 Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —
Små partier, høje standarder. Vores hurtige prototyperingservice gør validering hurtigere og nemmere —

Laserudskæring mod værktøjsudskæring til automobilprototyper
TL;DR
Når det gælder automobilprototyper, er laserskæring det bedre valg i de tidlige udviklingsfaser på grund af hastighed, fleksibilitet og fraværet af forudgående værktøjsomkostninger, hvilket gør det ideelt til komplekse eller iterative design. Derimod er dieskæring den mere strategiske og omkostningseffektive løsning for prototyper med færdige designs, der er beregnet til produktion i store serier, da stykomkostningen falder betydeligt ved øget skala, hvilket retfærdiggør den oprindelige investering i en fysisk die.
Forståelse af kerne-teknologierne: Laserskæring versus dieskæring
For at træffe et velovervejet valg mellem laserskæring og dieskæring til automobilprototyper er det afgørende at forstå deres grundlæggende mekanik. Disse to metoder fungerer efter helt forskellige principper – den ene bruger termisk energi, mens den anden er baseret på mekanisk kraft. Denne kerneforskel bestemmer deres respektive styrker, svagheder og ideelle anvendelser i produktionslivscyklussen.
Laserudskæring er en termisk proces, der bruger en højt fokuseret, computerstyrket lysstråle til at smelte, brænde eller fordampe materiale med ekstrem præcision. Da den følger en digital designfil, kommer ingen fysisk værktøj i kontakt med materialet. Denne 'værktøjsfrie' karakter gør det muligt at skabe utrolig indviklede og komplekse former uden behov for at fremstille en specialfremstillet stans. Forskellige typer lasere, såsom CO₂- og fiberlasere, er optimeret til forskellige materialer, fra kunststoffer og stoffer brugt i bilindretter til plademetal til karosseriplader.
Til gengæld er die-cutting en mekanisk skæreprces, meget lig en industriel koekkeform. En specialfremstillet stålkantskæreform, som er en skarp klinge formet i en specifik form, preses ned i materialet for at stemple den ønskede del ud. Denne metode kan udføres på en fladepres, hvilket er fremragende til tykkere materialer og lavere mængder, eller på en roterende pres, hvor formen er cylinderformet til hurtig, kontinuerlig bearbejdning af rullede materialer. Die-cutting giver rene, ensartede snit og er yderst effektiv til produktion af et stort antal identiske dele.
Afgørende beslutningsfaktorer for automobilprototyper: En direkte sammenligning
Valg af den rigtige skæremetode til en automobilprototype afhænger af en omhyggelig analyse af flere nøglefaktorer. Den ideelle proces afhænger af dit projekts specifikke krav til præcision, hastighed, omkostninger, materiale og designfleksibilitet. En direkte sammenligning viser klare fordele for hver metode i forskellige faser af udviklingscyklussen.
Præcision og kantkvalitet
Laserudskæring tilbyder ekstraordinær præcision og kan opnå tolerancer så stramme som 0,1 mm. Dens kontaktfrie natur er perfekt til indviklede mønstre og skrøbelige materialer. Som en termisk proces skaber den dog en varmepåvirket zone (HAZ), hvilket kan resultere i mindre misfarvning eller smeltning langs snitkanten – en bivirkning af denne termiske proces. For de fleste automobilprototyper er dette ubetydeligt, men det er noget at overveje ved visse varmefølsomme polymerer eller skum. Skærmeudskæring, som er en mekanisk proces, undgår termisk deformation og giver en konsekvent ren, skåret kant, selvom den muligvis ikke kan matche laserens evne til at skabe yderst fine detaljer.
Hastighed, gennemløbstid og omkostningsanalyse
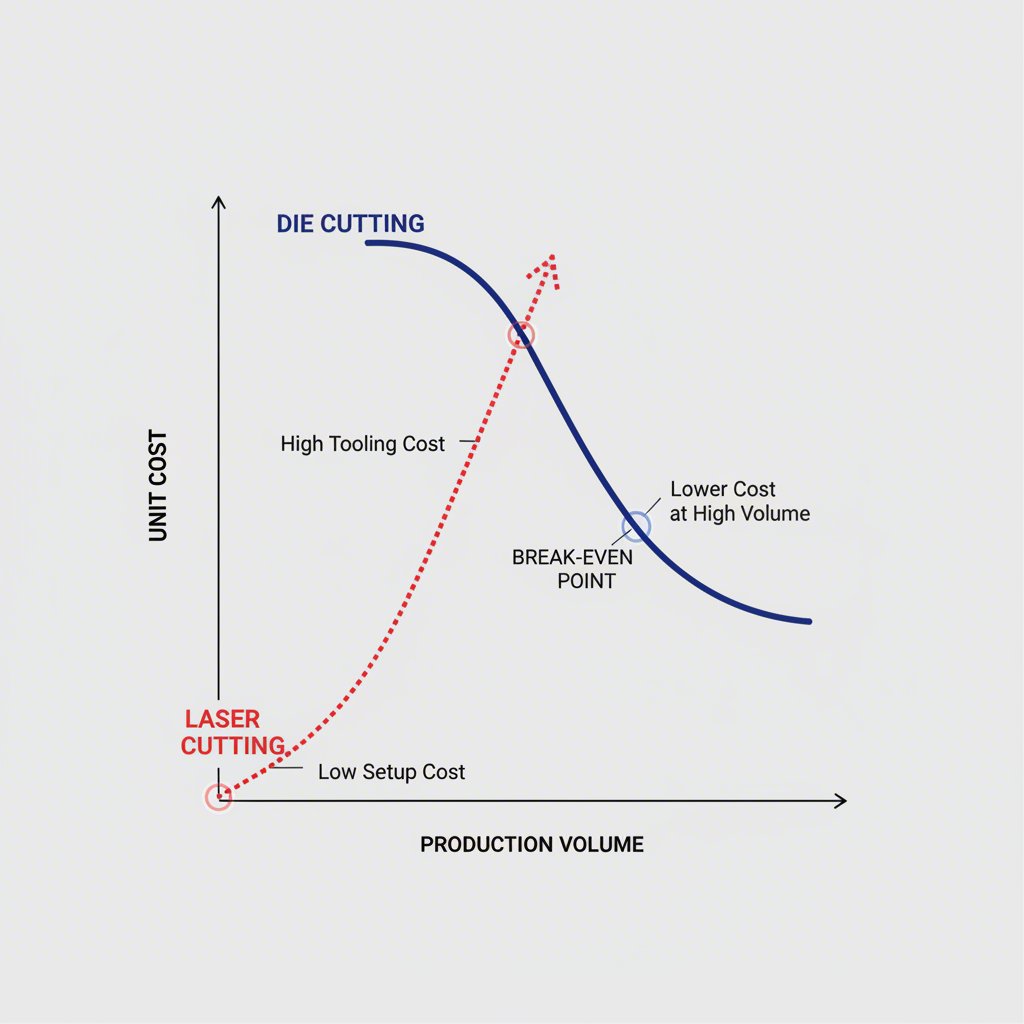
For enkelte prototypes eller små serier er laserskæring betydeligt hurtigere. Da den fungerer ud fra en digital fil, er opsætningen næsten øjeblikkelig, hvilket muliggør hurtige iterationer uden forsinkelser relateret til værktøjsfremstilling. Dieskæring kræver fremstilling af en fysisk die, hvilket kan tage dage eller uger og medfører omkostninger forud. Dog ændrer denne dynamik sig markant med stigende volumen. Dieskæring er langt overlegen ved massproduktion, hvor roterende presser kan producere tusindvis af dele i timen. En detaljeret break-even-analyse viser at dieskæring bliver mere omkostningseffektiv efter et bestemt volumen (f.eks. cirka 9.000 enheder i en case-study), da de oprindelige værktøjsomkostninger fordeler sig.
Materialekompatibilitet og designfleksibilitet
Laserudskæring er utrolig alsidig og kan bearbejde et bredt udvalg af automobilmaterialer, herunder metaller, plastik som ABS og polycarbonat, stoffer og læder til indtræk. Dens vigtigste fordel er den ubegrænsede designfleksibilitet; at ændre et design er lige så enkelt som at uploade en ny digital fil. Dette gør den til det klare valg for prototyper, der sandsynligvis vil gennemgå hyppige ændringer. Stansning er også kompatibel med mange materialer, men fungerer bedst med tyndere, ikke-metalliske materialer. Dens hovedbegrænsning er mangel på fleksibilitet – når en stans er fremstillet, er designet fastlagt. Enhver ændring kræver en ny, dyr stans.
Følgende tabel opsummerer de væsentlige forskelle for automobilprototyper:
| Fabrik | Laser Skæring | Formskæring |
|---|---|---|
| Bedst egnede til brug | Prototyper, små serier, komplekse designs | Storserieproduktion, færdige designs |
| Oprindelig omkostning | Lav (ingen værktøjsfremstilling nødvendig) | Høj (stansfremstilling nødvendig) |
| Stykkpris | Højere, forbliver konstant | Meget lav ved store serier |
| Leveringstid | Meget kort (timer) | Længere (dage til uger for værktøjsfremstilling) |
| Designfleksibilitet | Ekstremt høj (digital fil) | Meget lav (fast fysisk stans) |
| Nøjagtighed | Meget høj | Høj, men begrænset af klingens kompleksitet |
| Kantkvalitet | Ren, men med potentiale for en varmepåvirket zone (HAZ) | Rent skæresnit, ingen termisk deformation |
Konklusionen: Hvornår man skal vælge laserskæring til sin automobil-prototype
Laserskæring er det klare valg i langt de fleste scenarier inden for automobilprototyper, især i de tidlige og iterative udviklingsfaser. Dets primære fordele – hastighed, præcision og fleksibilitet – passer perfekt med prototypers formål: at teste, validere og forfine en design hurtigt og omkostningseffektivt uden at begå sig til dyre, permanente værktøjer. Fraværet af en fysisk stans er en kæmpe fordel, når designs er flydende og kan ændres.
Denne metode udmærker sig i situationer, hvor kompleksitet og hyppige justeringer er normen. Uanset om det drejer sig om beskæring af indviklede plastformede dele, skæring af brødsler til sæder eller oprettelse af indledende instrumentbrætslayouter, hvor placeringen af komponenter endnu ikke er færdigudformet, giver laserskæring den nødvendige fleksibilitet. Du kan fremstille en del om morgenen, få ingeniører til at teste den om eftermiddagen og skære en modificeret version næste dag med minimal nedetid og uden ekstra omkostninger.
Overvej laserskæring som den ideelle løsning for din automobil-prototype, hvis dit projekt omfatter:
- Validering i tidlig fase: Når du skal lave funktionelle modeller for at teste form, pasform og funktion, før designet færdiggøres.
- Komplekse Geometrier: Til dele med indviklede mønstre, stramme kurver eller fine detaljer, som ville være vanskelige eller umulige at fremstille med en traditionel stans.
- Flere designiterationer: Hvis du forventer at foretage flere ændringer i prototypen baseret på test og feedback.
- Materialeeksploration: Når man tester forskellige materialer til en enkelt komponent, såsom forskellige typer pakninger eller isoleringsfilm, uden at investere i flere værktøjer.
Selvom laserskæring er meget fordelagtig, er det vigtigt at overveje potentielle ulemper. Processen kan være langsommere pr. enhed ved større mængder, og visse materialer kan producere skadelige dampe, hvilket kræver ordentlig ventilation. For prototyping-formål vejer disse faktorer dog typisk mindre tungt end de store fordele ved værktøjsfri produktion.
Planlægning af skalering: Hvornår det giver mening at bruge die-cutting, selv til prototyper
Selvom laserskæring dominerer de tidlige faser af prototyping, er der strategiske scenarier, hvor valg af dieskæring fra starten er et klogere langsigtede valg. Denne tilgang er bedst egnet til »produktionsrelevante« prototyper – dele hvor designet allerede er modent og højst usandsynligt at ændre sig. I disse tilfælde er prototypens primære mål ikke kun at validere selve delen, men at validere det produktionsproces i stor skala, som vil blive brugt til at fremstille den.
Kernen i denne strategi ligger i forståelsen af afskrivning af værktøjsomkostninger. Den betydelige omkostning ved en stålknivform i starten, som virker afskrækkende for en enkelt prototype, bliver økonomisk meget fornuftig, når den fordeler sig over en produktionsserie på tusinder eller millioner af enheder. Ved at oprette formen tidligt kan man reducere risikoen for overgangen til masseproduktion. Selskaber som Shaoyi (Ningbo) Metal Technology Co., Ltd. specialiserer sig i at skabe disse præcise og holdbare automatiske stansværktøjer, hvilket hjælper med at løse udfordringer relateret til værktøj og materialehåndtering lang før samlebåndet går i gang. Dette sikrer, at de dele, der produceres i stor skala, vil være identiske i kvalitet og tolerancer med den endelige godkendte prototype.
At vælge stansning til en prototype er et strategisk træk, når:
- Designet er afsluttet: Delenes geometri er stabil og er blevet valideret gennem andre metoder, såsom 3D-printing eller simulering.
- Produktion i høj oplag er garanteret: Prototypen er til en komponent, som f.eks. en standarddichtning eller dørlås, der er bekræftet til en stor produktionsserie.
- Procesvalidering er afgørende: Hovedformålet er at bevise, at stansningsprocessen vil opfylde kravene til kvalitet og hastighed for masseproduktion.
- Materialeadfærd er et problem: For visse materialer kan dieskæring give en renere kant eller undgå termisk spænding, som en laser kan forårsage, hvilket gør det afgørende at teste med den endelige produktionsmetode.
I bund og grund er valget af dieskæring til en prototype en investering i hele produktets livscyklus. Det flytter fokus fra kortvarig fleksibilitet til langsigtet effektivitet og skalerbarhed og sikrer en mere jævn og forudsigelig proces fra en enkelt del til fuldskala bilproduktion.
Ofte stillede spørgsmål
1. Hvad er den største ulempe ved laserskæring?
De største ulemper ved laserskæring inkluderer begrænsninger i tykkelsen af det materiale, der kan skæres effektivt, typisk omkring 25 mm. Desuden kan processen producere giftige dampe, når den anvendes på visse materialer som PVC, hvilket kræver passende ventilationssystemer. Endelig forbruger laserskæringsmaskiner en betydelig mængde strøm, hvilket kan være en faktor for driftsomkostningerne.
2. Hvad er ulemperne ved dieskæring?
De primære ulemper ved die-cutting er dets utilpasningsdygtighed og høje omkostninger i starten. Da der skal fremstilles en fysisk die til hver unikte design, er det ikke velegnet til personalisering eller projekter, der kræver hyppige designændringer. Den tid, der kræves til fremstilling af die'en, forlænger den indledende leveringstid for et projekt. Desuden kan klingerne på die'en blive sløve over tid, hvilket kan mindske kvaliteten af skæringen under en lang produktion og kræve vedligeholdelse eller udskiftning.