 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Valg af en præcisionsvirksomhed for pladeemaljer: 8 afgørende faktorer, som de fleste købere overser

Hvad definerer en præcisionsfirma for pladeemal
Når du begynder at søge efter en fremstillingspartner, vil du hurtigt bemærke, at mange værksteder hævder at levere "præcisions"-arbejde. Men hvad adskiller faktisk et rigtigt præcisionsfirma for pladeemal fra en almindelig formningsvirksomhed? Forskellen er ikke kun markedsføringsprosa – den skyldes målelige specifikationer, der direkte påvirker, om dine dele fungerer som beregnet.
Præcisionsfremstilling af pladeemal repræsenterer fremstilling på ingeniørniveau med den højeste nøjagtighed og kvalitetsstandard, typisk med tolerancer mellem ±0,005 tommer og ±0,010 tommer (±0,13 mm til ±0,25 mm) over komplekse geometrier.
Dette er vigtigt, fordi komponenter, der ikke opfylder præcise specifikationer, kan føre til monteringsfejl, produkttilbagetrækninger og kostbare omarbejdsopgaver. At forstå, hvad der definerer præcisionsarbejde, hjælper dig med at stille de rigtige spørgsmål, inden du forpligter dig til en fremstillingsservice.
Hvad adskiller præcision fra standardfremstilling
Forestil dig, at du bestiller en brugerdefineret kabinet til medicinsk udstyr. Med standardfremstilling kan du måske modtage dele med tolerancer på ±1/16" til ±1/8" (±1,6 mm til ±3,2 mm) . Denne variation kan synes lille, men når flere komponenter skal passe perfekt sammen, akkumuleres afvigelserne hurtigt.
Virksomheder inden for præcisionspladeudformning opererer på et helt andet niveau. De anvender avancerede fiberlasersystemer, koordinatmålemaskiner (CMM) og automatiserede bøjningsanlæg med vinkelkorrektionsteknologi. Endnu vigtigere er, at de forstår materialeadfærd – hvordan forskellige legeringer fjeder tilbage efter bøjning, hvordan kornretning påvirker formning og hvordan termisk udvidelse påvirker de endelige mål.
De væsentligste forskelle mellem standard- og præcisionsfremstilling omfatter:
- Udstyrets avancerede karakter: Standardværksteder bruger grundlæggende skydelære og visuel inspektion; præcisionsværksteder for fremstilling af pladeemner anvender CMM-systemer, optiske sammenligningsanordninger og laser-måleteknologi
- Materialekspertise: Præcisionsfremstillere forstår, hvordan 316L rustfrit stål opfører sig anderledes end 304 under formningsprocesser
- Værktøjsinvestering: Applikationsspecifik værktøjning og præcisionsfastspænding, der kan koste 3–5 gange mere end standardværktøjer, men som leverer gentagelig nøjagtighed
- Kvalitetssystemer: Statistisk proceskontrol, førsteartikelinspektion og fuld materiale-sporbarehed
Forståelse af tolerancekrav inden for metalbearbejdning
Tolerancer fungerer som en "præcisionsaftale", der gælder for hele produktets levetid. Hver toleranceangivelse påvirker fremtidig ydeevne, fremstillingsomkostninger og monteringseffektivitet. Tænk på tolerancer som vejrande omkring dine nominelle mål – holder du dig inden for dem, fungerer dine dele korrekt.
Ifølge branchestandarder klassificeres tolerancegrader i 18 niveauer. Virksomheder inden for præcisionsfremstilling af pladeemner arbejder typisk inden for IT5 til IT7 for tekniske anvendelser, mens standardværksteder opererer inden for IT12 til IT14.
Sådan virker det i praksis:
- Laserskæring: Moderne fiberlasersystemer opretholder tolerancer mellem ±0,1 mm og ±0,3 mm, afhængigt af materialetykkelsen
- Bøjningsoperationer: Præcisionsbøjemaskiner opnår vinkeltolerancer på ca. ±0,5°
- Præcisionsstansning: I stand til at opnå dimensionsmæssige tolerancer på ±0,05 mm eller strammere
Brancher som luft- og rumfart, medicinsk udstyr og forsvar kræver disse stramme specifikationer, fordi komponentfejl kan medføre alvorlige konsekvenser. I luft- og rumfartsapplikationer kan en afvigelse på 0,020" gøre en komponent helt ubrugelig. For kabinetter til medicinsk udstyr påvirker dimensionsnøjagtigheden direkte overholdelsen af FDA-kravene og patientsikkerheden.
Udfordringen? At anvende unødvendigt stramme tolerancer forlænger betydeligt leveringstiderne og øger omkostningerne. Målet er at finde balancen – tolerancer, der er stramme nok til at bevare funktionen, men samtidig praktiske nok til at fremstille effektivt. At forstå denne balance er dit første skridt mod at vælge den rigtige partner inden for præcisionsfremstilling af pladeemner.

Kerneprocesser og udstyrskapaciteter
Nu hvor du forstår, hvad der adskiller præcisionsarbejde fra standardfremstilling, skal vi undersøge de faktiske processer, der gør disse stramme tolerancer mulige. Et firma inden for præcisionsfremstilling af pladeemner ejer ikke blot dyrt udstyr – det forstår også, hvordan hver enkelt proces bidrager til dimensional nøjagtighed og overfladekvalitet. Når du vurderer potentielle partnere, hjælper det dig med at stille mere intelligente spørgsmål og genkende ægte kompetence at vide, hvad disse processer kan levere.
De kerneprocesser, der anvendes af præcisionsfirmaer inden for pladeemnefremstilling falder i flere kategorier, hvor hver kategori tjener specifikke formål ved at omforme flade råmaterialer til færdige komponenter:
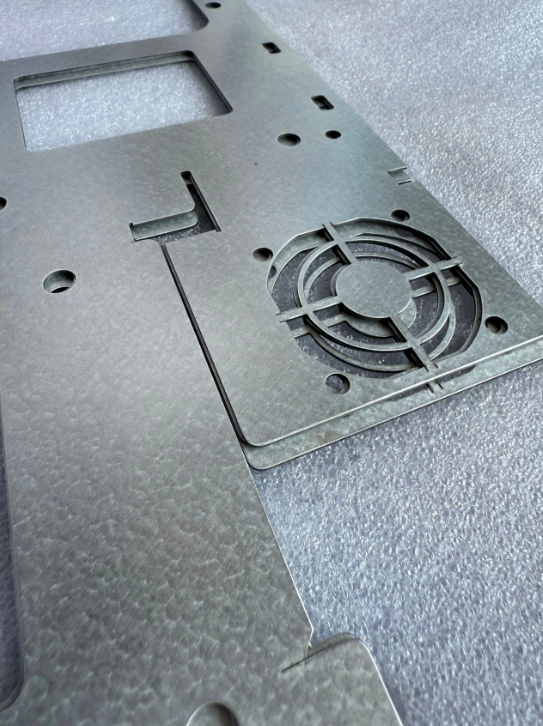
- Laserskæring: Bruger fokuseret lysenergi til præcise snit med minimal materialeforvridning og kantkvalitet, der er velegnet til synlige overflader
- Cnc-stansning: Placerer materialet under en stødblok for hurtig huloprettelse og omformningsoperationer i applikationer med høj volumen
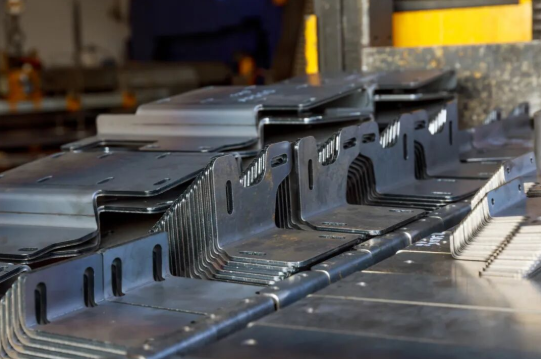
- Bøjning og formning: Omdanner flade rådele til tredimensionale former ved hjælp af pressebremser og specialiseret værktøj
- SVEJSNING: Forbinder flere komponenter ved hjælp af varme og tryk, med forskellige metoder, der er velegnede til forskellige materialer og anvendelser
- Vandjet skæring: Bruger vand under højt tryk (ofte med slibemidler) til varmfølsomme materialer eller tykke råmaterialer, hvor termisk forvridning ikke kan accepteres
Laserudskæring og dens rolle i præcisionsarbejde
Når du har brug for dele med rene kanter, præcise dimensionstolerancer og minimale varmeindvirkede zoner, bliver laserskæring din primære fremstillingsmetode. Moderne virksomheder inden for præcisionspladebehandling opererer typisk med to hovedtyper lasersystemer: CO2-lasere og fiberlasere.
Fiberlaserskæring er blevet branchestandarden for de fleste præcisionsapplikationer. Ifølge branchekilder anvender fiberlasere laserdioder, der transmitteres gennem optiske fibre for at lave skæringer, hvilket giver en høj effektudgang og ekseptionel effektivitet. Teknologien udmærker sig især ved skæring af reflekterende materialer som aluminium- og kobberlegeringer, som tidligere CO2-systemer havde svært ved at håndtere.
Udstyrspecifikationer er her af stor betydning. Overvej, hvordan forskellige lasers muligheder påvirker dine projektmuligheder:
| Laser type | Effektområde | Bedste anvendelser | Materialetykkelsekapacitet |
|---|---|---|---|
| 8 kW fiberlaser | Høj effekt | Generel konstruktion, skæring af tykke plader | Blød stål op til 30 mm; rustfrit stål op til 30 mm |
| 4 kW CO2-laser | Mellemstor effektudgang | Skiltning, dekorativt arbejde, tynde materialer | Mildt stål op til 16 mm; rustfrit stål op til 12 mm |
| Tråd EDM | Elektrisk udledning | Ekstremt stramme tolerancer, hærdede materialer | Begrænset af badekummens størrelse, ikke af materialehårdheden |
Ud over laseren selv bør man søge efter automatiserede materialerhåndteringssystemer. Ledende præcisionsplade-metalvirksomheder integrerer afviklingslinjer, der føder råmaterialet direkte ind i skæresystemerne, hvilket reducerer håndteringsbeskadigelse og forbedrer gennemløbshastigheden. Plasma-skæretabeller fungerer som komplementær udstyr til tykkere materialer, hvor laserskæring bliver mindre økonomisk.
En ofte overset evne? Tråd-EDM-bearbejdning, hvor en elektrisk ladet tynd metaltråd bruger elektriske gnister til at smelte materialet uden nogensinde at berøre arbejdsemnet. Tråden rører aldrig materialet – i stedet danner kontrollerede gnister en bro over afstanden, mens dielektrisk væske køler skæreområdet og spüler overskydende materiale væk. Denne proces opnår tolerancer, der er umulige at opnå med konventionelle skæremetoder.
Bøjning, formning og svejseteknikker forklaret
At skære flade råmaterialer ud udgør kun halvdelen af fremstillingsudfordringen. At omdanne disse råmaterialer til tredimensionale komponenter kræver lige så avancerede bøje- og formningsmuligheder.
Trykbremseteknologien har udviklet sig markant. Moderne CNC-trykbremser som f.eks. Bystronic Xpert-serien udbyder 150 tons bøjekraft med arbejdshastigheder op til 20 mm/s og maksimale hurtighedshastigheder på 220 mm/s. Endnu vigtigere er, at de er udstyret med realtidsmåling og korrektion af bøgevinkler – maskinen måler faktisk bøgevinklerne under formningsprocessen og justerer automatisk for at kompensere for materialeens elasticitet.
Hvorfor er dette vigtigt for dine dele? Forskellige materialer har forskellig elasticitet efter bøjning. En 90-graders bøjning i rustfrit stål 304 kan kræve en overbøjning til 88 grader for at opnå den endelige vinkel. Uden automatisk vinkelkorrektion må operatører stole på erfaring og prøve-fejl-metoden – hvilket tilføjer tid og introducerer variation mellem dele.
Svejsefærdigheder afrunder fremstillingsprocessen. Et omfattende professionelt væksted for præcisionspladebehandling tilbyder flere svejsemetoder, der er tilpasset specifikke anvendelser:
- TIG-svejsning (Tungsten Inert Gas): Producerer de reneste svejsninger til synlige overflader og tynde materialer; foretrukket til rustfrit stål og aluminium
- MIG-svejsning (Metal Inert Gas): Hurtigere end TIG-svejsning, ideel til længere svejseløb og tykkere materialer
- Modstandspunktsvejsning: Opretter adskilte forbindelsespunkter uden synlige overflademærker; almindelig ved kabinetter og beslag
- Lasersvejsning: Giver minimal varmetilførsel og deformation til præcisionsmontager, der kræver nøjagtig dimensionskontrol
Ud over primær fremstilling bør man også søge sekundære færdigheder, der fuldfører dine dele. Professionelle virksomheder inden for præcisionspladebehandling tilbyder montering af hardware, slibning og sandblæsning til overfladeberedelse, pulverlakning eller væskefarvning til korrosionsbeskyttelse samt monteringsydelser, der leverer færdige produkter i stedet for enkelte komponenter.
Udstyret, som en fremstiller opererer, fortæller dig noget om deres maksimale kapacitet – men hvordan de kombinerer disse processer til effektive arbejdsgange afgør, om de kan levere præcise resultater konsekvent. Det fører os til en anden afgørende faktor: materialerne, som disse processer arbejder med, og hvordan materialevalget direkte påvirker dine præcisionsresultater.
Materialer og deres indflydelse på præcisionsresultater
Du har valgt en fremstiller med imponerende udstyr og afprøvede processer. Men her er det, som mange købere overser: det materiale, du vælger, påvirker dimensional nøjagtighed lige så meget som maskinerne, der udfører arbejdet. Et præcisionsfirma inden for pladeformning forstår, at hver legering opfører sig anderledes ved skæring, bøjning og svejsning – og denne opførsel afgør direkte, om dine dele opfylder specifikationerne.
Tænk over det på denne måde: aluminium fjeder tilbage mindre forudsigeligt end blødt stål efter bøjning. Rustfrit stål bliver hårdere under formning , hvilket ændrer dets egenskaber under processen. Kobberlegeringer leder varme så effektivt, at svejsning kræver helt andre parametre. Dette er ikke mindre detaljer – det er de skjulte variable, der adskiller vellykkede projekter fra kostbare omarbejdsopgaver.
Rustfrit stål, aluminium og speciallegeringer
Virksomheder inden for præcisionspladebearbejdning arbejder typisk med en kernegruppe af materialer, hvor hvert materiale er valgt på grund af specifikke ydeevneparametre. At forstå disse muligheder hjælper dig med at matche materialegenskaberne til dine applikationskrav.
Rustfrit stål forbliver arbejdshesten til applikationer, der kræver styrke og korrosionsbestandighed. Ifølge materialeanalyse fra specialister inden for præcisionsfremstilling , tjener rustfrie stålsorter forskellige formål:
- Austenitiske kvaliteter (304, 316): Udmærket korrosionsbestandighed, ikke-magnetisk ved glødning, høj duktilitet og formbarhed – ideel til medicinsk udstyr og udstyr til fødevareproduktion
- Ferritiske kvaliteter (430, 446): Magnetisk, varmebestandig, egnet til højtemperaturanvendelser som industrielle ovne og udstødningsanlæg
- Martensitiske kvaliteter (410, 420): Kan hårdnes ved varmebehandling, fremragende styrke og slidstabilitet – ofte specificeret til luft- og rumfartskomponenter samt præcisionsværktøjer
Aluminium alloyer tilbyder det bedste styrke-til-vægt-forhold for anvendelser, hvor massebesparelse er afgørende. Legeringen 6061 dominerer præcisionsarbejde, fordi den bearbejdes renligt, holder tolerancer på ±0,01–0,02 mm med stabile opsætninger og kan anodiseres til premiumoverflader. For kabinetter i elektronik, lydudstyr og bærbare enheder leverer aluminium både ydeevne og æstetik.
Speciallegeringer træder ind i billedet, når standardmaterialer ikke kan opfylde ekstreme krav. Titan giver en fremragende styrke-til-vægt-forhold og korrosionsbestandighed til medicinske implantater og luftfartsapplikationer – selvom dets lave termiske ledningsevne og tendens til at blive hårdere ved bearbejdning kræver specialiseret fremstillingskompetence. Kobber og messing tilbyder fremragende elektrisk og termisk ledningsevne til elektroniske applikationer, men deres vægt og omkostninger begrænser anvendelsen til komponenter, hvor funktionen er afgørende.
Hvordan materialeegenskaber påvirker fremstillingspræcision
Her bliver materialevalg praktisk. Hver egenskab, du ser på et datablad, oversættes direkte til fremstillingsudfordringer eller fordele. Et specialiseret virksomhed inden for præcisionspladebearbejdning vurderer disse faktorer, før de udarbejder et tilbud på din projektopgave:
| Materiale | Typisk opnåelig tolerance | Minimum bøjning radius | Svejsbarhed | Bedste anvendelser |
|---|---|---|---|---|
| Rustfri 304/316 | ±0,01–0,02 mm | ≥1,5–2× tykkelse | Let svejselig med TIG/MIG | Medicinsk udstyr, fødevareudstyr, marine miljøer |
| Aluminium 6061 | ±0,01–0,02 mm | ≥1× tykkelse | Svejselig, men mister 30–50 % af styrken i varmeindvirkningszonen | Letvægtskabinetter, køleplader, luft- og rumfartskonstruktioner |
| Blødt stål | ±0,05 mm (har tendens til at bule) | ≥1× tykkelse | Udmærket – mest tilgivende ved svejsning | Konstruktionsbeslag, rammer, komponenter, hvor omkostningerne er afgørende |
| Kobber\/Brass | ±0,02–0,05 mm | ≥0,5–1× tykkelsen | Svært at svejse; lodning foretrækkes | Elektriske kontakter, varmevekslere, dekorative elementer |
| Titanium | ±0,02–0,05 mm | ≥1,5× tykkelse | Kræver specialiseret inaktiv atmosfære | Medicinske implantater, luft- og rumfart, højtydende anvendelser |
Bemærk, hvordan blødt stål – ofte den mest prisgunstige mulighed – fremgår som "følsomt over for warping" i tolerancesøjlen. Dette er ikke en begrænsning af udstyret; det er materialeadfærd. Tyndt blødt stål har tendens til at deformere sig under maskinbearbejdning eller svejsning, hvilket gør ±0,05 mm mere realistisk end de strammere tolerancer, der kan opnås med aluminium eller rustfrit stål.
Kravene til bøjeradius afslører en anden kritisk overvejelse. Ifølge fremstillingspecialister opdager designere, der specificerer skarpe 90-graders bøjninger i rustfrit stål uden tilstrækkelig radius, ofte kantspaltning under formningen. Den sikre standard? Indstil bøjeradius til mindst lige så stor som materialetykkelsen for duktile metaller og øg den til 1,5–2× for mindre fordragsomme legeringer som rustfrit stål.
Miljøforhold påvirker også materialevalg på måder, som købere ofte overser. Rustfrit stål 304 eller 316 er obligatorisk til udendørs, maritime eller steriliserede anvendelser, hvor korrosion er konstant. Aluminium er generelt korrosionsbestandigt, men kræver anodisering eller beskyttende belægninger i saltvandsmiljøer. Blødt stål kan bruges indendørs med passende belægning, men vil ruste hurtigt, hvis det udsættes for fugt uden beskyttelse.
Hovedbudskabet? Materialevalget er ikke uafhængigt af dine præcisionskrav – det er integreret i dem. Den samme tolerance på ±0,010" koster betydeligt mere at opnå i arbejdshærdet titan end i det velopførende aluminiumslegering 6061. Et kompetent virksomhed inden for præcisionsfremstilling af pladeemner hjælper dig med at navigere disse afvejninger og tilpasse materialeegenskaberne til både funktionelle krav og budgetmæssige begrænsninger.
Når materialerne er forstået, bliver din næste udfordring at vurdere, om potentielle fremstillingspartnere rent faktisk kan levere den nøjagtighed, de lover. Denne vurdering går ud over udstyrslister og omfatter certificeringer, kvalitetssystemer og fremstillingsmetoder, der adskiller pålidelige partnere fra risikofyldte valg.
Sådan vurderer og vælger du en partner til præcisionspladebearbejdning
Du har gennemgået processer, undersøgt udstyrspecifikationer og sammenlignet materialevalg. Men her er det, hvor de fleste købere fejler: at omdanne denne tekniske viden til en pålidelig vurderingsramme. Hvordan verificerer du rent faktisk, at et specialiseret firma inden for præcisionspladebearbejdning kan levere konsekvente resultater over måneder eller år med produktion?
Svaret ligger i at forstå, hvad kvalificeringscertificeringer faktisk beviser, hvordan man vurderer fremstillingsmetoder ud over udstyrslister og hvilke driftsindikatorer adskiller verdensklasse præcisionspartnere fra gennemsnitlige aktører. Lad os opstille en praktisk evalueringstjekliste, som du kan anvende på enhver potentiel fremstillingspartner.
Kvalitetscertificeringer og hvad de betyder
Certificeringer er ikke blot skilte på en lobbyvæg – de repræsenterer verificerede kvalitetsstyringssystemer, der påvirker hver eneste komponent, din leverandør producerer. Men ikke alle certificeringer har samme vægt for hver enkelt anvendelse. At forstå hierarkiet hjælper dig med at sætte passende forventninger.
ISO 9001 udgør grundlaget. Ifølge eksperter inden for fremstillingscertificering denne internationalt anerkendte standard fastlægger krav til konsekvent kvalitetssikring inden for alle brancher. En præcisionspladeindustri virksomhed, der er certificeret i henhold til ISO 9001, har demonstreret en formel kvalitetsstyring, der fokuserer på "at imødekomme kundernes behov, optimere processer for effektivitet og præcision samt motivere og inddrage medarbejdere på alle niveauer." Certificeringen kræver, at der gennemføres en omfattende revision hvert tredje år – den repræsenterer derfor en vedvarende forpligtelse og ikke en engangspræstation.
AS9100 udvider ISO 9001-kravene specifikt til luftfarts-, flyve- og forsvarsapplikationer. Hvis dine komponenter kan påvirke menneskers sikkerhed – tænk på flykonstruktioner, medicinsk udstyr eller forsvarssystemer – bliver denne certificering afgørende i stedet for frivillig. AS9100 tilføjer strenge protokoller for:
- Risikostyring med tildelt afdelingsansvar
- Forebyggelse af og verifikation af efterligninger
- Udstyrsopbevaringsprotokoller med definerede vedligeholdelsesplaner
- Informationsverificering gennem uafhængig testning og inspektion
IATF 16949 repræsenterer bilindustriens kvalitetsstyringsstandard og lægger vægt på fejlforebyggelse og spildreduktion i hele leverancekæden. For chassiskomponenter, ophængskomponenter eller strukturelle samlinger signalerer denne certificering, at en fremstiller forstår bilspecifikke krav.
Hvad bør du lede efter i din specifikke situation? Brug denne ramme:
| Din anvendelse | Minimumscertificering | Foretrukken certificering | Hvorfor det er vigtigt |
|---|---|---|---|
| Generelle kommercielle produkter | ISO 9001 | ISO 9001 | Sikrer dokumenterede kvalitetsprocesser og kontinuerlig forbedring |
| Luftfarts- eller forsvarsrelaterede komponenter | AS9100 | AS9100 + NADCAP | Obligatorisk for de fleste luftfarts-OEM’er; demonstrerer evne til at håndtere sikkerhedskritiske krav |
| Dele til biler | ISO 9001 | IATF 16949 | Stiller op til OEM’ers krav til leverancekæden og fokuserer på fejlforebyggelse |
| Medicinsk udstyr | ISO 9001 | ISO 13485 | Adresserer krav til regulering og sporbarehed |
Vurdering af investeringer i udstyr og teknologi
Certificeringer verificerer systemer og processer. Men hvad med den faktiske fremstillingskapacitet? Her er det nødvendigt at se ud over udstyrslisten og forstå, hvordan et specialiseret virksomhed inden for præcisionspladeudformning organiserer sin produktion.
Cellebaserede produktionslayout udgør en af de tydeligste indikatorer på operativ sofistikation. I stedet for at organisere udstyr efter processtype – alle lasere i ét område, alle bøjemaskiner i et andet – grupperer cellebaserede layout maskinerne, så de tjener specifikke produktfamilier. Ifølge specialister inden for lean-produktion , reducerer denne tilgang dramatisk mængden af arbejde-i-vente-lager og gennemløbstider, samtidig med at kvalitetskonsekvensen forbedres.
Hvorfor er dette vigtigt for præcision? Når dele bevæger sig kortere afstande mellem operationer, mindskes håndteringsbeskadigelse. Når samme team styrer en komplet produktfamilie, udvikler de dyb ekspertise i denne families tolerancer og materialeadfærd. Resultatet: færre fejl, hurtigere gennemløbstid og mere forudsigelig kvalitet.
Takttidssystem udgør endnu en kvalitetsindikator. Værksteder, der beregner og overholder fremstillingens takt—den hastighed, hvormed produkterne skal færdiggøres for at opfylde efterspørgslen—demonstrerer proceskontrolmaturitet. Som en erfaren brancheveteran bemærkede: "Dele, der ligger og sover, tjener ingen penge." Store partier af arbejde-i-vente, der står på reoler, signalerer en uforudsigelig strøm, der ofte korrelaterer med kvalitetsusikkerhed.
Når du vurderer udstyret, skal du stille spørgsmål, der afslører den operative filosofi:
- Hvordan adskiller I højvolumen-kontraktarbejde fra lavmængde-prototypeopgaver?
- Hvad er jeres typiske lagermængde af arbejde-i-vente, målt i dage med produktion?
- Hvor hurtigt kan du reagere på tekniske ændringer under produktionen?
- Hvor stor en procentdel af dele kræver omarbejdning eller kassering?
Svarene afslører mere om præcisionskapaciteten end enhver udstyrsdataside.
Din partnerevalueringscheckliste
Før du forpligter dig til en partner inden for præcisionspladebehandling, gennemgå denne omfattende checkliste. Ikke alle punkter gælder for hvert projekt, men at dække disse områder forhindrer kostbare overraskelser:
- Certificeringsverificering: Anmod om kopier af aktuelle certifikater og verificer udløbsdatoerne; certificeringer kræver tredelte revisioner
- Kvalitetssystemdokumentation: Anmod om eksempler på inspektionsrapporter, førsteartikelinspektionsprocedurer og eksempler på korrektive foranstaltninger
- Udstyningskapacitet: Bekræft, at de specifikke maskiner kan håndtere dine materialetyper, tykkelser og tolerancekrav
- Materialens sporbarhed: Verificer, at de opretholder komplette registreringer, der knytter færdige dele til råmaterialecertifikater
- Inspektionsudstyr: Søg efter CMM-systemer, optiske komparatorer og kalibrerede måleværktøjer, der er passende til dine tolerancekrav
- Statistisk proceskontrol: Spørg, om de registrerer proceskapaciteten (Cpk-værdier) for kritiske dimensioner
- Gennemsigtighed vedrørende levertid: Anmod om realistiske tidsrammer og forstå, hvad der ligger bag dem – kapacitetsbegrænsninger, materialetilgængelighed eller proceskompleksitet
- Kommunikationsrespons: Bemærk, hvor hurtigt de reagerer på anfordringer om tilbud og tekniske spørgsmål under evalueringen
- Tilgængelighed af prøve- eller prototypedele: Overvej at anmode om prøvedele, inden du forpligter dig til produktionsmængder
- Referencekunder: Anmod om referencekunder inden for din branche eller med lignende krav til præcision
De bedste virksomheder inden for præcisionspladeudformning hilser denne grad af gennemsigtighed velkommen. De har investeret i systemer og kompetencer specifikt for at demonstrere verificeret kvalitet – og de forstår, at en grundig evaluering danner grundlaget for succesfulde, langvarige partnerskaber.
Når evaluerkriterierne er fastlagt, er du klar til at overveje en anden faktor, der adskiller vellykkede projekter fra frustrerende projekter: hvordan dine designbeslutninger muliggør – eller begrænser – den nøjagtighed, du har brug for.
Design til fremstilling i plademetaller
Her er en realitet, der overrasker mange købere: dine designbeslutninger påvirker fremstillingsresultaterne lige så meget som udstyret, der udfører arbejdet. En fuldt kapabel virksomhed inden for præcisionsfremstilling af plademetaller kan have problemer med dele, der ignorerer grundlæggende fremstillingsbegrænsninger – mens enkle designs passer gennem produktionen med konsekvent kvalitet og lavere omkostninger.
Design til fremstilling (DFM) udgør broen mellem det, du forestiller dig på skærmen, og det, der fysisk kan opnås i metal. Ifølge specialister i plademetal DFM , dette koncept betyder at designe dine dele på en måde, der gør dem nemme – og derfor økonomiske – at fremstille. Ignorerer du disse principper, står du over for det, som fremstillingsvirksomheder kalder "fremstillingsmodstand": højere priser, længere ventetider og øget risiko for fejl.
Uanset om du er en erfaren ingeniør eller en iværksætter, der udvikler en prototype, hjælper forståelsen af disse DFM-grundprincipper dig med at kommunikere effektivt med din fremstillingspartner og identificere potentielle problemer, inden de bliver dyre.
Designelementer, der muliggør præcisionsfremstilling
Tænk på plade metal som papkarton med meget specifikke bøjningsregler. Hver bøjning, hvert hul og hver udstansning interagerer på forudsigelige måder med materialeegenskaberne – hvis du ved, hvad du skal kigge efter. Disse centrale DFM-principper vejleder designs, som specialiserede plademetalvirksomheder kan fremstille pålideligt:
- Bøjeradiusstørrelse: Den indre kurve på din bøjning skal mindst svare til materialetykkelsen. Som DFM-eksperter forklarer, vil den ydre kant revne eller udvikle "crazing", hvis du forsøger at folde metal for skarpt. Ved at designe alle bøjninger med samme radius kan fremstillere bruge et enkelt værktøj til hver fold – hvilket sparer opsætningstid og reducerer dine omkostninger.
- Afstemning mellem hul og bøjning: Hold huller mindst 2,5 gange materialetykkelsen plus én bøjeradius væk fra bøjelinjerne. Huller, der placeres for tæt på bøjninger, strækkes til ovaler under formningen, hvilket gør det umuligt at montere skruer eller stifter korrekt.
- Bøjerelieffunktioner: Når bøjninger ender ved flade kanter, skal der tilføjes små rektangulære eller cirkulære udstansninger, hvor bøjelinjerne møder kanterne. Dette forhindrer spændingskoncentration og revner ved bøjeovergangene.
- Minimum flangelængde: Lav flanger mindst fire gange så lange som materialet er tykt. Pressebremser kræver tilstrækkelig overfladeareal til at gribe materialet under formningen – korte flanger kræver specialtilpasset, dyr værktøjning, der kan fordoble produktionsomkostningerne.
- Bevidsthed om kornretning: Pladestål har en "kornretning" fra valserprocessen på værket. Bøjninger, der udføres parallelt med kornretningen, er langt mere tilbøjelige til at revne. Konstruér dele således, at folder sker tværs af kornretningen, når det er muligt.
- Spaltens og udskæringens bredde: Hold smalle udskæringer mindst 1,5 gange breddere end materialeets tykkelse. Laserudskæring genererer intens varme – tynde spalter og fingerformede udskæringer vil deformeres eller forvrænges som følge af termisk spænding, hvilket kompromitterer fladhed og pasform.
Forståelsen af K-faktoren bliver afgørende for dele med flere bøjninger. Ifølge tekniske referencer repræsenterer K-faktoren forholdet mellem neutralaksens placering og materialeets tykkelse og ligger typisk mellem 0,25 og 0,50, afhængigt af materialet og bøjningsprocessen. At indstille denne værdi korrekt i dit CAD-program sikrer præcise flade mønstre og forhindrer akkumulering af tolerancer i komplekse samlinger.
Almindelige konstruktionsfejl, der kompromitterer kvaliteten
Selv erfarne designere begår fejl, der skaber fremstillingssværheder. Vær opmærksom på disse almindelige fælder, som præcisionsfremstillere af pladeemner ofte støder på:
- For stramme tolerancer på ikke-kritiske funktioner: At specificere ±0,005" på mål, der ikke påvirker funktionen væsentligt, øger inspektionsomfanget og omkostningerne betydeligt. Vær fleksibel med tolerancer, hvor det ikke er nødvendigt – standardtolerancer for pladeemner holder projekterne inden for budgettet, samtidig med at kvaliteten opretholdes, hvor det er afgørende.
- Ikke-standard huller: At specificere huller med mål som 5,123 mm kan kræve specialfremstillede bor. Ved at bruge standardstørrelser (5 mm, 6 mm, 1/4") kan fremstillerne udføre din ordre med eksisterende værktøjer, hvilket muliggør næsten øjeblikkelig levering via højhastighedsudstyr.
- Ignorering af fjeder-effekt: Metal er let elastisk. En bøjning til 90 grader vil naturligt tendere til at springe tilbage til 88 eller 89 grader. Præcisionsfremstillere kompenserer for dette, men for stramme vinkeltolerancer uden tillæg for springback fører til inspektionsfejl.
- Utilstrækkelig afstand mellem huller: Bore skal placeres ca. 1,5 gange materialetykkelsen fra kanterne og to gange tykkelsen fra hinanden. Mindre afstand mellem boringer forårsager materialeforvridning under stansningsprocesser.
- Udeladte overfladebehandlingsovervejelser: Pulverlak og anodisering tilføjer en dimensionel tykkelse. Konstruktionerne skal tage denne ændring i betragtning, især på sammenføjende overflader og gevindede dele. Desuden kræver dele ophængspunkter under overfladebehandling – angiv, hvor ubehandlede områder er acceptabelle.
Selvcentrerende funktioner udgør en ofte overset mulighed. Hvor det er muligt, skal dele konstrueres, så de justerer sig selv under montering, hvilket minimerer behovet for monteringsvorde og -fastholdere. Brug af PEM-indsatte eller nitter i stedet for svejsning kan spare betydelig tid og penge, når funktionaliteten tillader det – svejsning kræver faguddannet arbejdskraft og forårsager varmeforvridning, mens mekanisk fastgørelse sikrer strengere dimensionskontrol.
Forretningspåvirkningen af god DFM går ud over fremstillingseffektiviteten. Komponenter, der er designet med disse principper i tankerne, består typisk førsteartikelinspektionen uden omformning, opretholder konsekvent kvalitet over hele produktionsløbet og koster mindre, fordi fremstillerne kan bruge standardværktøjer og -processer. Når du præsenterer et design, der demonstrerer DFM-bevidsthed, genkender præcisionsblikfirmaer en kunde, der forstår fremstillingsrealiteterne – hvilket ofte fører til bedre priser, hurtigere tilbud og prioriteret planlægning.
Når designprincipperne er fastlagt, indebærer næste trin i din rejse inden for præcisionsfremstilling at forstå, hvordan prototypering og nye produktindførelsesprocesser validerer designs, inden man går i gang med fuld produktionsmængde.

Prototypering og nye produktindførelsesydelser
Du har designet din komponent med fremstillingsevne i tankerne. Men hvordan ved du, at den faktisk vil fungere, inden du investerer tusindvis af dollars i produktionsværktøjer? Her er præcisionsprototypering af pladeemalje uundværlig – den omdanner digitale designs til fysiske komponenter, som du kan holde i hånden, teste og forbedre.
Introduktion af nyt produkt (NPI) repræsenterer den strukturerede proces, der fører din idé fra det første koncept til en valideret produktionsklarhed. Ifølge produktionseksperter omfatter NPI hele spektret fra konceptudvikling til udvikling og produktion af det endelige produkt – og eliminerer så mange risici som muligt, samtidig med at den udnytter mulighederne for succes.
For købere, der vurderer et specialiseret pladeemalje-NPI-virksomhed, hjælper forståelsen af denne proces med at identificere de partnere, der rent faktisk kan fremskynde din tidsplan, i modsætning til dem, der blot modtager ordrer uden at tilføje værdi.
Fra koncept til godkendelse af første artikel
Forestil dig, at du udvikler en ny kabinet til industrielle udstyr. Du har CAD-filer, materiale-specifikationer og tolerancekrav – men spørgsmål står stadig åbne. Vil bøjningerne give de forventede vinkler? Er monteringshullerne korrekt justeret i forhold til de tilsvarende komponenter? Vil monteringsprocessen afsløre uventede interferensproblemer?
Prototypearbejdsgangen besvarer disse spørgsmål systematisk. Basering på branchens bedste praksis følger den typiske proces disse faser:
- Identificer og definer mål: Din fremstillingspartner samarbejder med dig for at forstå de centrale krav – funktionelle specifikationer, æstetiske forventninger, testprotokoller og tidsmæssige begrænsninger. Denne fase lægger grundlaget for alt, hvad der følger.
- Designgennemgang og DFM-optimering: Ingeniører analyserer dine CAD-data for fremstillelighed og anbefaler justeringer, der forbedrer præcisionen uden at kompromittere funktionen. Denne samarbejdsmæssige fase opdager ofte problemer, der ellers ville medføre produktionsforsinkelser senere.
- Prototypefremstilling: Ved hjælp af den samme udstyr, der er udpeget til produktion, fremstiller fremstillere de første prøveeksemplarer. Denne fremgangsmåde sikrer, at prototyperne nøjagtigt afspejler, hvad fuldskala-produktionen vil levere.
- Test og validering: Prototyperne gennemgår funktionsprøvning, pasningskontrol med tilknyttede komponenter samt ydeevluering under driftsbetingelser. Finite element-analyse (FEA) kan simulere spændingsmønstre, mens fysiske tests bekræfter opførslen i den virkelige verden.
- Design-iteration: Ud fra testresultaterne forbedres designet, og nye prototyper fremstilles efter behov. Som en branchekendt bemærker: "Ikke alle koncepter er vindere – man ønsker at lære hurtigt, hvad der virker, og hvad der kræver justering."
- Designgodkendelse og produktionsprisangivelse: Når prototyperne opfylder specifikationerne, fastlåses designet, og detaljerede produktionsprisangivelser udarbejdes. Fremstillere, der har fremstillet dine prototyper, kan give præcise prisangivelser, fordi de allerede har afprøvet fremstillingsprocessen.
- Førsteartikelinspektion (FAI): De første producerede dele gennemgår en omfattende dimensionel verifikation i forhold til specifikationerne, hvilket skaber dokumenteret bevis for, at fremstillingsprocesserne leverer konforme dele.
Denne strukturerede tilgang reducerer betydeligt risikoen for dyre overraskelser under fuld produktion. Når du vurderer tjenester inden for præcisionsprototypering af pladeudskæringer, bør du søge partnere, der tilbyder omfattende DFM-understøttelse i fase 1 af designgennemgangen – denne samarbejdspartnerskab afgør ofte, om projekter lykkes eller fejler.
Rapid prototypering versus seriefremstilling
Hastighed har forskellig betydning på hvert trin i produktudviklingsprocessen. Under prototyperingen giver hurtig levering mulighed for hurtig iteration – den såkaldte "fejl hurtigere"-filosofi, som hjælper dig med hurtigt at lære, om designene fungerer som tiltænkt. Som specialister inden for prototypering forklarer, er det langt mere ressourceeffektivt at fastslå hurtigt, om et bestemt design ikke er anvendeligt, end at investere meget tid og indsats i det.
Hvad adskiller hurtig prototypproduktion fra standardfremstillingstidsplaner? Ledende præcisionsvirksomheder inden for pladeudformning har dedikerede prototypproduktionsafdelinger, der er adskilt fra produktionsplanlægningen. Denne adskillelse sikrer, at prototypproduktionsarbejde ikke konkurrerer med højvolumenordrer om maskintid – en afgørende forskel, når man skynder sig på at validere design, inden markedsmulighederne lukker.
Overvej, hvordan hurtig prototypproduktionskapacitet faktisk ser ud i praksis. Topklassepartnere som Shaoyi (Ningbo) Metal Technology leverer hurtig prototypproduktion på 5 dage kombineret med omfattende DFM-understøttelse og tilbud på 12 timer – den type responsivitet, der betydeligt fremskynder udviklingscykluserne. Deres IATF 16949-certificering dokumenterer kvalitetssystemerne, der kræves for automobilchassis, ophæng og strukturelle komponenter, hvor præcisionsmål er ufravigelige.
Overgangen fra prototypproduktion til serieproduktion introducerer forskellige prioriteringer:
| Fabrik | Hurtig prototypering | Produktionsløb |
|---|---|---|
| Primærmål | Designvalidering og iterationshastighed | Konsekvent kvalitet i store mængder |
| Typisk tidsplan | 3–10 dage for indledende prøver | 2–6 uger afhængigt af kompleksitet og mængde |
| Værktøjsmæssig fremgangsmåde | Blød værktøjning eller direkte fremstilling | Produktionsklar værktøjning til gentagelighed |
| Omkostningsstruktur | Højere stykpris, lavere samlet investering | Lavere stykpris, højere investering i værktøjning |
| Volumenområde | 1–50 stykker er typisk | Hundreder til tusinder af stykker |
Pilotproduktion fungerer som bro mellem disse faser. Før man skalerer op til fuld produktionsmængde, fremstiller fremstillingsvirksomheder små partier – typisk 50–200 stykker – for at validere, at fremstillingsprocesserne er gentagelige og stabile. Dette trin identificerer eventuelle fremstillingsrelaterede problemer, som ikke kom frem under prototyperingen, og bekræfter, at kvalitetssystemerne kan opretholde specifikationerne over længerevarende produktionsløb.
Når du vælger et selskab, der leverer præcisionspladeudstyr med servodrev, eller en partner til hurtig prototypproduktion af pladeemner, skal du vurdere deres samlede kompetenceområde. De bedste partnere vejleder projekter fra den indledende idé gennem valideret produktion og anvender konsekvente kvalitetssystemer i alle faser. De forstår, at prototypproduktion ikke kun handler om at fremstille dele hurtigt – det handler om at lære hurtigt nok til at træffe bedre beslutninger, inden produktionsinvesteringer fastlægger designvalg.
Nu hvor prototypprocesserne er forstået, er du klar til at tage fat på et emne, som de fleste fremstillingsvirksomheder undgår at diskutere åbent: hvad bestemmer faktisk priserne inden for præcisionspladearbejde, og hvordan kan du optimere omkostningerne uden at ofre kvaliteten?
Forståelse af prisfaktorer og omkostningsdrevende elementer
Her er en samtale, som de fleste fremstillere undgår: hvad bestemmer faktisk omkostningerne ved dit projekt? Selvom det ofte føles, som om du modtager mystiske tal fra en sort boks, når du anmoder om tilbud på tilpasset pladeudformning i metal, er virkeligheden mere gennemskuelig, end du måske forestiller dig. At forstå, hvilke faktorer der påvirker omkostningerne ved præcisionspladeudformning, giver dig mulighed for at træffe velovervejede beslutninger – og potentielt mindske udgifterne uden at kompromittere kvaliteten.
Ifølge eksperter inden for præcisionsfremstilling påvirker flere sammenhængende faktorer prissætningen. Nøglen er at forstå, hvilke faktorer du kan styre, hvilke der kræver afveje, og hvilke der blot er faste realiteter, der følger af fremstillingsfysikken.
Materialeomkostninger og kompleksitetsfaktorer
Lad os starte med de mest konkrete omkostningsdrevende faktorer ved præcisionsmetalbehandling: hvilket materiale dine dele er fremstillet af og hvor komplicerede de er at producere.
Valg af materiale udgør en af de største variable i din prisangivelse. Ifølge branchekilder varierer metaller som aluminium, rustfrit stål og carbonstål både i pris pr. pund og i bearbejdningsvenlighed:
- Aluminium er letvægtig og korrosionsbestandig, men kræver mere omhu under formerings- og svejseoperationer
- Rustfrit stål tilbyder fremragende styrke og holdbarhed, men koster betydeligt mere pr. pund og kræver ofte specialiseret overfladebehandling
- Kulstofstål forbliver billig og alsidig, men kræver typisk beskyttende belægninger for at forhindre korrosion
Materialetykkelsen forøger disse omkostninger direkte. Tykkere materiale tager længere tid at skære, kræver mere kraft til bøjning og længere svejsetid – alt sammen resulterer i øgede produktionsomkostninger og højere priser.
Kompleksitet i udformningen skaber den anden store omkostningsmultiplikator. Komponenter med flere bøjninger, indviklede udsparinger eller stramme tolerancekrav kræver mere programmeringstid, yderligere opsætningsoperationer og hyppige inspektionscyklusser. Forskellen mellem en simpel beslag med to bøjninger og en kabinet med tolv bøjninger, indsatte beslag og svejste samlinger kan være dramatisk – selv når der bruges identiske materialer.
Her er en praktisk ramme for at forstå, hvordan forskellige faktorer inden for pladebearbejdning påvirker din resultatopgørelse:
| Prisfaktor | Impact Level | Hvad driver denne omkostning | Sådan optimerer du |
|---|---|---|---|
| Materiale type | Høj | Råmateriale-markedspriser, legeringsspecifikationer | Angiv standardlegeringer; overvej alternativer med lignende ydeevne |
| Materialetykkelse | Mellem-Høj | Skærehastighed, formekraft, svejsetid | Anvend minimumstykkelsen, der opfylder konstruktionsmæssige krav |
| Geometrisk komplekse | Høj | Programmering, ændringer af opsætning, specialværktøj | Forenkle designene; standardiser bøjeradier og hullens størrelser |
| Tolerancrav | Høj | Langsomme bearbejdningshastigheder, hyppig inspektion, risiko for omarbejdning | Anvend stramme tolerancer kun på kritiske mål |
| Overfladebehandling | Medium | Yderligere processtrin, belægningsmaterialer, udræknings tid | Angiv overfladebehandlinger kun, hvor de er funktionelt påkrævet |
| Montageoperationer | Mellem-Høj | Arbejdstimer, hardwareomkostninger, inspektionspunkter | Design til forenklet montage; brug selvcentrerende funktioner |
| Opsætning og programmering | Medium | Indledende maskinkonfiguration, værktøjsforberedelse | Design familier af dele, der deler krav til værktøjer |
Bemærk, at tolerankrav har en "Høj" indvirkningsgrad. Ifølge fremstillingseksperter stiger omkostningerne jo mere præcise tolerancerne er – opfyldelse af strenge dimensionelle krav kræver hyppigere inspektioner, langsommere bearbejdningstider og avancerede måleværktøjer som koordinatmålemaskiner (CMM) og laserbaserede inspektionssystemer.
Mængdebetragtninger og leveringstidens kompromiser
Mængden ændrer alt i prissætningen af præcisionsfremstillede dele. En enkelt prototype eller en lille seriefremstilling vil koste betydeligt mere pr. stk. end en stor seriefremstilling, fordi opsætnings- og programmeringstiden fordeler sig på færre dele.
Tænk over det praktisk: Uanset om du bestiller 10 dele eller 1.000, skal fremstilleren stadig programmere laseren, indstille pressebremse og konfigurere kvalitetsinspektionsprotokoller. Disse faste omkostninger fordeler sig forskelligt afhængigt af din ordrestørrelse:
- Prototype-mængder (1-10 stykker): Opsætningsomkostninger dominerer; forvent den højeste pris pr. del, men den laveste samlede investering
- Produktion i lavt volumen (50-500 styk): Opsætningsomkostninger afskrives mere fordelagtigt; prisen pr. del falder betydeligt
- Produktion i højt volumen (1.000+ styk): Effektivitetsgevinster maksimeres; automatisk håndtering og optimeret anbringelse reducerer spild og arbejdskraft
Leveringstiden introducerer en anden omkostningsdimension, som mange købere undervurderer. Ifølge specialister inden for fremstillingskostestimering medfører hastebestillinger eller projekter, der kræver accelereret levering, ofte overarbejde eller justeringer af produktionsplanen – begge medfører tillæg til prisen.
Forholdet mellem leveringstid og omkostninger skaber vigtige kompromiser:
| Scenarie for leveringstid | Prisens indvirkning | Typisk tidsplan | Bedst til |
|---|---|---|---|
| Standardproduktion | Standardprisfastsættelse | 2-4 uger | Planlagt produktion med forudsigelig efterspørgsel |
| Hurtig levering | Der opkræves premiumgebyrer | 1-2 uger | Kritiske frister med fleksibilitet i forhold til budgettet |
| Hastighedsordre/akut ordre | Betydelig prisjustering | Dage i stedet for uger | Sande akuttilfælde, hvor omkostningerne er sekundære |
| Fleksibel/planlagt | Mulig rabat | 4–6+ uger | Ikke-akutte ordrer, hvor tidsplanen er forhandlingsbar |
Som vores specialister inden for gennemførelsestid bemærker: Jo enklere din konstruktion er, og jo mere standardiserede dine materialer er, desto hurtigere ankommer dine dele – og hurtigere betyder ofte billigere, når du undgår hastighedsgebyrer.
En ofte overset omkostningsfaktor? Forsendelse og logistik. Ifølge branchekilder kan produktionen måske afsluttes til tiden, men forsendelsen kan stadig påvirke din tidsplan. Hurtig-logistik via prioritetsbærere forkorter leveringstiden, men normalt til en højere pris. Ved internationale ordrer bør du overveje at anmode om delt forsendelse, hvis hastighed er mere afgørende end at minimere fragtomkostningerne.
Den mest omkostningseffektive fremgangsmåde kombinerer intelligente designbeslutninger med realistisk tidsplanlægning. Samarbejd tidligt med din partner inden for præcisionspladebearbejdning – i designfasen snarere end efter, at tegningerne er færdiggjort. Erfarede fremstillere kan identificere muligheder for omkostningsoptimering, som du måske ikke selv opdager, f.eks. ved at foreslå standardhuller, der reducerer værktøjsomstilling, eller anbefale materialer, der leverer tilsvarende ydeevne til lavere omkostning.
Når du forstår prisfaktorerne, er du rustet til at vurdere tilbud intelligently og føre velinformerede samtaler med potentielle fremstillingspartnere om, hvoromkostningerne stammer fra – og hvor du muligvis kan finde besparelser uden at kompromittere den præcision, din anvendelse kræver.
At træffe den rigtige beslutning inden for præcisionspladeudformning
Du har dækket betydeligt terræn – fra at forstå, hvad præcisionsmåletolerancer faktisk betyder, til at vurdere certificeringer, DFM-principper, prototyperingsprocesser og omkostningsdrevende faktorer. Nu er det tid til at samle disse indsigt i handlingsorienteret vejledning, der hjælper dig med at gå fremad med tillid.
Uanset om du er en teknisk specifikator, der sammenligner fremstillingskapaciteter, eller en erhvervsbeslutningstager, der vurderer potentielle leverandører i din supply chain, deler de kriterier for valg af præcisionsplade, vi har gennemgået, en fælles tråd: Verificeret kapacitet betyder mere end markedsføringspåstande.
Vigtige konklusioner til dit næste præcisionsprojekt
Før du anmoder om tilbud eller planlægger besøg på faciliteterne, skal du holde disse afgørende vurderingspunkter for øje:
Den bedste præcisionsfremstilling af pladeemaljé demonstrerer tre uforhandlingslige kvaliteter: branchespecifikke certificeringer, der er verificeret via aktuelle dokumenter, udstyrskapaciteter, der matcher dine specifikke tolerancekrav, og samarbejdsmæssig ingeniørstøtte, der forbedrer dine design før produktionen begynder.
Her er din komprimerede evaluationsramme for partnere inden for præcisionsfremstilling:
- Verificer certificeringer aktivt: Anmod om aktuelle certifikater med udløbsdatoer. ISO 9001 anvendes til almindelige anvendelser; AS9100 er obligatorisk inden for luft- og rumfart; IATF 16949 signalerer klarhed til levering i den automobilindustrielle supply chain
- Tilpas kapaciteterne til kravene: Betaling for kapaciteter, som du ikke har brug for, skal undgås – men kompromis med hensyn til de tolerancer, som din applikation kræver, må ikke foretages
- Vurder DFM-samarbejdet: Partnere, der forbedrer dine design under prototyperingen, forhindrer dyre produktionsproblemer senere
- Vurder responsivitet tidligt: Hvor hurtigt potentielle partnere reagerer på anfordringer om tilbud, forudsiger, hvordan de vil kommunikere under produktionens udfordringer
- Forstå omkostningsdrevende faktorer: Valg af materiale, geometrisk kompleksitet, krav til tolerancer og levertid påvirker alle prisen – optimer, hvor der er fleksibilitet
Fremad med Selvsikkerhed
Dine næste trin afhænger af, hvor du befinder dig i køberrejsen. Hvis du stadig definerer kravene, skal du fokusere på specifikationer af tolerancer og valg af materiale – disse beslutninger påvirker alle efterfølgende valg. Hvis du aktivt sammenligner leverandører, skal du prioritere verificering af certificeringer og anmode om prøvedele, der demonstrerer deres præcisionskapaciteter.
For bilapplikationer specifikt bliver valget af den rigtige præcisionspartner endnu mere kritisk. Som bemærket af specialister inden for præcisionsstansning signalerer certificeringer som IATF 16949, at en fremstiller forstår bilbranchens specifikke krav, herunder fejlforebyggelse, sporbarehed og protokoller for kontinuerlig forbedring.
Overvej, hvordan en ideel præcisionspartner ser ud i praksis. Shaoyi (Ningbo) Metal Technology opfylder de kriterier, vi har drøftet gennem hele denne vejledning: IATF 16949-certificering for automobilchassis, ophæng og konstruktionsdele; hurtig prototypproduktion på 5 dage, der fremskynder din udviklingstidslinje; omfattende DFM-understøttelse, der opdager designproblemer, inden produktionen går i gang; og en tilbudsgivningstid på 12 timer, der holder dine projekter i gang. Denne kombination af verificerede kvalitetssystemer, responsiv service og teknisk samarbejde repræsenterer præcis det, du bør søge i en præcisionspladebearbejdningsspecialist.
Markedslandskabet for præcisionsfremstilling belønner velinformerede købere. Udstyret med den vurderingsramme, DFM-viden og omkostningsforståelse, du har erhvervet her, er du nu i stand til at vælge partnere, der leverer konsekvent kvalitet – ikke kun ved den første ordre, men også over årsvis produktionssamarbejde.
Ofte stillede spørgsmål om præcisionspladevirksomheder
1. Hvad er præcisionsbearbejdning af plademetal?
Præcisionsfremstilling af pladeemner er processen med fremstilling af pladeemner og komponenter med ekstremt høj nøjagtighed, typisk med tolerancer mellem ±0,005" og ±0,010" (±0,13 mm til ±0,25 mm). Dette kræver specialiseret udstyr som fiberlaseranlæg, CNC-bøjemaskiner med vinkelkorrektionsteknologi samt koordinatmålemaskiner (CMM) til inspektion. Brancher, der kræver præcise specifikationer – såsom luft- og rumfart, medicinsk udstyr og bilindustrien – er afhængige af præcisionsfremstilling, fordi fejl i komponenternes dimensioner kan føre til monteringsproblemer, produkttilbagetrækninger og sikkerhedsrisici.
2. Hvem er verdens bedste fremstiller?
Den bedste fremstiller afhænger af dine specifikke anvendelseskrav, de branchecertificeringer, der er nødvendige, og de nødvendige præcisionsnøjagtigheder. For automobilapplikationer bør du søge partnere med IATF 16949-certificering, såsom Shaoyi (Ningbo) Metal Technology, som tilbyder hurtig prototypproduktion på 5 dage, omfattende DFM-understøttelse samt prisangivelse inden for 12 timer for chassis-, ophængs- og strukturelle komponenter. For luftfartsapplikationer er AS9100-certificering afgørende. Vurder potentielle partnere ud fra deres udstyrskapacitet, kvalitetssystemer, materialeekspertise og responsivitet i stedet for at basere beslutningen på generelle rangeringer.
3. Hvor meget koster det at montere pladeudformet metal?
Præcisionsfremstilling af pladeemaljer omkoster betydeligt forskelligt, afhængigt af flere faktorer: materialetype og -tykkelse, geometrisk kompleksitet, krav til tolerancer, behov for overfladebehandling og ordrevolumen. Mens simple projekter kan koste et par hundrede dollars, kan komplekse præcisionskomponenter med stramme tolerancer koste flere tusinde dollars. Opsætnings- og programmeringsomkostninger forbliver relativt faste uanset mængden, hvilket gør stykomkostningerne langt højere for prototyper end for seriefremstilling. For at optimere omkostningerne skal du kun specificere stramme tolerancer på kritiske mål, bruge standardhulstørrelser og bøjningsradier samt planlæg realistiske leveringstider for at undgå ekstra gebyrer for hastevirksomhed.
4. Hvilke certificeringer bør et firma inden for præcisionsfremstilling af pladeemaljer have?
De krævede certificeringer afhænger af din branche. ISO 9001 udgør grundlaget for almindelige kommercielle anvendelser og dokumenterer kvalitetsstyringssystemer. AS9100 udvider ISO-kravene til luftfarts-, flyvning- og forsvarsapplikationer, hvor sikkerhedskritisk fremstilling er påkrævet. IATF 16949 signalerer klarhed til levering til bilindustrien med fokus på fejlforebyggelse og løbende forbedring. ISO 13485 dækker overholdelse af reglerne for medicinsk udstyr. Anmod altid om aktuelle certifikater med udløbsdatoer, da certificeringer kræver tredelte revisioner for at opretholde deres gyldighed.
5. Hvordan vælger jeg den rigtige partner inden for præcisionspladeudformning?
Start med at verificere, at branchespecifikke certificeringer svarer til dine applikationskrav. Vurder udstyrets kapacitet i forhold til dine specifikke tolerancekrav og materialetyper. Vurder deres DFM-understøttelse i designfasen – partnere, der forbedrer designene, inden produktionen påbegyndes, undgår dyre problemer senere. Tjek deres responsivitet i tilbudsprocessen som en indikator for fremtidig kommunikationskvalitet. Anmod om prøvedele eller referencer fra kunder med lignende krav til præcision. Overvej deres prototyperingsmuligheder, hvis du har brug for hurtig iteration, og sikr dig, at deres kvalitetssystemer omfatter materiale-sporelighed og statistisk proceskontrol for kritiske dimensioner.