 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Metaludskæringsvirksomheder afkodet: Fra anfordring af tilbud til færdige dele

Forståelse af metaltskæringsvirksomheder og deres produktionsmæssige rolle
Når du har brug for specialfremstillede metaldele – enten til en prototype, en produktionsserie eller et specialprojekt – hvor henviser du da? Svaret findes hos metaltskæringsvirksomheder, de specialiserede producenter, der omdanner rå metalplader og metalstokke til præcist formede komponenter . Disse serviceudbydere udgør et afgørende link mellem dine designkoncepter og konkrete, funktionsdygtige dele.
Hvad metaltskæringsvirksomheder faktisk gør
Metaltskæringsvirksomheder er specialiserede producenter, der fjerner materiale fra metalværkstykker for at skabe ønskede former og størrelser. Ifølge Mark Metals , omfatter metaltskæring en bred vifte af teknikker, herunder savning, skæring, boring, slibning, vandstråleskæring og laserskæring. Men disse virksomheder tilbyder typisk langt mere end blot skæring alene.
Tænk på et metalbearbejdningsselskab som din allesidige produktionspartner. De håndterer alt fra præcisionslaserudskæring af indviklede designs til industriel produktion i stor målestok af strukturelle komponenter. Mange selskaber, der skærer metal, yder også sekundære operationer – formning, sammenføjning og overfladebehandling – der fører dine dele fra råudskårne stykker til klar-til-brug komponenter.
Omfanget af ydelser varierer meget. Nogle virksomheder, der skærer metal, specialiserer sig i bestemte teknologier såsom fiberlaser- eller vandstrålesystemer, mens andre fungerer som fuldt ud serviceydelser med tilbud om:
- Laserudskæring, vandstråleudskæring og plasmaskæring
- CNC-bøjning og dannelsesoperationer
- Svejsning og samlingstjenester
- Overfladebehandling såsom pulverlak, anodisering og belægning
- Kvalitetsinspektion og certificeringsdokumentation
Produktionsrygraden, du kan stole på
Hvorfor er det vigtigt at forstå denne branche? Fordi uanset om du er ingeniør, der designer bilbeslag, produktudvikler, der laver prototyper af kabinetter til forbruger-elektronik, eller entreprenør, der indkøber strukturelle komponenter, vil du sandsynligvis arbejde med disse producenter på et tidspunkt.
Moderne virksomheder inden for metalskæring tjenester betjener næsten alle tænkelige industrier. Som Xometry påpeger, understøtter de jævnligt luftfarts-, forsvars-, automobil-, energi-, industri-, medicinsk-, tandlæge- og forbrugerproduktsektorer. Deres muligheder spænder fra lavvolumen-produktion med høj variation i prototyper til storserieproduktion med tusindvis eller millioner af enheder.
Den effektivitet disse virksomheder tilbyder, stammer fra specialiseret udstyr og ekspertise. Virksomheder inden for metalbearbejdning investerer stort i avanceret maskineri – fiberlasere, der skærer med mikronniveau præcision, vandskærere, der kan skære igennem næsten alle materialer, og automatiserede systemer, der sikrer konstant kvalitet i store produktionsbatche. Denne specialisering betyder kortere leveringstider og bedre kvalitetskontrol sammenlignet med at håndtere produktion internt.
I de følgende afsnit får du viden om, hvordan forskellige skæreteknologier fungerer, hvilke metoder der passer til bestemte materialer og anvendelser, og hvordan du navigerer fra din første forespørgsel på en tilbud til modtagelse af færdige dele. Du vil også lære de praktiske kriterier for at vurdere virksomheder, der tilbyder metalbearbejdning, og hvordan du forbereder dine projekter til succes. Betragt dette som din fuldstændige guide til at blive en velinformeret køber på markedet for metalbearbejdning.
Metalbearbejdningsteknologier og hvordan hver metode fungerer
Så du ved, hvad metalstansende virksomheder gør – men hvordan skærer de egentlig præcist igennem stål, aluminium eller titan? Svaret afhænger helt af, hvilken teknologi de bruger. Hver skæremetode fungerer på grundlæggende forskellige principper, og at forstå disse forskelle hjælper dig med at vælge den rigtige fremgangsmåde til dit projekt.
Lad os gennemgå de fem største skæreteknologier, som du vil støde på, når du samarbejder med virksomheder inden for metal-laserskæring og andre fremstillingsydere.
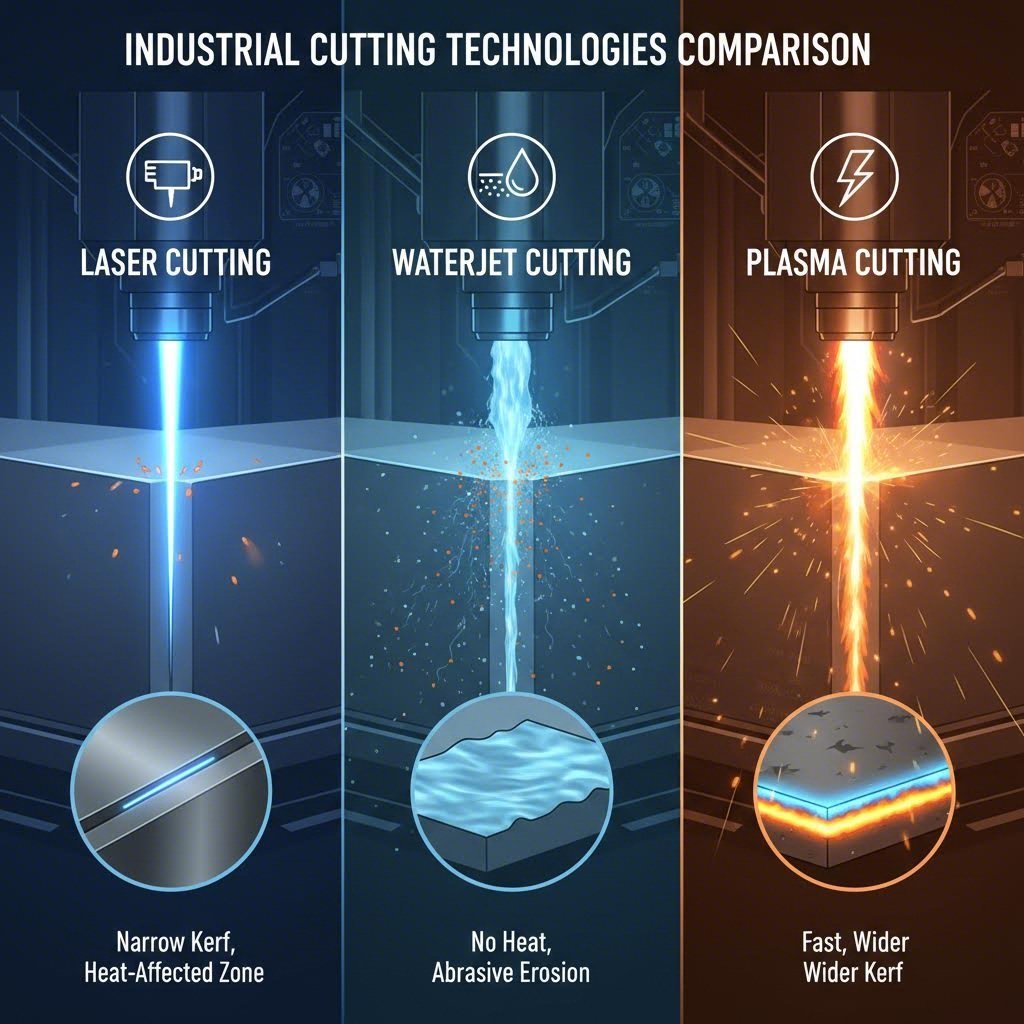
Laserudskæring forklaret
Forestil dig, at du fokuserer sollys gennem en forstørrelsesglas – nu øg intensiteten med tusinder. Det er det grundlæggende princip bag laserskæring. En meget koncentreret lysstråle leverer tilstrækkelig energi til at smelte, brænde eller fordampe metal langs en præcist kontrolleret bane.
To typer lasere dominerer i dag branchen: fiberlasere og CO2-lasere. Ifølge HPC Laser fiberlaser-skæremaskiner bruger optiske fibre, der er dopet med sjældne jordartselementer som ytterbium, til at generere deres laserstråle. Denne teknologi er fremragende til skæring af reflekterende metaller, herunder stål, rustfrit stål, aluminium, messing, kobber og titan.
Fordelene ved fiberlasere er overbevisende:
- Ekseptionel præcision med minimal snitbredde
- Høje skærehastigheder, især ved tynde materialer
- Lavere vedligeholdelseskrav end CO2-systemer
- Overlegen energieffektivitet
- Udmærket ydelse på reflekterende metaller
CO2-lasere, der opererer ved en anden bølgelængde (10,6 mikrometer), forbliver det foretrukne valg til skæring af ikke-metaller som akryl og visse plasttyper. Fiberlaser-maskiner til metal-skæring har dog i vidt omfang erobret markedet for metalbehandlingsanvendelser på grund af deres fordele inden for hastighed og effektivitet.
Hvornår bør du specificere laserskæring? Ifølge Wurth Machinery , laser teknologi er førende, når du har brug for fine detaljer, præcise huller eller rene kanter på tynde plader. Det er ideelt til elektronik, medicinske instrumenter og fremstilling af præcisionsdele, hvor selv mindre afvigelser kan kompromittere funktionaliteten. Virksomheder, der benytter plade laserskæremaskiner, opnår ofte tolerancer inden for ±0,005 tommer på tynde materialer.
Waterjet versus Plasma-teknologi
Hvad hvis varme er din fjende? Visse materialer bukker, bliver hårde eller mister deres egenskaber, når de udsættes for høje temperaturer. Her lykkes det waterjetskæring.
En metal waterjetskæringsvirksomhed anvender en helt anden metode: vand under ekstremt højt tryk (typisk 60.000 PSI eller højere) blandet med abrasive partikler som granat. Denne stråle skærer igennem metal uden at generere varme og eliminerer derved varmepåvirkede zoner fuldstændigt. Ifølge Zintilon er waterjetskæring særlig velegnet til varmefølsomme materialer som aluminium og titanium, hvor termisk deformation ville være et problem.
De vigtigste fordele ved vandskæring inkluderer:
- Ingen varmepåvirkede zoner eller materialeforvrængning
- Mulighed for at skære næsten ethvert materiale – metaller, sten, glas, kompositter
- Udmærket egnet til tykke materialer og lagvis skæring
- Ingen udbedring af skærekanter
- Miljøvenlig med minimalt affald
Plasmaskæring fungerer i den modsatte ende af spektret. Den bruger en elektrisk bue kombineret med trykluft til at danne superopvarmet plasma, som smelter igennem ledende metaller. Plasmaskæring tynde metalplader virksomheder og tunge fabrikanter benytter begge denne teknologi på grund af dens ekstraordinære hastighed på tykke materialer.
Ifølge Wurth Machinerys tests er plasmaskæring af 1 tomme stål cirka 3-4 gange hurtigere end vandskæring, med driftsomkostninger der er omtrent halvt så høje pr. fod. Hvis du arbejder med strukturelt stål, komponenter til tungt udstyr eller skibsbygningsapplikationer, tilbyder plasmaskæring uslåelig omkostningseffektivitet.
Plasmaskæring af malet metal støder imidlertid på begrænsninger for virksomheder – processen virker kun på elektrisk ledende materialer og giver en bredere skærefuge end laserskæring. For tykke ledende metaller, hvor præcision ikke er afgørende, forbliver plasma den industrielle arbejdshest.
Når mekanisk skæring giver mening
Ikke alle skærearbejder kræver højteknologiske løsninger. CNC-metalsskærevirksomheder anvender ofte mekaniske metoder som fræsning, savning, skæring og perforering til specifikke anvendelser.
CNC-fræsning bruger roterende skæreværktøjer til at fjerne materiale, ligesom ved fræsningsoperationer. Denne metode fungerer godt til blødere metaller samt applikationer, der kræver specifikke kantprofiler eller komplekse 3D-konturer. Virksomheder, der leverer laserskæremaskiner til metal, supplerer nogle gange deres lasersystemer med fræsning til applikationer, hvor lasere ikke er ideelle.
Mekanisk skæring og punching forbliver omkostningseffektive til højvolumenproduktion af enkle former. Disse processer er hurtige, kræver minimal opsætning og giver konsekvente resultater på tynd plademetal. Tårnpunchpresser kan producere dusinvis af huller per minut – hastigheder, som selv lasere har svært ved at matche for visse operationer.
Wire EDM (elektrisk erosionsbearbejdning) udfylder en unik niche. Denne proces bruger elektriske udledninger fra en tynd tråd til at erodere materiale med ekstrem præcision. Zintilon forklarer, at wire EDM er fremragende til hårde metaller og komplekse geometrier, der kræver stramme tolerancer, hvilket gør det uvurderligt til værktøjs- og diesarbejde, fly- og rumfartsdele samt indviklede mekaniske komponenter.
| TEKNOLOGI | Bedste Materialer | Tykkelseområde | Nøjagtighedsniveau | Hastigheds karakteristika |
|---|---|---|---|---|
| Fiber laser | Stål, rustfrit stål, aluminium, messing, kobber, titan | Op til 1" (varierer efter effekt) | ±0,005" typisk | Meget hurtig på tynde materialer; langsommere på tykke |
| CO2-laser | Metaller, akryl, plast, træ | Op til 1" på metaller | ±0,005" typisk | Hurtig; lidt langsommere end fiber på metaller |
| Vandjet | Alle materialer (metaller, sten, glas, kompositter) | Op til 12"+ afhængigt af materiale | ±0,003" til ±0,010" | Langsommer end plasma/laser; ingen varmebegrænsninger |
| Plasma | Kun ledende metaller (stål, aluminium, kobber) | 26 gauge til 6"+ tyk | ±0,020" typisk | Hurtigst på tykke ledende metaller |
| CNC-ruting | Blødere metaller, plastikker, kompositmaterialer | Varierer efter materiale | ±0,005" til ±0,010" | Moderat; velegnet til 3D-konturer |
| Tråd EDM | Alle ledende metaller, især hærdede stålsorter | Op til 16" typisk | ±0,0001" mulig | Langsom; prioriterer præcision frem for hastighed |
At forstå disse teknologier hjælper dig med at kommunikere effektivt med fremstillingspartnere og vælge den rigtige skæremetode til dine specifikke krav. Men teknologien er kun en del af ligningen – de materialer, du skærer i, spiller lige så stor en rolle for at fastslå den optimale fremgangsmåde.
Materialer og tykkelseskapacitet inden for de enkelte skæremetoder
Nu hvor du forstår hvordan hver skæret teknologi fungerer , er her det afgørende spørgsmål: hvilken metode virker bedst til det specifikke metal, du skal skære? Svaret er ikke altid ligetil, fordi materialeegenskaberne påvirker skæreydelsen markant. Reflektivitet, varmeledningsevne, hårdhed og tykkelse spiller alle afgørende roller for at fastslå den optimale fremgangsmåde.
Virksomheder inden for pladeskæring støder dagligt på dusinvis af forskellige legeringer. At forstå, hvordan disse materialer interagerer med de enkelte skæret teknologier, hjælper dig med at specificere den rigtige proces – og undgå kostbare fejl, der fører til projektforsinkelser.
Guide til matchning af materiale og metode
Hvert metal bringer unikke egenskaber med sig til skærebordet. Lad os undersøge de mest almindelige materialer og deres ideelle skæremetoder.
Rustfrit stål
Edelstål kombineret med korrosionsbestandighed og styrke gør det til et foretrukkent materiale inden for mange industrier. Virksomheder, der arbejder med laserskæring af plader, anbefaler typisk fiberlaser til edelstål op til 1" tykkelse på grund af den fremragende kantkvalitet og hastighed. Til tykkere sektioner tilbyder plasmaskæring en omkostningseffektiv proces, mens vandskæringsmetoden bevarer materialeegenskaberne, når varmefølsomhed er et problem.
- Optimale metoder: Fiberlaser (tynd til medium), plasma (tykke sektioner), vandskæring (varmefølsomme anvendelser)
- Vigtig overvejelse: Højere chromindhold kan påvirke laserskærehastigheden
Aluminium
Aluminiums høje refleksion gjorde det tidligere udfordrende at skære med laser, men moderne fiberlasere håndterer det nemt. Ifølge StarLab CNC yder fiberlasere fremragende resultater på aluminumsplader, mens plasmaskæring fungerer godt på tykkere aluminiumsplader. Vandskæring forbliver det foretrukne valg, når man har brug for nul varmepåvirkede zoner – især vigtigt i luftfartsapplikationer, hvor materialeintegritet er uomgængelig.
- Optimale metoder: Fibre-laser (pladetykkelse op til 0,5 tommer), vandskæring (varmefølsomme materialer), plasma (tykkere plader)
- Nøgleovervejelse: Termisk ledningsevne kræver højere effektindstillinger ved laserskæring
Kulstål og blødt stål
Kulstål er det primære materiale for metal- og skærearbejdsvirksomheder. Det skæres godt med næsten alle teknologier, hvilket gør valg af metode primært afhængigt af tykkelse og nødvendig præcision. Tynde plader skæres fremragende med laser, mens tunge plader (over 1 tomme) er ideelle for plasmaskæring.
- Optimale metoder: Laser (op til 1 tomme), plasma (0,5 til 6 tommer+), vandskæring (alle tykkelser)
- Nøgleovervejelse: Plasmaskæring giver den bedste hastighed-til-pris relation ved skæring af tykt kulstål
Andre varer af jern
Disse meget reflekterende metaller var traditionelt svære at behandle med lasersystemer. I dagens kraftfulde fiberlasere er denne udfordring stort set løst, selvom virksomheder, der fremstiller metalpladeskærmemaskiner, stadig udviser forsigtighed ved skæring af tynd kobber for at undgå tilbageviste stråler, som kan beskadige udstyret. Vandskærmsskæring forbliver en pålidelig alternativ løsning, der helt undgår problemer relateret til reflektivitet.
- Optimale metoder: Fiberlaser (med passende effekt), vandskærm (sikker for alle tykkelsesgrader), plasma (begrænsede anvendelsesmuligheder)
- Nøgleovervejelse: Kobbers termiske ledningsevne spredes varme hurtigt, hvilket kræver justerede parametre
Speciallegeringer (titan, Inconel, værktøjsstål)
Når du arbejder med eksotiske legeringer, stiger risiciene – og omkostningerne – hurtigt. Virksomheder, der tilbyder laserskæring af pladeemal, anbefaler ofte vandstråleskæring til titan og nikkelbaserede superlegeringer, fordi den kolde skæreproces bevarer de metallurgiske egenskaber. Tråd-EDM håndterer hærdede værktøjsstål med uovertruffen præcision og er derfor uundværlig ved værktøjsapplikationer.
- Optimale metoder: Vandstråleskæring (bevarer egenskaberne), tråd-EDM (hærdede materialer), fiberlaser (med ekspertise)
- Vigtig overvejelse: Mange speciallegeringer kræver efterfølgende skæringstest for at verificere materialets integritet
Tykkelseskapacitet efter metaltype
Tykkelsen er ofte den afgørende faktor, når man vælger en skæremetode. Her er det, du kan forvente fra en pladeemalskæringsservicevirksomheds kapaciteter:
Tynde materialer (under 0,125 tommer)
Laserudskæring dominerer denne kategori. Den koncentrerede stråle giver minimal snitbredde, præcise tolerancer og fremragende kvalitet af skærekanterne. Førdelen i hastighed er dramatisk – en fiberlaser kan f.eks. skære 0,8 mm tyk stålplade med over 20 meter pr. minut. Vandstråle- og plasmaudskæring kan håndtere tynde materialer, men er sjældent økonomisk fornuftig, medmindre undgåelse af varme er afgørende.
Mellemtykkelse (3,175 mm til 19,05 mm)
Dette er den konkurrencedygtige zone, hvor valget af metode afhænger af prioriteterne. Har du brug for præcision og rene kanter? Så leverer laserudskæring det ønskede resultat. Prioriterer du hastighed og omkostningseffektivitet ved ledende metaller? Så fremtræder plasmaudskæring som den bedste løsning. Kræver du fuldstændig undgåelse af varmedistortion? Så er vandstråleudskæring svaret. Ifølge Gauer Metal Products afhænger den rigtige fremgangsmåde af faktorer som metaltype, tykkelse og den nødvendige præcision for dit projekt.
Tyk plade (19,05 mm og derover)
Når materialetykkelsen øges, træder plasma- og vandstråleskæring frem i centrum. Plasma skærer 1" stål med over 100 tommer i minuttet – cirka 3-4 gange hurtigere end vandstråle – hvilket gør det til standardmetoden inden for strukturel fremstilling, tung udstyrproduktion og skibsværfter. Vandstråleskæring håndterer endnu tykkere materialer (op til 12"+ på nogle anlæg) og forbliver afgørende, når varmebelastede zoner ikke kan accepteres.
Materialeegenskaber dikterer metodevalget lige så meget som tykkelse. En 0,5" plade af aluminium kan skæres perfekt med fiberlaser, mens samme tykkelse i kobber måske klart bedre yder på en vandstråle for at undgå refleksionsproblemer.
At forstå disse sammenhænge mellem materiale og fremstillingssmetode giver dig en stærkere position, når du diskuterer dit projekt med fremstillingspartnere. Du vil vide, hvilke spørgsmål du skal stille, og kan vurdere, om et værkstedes anbefalinger er i overensstemmelse med branchens bedste praksis. Derefter gennemgår vi hele fremstillingsarbejdsgangen – fra din første anfordring af et tilbud til de færdige dele ankommer til din lagerplads.
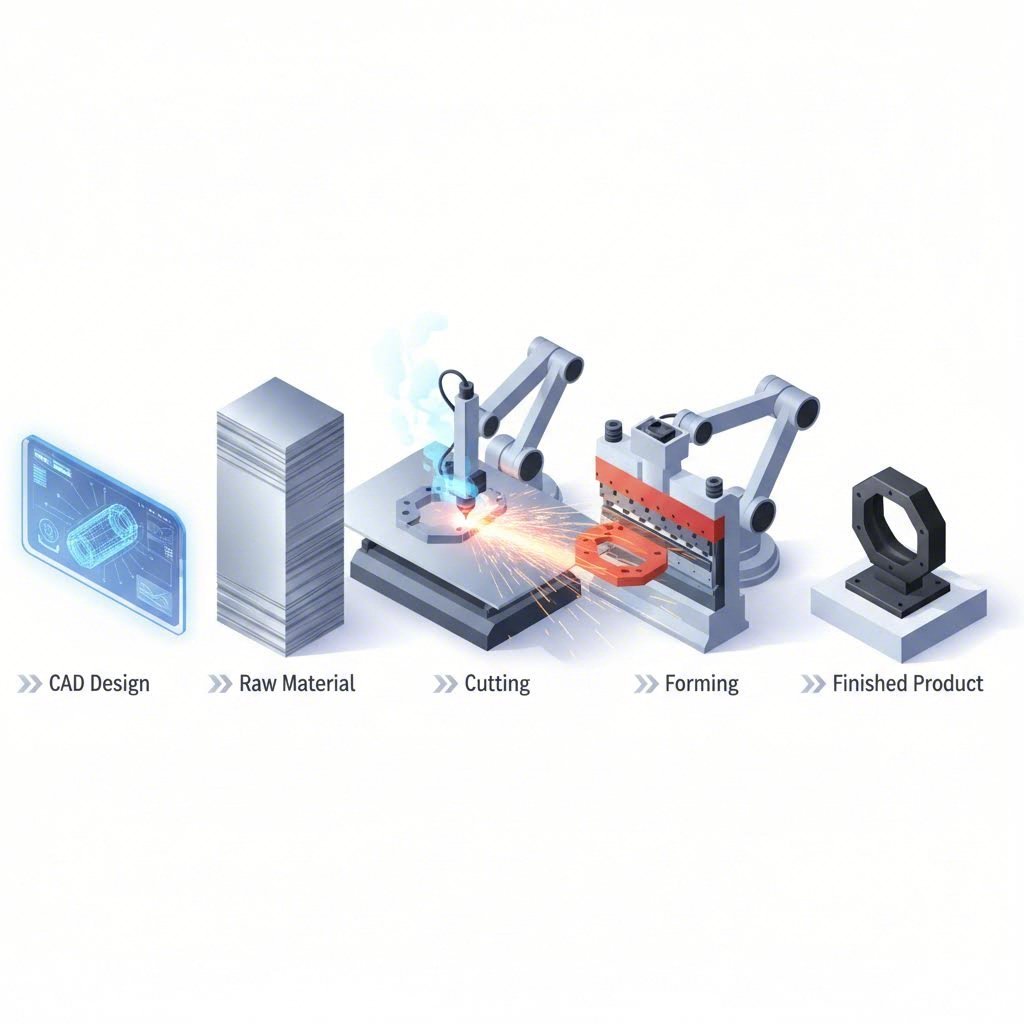
Den komplette metaludskæringsproces fra start til slut
Du har valgt din udskæringsteknologi og identificeret det rigtige materiale – men hvad sker der så faktisk, når du engagerer et metaludskæringsvirksomhed? At forstå hele fremstillingsarbejdsgangen fjerner usikkerhed og hjælper dig med at forberede projekter, der glider smidigt fra koncept til færdiggørelse.
Uanset om du arbejder med virksomheder inden for metaltilskæring efter mål for første gang eller ønsker at optimere en eksisterende samarbejdsrelation, giver kendskab til hver fase af processen dig fuld kontrol. Lad os gennemgå den rejse, som dine dele foretager fra første kontakt til endelig levering.
Fra forespørgsel til færdige dele
Fremstillingsprocessen følger en logisk rækkefølge, selvom tidsrammerne varierer afhængigt af kompleksiteten, mængden og dine specifikke krav. Ifølge H&S Manufacturing , omfatter tilpasset fremstilling af pladeudskæringer flere tydelige produktionsfaser. Her er, hvad du kan forvente:
-
Filindsendelse og første kontakt
Dit projekt starter, når du indsender tegningsfiler til din valgte fremstiller. De fleste virksomheder, der leverer pladebeskæringstjenester, accepterer standard-CAD-formater, herunder DXF-, STEP- og IGES-filer. Nogle hurtige fremstillingstjenester – som f.eks. de, der tilbydes af Approved Sheet Metal – har interaktive tilbuds-systemer, hvor du uploader filer og modtager priser inden for få timer. Inkludér eventuelle særlige bemærkninger om tolerancer, mængder eller krav til overfladebehandling i denne fase. -
Tegningsgennemgang og ingeniørarbejde
I denne fase analyserer fremstillerne din tegning for fremstillelighed. H&S Manufacturing bemærker, at dette kan omfatte fremstilling af prototyper og gennemførelse af mulighedsstudier for at fastslå de rigtige materialer og processer. Erfarne team fra specialiserede metalbeskæringsselskaber vil identificere potentielle problemer – f.eks. detaljer, der muligvis ikke beskæres rent, bøgningsradier, der kan forårsage revner, eller tolerancer, der kræver alternative løsninger. Denne samarbejdsmæssige gennemgang spare tid og penge senere. -
Tilbud og godkendelse
Du får et detaljeret tilbud, der dækker materialeomkostninger, skæreevner, sekundære processer og levering. Nogle virksomheder, der tilbyder laserskæring og emballering af plader, kan give tilbud samme dag for enkle projekter, mens komplekse samlinger kan kræve flere dages teknisk gennemgang. Når du godkender tilbuddet og bekræfter mængderne, går din ordre ind i produktionsserien. -
Indkøb og forberedelse af materialer
Din producent indhenter det specificerede materiale – eller henter det fra eksisterende lagerbeholdning. Ifølge H&S Manufacturing inspicerer kvalitetsproducenter råmaterialer for defekter, inden de bearbejdes. Plademetal skæres til passende størrelser ved hjælp af saks eller lasersystemer, inden den primære skæreoperation påbegyndes. -
Primær skæreoperation
Her får dine dele form. CAD-filer oversættes til maskininstruktioner, der styrer lasere, vandstråler eller plasmaflamme langs præcise skæreveje. Moderne udstyr opererer med minimal menneskelig indgriben, selvom kvalificerede operatører overvåger kvaliteten gennem hele processen. Afhængigt af din blikfremstillingsservicevirksomheds kapacitet og din ordres prioritet kan denne fase tage timer for enkle opgaver eller dage for komplekse produktionsløb. -
Sekundære operationer
Skæring er ofte kun begyndelsen. Mange dele kræver yderligere behandling, før de er færdige – bøjning, svejsning, montering af beslag eller samling. Vi vil udforske disse kritiske trin detaljeret nedenfor. -
Efterbehandling og overfladebehandling
Overfladebehandlinger forbedrer både udseende og ydeevne. Mulighederne strækker sig fra simpel afgrædning til pulverlakning, galvanisering eller anodisering. Din blikfremstiller anvender de specificerede overfladebehandlinger i overensstemmelse med dine krav. -
Kvalitetsinspektion
Før forsendelse gennemgår dele dimensionelle verifikationer og visuelle inspektioner. Producenter med ISO 9001 eller lignende certificeringer følger dokumenterede inspektionsprotokoller ved brug af præcisionsmåleudstyr. -
Emballage og levering
Dele pakkes, så de undgår skader under transport. Accelererede tjenester fra virksomheder som Approved Sheet Metal kan levere flade laser-skårne dele allerede næste dag – bestil inden kl. 10:00 og modtag dele inden kl. 10:00 dagen efter.
Hvad sker der efter skæring
Skæreoperationen producerer flade profiler, men de fleste funktionelle dele kræver yderligere bearbejdning. At forstå disse sekundære tjenester hjælper dig med at vurdere, om en producent virkelig kan levere færdige dele – eller kun skårne stykker, der skal bearbejdes yderligere andre steder.
CNC-bøjning og forming
Flade skårdele kræver ofte en tredimensionel form. CNC-bøjeningsmaskiner bruger præcist værktøj til at lave nøjagtige bøjninger i specificerede vinkler og positioner. Ifølge H&S Manufacturing anvender formningsprocessen hydrauliske presser og computernumerisk styrkede bøjeningsmaskiner for at opnå præcise resultater. Almindelige operationer omfatter V-bøjninger, U-formede kanaler, kasseformer og komplekse geometrier med flere bøjninger. Tolerancer på ±0,005 tommer kan opnås på korrekt konstruerede dele.
Afburring og kantbehandling
Skæringsoperationer efterlader forskellige grader af kantruhed, afhængigt af den anvendte metode. Laserudskæring giver typisk relativt rene kanter, mens plasma- og mekanisk udskæring kan efterlade mere betydelige burrs. Afburring fjerner skarpe kanter, der kunne forårsage håndteringsrelaterede kvæstelser eller forstyrre monteringen. Metoderne spænder fra manuel slibning til automatiseret tromlebehandling og vibrerende finish.
Svejsning og samling
Når din konstruktion kræver flere dele samlet, skaber svejsning permanente forbindelser. H&S Manufacturing beskriver, hvordan svejsere fuserer dele sammen ved at anvende varme og tryk, hvor de opvarmede metaloverflader binder sig og køler af for at danne stærke samlinger. MIG-, TIG- og punktsvejsning egner sig hver især til forskellige anvendelser og materialkombinationer. Niting giver en alternativ mekanisk fastgøringsmetode til visse samlinger.
Overfladebehandlingsmuligheder
Overfladebehandlinger beskytter dele og forbedrer udseendet. Almindelige muligheder inkluderer:
- Pulverbelægning: En tør elektrostatiske applikationsproces, der producerer holdbare og attraktive overflader i næsten enhver farve
- Maling: Vandbaserede eller opløsningsmiddelbaserede belægninger sprøjtet på i een eller flere lag til korrosionsbeskyttelse og udseende
- Overtræk: Galvanisering eller galvanikfrie processer, der påfører tynde metallag for at forbedre hårdhed, korrosionsbestandighed eller ledningsevne
- Anodisering: En elektrokemisk proces, der skaber beskyttende oxidlag på aluminiumsdele
Montering af hardware og samling
Mange fremstillere tilbyder komplette løsninger, herunder indføring af PEM-befæstningselementer, gevindede indsatser og montering af komponenter. Dette konsoliderer din leveringskæde – i stedet for at håndtere leverandører af skæring, efterbehandling og montage separat, håndterer én enkelt specialiseret metal-skærevirksomhed hele pakken.
At samarbejde med en fremstiller, der tilbyder omfattende sekundære ydelser, forenkler din leveringskæde og mindsker koordineringsbyrden på dit team.
At forstå denne komplette arbejdsgang hjælper dig med at fastsætte realistiske tidsrammer og forberede projekter, der bevæger sig effektivt gennem produktionen. Men inden du indsender din første prisforespørgsel, skal du sikre dig, at dine designfiler og specifikationer er korrekt forberedt – hvilket fører os til bedste praksis for projektforberedelse.
Forberedelse af dit projekt til metalskærevirksomheder
Du har fundet den rigtige skæret teknologi, identificeret dit materiale og forstår fremstillingsprocessen. Men her er det, hvor mange projekter stagnerer: ufuldstændige eller forkert formaterede designfiler. Selskaber, der tilbyder individuel skæring af pladeemalje, modtager hundreder af anbefalingsanmodninger – og de, der indeholder fuldstændig og præcis dokumentation, kommer i spidsen af køen, mens andre sendes tilbage for afklaring.
At bruge tid på at forberede dit projekt korrekt, sparer dage (nogle gange uger) med frem og tilbage-kommunikation. Uanset om du samarbejder med et selskab, der tilbyder individuel CNC-metal-skæring til præcisionskomponenter, eller med en fabrik, der håndterer store serier, gælder disse forberedelsesskridt universelt.
Forbered dine designfiler
Dine CAD-filer er den tegning, der styrer hele fremstillingsprocessen. Ifølge RapidDirect indeholder CAD-filer de nødvendige oplysninger om komponentens funktioner, mål og geometri – de udgør den strukturelle ramme for CNC-bearbejdningen.
De fleste virksomheder, der tilpasser plader efter mål, accepterer flere standardfilformater, selvom præferencerne varierer. Her er de formater, du bør have klar:
- STEP (.STP): Guldstandarden for 3D-modeller. STEP-filer sikrer fremragende geometrisk bevaring og fungerer på stort set alle CAD- og CAM-systemer. Hvis du kun sender ét format, så lad det være dette.
- DXF (.dxf): Ideel til 2D-skæringsoperationer. DXF-filer definerer flade mønstre tydeligt og accepteres universelt til laserskæring, vandskæring og plasmaskæring.
- IGES (.igs): Et ældre, men stadig udbredt format, især til overflademodeller og ældre systemer. IGES håndterer wireframes og 2D-tegninger godt.
- NATIVE CAD-FORMATER (.SLDPRT, .PRT, X_T): SolidWorks-, Siemens NX- og Parasolid-filer bevarer hele designhistorikken og parametriske data – nyttigt, når din leverandør af skræddersyede pladeskæringsløsninger bruger kompatibel software.
RapidDirect bemærker, at STP- og X_T-filer er kendt for deres præcise faste modeleringsfunktioner, hvilket er afgørende for at opretholde dimensional nøjagtighed under generering af værktøjspartier. Hvis du er i tvivl, skal du eksportere din design som en STEP-fil sammen med dit nativt format for at sikre kompatibilitet.
Tjekliste for filforberedelse
Før du sender din tilbudsanmodning, skal du verificere følgende kritiske detaljer:
- Bekræft måleenheder: Uoverensstemmende måleenheder (tommer mod millimeter) får dele til at ankomme i forkert skala. Tjek dine eksportindstillinger grundigt.
- Inkludér flade mønstre: For buede dele skal du angive det flade mønsterlayout ud over den 3D-model.
- Adskil dele i individuelle filer: Flerdelsmonteringer skal opdeles i separate komponentfiler for klar prisfastsættelse.
- Fjern dubletgeometri: Overlappende linjer forvirrer skæremaskiner og kan føre til dobbeltskær.
- Luk alle konturer: Åbne stier eller huller i din geometri forhindrer korrekt udsætning – sørg for, at alle former er fuldstændigt lukkede.
Specifikationsdetaljer, der betyder noget
Filer alene fortæller ikke den komplette historie. Ifølge LTJ Industrial er klar dokumentation afgørende for et præcist fremstillingstilbud – detaljerede tegninger, præcise specifikationer og komplette CAD-filer minimerer misforståelser og uventede omkostninger.
Når du kontakter specialiserede CNC-metaludskæringsvirksomheder, skal du fremlægge følgende specifikationer fra starten:
- Materialetype og kvalitet: Angiv præcist – f.eks. "rustfrit stål 304" i stedet for blot "rustfrit stål". Inkludér legeringsbetegnelser, temperaturtilstande og eventuelle krævede certificeringer.
- Materialetykkelse: Angiv præcis tykkelse i gauge eller decimaltal (f.eks. "3,175 mm" eller "11 gauge").
- Ønsket mængde: Inkludér antallet af prototyper, første produktionsomløb og estimerede årlige volumener, hvis relevant.
- Toleransekrav: Ifølge SendCutSend ved udsætning er tolerancer typisk ±0,127 mm for de fleste materialer – hvis du har brug for strammere specifikationer, skal du eksplicit angive dette.
- Krav til overfladekvalitet: Angiv, om du har brug for pulverlakning, anodisering, overfladebelægning eller specifikke værdier for overfladeruhed.
- Sekundære operationer: Angiv krav til bøjning, tapping, forsinkning, indsatshårdvarer eller samling.
- Leveringstidshorisont: Ekspresordrer kræver varsel på forhånd – angiv din ønskede leveringsdato.
Almindelige fejl, der forsinke projekter
Selv erfarne ingeniører laver disse fejl. Undgå dem, så skrider dit projekt hurtigere frem:
- Manglende hulspecifikationer: Hvis huller skal tappes eller forsynkes, notér størrelse og type. SendCutSend anbefaler brug af taptabeller til at tegne huller i korrekt størrelse under designprocessen.
- Funktioner placeret for tæt på kanter SendCutSend anbefaler at holde huller mindst 1 gange deres diameter fra en kant og slids mindst 1,5 gange deres bredde væk fra kanter eller andre snitfunktioner. Overtrædelse af disse retningslinjer svækker dele og kan gøre dem uskærebare.
- For små broafstande: Afstanden mellem snitfunktioner bør være mindst 50 % af materialetykkelsen – helst 1 til 1,5 gange tykkelsen for bedre styrke.
- Udeladelse af bøjeoplysninger: For formedele, angiv bøjeretning, bøjningsradius og bøjningssekvens, hvis det er kritisk.
- Glemmer mængderabatter: Hvis du senere muligvis vil bestille større mængder, bed om trinvist prissætning allerede nu. Oprettelsesomkostninger fordelt over flere enheder reducerer betydeligt stykprisen.
At planlægge forud og kende skæretolerancerne for dit valgte materiale fremskynder designprocessen og sikrer, at dine dele er klar til brug, så snart de kommer ud af kassen.
At investere tredive minutter i ordentlig projektfremtid kan spare dage med forsinkelser. Med komplette filer og klare specifikationer i hånden er du klar til at vurdere potentielle produktionssamarbejdspartnere – hvilket kræver, at du forstår, hvad der adskiller fremragende virksomheder inden for specialfremstillet pladeskæring fra mediocre.

Hvordan man vælger den rigtige metalbearbejdningsselskab
Dine designfiler er klar, specifikationerne er dokumenteret, og du forstår fremstillingsprocessen. Nu kommer et valg, der påvirker alt fra komponentkvalitet til leveringssikkerhed: hvilken productionspartner fortjener dit samarbejde? Med tusindvis af søgninger efter 'metalbearbejdning nær mig' dagligt kan mulighederne virke overvældende.
Vælger du den forkerte partner, risikerer du at misse frister, få afviste komponenter og opleve udfordringer i din supply chain. Vælger du den rigtige, får du en produktionspartner, der forudser problemer, foreslår forbedringer og leverer konsekvent. Lad os gennemgå de kriterier, der skiller de fremragende producenter fra de øvrige.
Tilpas virksomhedens kapacitet til dine behov
Ikke alle producenter passer lige godt til alle projekter. Ifølge MarcTech Industries er det afgørende, inden du vælger et metalværksted, at have et klart overblik over dine specifikke behov – herunder produkttype, mængde, krav til specialfremstilling, tidsplan og budgetbegrænsninger.
Start din vurdering med disse grundlæggende spørgsmål:
- Opfylder deres udstyr dine krav? En søgning efter metal-laserudskæringsvirksomheder i nærheden kan give et dusin resultater, men ikke alle lasere er lige gode. Kontroller, at de har den passende effekt til din materialetykkelse samt den specifikke skæret teknologi, som dit projekt kræver.
- Kan de håndtere din mængde? Nogle værksteder er fremragende til prototyper og korte serier, mens andre er optimeret til produktionsmængder. En misforståelse af volumenkravene skaber spændinger på begge sider.
- Tilbyder de de nødvendige sekundære ydelser? Hvis dine dele kræver bøjning, svejsning, overfladebehandling eller montering, forenkler det din leveranskæde og reducerer koordineringsomkostningerne at arbejde med en én-kilde-leverandør.
- Hvad er deres brancherfaring? MarcTech understreger betydningen af at finde leverandører med omfattende erfaring inden for din specifikke branche eller anvendelse. En fremstiller med erfaring inden for luftfartskomponenter forstår andre krav end en, der fokuserer på arkitektonisk metalbearbejdning.
Når du søger efter et firma, der udfører metal-laserudskæring i nærheden, eller et firma, der udfører pladeudskæring i nærheden, skal du ikke kun tage afstanden i betragtning. En fremstiller 320 km væk med perfekte kompetencer overgår ofte en lokal værksted, der arbejder ud over sin ekspertise.
Kvalitetscertificeringer, der betyder noget
Certificeringer giver objektiv bekræftelse på, at en fremstiller har implementeret systematiske kvalitetskontroller. Selvom ikke alle projekter kræver certificerede leverandører, hjælper det med at forstå, hvad disse kvalifikationer betyder, til at vurdere ydelserne fra ledende metaludskæringsvirksomheder på passende vis.
ISO 9001 repræsenterer standardniveauet for kvalitetsstyring. Den bekræfter, at virksomheden har dokumenterede processer, udfører interne revisioner og opretholder kvalitetsdokumentation. De fleste professionelle fremstillere besidder denne certificering.
IATF 16949 bygger på ISO 9001 med bilspecifikke krav. Hvis du indkøber komponenter til køretøjer, indikerer denne certificering, at fremstilleren forstår avanceret produktkvalitetsplanlægning (APQP), godkendelsesprocesser for produktionsdele (PPAP) og den omfattende dokumentation, som bilproducenter kræver.
AS9100 omhandler krav inden for luftfarts- og forsvarssektoren og tilføjer kontroller for sporbarehed, konfigurationsstyring og leverandørkrav, som primære luftfartsvirksomheder kræver.
ISO 13485 gælder for fremstilling af medicinsk udstyr og omfatter designkontroller, risikostyring samt krav til sterilisering, der er specifikke for sundhedsydelser.
Ifølge KAL Manufacturing opretholder troværdige kontraktproducenter formelle sporbarehedssystemer, inspektionsdokumentation samt certificeringer (f.eks. ISO, AS9100 eller overholdelse af ITAR) som sikrer den kvalitetssikring, som produktionsmiljøer kræver.
Værksteder versus kontraktproducenter: Forstå forskellen
Dit valg mellem en traditionel værkstedsdrift og en kontraktproducent påvirker priserne, responsiviteten og potentialet for langvarige samarbejdsforhold.
Værkstedsdrifter fokuserer typisk på kortseriede eller enkeltstående produktioner. KAL Manufacturing forklarer, at disse værksteder tager arbejde imod på grundlag af individuelle tilbud og håndterer en bred vifte af dele uden stor sammenhæng mellem ordrerne. De er bygget til fleksibilitet, ikke gentagelse.
Hvis du har brug for en enkelt prototype eller en lille mængde specialtilpassede beslag, kan en værkstedsdrift være omkostningseffektiv og hurtig. Dog er de muligvis ikke struktureret til planlagte leverancer, kvalitetskontrolsporing eller lagerprogrammer, som større produktionsmiljøer kræver.
Kontraktproducenter er designet til gentagelig produktion og langsigtet samarbejde. De tilbyder mere robuste systemer til planlægning, kvalitetssikring, materialehåndtering og dokumentation. Ifølge KAL Manufacturing er en kontraktproducent ikke blot en leverandør – de er en productionspartner, der samarbejder med dit team for at levere i overensstemmelse med prognosticeret efterspørgsel, håndtere ændringer af dele og synkronisere leveringstidspunkter med dine driftsprocesser.
Nøglekarakteristika, der skal overvejes:
- Jobværksteder: Hurtig prisangivelse, fleksibel kapacitet til variabel arbejdsbyrde, minimale ordremængder, projektorienterede relationer
- Kontraktproducenter: Planlagt produktion, prognose- og lagerprogrammer, dokumenterede kvalitetssystemer, integration i leveringskæden
Sammenligning af udvælgelsesfaktorer
Brug denne sammenligning til at vurdere potentielle fremstillingspartnere ud fra dine projektkrav:
| Valgsfaktor | Traditionelt jobværksted | Online fremstillingsydelser | Kontraktproducent |
|---|---|---|---|
| Typiske certificeringer | ISO 9001 er almindelig; branchespecifikke certificeringer varierer | ISO 9001 er typisk; begrænset antal branchespecifikke certificeringer | ISO 9001, AS9100, IATF 16949, ITAR, hvor det er relevant |
| Ledetider | Variabel; afhænger af den nuværende arbejdsbyrde | Hurtig (ofte 1–5 dage for standardudskæringer) | Planlagte leverancer; konsekvente leveringsvinduer |
| Fleksibilitet i ordrestørrelse | Udmærket til prototyper og små serier | Bedst egnet til enkeltdelen til mellemstore partier | Optimeret til gentagne produktionsvolumener |
| Serviceomfang | Udsparing samt udvalgte sekundære processer | Fokuseret på udsparing; begrænsede sekundære ydelser | Fuldstændig fremstilling, finish, montage og samling i sæt |
| Teknisk støtte | Uformel; afhænger af forholdet | Automatiseret DFM-feedback | Dedikeret ingeniør-samarbejde |
| Bedst til | Kundespecifikke enkeltstykker, akutte prototyper | Standardudskæringer, behov for hurtig levering | Produktionsprogrammer, komplekse monteringer |
Geografiske og logistiske overvejelser
Placering er vigtig – men måske ikke på den måde, man skulle tro. Selvom det giver mening at søge efter et metalbearbejdende firma i nærheden for visse anvendelser, bør geografi afvejes mod kapacitet og samlede omkostninger.
Når nærhed er mest afgørende:
- Tunge eller sperrige dele, hvor fragtomkostningerne udgør en stor del
- Hurtige prototypeversioner, der kræver afhentning samme dag
- Projekter, der drager fordel af personlig samarbejdskultur og besøg på faciliteten
- Just-in-time-leveringer med minimal buffer for leveringstid
Når kapacitet vejer tungere end placering:
- Specialiserede processer, der kun tilbydes af regionale eksperter
- Branchespecifikke certificeringer, som de lokale muligheder mangler
- Volumenproduktion, hvor besparelser per del udligner fragt
- Komplekse sekundære operationer, der kræver integrerede kompetencer
Den bedste tilgang indebærer ofte at udvikle relationer til både lokale og regionale leverandører. Lokale metalbearbejdningsvirksomheder i min nærhed håndterer akutte prototyper og korte serier, mens specialiserede partnere tager sig af produktionmængder og komplekse krav.
Forskellen mellem en værkstedsvirksomhed og en kontraktproducent handler om systemer og skala. Værkstedsdrift dækker et transaktionelt behov. Kontraktproducenter understøtter en proces.
Valget af din fabriceringspartner påvirker direkte projektets succes. Brug tid på at vurdere kompetencer, verificere certificeringer og forstå, om en potentiel leverandørs forretningsmodel er i overensstemmelse med dine behov. Når den rigtige partner er identificeret, er du klar til at undersøge, hvordan forskellige industrier udnytter disse tjenester til specialiserede applikationer.
Industrielle anvendelser af metalbearbejdningsydelser
Har du nogensinde undret dig over, hvorfor beslaget, der holder din bils ophængning, ser anderledes ud end kabinen, der beskytter en pacemaker? Begge starter som flade metalplader, der bearbejdes af specialister i metalbearbejdning – men rejsen fra råmateriale til færdigt komponent varierer dramatisk afhængigt af branchekrav. Metal-skæringsydelser for byggevirksomheder følger andre regler end dem, der leverer til luftfartsindustrien eller producenter af medicinsk udstyr.
At forstå, hvordan forskellige sektorer udnytter disse bearbejdningsydelser, hjælper dig med effektivt at kommunikere krav og vælge samarbejdspartnere med relevant ekspertise. Lad os udforske de specialiserede anvendelser og unikke krav på tværs af større industrier.
Anvendelser inden for bilproduktion
Bilindustrien udgør et af de største markeder for præcisionsmetalskæring. Fra strukturelle chassisdele til dekorative lister indeholder køretøjer hundredvis af fabricerede metaldele – hver med specifikke ydeevnekrav.
Ifølge Pans Technology er præcisionsbearbejdning blevet et spilændrende element i bilindustrien, da det gør producenterne i stand til at fremstille letvægtsdele, der forbedrer brændstofforbruget og reducerer udledningerne. Med branchens skift mod elbiler er letvægtskomponenter blevet endnu mere afgørende – ifølge McKinseys forskning kan en reduktion af køretøjets vægt med blot 10 % øge rækkevidden for elbiler med cirka 15 %.
Typiske anvendelser i bilindustrien inkluderer:
- Chassis og strukturelle komponenter: Rammeskinner, tværbjælker og forstærkningsbeslag, der kræver et højt styrke-til-vægt-forhold
- Ophængningsbeslag og monteringspunkter: Præcisionskårede dele, der skal kunne klare gentagne spændingscyklusser uden udmattelsesbrud
- Karosseridele og strukturelle understøtninger: Komponenter, hvor dimensional nøjagtighed påvirker montering, overfladekvalitet og kollisionsydelse
- Indvendige komponenter: Sæderammer, instrumentbræt-understøtninger og dekorationsdele, der kræver æstetiske overflader samt funktionsmæssig ydelse
- Gearkasse- og drivlinjekomponenter: Præcisionsbearbejdede komponenter, der kræver stramme tolerancer for korrekt funktion
Automobilleverandører kræver typisk IATF 16949-certificering, som dokumenterer overholdelse af kvalitetsstyringsstandarder specifikt for bilindustrien. Metalstansfirmaer og specialister inden for laserskæring, der leverer til denne sektor, skal opretholde strenge processer for godkendelse af produktionsdele (PPAP) samt dokumentation for avanceret produktkvalitetsplanlægning (APQP).
Krav fra luftfarts- og forsvarssektoren
Når liv afhænger af komponenters pålidelighed i 35.000 fod højde, forsvinder tolerance for fejl. Luft- og rumfartsapplikationer kræver den største præcision og de strengeste materialecertificeringer inden for enhver fremstillingssektor.
Ifølge Pans Technology vil den globale marked for letvægtsmaterialer til luft- og rumfart nå ca. 20,7 milliarder USD i 2024 – et tydeligt tegn på, hvor aggressivt denne industri forfulger avancerede fremstillingsmetoder. Præcisionsmaskinbearbejdning skaber lette, men ekstremt stærke konstruktioner, der opfylder strenge sikkerhedsstandarder uden at kompromittere ydeevnen.
Luft- og rumfartsapplikationer inden for metalskæring omfatter:
- Strukturelle airframe-komponenter: Ribs, forstærkningsstænger og skindpaneler af aluminiumlegeringer og titan
- MotorKomponenter: Hedtbestandige nikkel-superlegeringer, der kræver specialiserede skæreteknikker
- Landingsudstyrdele: Højstyrke-stålkomponenter med ekstreme krav til udmattelsesbestandighed
- Avionik-omslag: Præcisionskapsler med elektromagnetisk afskærmningsegenskaber
- Satellit- og rumfartskomponenter: Eksotiske materialer uden tolerance for forurening
AS9100-certificering er næsten obligatorisk for luftfartsleverandører. Materiale-sporbarehed – fra værkscertificering til færdigdel – er ufravigelig; hver enkelt komponent skal kunne spores tilbage til sin oprindelse af sikkerhedsmæssige efterforskningsårsager.
Produktion af medicinske enheder
Medicinske anvendelser kombinerer præcisionskrav med biokompatibilitedsforhold og regulatorisk tilsyn, hvis kompleksitet kan måles op imod luftfart. Virksomheder, der stanser metal, og præcisionsfabrikatorer, der leverer til sundhedssektoren, skal forstå både fremstillings- og regulatoriske forhold.
Almindelige anvendelser af medicinske enheder inkluderer:
- Kirurgiske instrumenter: Præcisionsstansede rustfrie stål- og titanværktøjer, der kræver kantfri kanter og kompatibilitet med sterilisation
- Implantatdele: Biokompatible materialer med krav til overfladekvalitet målt i mikrotommel.
- Kapsler til diagnostisk udstyr: Hus til billedsystemer, patientmonitorer og laboratorieinstrumenter
- Prostetiske komponenter: Tilpassede titan- og speciallegeringsdele, der ofte fremstilles i enkeltstykkemængder
- Tandtekniske enheder: Præcisionskomponenter i små serier fremstillet af korrosionsbestandige legeringer
ISO 13485-certificering dokumenterer overholdelse af kravene til kvalitetsstyring for medicinsk udstyr. Mange anvendelser kræver fremstilling i rene rum samt validerede rengøringsprocesser, inden dele overhovedet når frem til samling.
Bygge- og arkitektonisk fremstilling
Metaltskæringsydelser til byggevirksomheder opererer på den modsatte ende af præcisionsspektret i forhold til medicinsk udstyr – men det betyder ikke, at kvalitetskravene forsvinder. Konstruktionsdele skal opfylde bygningsreglementer, mens arkitektoniske elementer balancerer æstetik med holdbarhed.
Anvendelser i byggesektoren inkluderer:
- Bærende stålelementer: Søjler, plader og samlingselementer til erhvervs- og industribyggeri
- Arkitektoniske plader: Dekorative facader, solskærme og bygningskapsel-elementer
- HVAC-komponenter: Kanaler, beslag og udstyrsunderstøtninger
- Værgegitter og barrierer: Sikkerhedskritiske komponenter, der opfylder krav til adgang og bygningsreglementer
- Specialfremstillet metalarbejde: Skilte, kunstinstallationer og brandede elementer
Laserudskårne metal kunstvirksomheder og designvirksomheder for laserudskårne metalelementer betjener ofte det arkitektoniske segment ved at producere dekorative paneler, skærme og skulpturelementer, hvor visuel virkning er lige så vigtig som strukturel integritet.
Forbrugerprodukter og elektronik
Fra smartphonebeslag til køkkenapparater kræver forbrugerprodukter omkostningseffektiv produktion med konsekvent kosmetisk kvalitet. Metalstansningsvirksomheder, der lever til denne sektor, balancerer præcision med krav til produktionsvolumen.
Typiske anvendelser af forbrugerprodukter inkluderer:
- Elektronikhuses: EMI-skærmede kabinetter til computere, servere og telekommunikationsudstyr
- Husholdningskomponenter: Paneler, beslag og strukturelementer til husholdningsprodukter
- Idrætsudstyr: Cykelrammer, fitnessudstyr og udetræningsudstyr
- Møbeldelene: Metalrammer, beslag og dekorative elementer
- Detailudstyr: Displaystativer, reolsystemer og point-of-sale-udstyr
Præcisionskrav specifikke for branchen
Toleransekravene varierer kraftigt fra sektor til sektor. Ifølge Xometry definerer tolerancer de tilladte grænser for variation i en fysisk dimension, således at komponenter fremstilles inden for acceptable grænser for deres tilsigtede anvendelse.
Standard-ISO 2768-tolerancer fungerer perfekt til mange bygnings- og forbrugeranvendelser. Komponenter til luftfarts- og medicinsk brug kræver dog ofte ISO 286-klassifikationer – med tolerangrænser målt i mikrometer i stedet for tusindedele tommer.
| Branche | Typiske toleransekrav | Almindelige certificeringer | Særlige hensyn |
|---|---|---|---|
| Automobil | ±0,005" til ±0,010" som standard; strammere ved kritiske pasforme | IATF 16949, ISO 9001 | PPAP-dokumentation, materiale-sporbarhed |
| Luftfart | ±0,001" til ±0,005" er almindelige; under-mikrometer for kritiske komponenter | AS9100, Nadcap | Fuld materiale-sporbarhed, specielle procescertificeringer |
| Medicinsk udstyr | ±0,0005" til ±0,005" er typisk | ISO 13485, FDA-registrering | Biokompatibilitet, rengøringsrumskrav, validering |
| Konstruktion | ±0,030" til ±0,125" er almindelige | ISO 9001, AWS-certificeringer | Overholdelse af kodekrav, forzinkning, vejrmodstand |
| Forbrugerelektronik | ±0,005" til ±0,015" typisk | ISO 9001 | Krav til overfladekvalitet, EMI-abskærmning |
Kravene til materialecertificering varierer også efter branche. Byggeapplikationer kan acceptere standardmaterialeprøverapporter fra værket, mens luftfartskomponenter kræver fuld kemisk analyse og verificering af mekaniske egenskaber for hver enkelt materialeparti. Medicinske implantater kræver biokompatibilitetstest, hvilket kan udvide tidsplanen for materialekvalificering med flere måneder.
At forstå disse branchespecifikke krav hjælper dig med at vurdere, om en potentielt samarbejdspartner inden for fremstilling virkelig har relevant erfaring – eller om de går ud over deres ekspertise. En værksted, der er fremragende inden for arkitektonisk metalbearbejdning, kan have svært ved at opfylde luftfartsbranchens dokumentationskrav, mens en præcisionsfabrikant af medicinsk udstyr muligvis ikke er priscompetitive ved højvolumen-forbrugerprodukter.
Når branchens anvendelser og krav er afklaret, er den næste kritiske overvejelse at forstå præcis, hvilke nøjagtigheds- og kvalitetskrav du bør forvente fra professionelle fremstillingsselskaber.
Kvalitetskrav og forventninger til nøjagtighed
Du har udvalgt din fremstillingspartner og indsendt dine designfiler – men hvordan ved du, at de færdige dele faktisk opfylder dine krav? At forstå nøjagtighedstolerancer og kvalitetssikringsprocesser adskiller vellykkede projekter fra frustrerende omarbejdscykler. Professionelle virksomheder inden for metal-laserudskæring bygger deres ry på at levere dele, der konsekvent svarer til specifikationerne.
Lad os afklare, hvad nøjagtighed rent faktisk betyder inden for metal-fremstilling, og hvordan du effektivt kommunikerer dine kvalitetskrav.
Forståelse af nøjagtighed og tolerancer
Tolerance definerer, hvor meget en dimension kan afvige fra sin nominelle værdi og stadig være acceptabel. Ifølge Xometry definerer tolerancer de tilladte grænser for variation i en fysisk dimension, hvilket sikrer, at komponenter fremstilles inden for acceptable grænser for deres tilsigtede anvendelse.
Forskellige skæringsteknologier leverer forskellige nøjagtighedsniveauer. At vide, hvad man kan forvente, forhindrer urealistiske krav – og hjælper dig med at angive strammere tolerancer kun der, hvor det virkelig betyder noget.
Fiberlasere opnår tolerancer i området fra ±0,001 til ±0,003 tommer, hvilket gør dem til det foretrukne valg for krævende metalbearbejdningsprojekter, hvor nøjagtighed er afgørende.
Her er, hvad du realistisk kan forvente fra hver skæremetode:
- Fiberlaser: Ifølge A-Laser , fiberlasere leverer konsekvent stramme tolerancer i området fra ±0,001" til ±0,003" – guldstandarden for præcisionsarbejde i plademetal.
- CO2-laser: Opnår typisk tolerancer på ±0,002" til ±0,005", hvilket er acceptabelt for de fleste applikationer, selvom det er lidt mindre præcist end fibersistemer.
- UV-laser: Opnår forbløffende stramme tolerancer så lavt som ±0,0001" til mikro-bearbejdningstilfælde, der kræver submikronpræcision.
- Vandskærer: Leverer generelt ±0,003" til ±0,010" afhængigt af materialetykkelse og skærehastighed.
- Plasma: Giver bredere tolerancer på ca. ±0,020"—acceptabelt til konstruktionsanvendelser, men utilstrækkeligt til præcisionspasninger.
Når du samarbejder med et specialiseret virksomhed inden for laserskæring af metal, skal du være opmærksom på, at strammere tolerancer øger omkostningerne. At specificere ±0,001", når ±0,010" ville fungere perfekt, er en unødigt udgift og kan forlænge leveringstiderne. Anvend præcisionskrav strategisk – kun på kritiske funktionelle dele.
Kvalitetssikring ved metalskæring
Præcisionsudstyr betyder intet uden systematiske kvalitetskontroller. Ifølge Fox Valley Metal-Tech , er et mere ambitiøst mål end simpel kvalitetskontrol at levere kvalitetssikring – et højere niveau af proaktiv frem for reaktiv produktstyring, der foregår gennem hele produktionsprocessen.
Professionel metal laserskæring service virksomhedsdrift implementerer flere inspektionstrin:
Materialeverifikation
Kvalitet starter før skæringen begynder. Ansete producenter sammenligner indgående materialer med ordrebekræftelser, verificerer Certifikater for Overensstemmelse (CoC) og inspicere for skader eller forurening. Materialer kan holdes i karantæneområder, indtil certificeringsdokumenter ankommer og specifikationer bekræftes.
Kalibrering af udstyr
Nøjagtige dele kræver kalibreret udstyr. Fox Valley Metal-Tech forklarer, at al måleudstyr brugt til at verificere produktmål skal kalibreres med specificerede intervaller i henhold til ISO 9001:2015-certificering. Dette inkluderer daglig verifikation af skydelære og mikrometerskruer mod faste referencesystemer, ugentlige tredjeparts kalibreringsinspektioner og årlig omfattende kalibrering af CNC-udstyr.
Inspektion under proces
Dimensionverifikation sker gennem hele produktionsprocessen – ikke kun ved afslutningen. Almindelige tolerancer for præcisions svejsninger og maskinbearbejdede dele ligger typisk mellem .005" – .030", og verificeres ved brug af skydelære, mikrometerskrue, højdemålere og koordinatmåleautomater (CMM).
Ikke-destruktiv prøvning
Når specifikationerne kræver det, kan et firma, der udfører laserskæring af emaljeplader, foretage eller arrangere specialiseret test, herunder visuel svejsningsinspektion, tryk- eller lækagetest, dybefiltreringsinspektion for overfladesprækker, magnetpulverinspektion for ferromagnetiske materialer og ultralydinspektion for interne defekter.
Effektiv kommunikation af dine krav
Klar kommunikation forhindrer kvalitetsdisputter. Sådan specificerer du dine krav:
- Henvendelse til anerkendte standarder: Angiv ISO 2768 for generelle tolerancer eller ISO 286 for kritiske pasform i stedet for at opfinde egne specifikationer.
- Angiv kritiske dimensioner: Marker tydeligt på tegningerne de elementer, der kræver strammere tolerancer end standard.
- Angiv inspektionskrav: Hvis du har brug for rapporter fra førsteartikelinspektion (FAIR), CMM-data eller dimensionsrapporter, skal du angive dette fra starten.
- Definér overfladebehandling: Angiv acceptabel kantkvalitet, grænser for spån og overfladeruhed, hvor udseendet er vigtigt.
Valg af den passende tolerance er en afgørende beslutning i design- og produktionsprocessen, da det påvirker delens funktionalitet, pasform, omkostninger og producibilitet.
At forstå disse kvalitetsstandarder sætter dig i stand til effektivt at evaluere produktionspartnere og opstille realistiske forventninger til dine projekter. Når kvalitetskravene er defineret, er du klar til det sidste skridt – at samarbejde med den rigtige producent for at realisere dine designs.
Samarbejde med metalbearbejdningsselskaber til dit næste projekt
Du har gennemrejst skæringsteknologier, materialeovervejelser, fremstillingsarbejdsgange og kvalitetsstandarder. Nu er det tid til at samle alt til et praktisk rammearkitektur, som du straks kan anvende. At finde den rigtige virksomhed, der skærer metal, handler ikke om held – det handler om systematisk vurdering baseret på dine specifikke krav.
Uanset om du skal finde en enkelt prototype eller etablere et langsigtet productionspartnerskab, forbliver beslutningsrammearkitekturen den samme. Lad os samle din viden i konkrete trin, der får dit projekt til at skride fremad.
Tjekliste for din metal-skæringspartner
Før du kontakter en fabrikant, gennemgå denne omfattende evalueringstjekliste. Ifølge TMCO går valget af den rette produktionspartner ud over sammenligning af tilbud – det handler om at finde et team, du kan stole på for at realisere din vision med præcision, effektivitet og konsekvens.
Verifikation af teknologi og kapacitet
- Bekræft, at de benytter passende skæreudstyr (laser, vandstråle, plasma) til dine materiale- og tykkelseskrav
- Verificer evnen til sekundære operationer – som bøjning, svejsning og overfladebehandling – hvis dine dele kræver behandling udover skæring
- Vurder deres kapacitet til at håndtere dine volumenkrav, fra prototyper til fuld produktion
- Evaluer muligheden for ingeniørmæssig support til designoptimering og DFM-feedback
Kvalitets- og certificeringskrav
- Bekræft ISO 9001-certificering som minimumskrav for kvalitet
- Bekræft branchespecifikke certificeringer (IATF 16949 for bilindustrien, AS9100 for luft- og rumfart, ISO 13485 for medicinsk udstyr), når det er relevant
- Anmod om information om inspektionsudstyr og evne til kvalitetsdokumentation
- Spørg om systemer til materialens sporbarhed og certificeringsdokumentation
Vigtige elementer i projektfremstilling
- Forbered designfiler i accepterede formater (STEP, DXF, IGES) med lukkede konturer og korrekte enheder
- Dokumenter materialekravene, herunder kvalitet, tykkelse og eventuelle krævede certificeringer
- Identificer kritiske tolerancer, og angiv dem eksplicit – undgå at specificere for strengt, hvor standardtolerancer er tilstrækkelige
- Angiv alle sekundære fremgangsmåder, overfladebehandlingskrav og behov for montering af hardware
- Fastlæg realistiske tidsrammer ud fra kompleksiteten og produktionsmængden
Partnerskabsevalueringfaktorer
- Vurder kommunikationsresponsiviteten under tilbudsprocessen – dette forudsiger kvaliteten af den fremtidige samarbejdsrelation
- Vurder, om leverandøren stiller afklarende spørgsmål om din anvendelse, hvilket indikerer en ægte involvering
- Overvej geografisk nærhed ved dele, der er følsomme over for fragt, eller ved behov for hurtig iteration
- Gennemgå kundereferencer og brancherelateret erfaring, der er relevant for din sektor
Tag det næste skridt
Når din tjekliste er færdig, er du klar til effektivt at engagere potentielle partnere. Ifølge UPTIVE Advanced Manufacturing , den rigtige producent leverer præcise dele, reducerer gennemløbstider og tilbyder skræddersyede løsninger for hver fase af din produkts udvikling.
Her er din handlingsplan for fremadrettet arbejde:
For prototype- og udviklingsprojekter
Når hastighed og iteration er afgørende, skal du prioritere fremstillere, der tilbyder hurtig levering og teknisk samarbejde. Specialiserede virksomheder inden for metal laserskæring med systemer til øjeblikkelig prisangivelse kan betydeligt fremskynde din udviklingscyklus. Søg efter partnere, der tilbyder omfattende DFM-understøttelse (Design for Manufacturability), så de kan identificere potentielle fremstillingsproblemer, inden skæringen påbegyndes.
For produktionsprogrammer
Langvarig produktion kræver forskellige vurderingskriterier. OEM-metalldelsvirksomheder og kontraktproducenter, der tilbyder planlagte leverancer, lagerprogrammer og konsekvent kvalitetsdokumentation, bliver afgørende partnere. En CNC-metalldelsvirksomhed med robuste kvalitetssystemer forhindrer forsyningskædedisruptioner, der kan bringe produktionsplaner ud af kurs.
Overvej producenter som Shaoyi (Ningbo) Metal Technology , hvilket er et eksempel på de IATF 16949-certificerede kvalitetsstandarder, der behandles i denne vejledning. Deres kombination af 5-dages hurtig prototypproduktion, omfattende DFM-støtte og tilbud inden for 12 timer demonstrerer, hvordan ledende OEM-CNC-metalldelsvirksomheder accelererer bilindustriens forsyningskæder for chassis, ophæng og strukturelle komponenter – fra den første idé til automatiseret masseproduktion.
Opbygning af langsigtede relationer
De bedste samarbejder inden for produktion går ud over rent transaktionsbaserede tilbud. TMCO fremhæver, at valget af en partner ikke kun handler om det nuværende projekt – det handler om at opbygge et langsigtet samarbejde baseret på tillid, ydelse og fælles mål. Et pålideligt CNC-metalbearbejdende firma bliver en forlængelse af dit ingeniørteam, der foreslår forbedringer og forudser udfordringer, før de påvirker din tidsplan.
En turnkey-produktionspartner styrer dit projekt fra idé til færdiggørelse – og eliminerer inefektiviteterne ved at koordinere flere leverandører, mens fuld gennemsigtighed opretholdes gennem hele produktionsprocessen.
Du forstår nu, hvordan forskellige skæringsteknologier fungerer, hvilke metoder der passer til specifikke materialer, og hvilke kvalitetsstandarder du kan forvente fra professionelle producenter. Du ved, hvordan du forbereder dine projekter til succes og systematisk vurderer potentielle samarbejdspartnere. Vejen fra tilbudsanmodning til færdige dele er klar – dit næste projekt starter med én enkelt henvendelse til en kvalificeret produktionspartner, der opfylder dine krav.
Ofte stillede spørgsmål om metal-skæringsselskaber
1. Hvad koster det at skære metal?
Metal-skæringens omkostninger varierer afhængigt af materialetype, tykkelse, skæremetode og kompleksitet. Laser-skæring ligger typisk mellem 0,50 og 2 dollar pr. løbende tomme for plademetal. Timetariffer ligger generelt mellem 20 og 30 dollar. Plasma-skæring tilbyder lavere omkostninger pr. fod for tykke materialer, mens vandskæringsmetoden er dyrere på grund af langsommere hastigheder. Mængderabatter reducerer markant omkostningerne pr. del ved serieproduktion, og sekundære operationer såsom bøjning og efterbehandling øger den samlede pris.
2. Skærer et byggemarked metal til dig?
Værkstedsforretninger tilbyder begrænsede metalbeskæringstjenester, typisk begrænset til rørbeskæring og grundlæggende klipning af tynde materialer. Til præcisionsbearbejdning af plademetal, brug for specialfremstillede former eller tykkere materialer, har du brug for professionelle metalbearbejdningsvirksomheder udstyret med lasere, vandstråle- eller plasmasystemer. Disse producenter kan håndtere CAD-filer, overholde stramme tolerancer og tilbyde sekundære operationer, som værkstedsforretninger ikke kan levere.
3. Hvordan får man et stykke metal udskåret?
For at få metal professionelt skåret, skal du forberede dine designfiler i DXF- eller STEP-format, angive materialetype og tykkelse og kontakte et metalskæringsfirma for at få et tilbud. De fleste producenter accepterer indsendelse af filer online og leverer tilbud inden for 12-24 timer. Indkludér krav til tolerancer, den nødvendige mængde samt eventuelle sekundære operationer såsom bøjning eller efterbehandling. For enkle skæringer tilbyder nogle online fremstillingsydelser øjeblikkelig prisfastsættelse med levering allerede om et par dage.
4. Hvad er forskellen mellem laserskæring og plasmaskæring?
Laserudskæring bruger en fokuseret lysstråle, der opnår tolerancer på ±0,005 tommer, ideel til tynde til mellemstore materialer, hvor præcision og rene kanter er vigtige. Plasmaudskæring bruger overophedet ioniseret gas og bearbejder tykke ledende metaller 3-4 gange hurtigere end andre metoder, men med bredere tolerancer omkring ±0,020 tommer. Vælg laser til indviklede designs og præcise pasform; vælg plasma til tykt strukturelt stål, hvor hastighed og omkostninger vejer tungere end kantkvalitet.
5. Hvilke certificeringer bør jeg søge efter i et metaludskæringsfirma?
ISO 9001-certificering indikerer et grundlæggende kvalitetsstyringssystem. For automobilapplikationer demonstrerer IATF 16949-certificering overholdelse af krav specifikke for bilindustrien, herunder PPAP-dokumentation. Leverandører til luft- og rumfartssektoren kræver AS9100-certificering, mens producenter af medicinsk udstyr kræver ISO 13485. Disse certificeringer bekræfter, at virksomheden vedligeholder dokumenterede processer, kalibreret udstyr og systematiske kvalitetskontroller, som er afgørende for regulerede industrier.