, fastholde fagligt kompetente medarbejdere og klare økonomiske tilbagegangsperioder. Anmod om grundlæggende finansielle referencer eller tjek kreditvurderinger for betydningsfulde samarbejdsforhold.
Opbygning af et pålideligt fremstillingspartnerskab
Vurderingsprocessen går ud over at blot afkrydse kvalifikationskriterier. Ifølge branchens eksperter afhænger effektiv samarbejdsevne af åben kommunikation, og en leverandørs "bløde færdigheder" er lige så vigtige som deres tekniske færdigheder.
Hvad adskiller industrielle metalformningsvirksomheder, der fortjener foretrukket status? Overvej disse relationsspecifikke indikatorer:
- Proaktiv problemmeddelelse: Advarer de dig straks, når der opstår problemer, eller kommer problemer først frem efter overskredne frister?
- Investering i din succes: Overordnede partnere foreslår designforbedringer, identificerer muligheder for omkostningsreduktion og behandler dine projekter som deres egne
- Transparente priser: Klare, detaljerede tilbud gør det muligt at træffe informerede beslutninger; vagt formulerede estimater skjuler ofte overraskende gebyrer
- Kommunikation om kapacitetsplanlægning: Pålidelige partnere diskuterer levertider ærligt i stedet for at overlofte for at vinde ordrer
- Mentalitet om vedvarende forbedring: Søg efter fremstillere, der registrerer kvalitetsmåltal, analyserer fejl og implementerer systematiske forbedringer
Hurtig prototypproduktion og DFM-understøttelse som differentieringsfaktorer
To kompetencer adskiller i stigende grad foretrukne fremstillingspartnere fra kommoditetsleverandører: hastigheden ved hurtig prototypproduktion og omfattende DFM-understøttelse.
Hurtig prototypproduktion giver designhold mulighed for hurtigt at validere koncepter, teste form og pasform samt iterere mod optimale løsninger, inden der investeres i produktionsværktøjer. Når en fremstiller tilbyder en leveringstid på fem dage for hurtig prototypproduktion, forkortes udviklingscyklusser markant. Problemer kan identificeres tidligt, hvor ændringer er billige, i stedet for at opdage fejl under produktionen, hvor justeringer kræver dyre ombygninger af værktøjerne.
DFM-støtte viser sig lige så værdifuld. Erfarede fremstillere gennemgår dine design før produktionen og identificerer funktioner, der øger fremstillingsomkostningerne, foreslår alternativer, der opretholder funktionaliteten samtidig med at reducere omkostningerne, og markerer tolerancekrav, der kræver premium-bearbejdning. Denne samarbejdsbaserede tilgang forhindrer den frustrerende cyklus, hvor man modtager dele, der teknisk set opfylder tegningerne, men som ikke fungerer i praksis.
Shaoyi (Ningbo) Metal Technology er et eksempel på, hvordan disse foretrukne partnerkvaliteter udøves i praksis. Deres IATF 16949-certificerede drift leverer hurtig prototypproduktion på 5 dage sammen med omfattende DFM-støtte og demonstrerer, hvordan ledende fremstillere kombinerer certificeringsmæssig fremragende kvalitet med praktisk ingeniør-samarbejde. Deres kvotetid på 12 timer illustrerer yderligere den hurtige respons, der adskiller foretrukne partnere fra langsommere konkurrenter.
Røde flag, der signalerer fremtidige problemer
At vide, hvad man skal undgå, er lige så værdifuldt som at vide, hvad man skal søge. Disse advarselstegn forudsiger ofte skuffelser i samarbejdet:
- Viljen til at fremlægge referencer: Kvalificerede fremstillere forbinder gerne potentielle kunder med tilfredse kunder
- Uklare svar på tekniske spørgsmål: Kompetente partnere forklarer tydeligt, hvad de kan, og erkender ærligt deres begrænsninger
- Pres for hurtig forpligtelse: Pålidelige fremstillere forstår, at en grundig vurdering fører til stærkere samarbejdsforhold
- Forældet udstyr uden planer for opgradering: Stagnation i kapitalinvesteringer indikerer ofte finansielle begrænsninger eller ligegyldighed
- Høj medarbejderomroering: En ustabil arbejdsstyrke fører til inkonsekvent kvalitet og tabt institutionsviden
- Manglende eller udløbne certifikater: Udløb af certificeringer signalerer sammenbrud i kvalitetssystemet
En pålidelig fremstillingspartner bygger ikke kun dele – de understøtter dine mål, forbedrer dit produkt og hjælper dig med at placere dit projekt til langsigtede succes.
Foretagelse af den endelige valg
Nu hvor vurderingen er afsluttet, kræver den endelige beslutning at afveje forskellige faktorer i forhold til dine specifikke prioriteringer. Den billigste mulighed leverer sjældent den bedste samlede værdi, når man tager kvalitetsproblemer, leveranceforsinkelser og kommunikationsproblemer i betragtning.
Overvej at oprette et vægtet pointsystem, der afspejler dine reelle prioriteringer. Hvis hurtig iteration er afgørende, bør prototypinghastigheden vægtes højt. Hvis regulatorisk overholdelse danner grundlag for kravene, skal verificering af certificering fremhæves. Hvis prispresset er afgørende, skal priserne afvejes mod kvalitetshistorikken for at undgå falske besparelser.
Husk, at valget af en foretrukken metalværksteds-partner udgør en investering i din fremtidige produktion. Den indsats, du investerer i vurderingsfasen fra starten, giver afkast gennem færre kvalitetsproblemer, mere problemfri kommunikation og en fremstillingssamarbejdspartnerskab, der styrker – fremfor belaster – dine driftsprocesser.
Ved at anvende disse systematiske kriterier omdanner du udvælgelsen af fremstillingssammenarbejdspartnere fra håbefuld gætteri til velovervejet beslutningstagning. Resultatet? Samarbejdsforhold, der bygger på verificeret kompetence i stedet for markedsføringsløfter, og som leverer den konsekvente kvalitet og pålidelighed, som den foretrukne status virkelig repræsenterer.
Ofte stillede spørgsmål om foretrukken metalbearbejdning
1. Hvad er foretrukken metalbearbejdning?
Foretrukken metalbearbejdning henviser til en strategisk fremstillingsmetode, hvor virksomheder vælger fremstillingssammenarbejdspartnere baseret på kvalificeringscertifikater, dokumenterede kompetencer og konsekvent pålidelighed i stedet for blot at vælge det laveste bud. Begrebet 'foretrukken' indikerer et undersøgt og tillidsskabende samarbejde, der bygger på ydeevnehistorik, transparent kommunikation og fælles engagement for fremragende kvalitet. I modsætning til transaktionelle leverandørforhold indebærer foretrukne metalbearbejdningssamarbejder en dyb forståelse for dine branchekrav, materialepræferencer og tolerancekrav.
2. Hvad er de tre typer metalbearbejdning?
De tre grundlæggende metalbearbejdningsteknikker er skæring, bøjning og samling. Skæring omfatter laserskæring og CNC-punktering til præcist materialefraskillelse. Bøjning bruger pressebremser til at omdanne flade plader til tredimensionale komponenter ved hjælp af luftbøjning, bundbøjning eller prægeprocesser. Samling forbinder bearbejdede dele gennem svejseprocesser som MIG-, TIG- eller punktsvejsning. At forstå disse kerneprocesser hjælper købere med at vurdere leverandører inden for metalbearbejdning og matche deres kompetencer med specifikke projektkrav.
3. Er der efterspørgsel efter metalsmede?
Ja, metalformere er i øjeblikket meget efterspurgte på grund af en kompetencemangel kombineret med branchens vækst. Trenden mod reshoring har øget behovet for national produktion, og 95 % af OEM-aktører rapporterer tilfredshed med resultaterne af reshoring. Job inden for metalformning omfatter mange forskellige industrier, herunder bilindustrien, luft- og rumfart, HVAC og elektronik. Certificerede formere med IATF 16949- eller AS9100-certificeringer er særligt efterspurgte til præcisionsapplikationer, der kræver konsekvent kvalitet og dokumenterede processer.
4. Hvilke certificeringer bør en foretrukken metalformningspartner have?
Væsentlige certificeringer afhænger af din branche. ISO 9001 giver grundlæggende validering af kvalitetsstyring på tværs af brancher. IATF 16949 er afgørende for bilindustriens leveranskæde og sikrer fejlforebyggelse, lean-produktion og overholdelse af garantistyringskrav. AS9100 dækker luftfartsapplikationer med strenge krav til sporbarthed. AWS D1.1 validerer kvaliteten af strukturel svejsning for bærende komponenter. Kontroller altid, om certificeringen er gyldig, om dens anvendelsesområde dækker dine behov, og gennemgå de seneste revisionsfund før du indgår en samarbejdsaftale med en fremstillingsservice.
5. Hvordan vælger jeg mellem national og international sourcing af metalformning?
Vurder dine prioriteringer inden for levertid, kvalitetskontrol, kommunikation og samlede ejerskabsomkostninger. Indenlandsk fremstilling tilbyder kortere levertider, direkte kvalitetsovervågning, kommunikation i samme tidszone og overholdelse af reguleringskravene i forbindelse med Buy America-kravene. International sourcing kan muligvis give lavere lønomsætning, men medfører også forsinkelser i forbindelse med fragt, behov for kvalitetsverifikation, risici for intellektuel ejendom og skjulte omkostninger, som kan øge de faktiske omkostninger med 20–30 % ud over de oprindelige tilbud. Projekter, der kræver stramme tolerancer, hurtig prototypproduktion eller certificeringsmæssig overholdelse, foretrækker typisk indenlandske partnere.